






 Промышленность
ПромышленностьПохожие презентации:










Основные правила эксплуатации автоматизированных сварочных установок
1. Основные правила эксплуатации автоматизированных сварочных установок
2. Требования безопасности при эксплуатации автоматизированных сварочных установок
Факторами опасности для здоровья и жизни оператора, работающих в сварочном цехе,являются:
- поражение электрическим током;
- поражение излучением дуги и других источников энергии;
- ожоги нагретым и расплавленным металлом;
- отравление вредными газами и дымами;
- взрыв сосудов с газами под давлением;
- возгорание оборудования и окружающих объектов.
3.
ТР ТС 004/2011. О безопасности низковольтного оборудования.ГОСТ 12.2.007.8-75 Устройства электросварочные и для плазменной обработки.
Требования безопасности.
ГОСТ Р МЭК 60974-1-2004. ИСТОЧНИКИ ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ.
Требования безопасности
4.
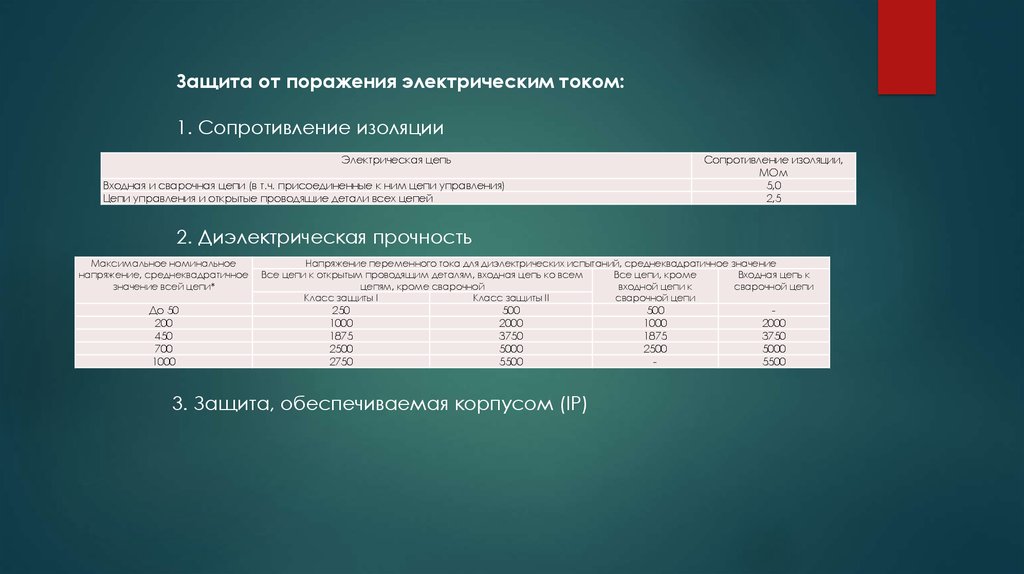
Защита от поражения электрическим током:1. Сопротивление изоляции
Электрическая цепь
Сопротивление изоляции,
МОм
5,0
2,5
Входная и сварочная цепи (в т.ч. присоединенные к ним цепи управления)
Цепи управления и открытые проводящие детали всех цепей
2. Диэлектрическая прочность
Максимальное номинальное
напряжение, среднеквадратичное
значение всей цепи*
До 50
200
450
700
1000
Напряжение переменного тока для диэлектрических испытаний, среднеквадратичное значение
Все цепи к открытым проводящим деталям, входная цепь ко всем
Все цепи, кроме
Входная цепь к
цепям, кроме сварочной
входной цепи к
сварочной цепи
Класс защиты I
Класс защиты II
сварочной цепи
250
1000
1875
2500
2750
500
2000
3750
5000
5500
3. Защита, обеспечиваемая корпусом (IP)
500
1000
1875
2500
-
2000
3750
5000
5500
5.
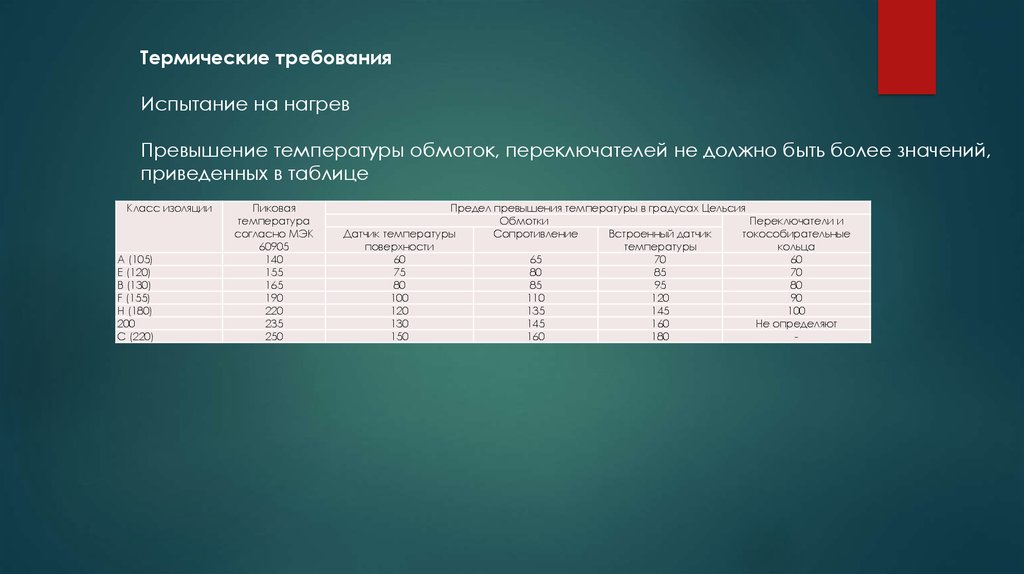
Термические требованияИспытание на нагрев
Превышение температуры обмоток, переключателей не должно быть более значений,
приведенных в таблице
Класс изоляции
А (105)
Е (120)
В (130)
F (155)
H (180)
200
С (220)
Пиковая
температура
согласно МЭК
60905
140
155
165
190
220
235
250
Предел превышения температуры в градусах Цельсия
Обмотки
Переключатели и
Сопротивление
Датчик температуры
Встроенный датчик
токособирательные
поверхности
температуры
кольца
60
65
70
60
75
80
85
70
80
85
95
80
100
110
120
90
120
135
145
100
130
145
160
Не определяют
150
160
180
-
6.
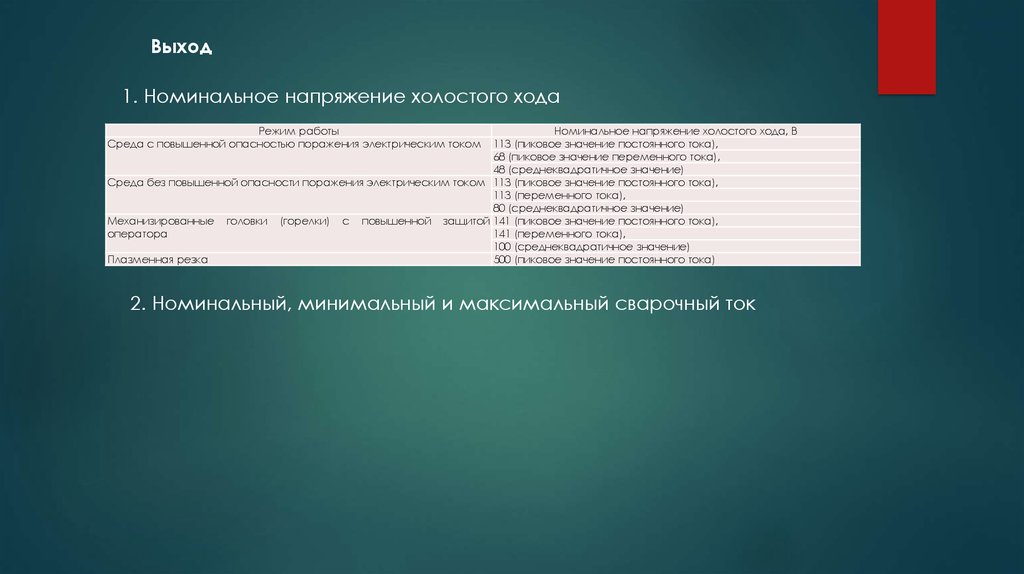
Выход1. Номинальное напряжение холостого хода
Режим работы
Среда с повышенной опасностью поражения электрическим током
Номинальное напряжение холостого хода, В
113 (пиковое значение постоянного тока),
68 (пиковое значение переменного тока),
48 (среднеквадратичное значение)
Среда без повышенной опасности поражения электрическим током 113 (пиковое значение постоянного тока),
113 (переменного тока),
80 (среднеквадратичное значение)
Механизированные головки (горелки) с повышенной защитой 141 (пиковое значение постоянного тока),
оператора
141 (переменного тока),
100 (среднеквадратичное значение)
Плазменная резка
500 (пиковое значение постоянного тока)
2. Номинальный, минимальный и максимальный сварочный ток
7.
Механические требования1. Требования к корпусу источника питания
2. Устойчивость ручек, кнопок к ударам
3. Устройства для перемещений
4. Испытание на падение
8.
Для недуговых видов сварки помимо общих требований безопасностипредъявляются специальные.
При ЭШС — это необходимость тщательного контроля шлангов и других
коммуникаций водоохлаждаемых формирующих устройств, так как
попадание влаги в шлаковую ванну вызывает мгновенное
парообразование, приводящее к выплескам шлака и возможным ожогам
оператора.
При ЭЛС существует опасность, связанная с возникновением
рентгеновского излучения при торможении пучка электронов на изделии.
Устройство камер с достаточной толщиной стенок, при необходимости со
свинцовым подслоем, и применение свинцовых стекол в смотровых окнах
устраняют эту опасность.
9. Методика выбора автоматизированных сварочных установок
Вид и способ сварки следует задать в начале выбора.Способ сварки определяется: материалом, размерами, толщиной свариваемых
деталей, ориентацией швов и т.д.
При механизированной сварке под флюсом, требования к источнику меняются в
зависимости от принятой системы автоматизации (АРДС или АРНД)
Автоматическая под
флюсом
Аппарат АРНД
Трансформатор
Аппарат АРДС
Выпрямитель
Однофазный
Электрошлаковая
Механизированная в
защитном газе
Трехфазный
Трансформатор
В углекислом газе
Импульсно-дуговая
В аргоне
Выпрямитель
10.
Выбор аппарата для автоматизированныхсварочных установок
Способ сварки (механизированная, автоматическая) и вид электрода (плавящийся,
неплавящийся) должны быть приняты в самом начале выбора сварочного аппарата
Автомат для сварки
плавящимся
электродом
Автомат для сварки
неплавящимся
электродом
обеспечивает более
высокую
производительность
и высокое качество
сварки, слабо
зависимое от
квалификации
сварщика, но он
менее универсален.
используют для
высокопроизводитель
ной сварки металлов,
нуждающихся в
надежной защите при
сварке от воздействия
воздушной среды
(высоколегированная
сталь, алюминиевые и
титановые сплавы и
т.д.).
Электрошлаковая
сварка
используют для
соединения деталей
большой толщины.
11.
Особенности монтажа cстационарныx установок дляавтоматической сварки
Обычно предназначены они для изготовления крупных изделий. Поэтому их комплектуют
механическим сварочным оборудованием. Роликовый стенд, используется при выполнении
кольцевых швов и обеспечивает вращение изделия с маршевой и сварочной скоростями.
Вращатель выполняет те же функции, но, как правило, рассчитан на изделия меньшего
диаметра; он имеет патрон или планшайбу для крепления детали, иногда дополняется задней
бабкой для центрирования длинных деталей. Кантователь используется для установки изделия в
удобное для сварки положение, например при выполнении углового шва «в лодочку».
Манипулятор имеет планшайбу с переменным углом наклона ее оси и совмещает функции
кантовки и вращения свариваемой детали. Сварочный аппарат также размещают на
специальной балке, ферме или, тележке с поворотной колонной и выдвижной консолью.
Площадка сварщика необходима для его размещения в положении, удобном для настройки
и наблюдения за процессом сварки. Правила устройства электроустановок для таких крупных
установок предписывают использование двух комплектов органов управления, причем одна
панель управления располагается на источнике, а другая — непосредственно на сварочном
аппарате. Полезно также подключение дистанционного пульта управления, переносимого
сварщиком в нужную ему зону. Дополнительно на ней следует предусмотреть устройство для
вертикального расположения и крепления свариваемых деталей и колонну для перемещения
сварочного аппарата со страховкой его от падения. Установка также снабжается системой
водяного охлаждения, рассчитанной на давление 0,3...0,5 МПа и укомплектованной
устройствами для контроля давления и циркуляции воды.
12.
Наладка оборудованияИспытательно-наладочные работы в полном объеме выполняют на заводе — изготовителе ЭСО, а также
после капитального ремонта в электроремонтном цехе предприятия, эксплуатирующего ЭСО.
Рассмотрим только наладку и приемосдаточные испытания после монтажа оборудования на посту
сварки. В соответствии с Правилами устройства электроустановок их выполняет квалифицированный
электромонтер, как правило, в четыре этапа.
Проверка без подачи напряжения включает в себя внешний и внутренний осмотры, измерение сопротивления изоляции, испытание заземления. При осмотре очищают оборудование от пыли, снимают консервационную смазку, обнаруживают и устраняют
внешние повреждения, проверяют соответствие напряжения сети напряжению, указанному на табличке, прикрепленной к ЭСО.
Затем проверяют состояние приборов, проводов, плотность контактов и пайки, легкость хода механических приводов,
вращение вала генератора и вентилятора от руки. Сопротивление изоляции первичных и вторичных обмоток источника
измеряется мегомметром на 500... 1 ООО В при подключении его к входным и выходным зажимам, а также к корпусу.
Проверка с подачей напряжения только в цепи управления выполняется при наладке ЭСО с электрическим управлением. При
этом проверяют срабатывание сигнальных ламп и автоматического выключателя при ручном включении, в случае его
автоматического выключения выявляют причину неисправности. При пуске . вентилятора проверяют направление потока воздуха,
при неверном направлении меняют местами два провода на входных зажимах.
Проверка с подачей напряжения в сварочные цепи начинается при установке всех регуляторов в положение минимальных
токов. Первое включение выполняют кратковременно, при этом у двигателей и генераторов проверяют направление вращения.
В режиме холостого хода последовательно проверяют работу всех 336 настроечных устройств, если их переключение
допустимо под напряжением. По приборам контролируют соответствие напряжения холостого хода паспортному. При
обнаружении неисправностей их устраняют или заменяют неисправные блоки и элементы. С помощью подстроечных
устройств добиваются соответствия характеристик источника паспортным. Иногда подстройка требует работы источника в
режиме нагрузки, в этом случае удобно дугу заменить балластным реостатом.
Приемосдаточные испытания ЭСО выполняются, как правило, при участии сварщика и должны подтвердить соответствие технических характеристик их паспортным значениям и удовлетворение требований к сварочным свойствам. Сварка выполняется во
всем диапазоне режимов, при этом должно быть обеспечено надежное зажигание и устойчивое горение дуги, эффективное
регулирование тока и напряжения, благоприятный характер переноса электродного металла и качественное формирование
шва. В процессе сварки контролируется поведение ЭСО — шум, вибрация, нагрев.
13.
Ремонт аппаратов для автоматической дуговой и электрошлаковойсварки
Неисправность
Причина
Способ устранения
Не зажигается дуга при запуске
на сварку
Неисправность кнопки или
системы управления
Восстановить контакты в кнопке
и соединение проводов, отремонтировать блок управления
Отсутствие контакта в
сварочной цепи
Проверить и восстановить
крепление сварочных кабелей на
токоподводящем мундштуке и
стеллаже, зачистить поверхность
свариваемой детали
Чрезмерное сопротивление
подаче проволоки
Распутать проволоку в кассете,
отрегулировать правильный
механизм
Проскальзывание проволоки
между роликами
Очистить от смазки или заменить
подающие ролики, отрегулировать прижимное устройство
Недостаточный расход сжатого
воздуха
Поднять давление воздуха
Подсос воздуха
в камерах разрежения
Восстановить герметичность
вакуумного тракта
Неравномерная подача
проволоки
Неэффективная работа
флюсоотсасывающего
устройства
14.
НеисправностьПричина
Способ устранения
Неравномерное перемещение
автомата
Чрезмерное сопротивление
перемещению
Устранить препятствия на пути
ходовых колес, подтянуть кабели
и шланги
Неравномерное вращение
двигателя
Восстановить цепь стабилизации
частоты вращения двигателя,
заменить смазку в редукторе
Плохой контакт проволоки с
мундштуком
Заменить или настроить
токоподводящее устройство
Неверная настройка режима
Отрегулировать режим
Сбой в работе системы АРНД
Восстановить обратную связь по
напряжению, наладить работу
системы стабилизации
напряжения
Неустойчивый процесс сварки