











 Инженерная графика
Инженерная графикаПохожие презентации:










Конструкторско-технологическая подготовка производства модернизации привода главного движения станка модели 1к62
1.
Министерство образования и наука Республики КазахстанИнновационный Евразийский Университет
Ефимов М.В.
Конструкторско-технологическая подготовка производства модернизации
привода главного движения станка модели 1к62
ДИПЛОМНАЯ РАБОТА
специальность 5В071200- «Машиностроение»
Павлодар 2017
2. ВВЕДЕНИЕ
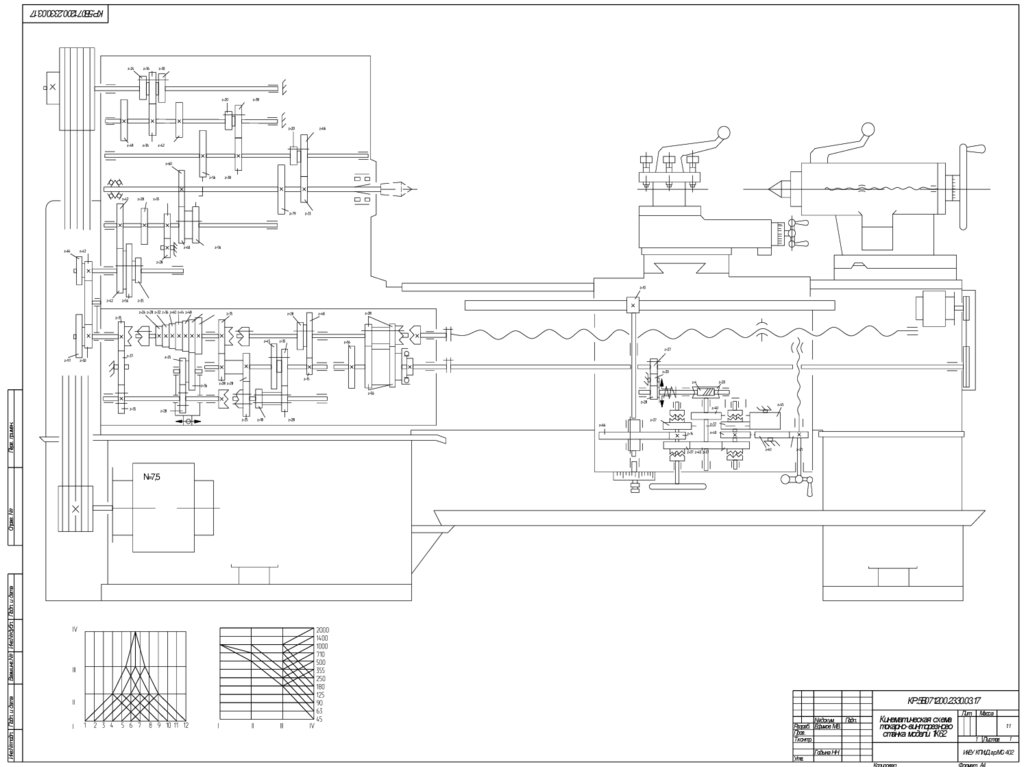
Объектом данной дипломной работы являетсярасчет и проектирование коробки скоростей
токарно-винторезного станка модели 1к62, а также
разработка технологического процесса вала, блока
зубчатого.
Целью
дипломной
работы
является
расширение и закрепление теоретических знаний, и
применение этих знаний для проектирования
технологических процессов изготовления деталей –
вал и блок зубчатый.
3.
Перв. примен.КР.5B071200.2330.03.17
Инв.№подл. Подп. и дата
Взам.инв.№ Инв.№дубл. Подп. и дата
Справ. №
N=7,5
КР.5B071200.2330.03.17
№докум.
Подп.
Разраб. Ефимов М.В.
Пров.
Т.контр.
Утв.
Кинематическая схема
токарно-винторезного
станка модели 1К62
Годына Н.Н.
Лит.
Масса
1:1
1 Листов
1
ИнЕУКПИиДгр.МС-402
Копировал
Формат A4
4.
Инв.№подл. Подп. и датаВзам.инв.№ Инв.№дубл. Подп. и дата
40h8(-0.039)
35h7(-0.025)
Справ. №
23
24
14
15
16
17
18
19
20
21
№докум.
Подп.
Разраб. Ефимов М.В.
Пров.
Т.контр.
Утв.
20h7(-0.021)
30h7(-0.021)
40d10(-0.08
-0.18 )
30m7(++0.029
0.008)
24h7(-0.021)
13
20h7(-0.021)
26m7(++0.029
0.008)
30h8(-0.033)
20h7(-0.021)
2 3 4 5 6 7 8 9 10 11 12
26m7(++0.029
0.008)
30h8(-0.033)
20h7(-0.021)
Перв. примен.
1
22
Развертка коробки
скоростей
модернизированного
станка 1к62
КР.5B071200.2330.03.17
Годына Н.Н.
Копировал
Лит.
Масса
1 Листов
1:1
ИнЕУКПИиДгр.МС-402
Формат A4
2
КР.5B071200.2330.03.17
5.
ДР. 5В071200.2330.03.17А
А1
А2
А3
А4
А5
А6
А7
А8
А9
А10
А11
Инв.№подл. Подп. и дата
Взам.инв.№ Инв.№дубл. Подп. и дата
△
Т=17мкм
Т=20мкм
Т=20мкм
Т=50мкм
Т=17мкм
Т=20мкм
Т=80мкм
Т=16мкм
Т=6мкм
Т=30мкм
Т=9мкм
Т=45мкм
Допуск на замыкающее
звено в соответствии по
ГОСТ9178-59, ГОСТ 1643-56
ДР. 5В071200.2330.03.17
№докум.
Подп.
Разраб. Ефимов М.В.
Пров.
Т.контр.
Утв.
Лит.
Размерная цепь
Масса
у
1:1
Листов
Годына Н.Н.
1
ИнЕУ КПИиДгр.МС-402
Копировал
Формат A4
6.
КР.5В071200.2330.03.176,3 ( )
70
20
Инв.№подл. Подп. и дата
2
число зубьев
z
24
36
30
нормальный исходной
контур Гост13755-81
коэффициент смещения
степень точности по
ГОСТ1643-81
делительный диаметр
-
-
-
-
x
B
0,5
7в
0,5
7в
0,5
7в
48
72
60
(-0.12)
1,6
3,2
3
B24
B48
B56
B64h10
B30
(-0.12)
(-0.12)
2
dd
1,6
B76h10
B68
B52h10
B44
6D8(++0.048
0.030)(6шт)
1х45
16фасок
V 0,16 А
6,3
6,3
M
6,3
Взам.инв.№ Инв.№дубл. Подп. и дата
1,6
R1
m 2
1,6
0,02 А
20
R1
1,6
6,3
V
20
R1
1х45
B30h7(-0.021)
45
модуль
V
0.025 А
0,02 А
КР.5В071200.2330.03.17
№докум.
Подп.
Разраб. Ефимов М.В.
Пров.
Т.контр.
Деталировка блок
зубчатый
Годына Н.Н.
Сталь 45 ГОСТ 2590-71
Утв.
Лит.
Масса
у
0
1 Листов
Копировал
1:1
1
ИнЕУ КПИиДгр.МС-402
Формат A4
7.
КР.5В071200.2330.03.17( )
Ra12.5
Инв.№подл. Подп. и дата
2x45w
2 фаски
Ra3,2
(-0.021)
Ra12,5
Ra3,2
Ra1,6
B30h7
B26
30m7(++0.029
0.008)
40d10(-0.08
-0.18 )
0.016 А
Ra1,6
2
B16
2
36
20
94
197
20
147
6
478
8
Взам.инв.№ Инв.№дубл. Подп. и дата
Ra3,2
24h7(-0.021)
20h7(-0.021)
W
Ra3.2
T T0.104
M 0.026 А
А
4
3
КР.5В071200.2330.03.17
№докум.
Подп.
Разраб. Ефимов М.В.
Пров.
Т.контр.
Деталировка вал
ступенчатый
Годына Н.Н.
Сталь 45 ГОСТ 2590-71
Утв.
Лит.
Масса
у
0
1 Листов
Копировал
1:1
1
ИнЕУ КПИиДгр.МС-402
Формат A4
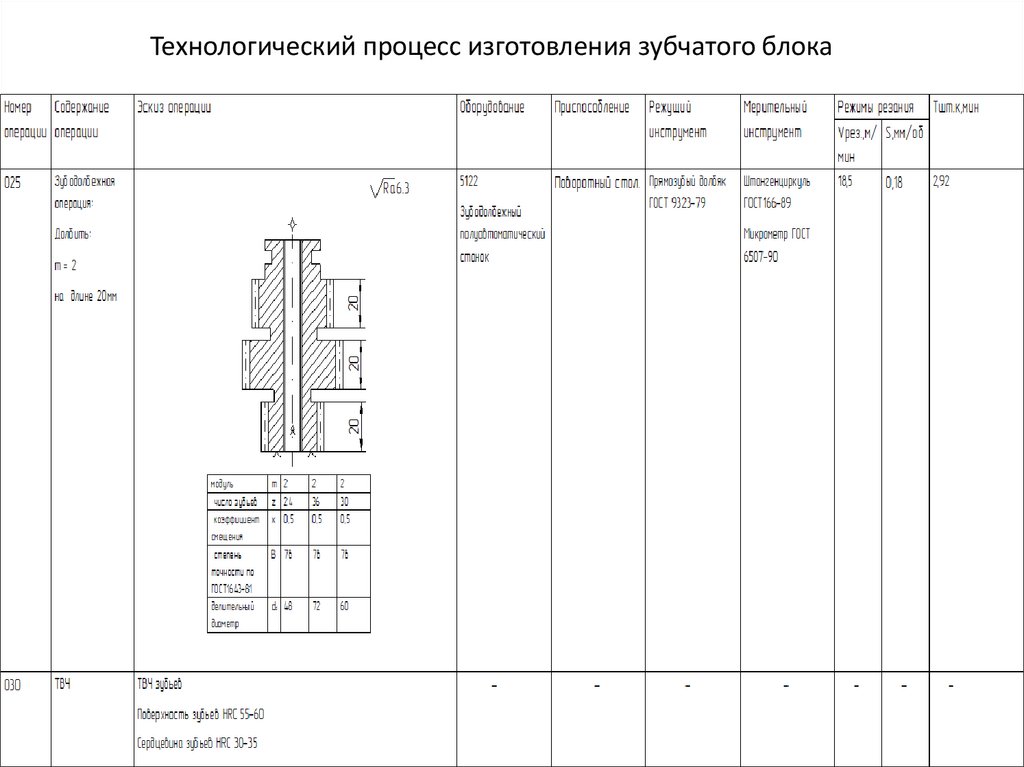
8. Технологический процесс изготовления зубчатого блока
9.
Технологический процесс изготовления зубчатого блока10.
Технологический процесс изготовления зубчатого блока11.
Технологический процесс изготовления зубчатого блока12.
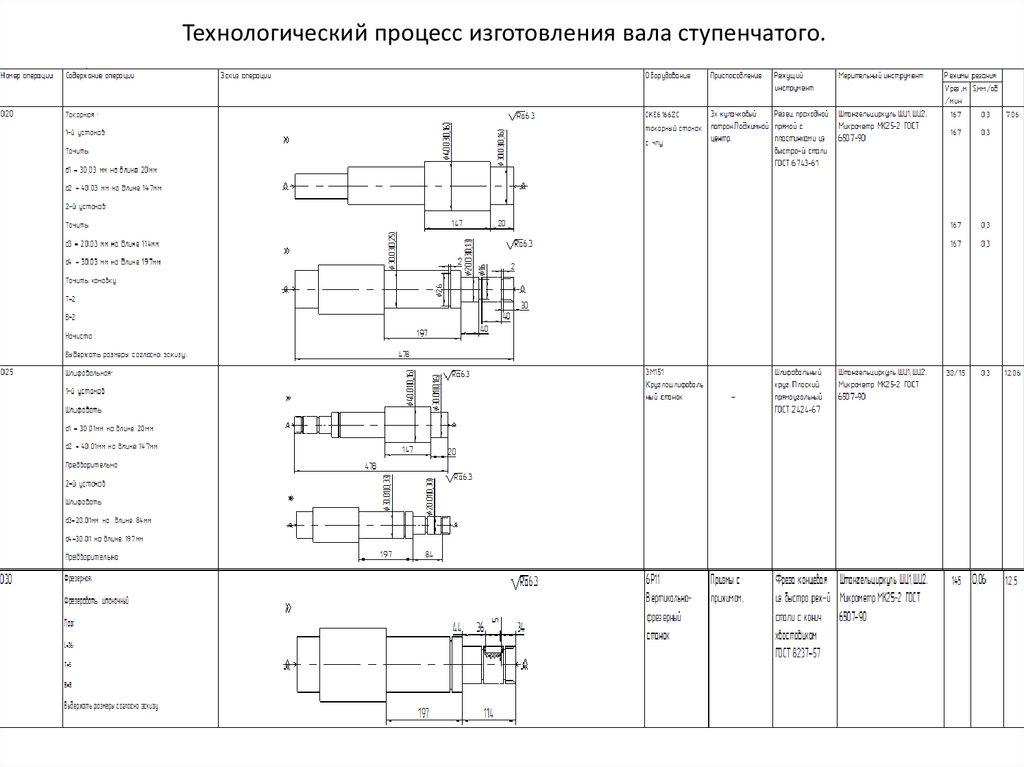
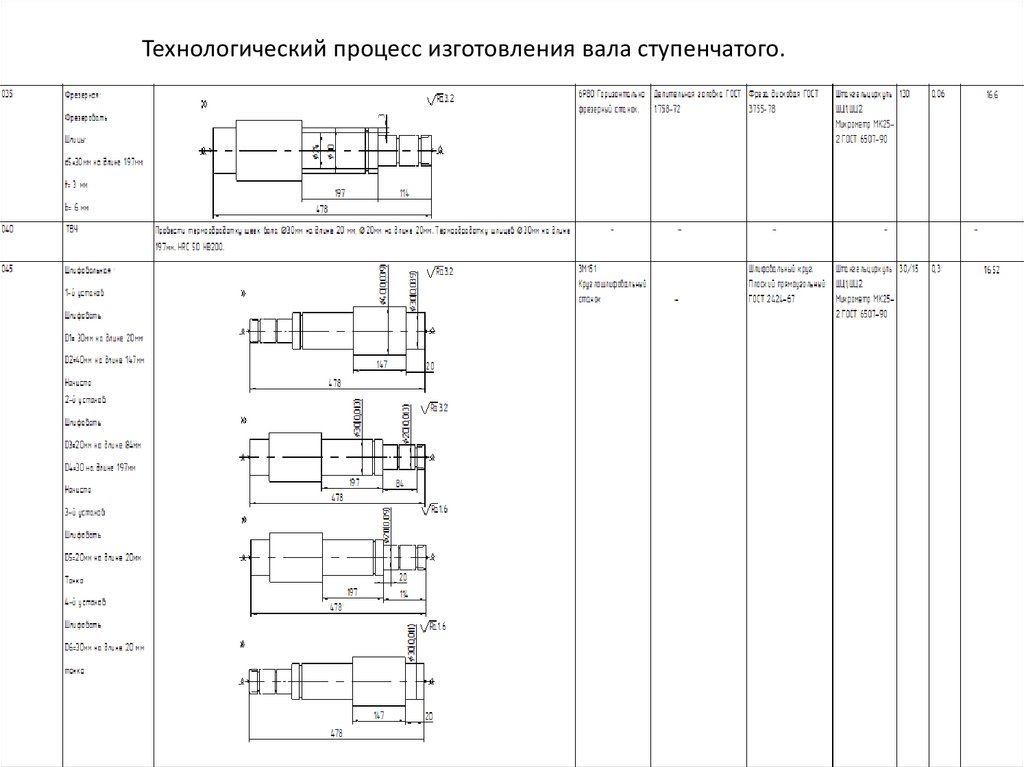
Технологический процесс изготовления вала ступенчатого.13.
Технологический процесс изготовления вала ступенчатого.14.
Технологический процесс изготовления вала ступенчатого.15.
Технологический процесс изготовления вала ступенчатого.16.
17.
18. ЗАКЛЮЧЕНИЕ
В результате выполнения дипломной работы был:Выполнен расчет и проектирование коробки скоростей станка токарновинторезного 1к62.
• определено количество изготавливаемых деталей в условиях среднесерийного
производства и фонд времени оборудования;
• разрабатывался анализ технологичности детали;
• рассчитывалась размерная цепь методом неполной взаимозаменяемости;
• разработаны технологические процессы изготовления детали «Блок зубчатый»,
«Вал ступенчатый», было выбрано оборудование, технологическая оснастка,
режущий и мерительный инструмент;
• рассчитывали режимы резания на операцию черновое, чистовое точение,
фрезерование (шлицев), шлифование черновое, чистовое рассчитывали
нормирование технологического процесса изготовления детали «Блок зубчатый»,
«Вал ступенчатый»;
• рассчитывались межоперационные припуски
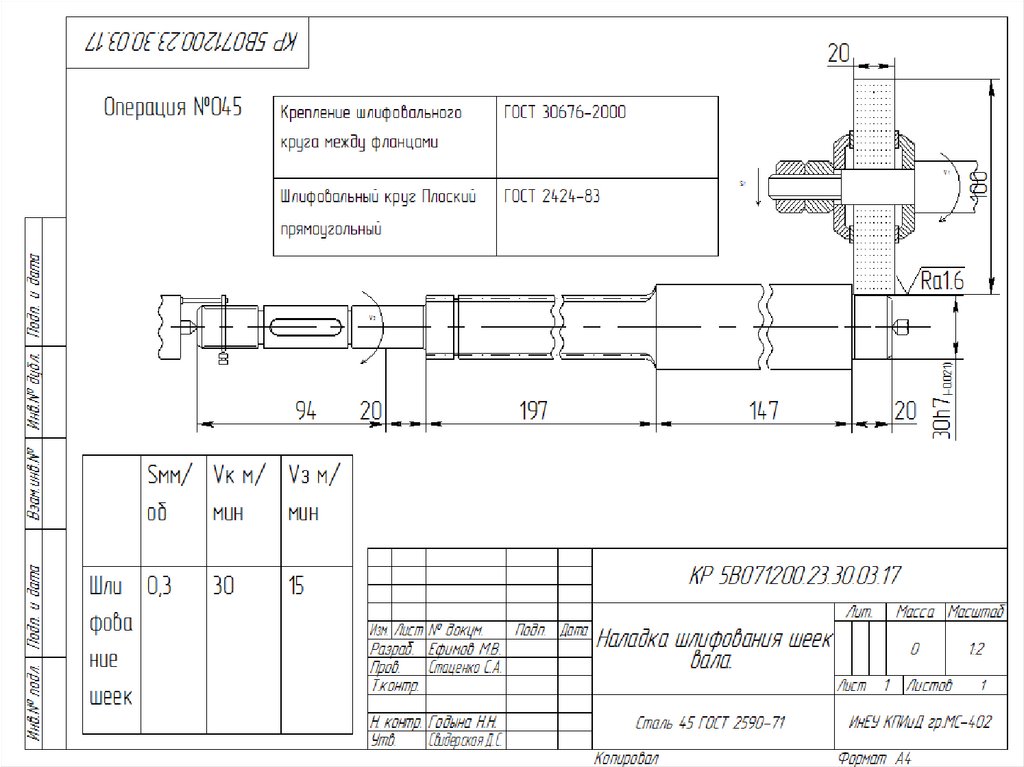
• произведена наладка на шлифование шеек вала, а так же наладка на чистовое
точение поверхности зубчатого блока.
Применение приспособлений может существенно снизить время установки и
тем самым повысить производительность процесса там, где время установки объекта
соизмеримо с основным технологическим временем.