











 Промышленность
ПромышленностьПохожие презентации:


")






")
Основи формоутворення поверхонь. Загальні відомості про процес формоутворення
1.
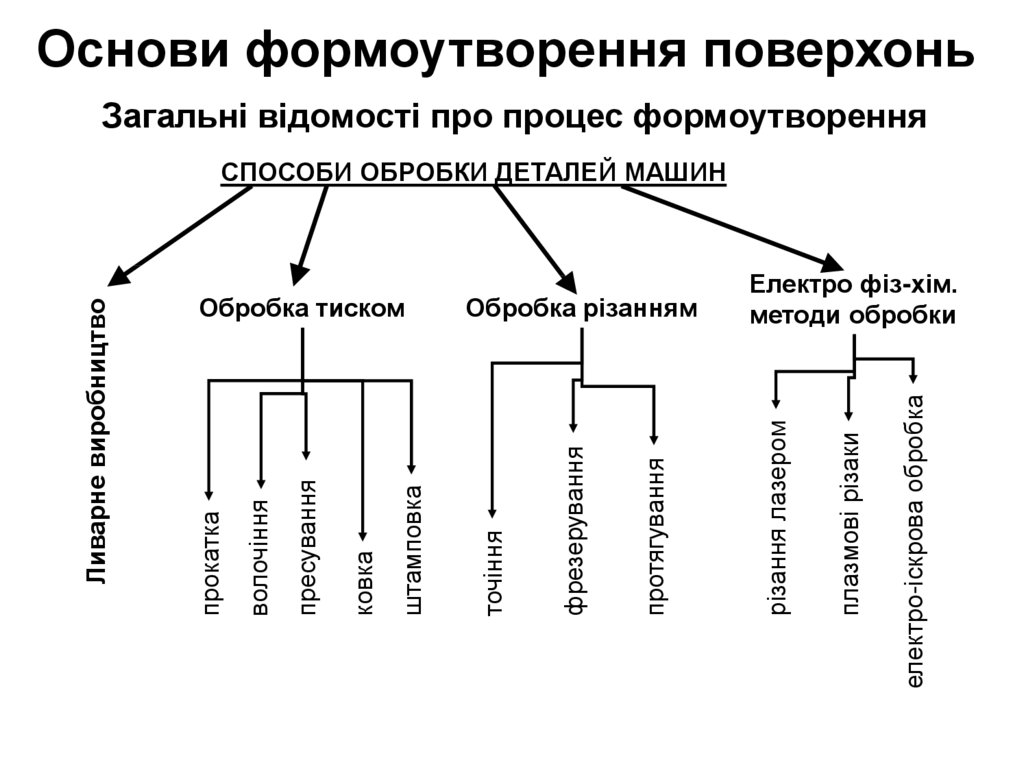
Основи формоутворення поверхоньЗагальні відомості про процес формоутворення
електро-іскрова обробка
плазмові різаки
Електро фіз-хім.
методи обробки
різання лазером
протягування
фрезерування
Обробка різанням
точіння
штамповка
ковка
пресування
волочіння
Обробка тиском
прокатка
Ливарне виробництво
СПОСОБИ ОБРОБКИ ДЕТАЛЕЙ МАШИН
2.
Фактори, що впливають на поверхню деталі, щооброблюється
Рухи, які роблять деталь і інструмент
Ступінь зносу інструменту
Форма різальної частини інструменту
Теплові явища, що супроводжують
процес різання
Поверхня установки інструменту на
верстаті
Похибки в роботі верстата (його стан)
Зусилля різання
Геометричні параметри різальної
частини інструменту
Режими різання
Змащувальне охолоджуюче
технологічне середовище
3.
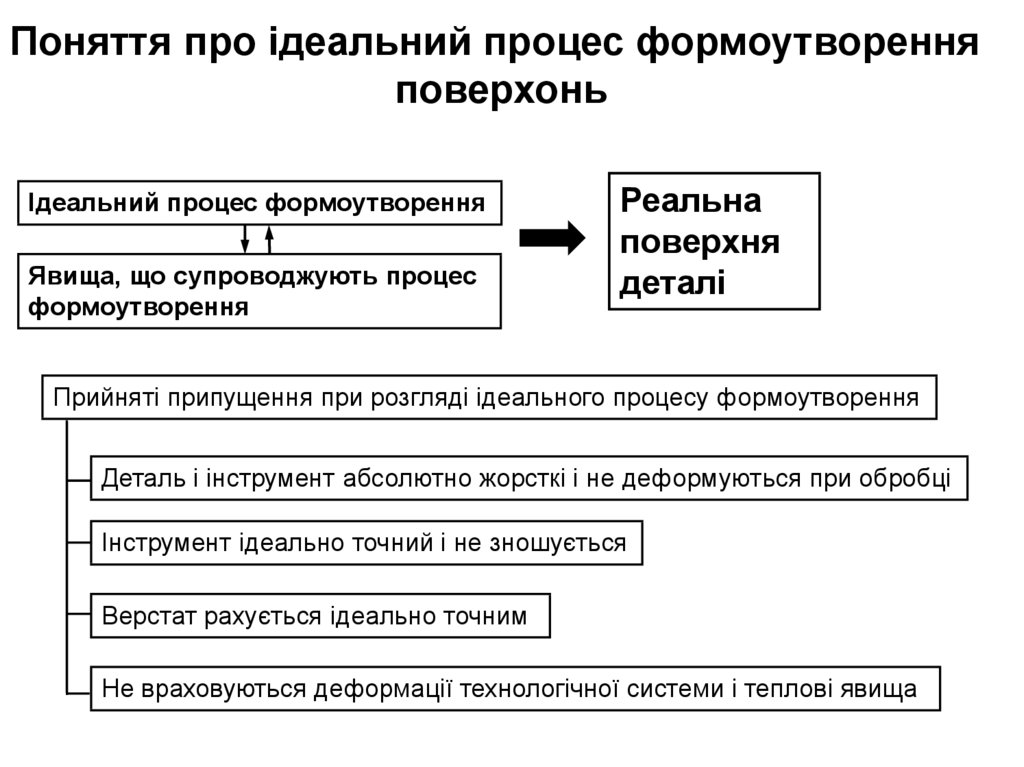
Поняття про ідеальний процес формоутворенняповерхонь
Ідеальний процес формоутворення
Явища, що супроводжують процес
формоутворення
Реальна
поверхня
деталі
Прийняті припущення при розгляді ідеального процесу формоутворення
Деталь і інструмент абсолютно жорсткі і не деформуються при обробці
Інструмент ідеально точний і не зношується
Верстат рахується ідеально точним
Не враховуються деформації технологічної системи і теплові явища
4.
5.
Поняття про вихідні інструментальні поверхніПоверхню, на якій можуть розташовуватись профілюючі ділянки різальних
кромок, називають вихідною інструментальною поверхнею. Вихідна
інструментальна поверхня та поверхня заготовки в процесі обробки повинні
торкатися одна одної.
При штамповці вихідна інструментальна поверхня співпадає з поверхнею деталі
При ідеальному процесі формоутворення за допомогою лиття інструментом є
форма, робоча порожнина якої повторює форму готового виробу і є вихідною
інструментальною поверхнею
При обробці багатьох деталей різанням застосовуються різноманітні ріжучі
інструменти: різці, фрези, свердла, розвертки, протяжки, шліфувальні круги
тощо. В процесі різання інструмент і заготовка здійснюють певні рухи, в
результаті яких ріжуча частина інструмента, яка має клиновидну форму,
врізається в заготовку, зрізуючи частину її матеріалу і формуючи таким чином
потрібну форму і розміри обробленої поверхні.
6.
7.
8.
9.
Способи утворення вихідних інструментальних поверхоньПерший спосіб утворення вихідних інструментальних поверхонь.
При обробці поверхня деталі рухається відносно інструмента і займає ряд
послідовних положень. Обвідна до цих послідовних положень поверхні
деталі приймається за вихідну інструментальну поверхню.
10.
Сімейство поверхонь циліндрівВісь обертання
11.
Твірний циліндрПереріз тіла тора
Поверхня тора
12.
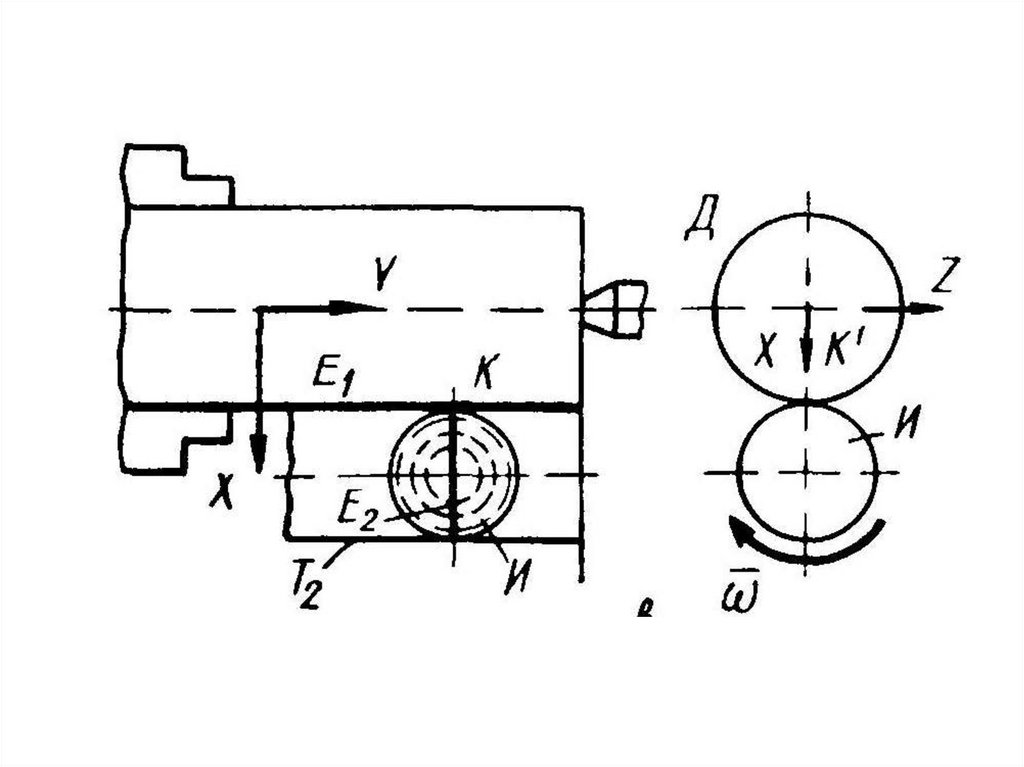
Другийспосіб
утворення
вихідних
інструментальних поверхонь
включає наступні етапи:
1.Вибір системи координат XYZ, не зв'язаної ні з
деталлю, ні з інструментом, з наступним наданням їй
певного руху (найчастіше прямолінійно-поступального
або обертального).
2.Розгляд руху поверхні деталі відносно системи XYZ.
При цьому поверхня деталі займає ряд послідовних
положень,
огинаюча до яких буде допоміжною твірною поверхнею Т.
3.Розгляд руху твірної поверхні Т відносно інструмента,
знаходження огинаючої до послідовних положень твірної
поверхні Т, яка приймається за вихідну інструментальну
поверхню, утворену за другим варіантом.
13.
14.
15.
16.
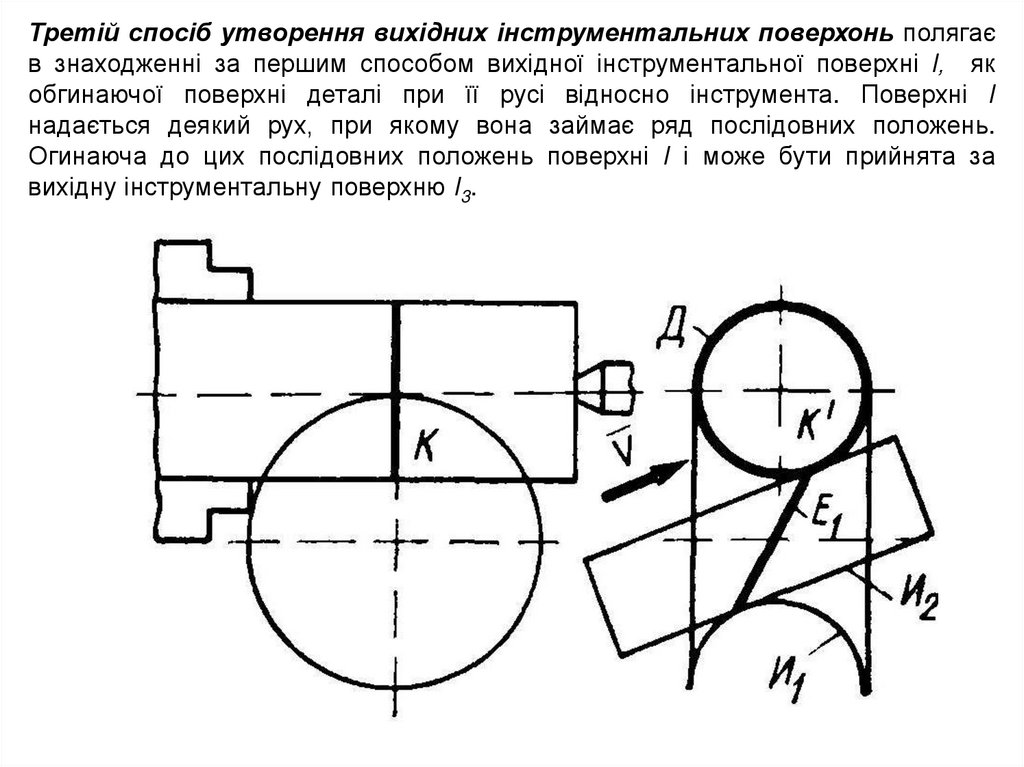
Третій спосіб утворення вихідних інструментальних поверхонь полягаєв знаходженні за першим способом вихідної інструментальної поверхні І, як
обгинаючої поверхні деталі при її русі відносно інструмента. Поверхні І
надається деякий рух, при якому вона займає ряд послідовних положень.
Огинаюча до цих послідовних положень поверхні І і може бути прийнята за
вихідну інструментальну поверхню І3.
17.
Конічні поверхні спряжені з похилою площиною18.
Контрольні запитання: тема 1Чим характеризується ідеальний процес формоутворення?
Що таке вихідна інструментальна поверхня?
Як вихідна інструментальна поверхня розташовується відносно
оброблюваної поверхні деталі?
В чому полягає перший спосіб утворення вихідних інструментальних
поверхонь?
В чому полягає другий спосіб утворення вихідних інструментальних
поверхонь?
Переваги і недоліки другого способу порівняно за першим способом
утворення вихідних інструментальних поверхонь.
Як при другому способі можна утворити різноманітні вихідні інструментальні
поверхні, з'єднані із заданою поверхнею деталі та схемою формоутворення?
Чи є вихідна інструментальна поверхня, утворена за першим способом,
поверхнею певного розташування відносно обробленої поверхні?
Чи є вихідна інструментальна поверхня, утворена за другим способом,
поверхнею певного розташування?
В чому полягає третій спосіб утворення вихідних інструментальних
поверхонь?