


 - главное движение сообщается заготовке,")







 Промышленность
ПромышленностьПохожие презентации:










Строгально-протяжные станки
1.
Строгальнопротяжные станки2. Группа строгальных, долбежных и протяжных станков единственная, в которой главное движение является прямолинейным.
Группа строгальных, долбежных и протяжныхстанков единственная, в которой главное
движение является прямолинейным.
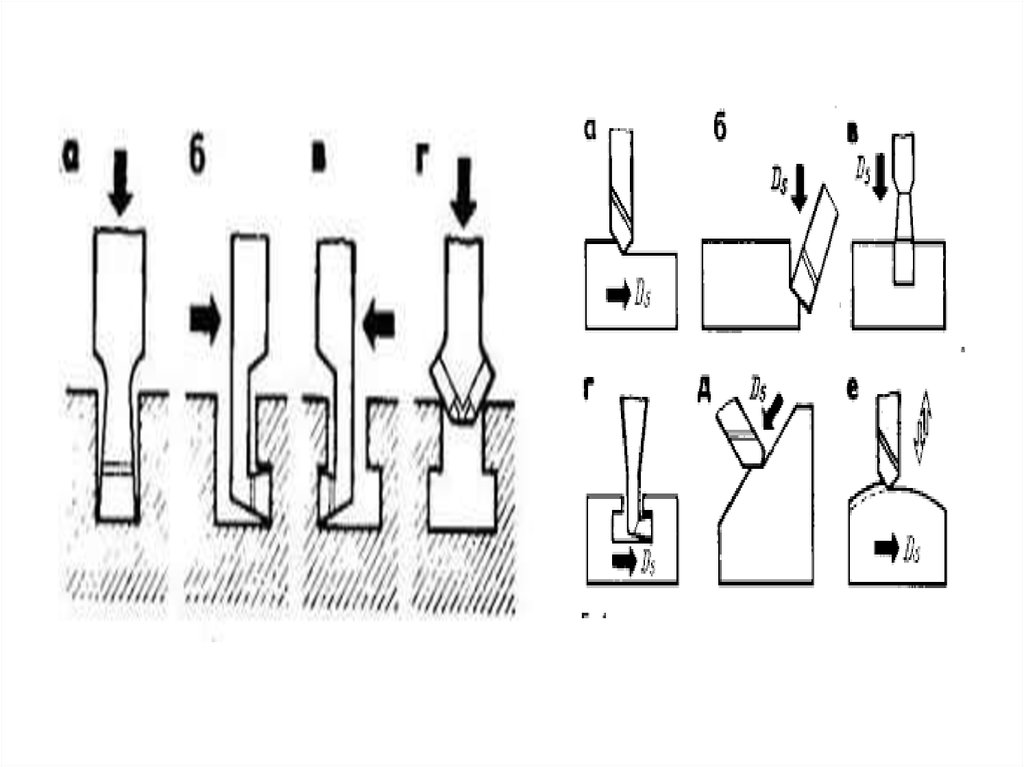
3. На строгальных и долбежных станках обработка ведется резцами, на протяжных – протяжками.
На строгальных и долбежных станках обработкаведется резцами, на протяжных – протяжками.
4.
5. продольно-строгальные (одно- и двух стоечные) - главное движение сообщается заготовке,
• Движение стола- главное движениерезания;
• обратный ход стола вспомогательный,
осуществляемый с большой скоростью,
причем, во время обратного хода резцы
поднимаются.
6. Продольно-строгальный станок:
Продольно-строгальный станок:1 – направляющие станины; 2 – стол; 3 – поперечина; 4 –
вертикальные суппорты; 5 – стойки портала; 6 –
коробка подач; 7 – каретка бокового суппорта;
8 – привод
7.
8.
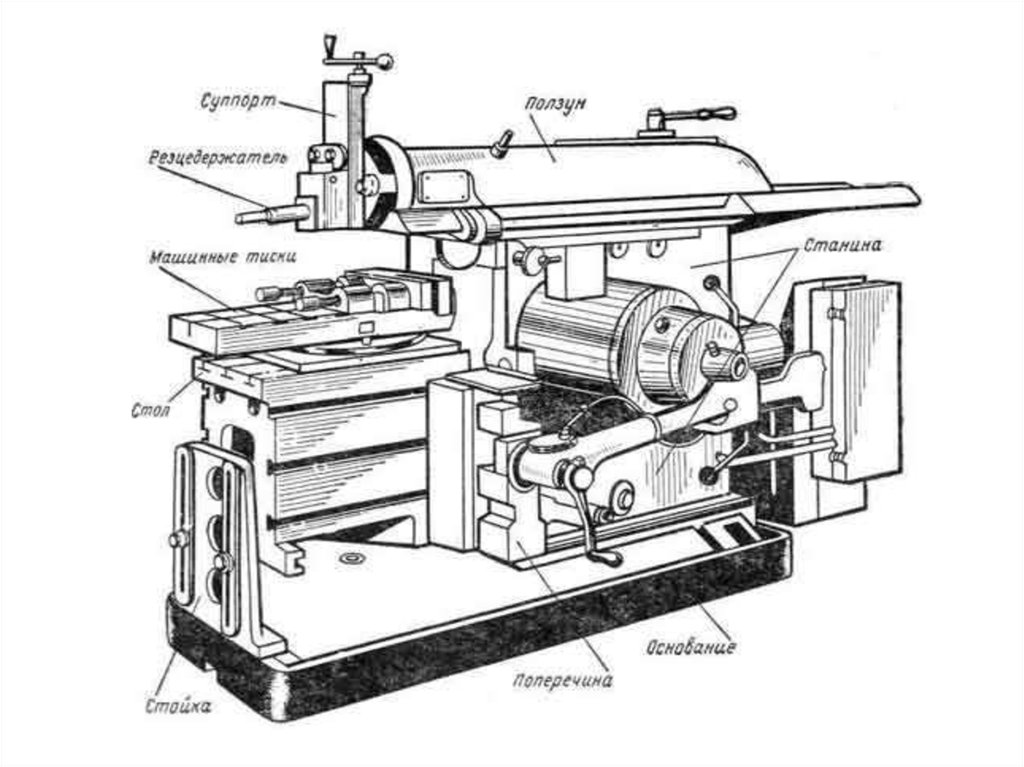
9. В поперечно-строгальных движение резания сообщается инструменту.
• Движение стола, суппорта являетсядвижением подачи или движением
углубления.
• Стол и поперечину можно перемещать
непрерывно и ускоренно (установочное
движение).
10. по направляющим станины 7 возвратно-поступательно перемещается ползун 3, сообщая резцу главное движение. Заготовка закрепляется
по направляющим станины 7 возвратнопоступательно перемещается ползун 3, сообщаярезцу главное движение. Заготовка закрепляется на
столе 1, она неподвижна во время рабочего хода
резца.