










")















 Промышленность
ПромышленностьПохожие презентации:




")





Проект технологического процесса по изготовлению женского жакета в ателье высшего разряда
1. «Проект технологического процесса по изготовлению женского жакета в ателье высшего разряда»
Конькина ПолинаСтудентка 36-1 группы
Специальность: «Конструирование, моделирование и
технология швейных изделий»
z
«Проект технологического
процесса по изготовлению
женского жакета в ателье
высшего разряда»
2. Женский жакет прилегающего силуэта, для средней и старшей возрастной группы, с потайной центральной бортовой застежкой на 2
zЖенский жакет прилегающего
силуэта, для средней и старшей
возрастной группы, с потайной
центральной бортовой застежкой на 2
обметанные петли 2 пуговицы.
На полочке есть выточки от линии
груди до низа изделия. Карман
«листочка» с втачными концами
располагается на левой стороне
полочки.
Воротник – лацкан.
Рукава жакета втачные,
двухшовные, с манжетами.
Спинка жакета имеет средний шов
и настрочные рельефы от проймы до
низа изделия.
Жакет выполнен на подкладке.
Рекомендуемые размеры: 168 – 92.
3. Характеристика материалов пакета, основных видов машинных строчек, швейных ниток и игл
zМатериал
1
Характеристика материалов пакета, основных видов машинных
строчек, швейных ниток и игл
Швейные нитки
Арти кул
2
Ширина
см
3
Поверх
ностная
плот ность
г/м2
4
Линейная
плотность пряжи
(текс, метричес
кий номер)
осн.
уток
5
6
Плотность,
количество
нитей на 10 см.
по
осн.
уток
7
8
Волокнистый
состав, %
Основные виды
машинных строчек
9
10
Коли
чество
№
стежков
иглы
в 1 см.
строчки
Волокнистый
состав
Торго вый
номер
11
12
13
14
Стачивающие
Хлопок-лавсан
25ЛХ
80
3,5
Временные
Хлопчат.
60
2-4
2-3
Петельные
Комплекс.
Стачивающие
Армиров
35ЛЛ
Стачивающие
Хлопок-лавсан
25ЛХ
80
3,5
Временные
Хлопчат.
60
2-4
2-3
Петельные
Комплекс.
1 пакет материалов
1.1. Ткань костюмная
1.2. Подкладочный материал
1.3. ТПМ основной
23461 «С»
32558
В461 N57
152
110
70
242
90
3,0 плоский
22 х 2
22 х 2
11,0
11,0
(90,9)
(75,2)
-
пресс
377
556
Комплексн
Для
ая
любыхсов
полиэфир ременных
ная нить
тканей
100%
верха
283
44% Шрс (56%
ВПэф, ВК)
290
НВис
127
15
30Л
4–5
2 пакет материалов
Ткань костюмная
23450 «С»
152
288
22 х 2
22 х 2
376
237
45% Шрс (55%
ВПэф)
30Л
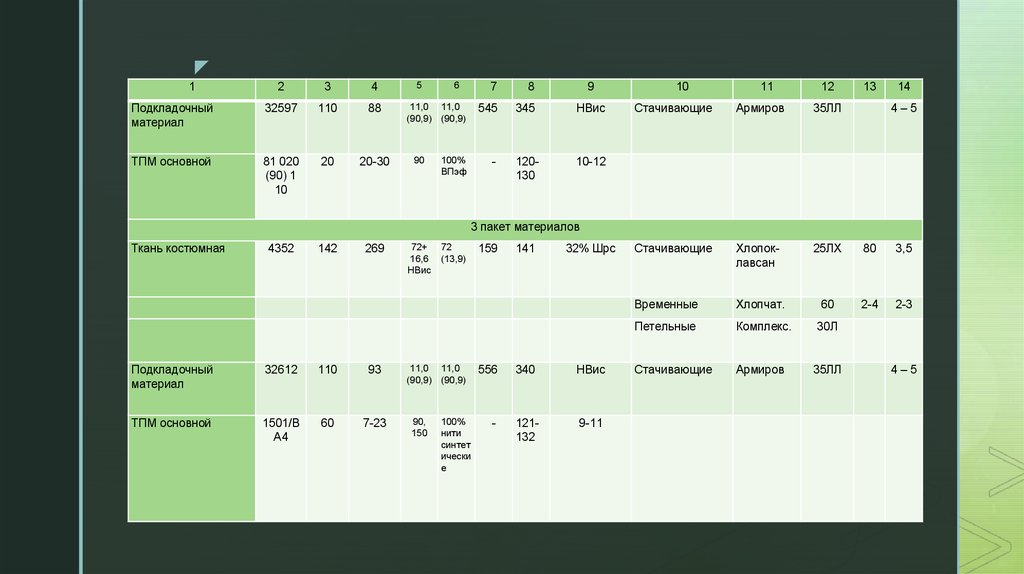
4.
z1
2
3
4
Подкладочный
материал
32597
110
88
ТПМ основной
81 020
(90) 1
10
20
20-30
5
6
11,0 11,0
(90,9) (90,9)
90
100%
ВПэф
7
8
545
345
НВис
120130
10-12
-
9
10
11
12
13
14
Стачивающие
Армиров
35ЛЛ
4–5
Стачивающие
Хлопоклавсан
25ЛХ
80
3,5
Временные
Хлопчат.
60
2-4
2-3
Петельные
Комплекс.
30Л
Стачивающие
Армиров
3 пакет материалов
Ткань костюмная
4352
142
269
Подкладочный
материал
32612
110
93
ТПМ основной
1501/В
А4
60
7-23
72+
16,6
НВис
72
(13,9)
11,0 11,0
(90,9) (90,9)
90,
150
100%
нити
синтет
ически
е
159
556
-
141
32% Шрс
340
НВис
121132
9-11
35ЛЛ
4–5
5.
z Режимы влажно-тепловой обработки материаловМатериалы,
входящие в пакет
изделия
Температура
прессования, С
Усилие
прессования
кПа
Масса
утюга
кг
пресса
утюга
Ткань костюмная
арт. 23461 «С»
140
150
40-120
Ткань костюмная
арт. 23450 «С»
140
150
Ткань костюмная
арт. 4352
140
Подкладочный
материал
арт. 32558
Время обработки, с
Увлажнение, % к
массе
материала
на прессе
утюгом
4-5
10-15
40-60
20
40-120
4-5
10-15
40-60
20
150
40-120
4-5
10-15
40-60
20
-
130
-
4-5
-
10-20
15-20
Подкладочный
материал
арт. 32597
-
130
-
4-5
-
10-20
15-20
Подкладочный
материал
арт. 32612
-
130
-
4-5
-
10-20
15-20
6. Параметры образования клеевых соединений
zПараметры образования клеевых соединений
Режим склеивания
Материал
Температура
прессующей
поверхности, С
Время прессования, с
Давление, МПа
В461 N57
127
15
3,0 плоский пресс
81 020 (90) 1 10
120-130
10 - 12
20-30
1501/ВА4
121-132
9-11
7-23
7. Подготовка верхней одежды к первой примерке при минимально-необходимой степени готовности
z Подготовка верхней одежды к первой примерке приминимально-необходимой степени готовности
8. Типовая последовательность сборки верхней одежды при изготовлении по индивидуальным заказам
zТиповая последовательность сборки верхней одежды приизготовлении по индивидуальным заказам
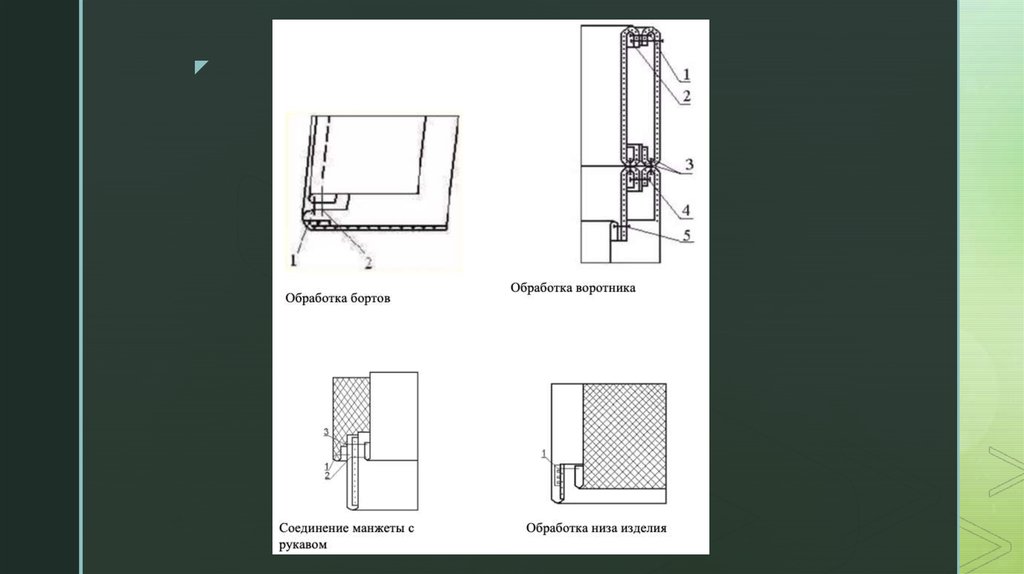
9. Методы обработки
zМетоды обработки
10.
z11.
z12. Технологическая характеристика швейных машин
Технологическоеназначение
z
Тип или
класс,
заводизготовитель
Тип
стежка
1
2
3
Одноигольная
Golden челночн
прямострочная
wheel
ый
машина
CS-5100челночного
BT
стежка с плоской
платформой для
шитья легких и
средних
материалов.
Двухигольная
машина с
электронным
управлением,
обрезкой нити и
игольным
продвижением
JOYEE челночн
JY-D852/
ая
D882-5D3
Максимальная
частота
вращения
главного
вала,
мин. -1
4
5000
Длина
стежка
мм
Исполнител- Номера
ьный орган
игл
механизма
перемещения
материала
5
4
6
Прижимная
лапка
7
75-85
3000
7
Прижимная
лапка
DPх5
14#-22#
85-100
Применяемые
нитки
8
Обрабаты- Толщина Дополнитель-ные
ваемые
сшиваемог
сведения,
материалы
о
примечание
пакета
материало
в,
мм
9
10
11
Легкие и
4
Есть
средние
автоматическая
обрезка нити,
закрепка, зачистка
обрезков нити,
панель
управления
Для средних
и тяжелых
5
Оснощена
окошком для
проверки
количества нити
на шпуле;
большинство
функций
регулируется на
электронной
панели;
синхронизированн
ое продвижение
иглы и зубчатой
рейки
13.
12
3
Высокоскоростная
Golden челночн
олноигольная петельная wheel
ый
машина челночного
GSHz
стежка для выполнения 7830V
прямой петли с двойной
обметкой края и
прокладкой каркасной
нити.
4
3600
5
9,5-40,0
6
7
Прижимная DPx5
лапка
№75, 90
8
9
Легкие и
средние
10
11
4 Машина легко
настраивается как
для вымётывания
обычной
бельевой, так и
качественной
бисерной петли
Машина предназначена 2222 М цепной 3000/2000 3,8-8,12
для выметывания
кл
бортов, лацканов и
воротников верхней
одежды однолинейной
строчкой однониточного
цепного переплетения
Прижимная 0518-02лапка
100; 05182-110;
0518-02120;
0518-2130; 051802-150.
Для средних и
тяжелых
8
Нет устройства
для закрепления
строчки. Исключен
механизм
нитепритягивателя
.
Полуавтомат 68-1 кл.
однониточного стежка
предназначен для
печати номеров на
бумажных талонах и
пришивания их к
деталям кроя швейных
изделий
Прижимная 0025 №90
лапка
(ГОСТ Е)
Для средних и
тяжелых
тканей
2
Предусмотрено
регулирование
положения иглы
относительно
петлителя,
натяжения
игольной нитки,
давления
прижимной лапки
на материал
68-1 кл однонит
очный
1400
3
14. Характеристика средств малой механизации (швейной оснастки)
zХарактеристика средств малой механизации (швейной оснастки)
Наименование
приспособления
Марка приспособления
Схема выполнения шва
Назначение
приспособления,
дополнительные сведения
1
2
3
4
Лапка JANOME стандартная
(A) 832523007
Используется для шитья
большинства тканей и
обработки швов. С ее
помощью выполняют два
вида шва – прямую строчку
и «зигзаг»
15. Технологическая характеристика прессового оборудования
нижней4
5
6
7
8
9
10
11
12
13
14
эле
ктр
иче
ски
й
электри
ческий
электри
ческий
50-220
50-220
4,8
-
-
-
-
Время разогрева, мин
верхней
Кол-во
отсасываемого
воздуха м3/ч
-
нижней
Расход пара,
кг/ч
Auro
ra
SR300
верхней
Расход воздуха, м3/ч
Компакт
ный
проходн
ой
пресс
для
дублиро
вания
Установленная мощность,
кВт
3
Температура нагрева
подушки, о С
Тип привода
2
Тип нагрева
подушки
Усилие прессования, кН
Марка
1
Производительность,
циклов/ч
Назначение пресса, заводизготовитель
zТехнологическая характеристика прессового оборудования
16. Технологическая характеристика утюгов и утюжильных столов
z Технологическая характеристика утюгов и утюжильных столовНазначение
утюга,
утюжильного
стола
Марка
(тип),
предприяти
еизготовител
ь
Тип
нагрева
поверхности
Температура
нагрева,
оС
Установленная
мощность,
кВт
Расход
пара,
кг/ч
Время
разогрева,
мин.
Габариты,
мм
Масса,
кг
1
2
3
4
5
6
7
8
9
10
11
Прямоугольный
гладильный стол
для
моделирования,
промежуточного
и
окончательного
глажения
LELIT
PUS200
электропа
ровой
1,65
15-20
14800
8200
9400
90
Парогенератор с
утюгом
LELIT PG
05/B
электриче
ский
100
2,8
7
3300
2200
1500
1,8
Парогенератор с
утюгом
MIE Stiro
1200
электриче
ский
35-210
1,95
7
2900
2000
1300
5
длина ширина высота
17. Характеристика приспособлений для ВТО
zХарактеристика приспособлений для ВТОНаименование
приспособления, колодки
Марка приспособления
Назначение приспособления, дополнительные
сведения
1
2
3
Рукавная подушка
0982
Глажение верхней одежды
Габариты подушек в плане (мм): 1500х300
18. Сводная таблица технологической последовательности обработки
zСводная таблица технологической последовательности обработки
Наименование секций
Общее время обработки изделия,
мин.
1 секция – подготовка к примерке
170,479
2 секция – обработка изделия после примерки
419,996
Итого по изделию
590,475
19. Расчет условий согласования по секциям процесса
z Расчет условий согласования по секциям процессаНаименование секции
Такт, мин.
Основное условие согласования
1
2
3
Секция по подготовке к
первой примерке
84,3
75,87 / 92,73
Дошив изделия после
примерки, окончательная
отделка и ВТО изделия
84,3
75,87 / 92,73
20. Расчет числа специализированных операций в процессе
zРасчет числа специализированных операций в процессеВид работ
Марка
оборудования
Общая затрата
времени, мин
Расчётное
число
операций
Затраты времени, мин
По технологическицелеообразным
операциям
Расчётное
число
операций
Фактическо
е число
операций
84,746
7,847(м)+
7,317(пр)+
31,745(у)+
6,583+
32,241(рс)=
85,733
1
1,01
1
1
170,479
2,01
2
общая
1 секция
М
JOYEE JY-D852/ 7,847
D882-5-D3
0,09
Golden wheel
CS-5100-BT
ПР
Aurora SR-300
7,317
0,09
У
MIE Stiro 1200
31,745
0,37
РС
Р т цел
116,987
6,583
1,38
0,07
Итого по 1 секции:
170,479
2
6,583
21.
Вид работz
Марка
оборудования
Общая затрата
времени, мин
Расчётное
число
операций
Затраты времени, мин
По технологическицелеообразным
операциям
общая
Расчётное
число
операций
Фактическое
число
операций
2 секция
М
JOYEE JY-D852/
D882-5-D3
69,394
0,82
8,255
0,1
Golden wheel
CS-5100-BT
СМ
2222-М
Golden wheel
69,394+
8,255(см)=
77,649+
6,075(р)=
83,724
0,99
1
17,320+
116,670(у)=
133,990+
33,369(р)=
168,248
1,99
2
161,323+
7,590(р)=
168,913
2
2
419,996
4,98
5
GSH-7830V
68-1 кл
ПР
Aurora SR-300
17,320
0,21
У
MIE Stiro 1200
116,670
1,38
РС
161,323
1,91
Р т цел
Итого по 2 секции:
47,034
419,996
0,56
4,98
47,034
22. График согласования времени операций
z23. подготовка изделия к примерке
z24. обработка изделия после примерки
z25. Состав организационных операций по виду работ
z Состав организационных операций по виду работНеспециализированные
Пр
Р
У
М+Р
СМ+Р
М+СМ
-
-
-
3
-
1
-
1
Удельный
вес, %
-
-
-
42,
8
-
14,3
-
Р+У
СМ
Число
Пр+Р
М
Операци
по виду
работ
Число
организационных
операций по
технологической
схеме
Пр+У
Специализированные
1
-
1
7
-
14,3
100
14, 14,
3
3
26. Диаграмма загрузки оборудования
z Диаграмма загрузки оборудования27. Сводка оборудования и рабочих мест процесса
zСводка оборудования и рабочих мест процессаМарка
оборудова-ния
1
JOYEE
JYD852/ D882-5D3
Количество оборудования
основзапасрезервного
ного
ного
2
1
3
1
4
1
всего
Наименование и
размеры рабочих
мест
Количество
рабочих мест
5
3
6
Длина: 1200
Ширина: 650
7
3
Golden wheel
CS-5100-BT
1
1
Длина: 1200
Ширина: 650
1
Golden wheel
GSH-7830V
1
1
Длина: 1200
Ширина: 650
1
2222-М кл.
1
1
Длина: 1200
Ширина: 650
1
68-1 кл.
1
1
Длина: 1200
Ширина: 650
1
Aurora SR-300
1
1
Длина: 1300-1400
Ширина: 800
1
28. Сводка рабочих технологического процесса
zРазряд ri
Расчетное число рабочих по видам
работ организационных операций
Расчетное число
Тарифный
рабочих по
Сумма разрядов
коэффициент ki
разрядам Ni
Сумма тарифных
коэффициентов
М
СМ
Пр
У
Р
1
2
3
4
5
6
7
8
9
10
1
-
-
-
-
-
-
-
1,13
-
2
-
-
-
-
-
-
-
1,23
-
3
0,44
0,08
0,09
0,56
1,32
2,49
7,47
1,36
3,39
4
0,48
0,02
0,20
0,78
1,59
3,07
12,28
1,51
4,58
5
-
-
-
0,42
0,37
0,79
3,95
1,75
1,38
6
-
-
-
-
0,65
0,65
3,9
2,03
1,32
Итого по виду
работ
0,92
0,1
0,29
1,76
3,93
7
27,6
-
10,67
Удельный вес
числа рабочих, %
13,14
1,44
4,14
25,14
56,14
100
средний разряд
3,94
-
средний тарифный
коэффициент 1,52
В том числе
ручных работ, %
-
-
-
25,12
56,08
81,2
-
-
29. Основные технико-экономичекие показатели процесса
Средневзвешенное время обработки изделия, мин590,745
Фактическое число рабочих
7
Выработка на одного рабочего в смену, шт.
0,81
Средний разряд (средняя квалификация рабочих
бригады)
3,94
Средний тарифный коэффициент
1,52
Средняя стоимость обработки одного изделия, руб.
935,97
Процент механизированных работ. Определяет
удельный вес механизированных операций носит
условный характер, так как не учитывает
прогрессивности используемого оборудования,
фактическое время работы машин и величину
времени монтажно-переместительных приемов,
входящих в затрату времени по операциям
18,7
Коэффициент использования оборудования.
Характеризует качество комплектования операций с
разделением труда по виду работ, Коб.
0,44
z