






 Промышленность
ПромышленностьПохожие презентации:










Главные конвейеры для бесподдонного прессования древесностружечных плит. Лекция №17
1. Лекция №17
Главные конвейеры длябесподдонного прессования
древесностружечных плит
2.
• Значительная часть ДСтП выпускаетсяпрессованием в многоэтажных прессах
бесподдонным способом (без
использования сплошных и
проницаемых поддонов).
«+» - отсутствие дорогих поддонов;
- меньшая величина припуска на
калибрование и шлифование;
- меньшие площади, занимаемые
главным конвейером
3.
• «-» К недостаткам бесподдонногоспособа прессования следует отнести:
необходимость подпрессовки для
повышения транспортной прочности
стружечных пакетов; сложность
устройств для загрузки пакетов в
горячий пресс.
4.
• В связи с необходимостью приданияповышенной транспортной прочности
стружечным пакетом во всех вариантах
технологических схем главные
конвейеры комплектуются
устройствами для подпрессовки
стружечных пакетов.
• Это могут быть стационарные и
подвижные прессы периодического
действия
5. Варианты главных конвейеров бесподдонного прессования
6. Схема главного конвейера бесподдонного прессования
12
3
1 – формирующая станция;
2 – пресс для подпрессовки;
3- делительная пила;
4 – система конвейеров;
5 – загрузочная этажерка;
6 – многоэтажный горячий пресс;
7- разгрузочная этажерка
4
5
6
7
7.
• На линиях мощностью выше150 тыс. м3/год предварительная
подпрессовка производится
непосредственно после формирования
стружечного ковра в ленточно-валковом
прессе, а затем в прессе
периодического действия перед
загрузочной этажеркой.
8.
• Загрузка этажерки может производитьсянепосредственно с главного конвейера, либо
с накопительной этажерки .
• Передача стружечных пакетов из этажерки в
горячий пресс для уменьшения разрушающих
нагрузок производится способом
выкладывания с ленточных конвейеров портеров полок этажерки в рабочие
промежутки пресса.
• Способ заталкивания пакетов из этажерки
загрузчиком в пресс ввиду деформирования
пакетов себя не оправдал.
9.
• Производительность линийбесподдонного способа прессования с
16-этажным прессом и форматом
нагревательных плит 7500 х 2500 мм
достигает 250...300 тыс. м3/плит в год.
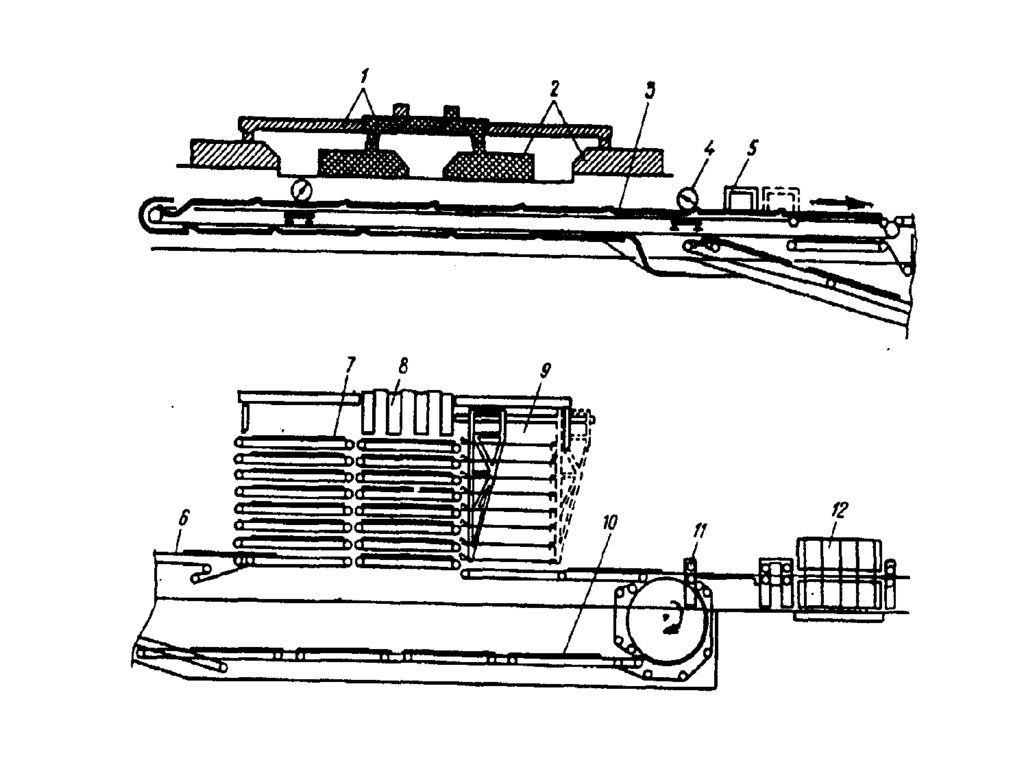
10. Главный конвейер для прессования древесностружечных плит на гибких проницаемых поддонах
11.
• Технология прессования ДСтП на гибкихпроницаемых поддонах лишена недостатков,
свойственных поддонному и бесподдонному
способам.
• Применение проницаемых поддонов
позволяет значительно снизить парогазовое
давление внутри стружечного пакета и
устранить риск расслоения ДСтП в конце
прессования.
• Практическую реализацию указанного
способа прессования произвела фирма
ШЕНК (ФРГ).
12.
13.
• 1-распределительный конвейер проклееннойстружки;
• 2-формирующие машины;
• 3-главный конвейер;
• 4-контрольные весы;
• 5- разделительная пила;
• 6-загрузочная секция главного конвейера;
7-загрузочная этажерка;
• 8-горячий пресс;
• 9-разгрузочная этажерка;
• 10-гибкий поддон;
• 11- механизм возврата поддонов;
• 12-веерный охладитель
14.
• На участке формирования главногоконвейера находятся уложенные
внахлест транспортные гибкие
поддоны, изготовленные из
металлической сетки толщиной 3 мм.
• Для перемещения на конвейере к
передней кромке поддона прикреплена
транспортная планка.
15.
• После настилки формирующимимашинами стружечный ковер
транспортируется на участок контроля
массы и разделяется пилой по
транспортным планкам на отдельные
стружечные пакеты.
• Ввиду перемещения пакета от участка
формирования к прессу на поддоне
операция холодной подпрессовки не
предусматривается.
16.
• Из загрузочной этажерки способомвыкладывания стружечные пакеты на
поддонах загружаются в горячий пресс.
• Одновременно из пресса готовые плиты на
поддонах выдергиваются в разгрузочную
этажерку.
• В процессе опускания этажерки поддоны с
плитами транспортируются к механизму
возврата поддонов и направляются под
главным конвейером к участку формирования
ковра.
• Готовые древесностружечные плиты по
главному конвейеру перемещаются в
веерный охладитель.
17.
• Срок службы проницаемых поддонов до 2 лет. Дюралюминиевые поддоныизнашиваются через 6...8 месяцев.
• К недостаткам гибких поддонов следует
отнести засмаливание сетки
продуктами конденсации парогазовой
смеси, выделяющейся из стружечного
пакета в процессе прессования.