


 Экономика
ЭкономикаПохожие презентации:
")





")



Нормирование труда на ремонтно-обслуживающих предприятиях. Лекция 13
1.
Курс лекций по дисциплине«Организация технического сервиса»
Лектор - профессор
Миклуш Владимир Петрович
2.
Лекция13Нормирование труда на ремонтнообслуживающих
предприятиях
План
1.
Сущность
нормирования.
труда
и
задачи
Методы
технического
нормирования
2. Структура технической нормы времени
3. Нормирование ремонтных работ
3.
1. Сущность и задачи технического нормирования.Методы нормирования труда
Техническое нормирование – система изучения
производственного
процесса,
возможностей
оборудования и рабочего места с целью
определения наиболее эффективных путей их
практического применения.
Технически обоснованная норма времени –
время,
необходимое для выполнения заданного,
.
конкретного
объема
работ,
при
строго
определенных
организационно-технических
условиях производства с учетом наиболее
эффективного использования всех средств
производства передового опыта.
4.
Принципы нормирования труда:обязательности установления норм затрат
труда на все выполняемые работы и
организации их выполнения;
научной обоснованности установления норм
труда с учетом достижений научнотехнического и социального прогресса в
обществе;
обеспечения равной напряженности труда
прогрессивности норм труда.
демократических начал в совершенствовании
нормирования труда
5.
Основные технически обоснованные методы,применяемые при нормировании труда – расчетноаналитический
и
аналитическиисследовательский.
Расчетно-аналитический метод основан на
расчете затрат времени с учетом принятых
технологических режимов выполнения операции.
Аналитически-исследовательский
метод
основан на измерении затрат времени путем
проведения
фотографии
рабочего
дня,
хронометража,
моментных
наблюдений,
осциллографирования,
видеозаписи
с
последующей
обработкой
результатов
исследований.
6.
Опытно-статистический методпредусматривает установление норм времени
на основе опыта нормировщика или с учетом
статистических данных о затратах времени в
прошлые периоды на выполнение аналогичных
работ.
Метод сравнения или метод установления
норм времени по аналогии заключается в
установлении норм для новых операций путем
их сравнения (сопоставления) с затратами
времени на операции, на которые нормы
времени известны.
7.
2. Структура технической нормы времениНормируемые затраты времени включают: основное,
вспомогательное,
оперативное,
дополнительное
и
подготовительно-заключительное время.
Основное время (То) – время, в течение
которого
происходит
изменение
формы,
размеров, внешнего вида или внутренних
свойств изделия (узла, детали) в результате
какого-либо вида обработки
Вспомогательное время (Тв) – время
затрачиваемое на различные вспомогательные
действия, которые обеспечивают выполнение
основной работы.
8.
Оперативное время (Топ) – время в течениекоторого рабочий выполняет непосредственно
производственную работу, складывается из
основного и вспомогательного времени (Топ =
То + Тв).
Дополнительное время (Тд) при выполнении
любой работы слагается из времени:
технического обслуживания рабочего места
(Ттех) организационного обслуживания
рабочего места (Торг); перерывов на отдых и
естественные надобности (включая
производственную гимнастику), Тотд.
9.
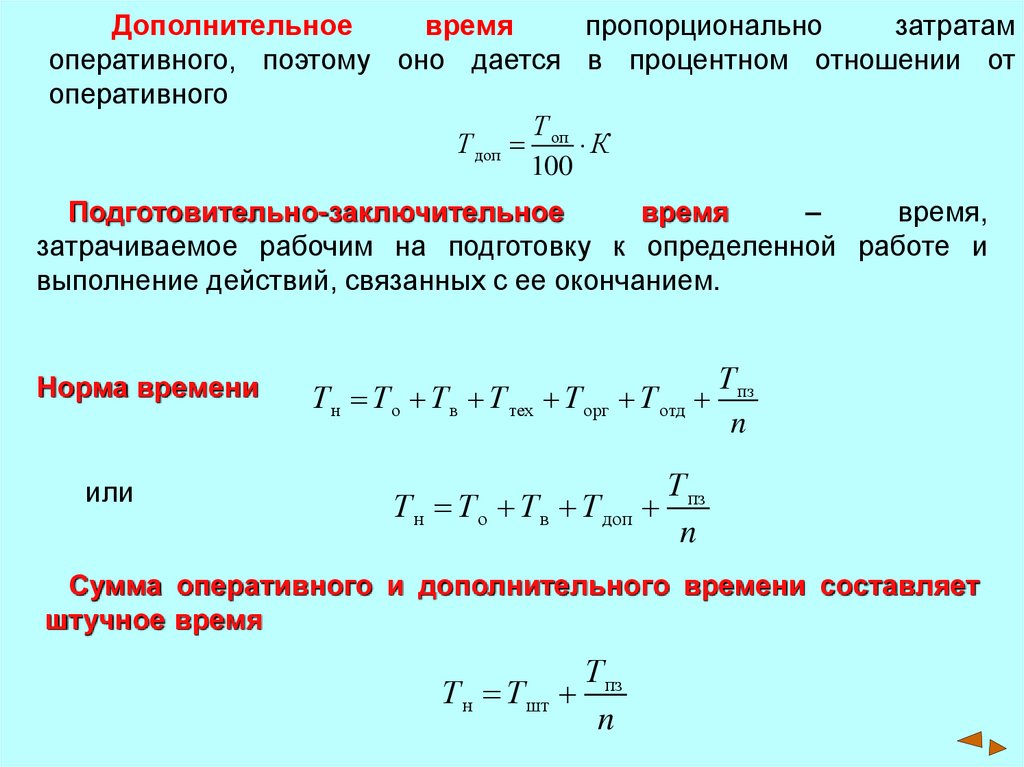
Дополнительноевремя
пропорционально
затратам
оперативного, поэтому оно дается в процентном отношении от
оперативного
Т
Т доп оп К
100
Подготовительно-заключительное
время
–
время,
затрачиваемое рабочим на подготовку к определенной работе и
выполнение действий, связанных с ее окончанием.
Норма времени
или
Т н Т о Т в Т тех Т орг Т отд
Т н Т о Т в Т доп
Т пз
n
Т пз
n
Сумма оперативного и дополнительного времени составляет
штучное время
Т пз
Т н Т шт
n
10.
3. Нормирование ремонтных работ3.1
Нормирование
станочных
механической обработке
работ
при
Основное время токарной операции (То) определяют
для каждого технологического перехода отдельно. Для
точения и растачивания цилиндрических поверхностей
основное время рассчитывают по формуле
To
где
.
Li
Sn
L l1 l l2
11.
Вспомогательное время определяют понормативам. Время на установку и снятие
детали (Тв ) зависит от массы детали,
применяемой технологической оснастки,
характера выверки и других факторов.
1
Дополнительное время при станочных
работах принимается 8% от оперативного.
Подготовительно-заключительное время
в зависимости от способа установки, сложности
подготовки к работе и количества применяемых
инструментов принимают по справочным
данным
12.
Фрезерные работы.После определения состава операции назначают режим фрезерования.
Основные параметры режима – ширина, глубина резания, подача и
скорость.
При фрезеровании различают подачу на один зуб фрезы Sz
(мм/зуб), подачу на один оборот фрезы S (мм/об) и минутную подачу
Sм (мм/мин):
Sм Sn S z zn
Основное время
фрезерования
Li
То
S z zn
L l1 l l2
Основное время при шлифовании методом продольной
подачи:
Lh
То
kз
nSпр St
13.
При шлифовании с выходом круга в обе стороны b1 + b2 = Вк (Вк –высота шлифовального круга, мм), при выходе круга только в одну
сторону b1 + b2 = 0,5Bк.
Для круглого шлифования методом поперечной подачи (врезания)
h
То
kз
nSt
Для плоского шлифования периферией круга
То
bh
kз
nх S х qSt
Путь врезания и перебега круга при свободном его выходе в обе
стороны b1 + b2 = Вк. Для предварительного шлифования kз = 1,15 –
1,35, для окончательного – k3 = 1,25 – 1,50.
Вспомогательное,
дополнительное,
подготовительнозаключительное время принимают по справочным данным.
14.
3.2 Нормирование слесарных работНормы времени на выполнение слесарных работ
определяют, как правило, по заранее разработанным
нормативам.
Tп.з
Tн Т шт
n
Т п.з
Т н Т н.ш Т в
n
Подготовительно-заключительное время принимают по
справочным данным в зависимости от сложности работы.
15.
3.3 Нормирование ручной электродуговой и газовой сварки инаплавки
Основное время, затрачиваемое на зажигание дуги, образование
сварочного шва, вывод дуги из сварочной зоны
То
60 М К1 К 2
I
Масса наплавленного металла
М F l kп
Без разделки кромок
Fш 2 Fэ
В случае разделки кромок
Fш 0,95Н
Вспомогательное время (Тв) при выполнении сварочных работ:
Т в Т в1 Т в2 Т в3
16.
Дополнительное время принимают в зависимости отположения сварщика во время работы.( удобное положение
– 13%; неудобное – 15; напряженное– 18%.)
Подготовительно-заключительное
время
устанавливают в процентном отношении от оперативного
времени в зависимости от сложности работы
При газовой сварке деталей, как и при нормировании
ручной электродуговой сварки, сначала определяют
условия выполнения работы и содержание операции.
Основное время
То
60 M
K1 m1m2
17.
3.4 Нормирование механизированных способовнаплавки деталей
3.4.1 Наплавка деталей в среде углекислого газа
Толщина наплавляемого
слоя
Основное время
Частота вращения
детали
d dи
t
z
2
Li
То
nS
1000vн
vн
n
318
d
d
Т в Т в1 Т в2 .
18.
Вспомогательное время примеханизированной наплавке слагается из
времени на установку, переустановку и
снятие детали и времени , связанного с
наплавкой:
Дополнительное время принимают 15%
от оперативного
Подготовительно-заключительное
время принимается в зависимости от
высоты центров станка (установки).
19.
3.4.2 Наплавка деталей под слоем флюсаЧисло проходов (i) принимают в зависимости от требуемой толщины
наплавляемого слоя:
Dн dи
i
2t
Время на установку и снятие детали (Тв1) принимают из справочных
данных. Вспомогательное время, связанное с наплавкой (Тв2),
принимают 0,6 мин на один проход.
Дополнительное
время
оперативного времени.
принимается
равным
15%
от
Подготовительно-заключительное время, как и при наплавке
в среде углекислого газа, принимают в зависимости от высоты
центров наплавочной установки.
3.4.3 Вибродуговая наплавка деталей
При установлении нормы времени на вибродуговую наплавку
последовательность расчета аналогична, как для наплавки в среде
углекислого газа.
20.
3.4.4 Электроконтактная приварка стальной лентыСостав операций устанавливают с использованием
карты эскизов так же, как и при нормировании наплавки в
среде углекислого газа.
Толщина ленты:
d dп
t
z
2
Ширина
ленты
должна
соответствовать
длине
наплавляемого участка, а толщина – ближайшему
стандартному размеру.
Скорость наплавки
0,6W
vн
S
Частота вращения детали
1000vн
при наплавке
n
60 d
21.
3.4.5 Газотермическое напыление деталейОсновное время на газопламенное напыление (То)
будет зависеть от производительности принятой установки
Т о Т о1 Т о2
Fн
То
k
W
Вспомогательное, дополнительное, подготовительнозаключительное время принимают по справочным
данным.
22.
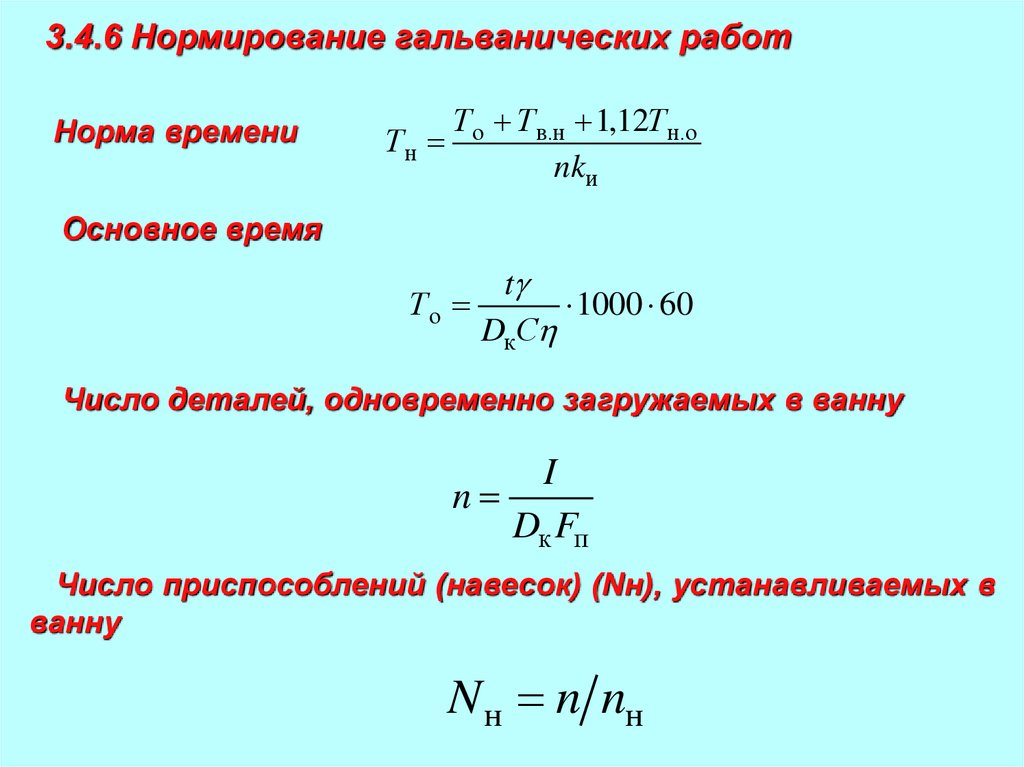
3.4.6 Нормирование гальванических работНорма времени
Тн
Т о Т в.н 1,12Т н.о
nkи
Основное время
t
То
1000 60
DкС
Число деталей, одновременно загружаемых в ванну
I
n
Dк Fп
Число приспособлений (навесок) (Nн), устанавливаемых в
ванну
N н n nн
23.
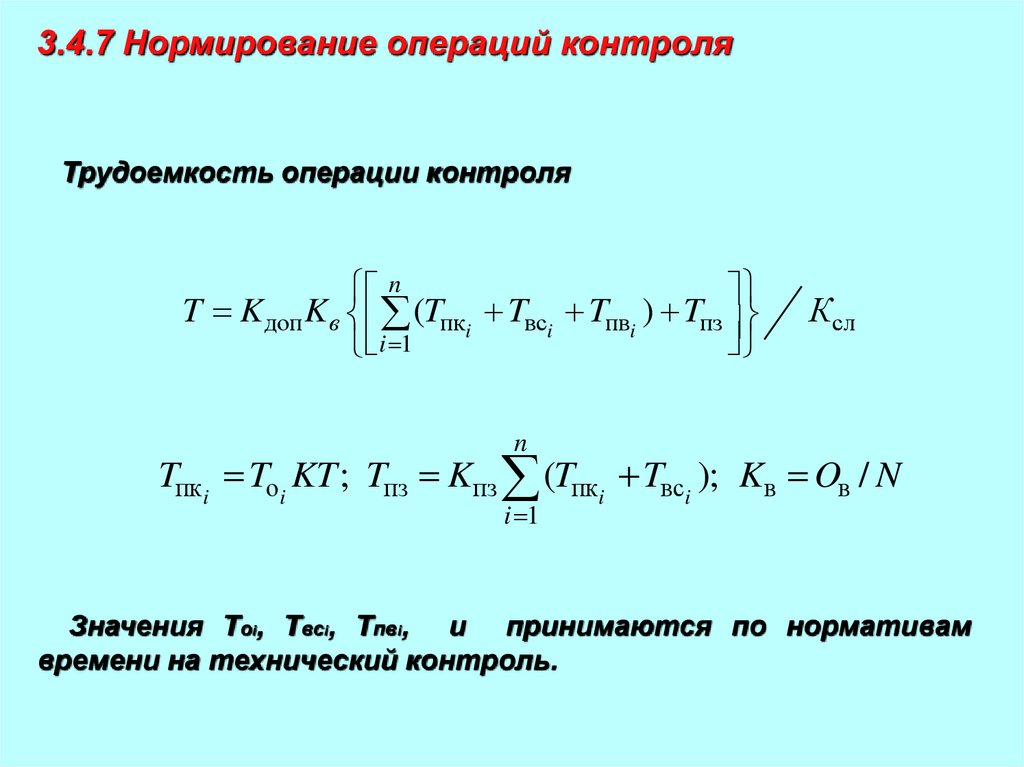
3.4.7 Нормирование операций контроляТрудоемкость операции контроля
n
T Kдоп Kв (Tпкi Tвсi Tпвi ) Tпз
i 1
Ксл
n
Tпкi Toi KT ; Tпз Kпз (Tпкi Tвсi ); Kв Oв / N
i 1
Значения Тоi, Твсi, Тпвi, и принимаются по нормативам
времени на технический контроль.