































 Промышленность
ПромышленностьПохожие презентации:










Уникальные производственные возможности АО СКБ «Турбина»
1.
Уникальные производственныевозможности
АО СКБ «Турбина»
1
2.
О предприятии АО СКБ «Турбина»АО СКБ «Турбина» было создано в 1970 г., как
специализированный разработчик и изготовитель
малогабаритных газотурбинных двигателей и
многофункциональных энергоагрегатов на их
базе для специальной наземной техники,
турбокомпрессоров и теплообменных аппаратов
для транспортных дизельных двигателей.
Предприятие является научно-производственным
комплексом, включающим в себя полноценное
конструкторское
бюро,
производственные
мощности с уникальными технологиями,
экспериментальную базу, выполняет полный
цикл работ по своей специализации – НИОКР по
созданию и модернизации продукции, серийный
выпуск изделий, гарантийное и послегарантийное
обслуживание, авторский надзор.
2
3.
О предприятии АО СКБ «Турбина»АО СКБ «Турбина» осуществляет гибкое проектирование под конкретные требования заказчика,
разрабатывает и выпускает широкий спектр ГТА с заданным набором функций, степенью автономности,
конструктивным исполнением, максимально унифицируя агрегаты по основным элементам.
АО СКБ «Турбина» успешно разрабатывает и производит:
• Малогабаритные многофункциональные газотурбинные агрегаты питания с различным уровнем
автоматизации для специальной наземной техники;
• Турбокомпрессоры и агрегаты наддува;
• Генераторные установки;
• Турбодетандерные кондиционеры для специальной техники и промышленного применения;
• Теплообменные аппараты.
Имеет экспериментальную базу, включающую специальные стенды, стенды для испытаний отдельных узлов
и изделий в целом, владеет комплексом отработанных методик и программ, обеспечивающих создание
изделий на высоком техническом уровне.
3
Предприятие обладает более чем 45-летним опытом разработки газотурбинных энергоагрегатов;
Имеет опыт производства оборудования для военной техники наземного базирования;
Производственные цеха предприятия оснащены новейшим оборудованием;
Продукция предприятия проходит несколько этапов контроля качества, включая лабораторный контроль.
4.
Производственные возможностиВ целях обеспечения высоких качественных показателей продукции на АО СКБ «Турбина» организованы все
основные виды производств, отвечающие всем современным требованиям.
4
литейное производство;
гальвано-химическое производство;
холодно-штамповочное производство;
термообрабатывающее производство;
сварочное производство;
резино-техническое производство;
механообрабатывающее производство;
слесарно-сборочное производство;
листообрабатывающее производство;
лабораторные исследования.
5.
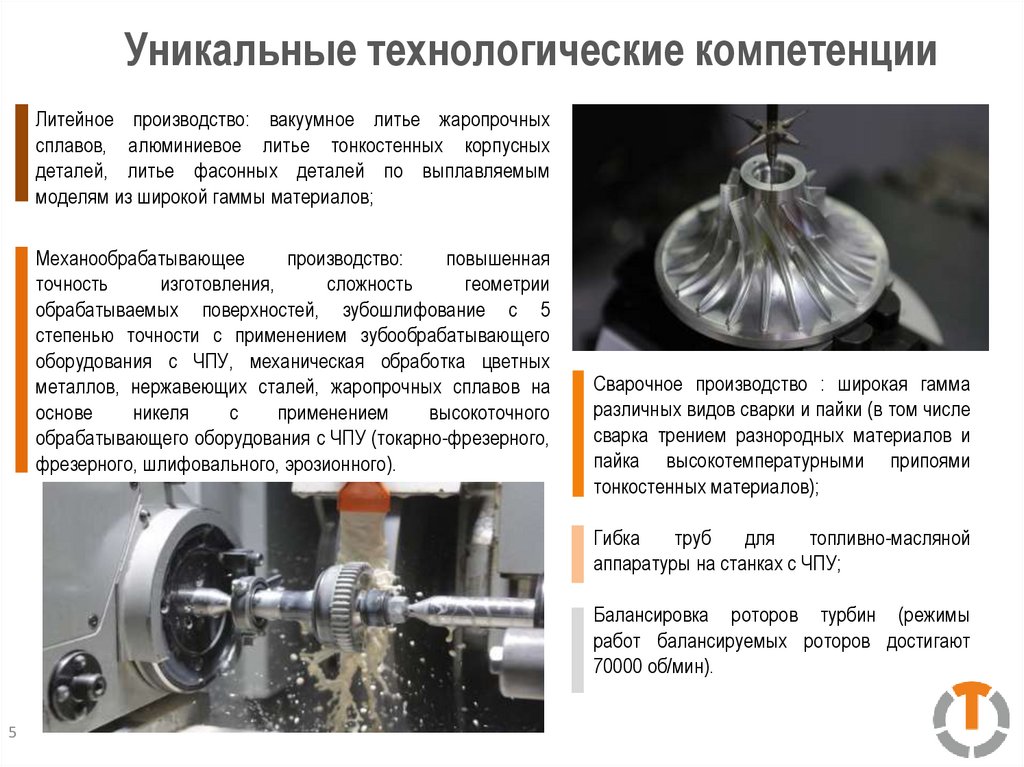
Уникальные технологические компетенцииЛитейное производство: вакуумное литье жаропрочных
сплавов, алюминиевое литье тонкостенных корпусных
деталей, литье фасонных деталей по выплавляемым
моделям из широкой гаммы материалов;
Механообрабатывающее
производство:
повышенная
точность
изготовления,
сложность
геометрии
обрабатываемых поверхностей, зубошлифование с 5
степенью точности с применением зубообрабатывающего
оборудования с ЧПУ, механическая обработка цветных
металлов, нержавеющих сталей, жаропрочных сплавов на
основе
никеля
с
применением
высокоточного
обрабатывающего оборудования с ЧПУ (токарно-фрезерного,
фрезерного, шлифовального, эрозионного).
Сварочное производство : широкая гамма
различных видов сварки и пайки (в том числе
сварка трением разнородных материалов и
пайка высокотемпературными припоями
тонкостенных материалов);
Гибка
труб
для
топливно-масляной
аппаратуры на станках с ЧПУ;
Балансировка роторов турбин (режимы
работ балансируемых роторов достигают
70000 об/мин).
5
6.
Литейное производство6
7.
Литейное производство- литье по выплавляемым
Моделям (точное литье)
- литье в песчано-глинистые
смеси
- литье в кокиль
7
8.
Литейное производство8
9.
Литье в песчано-глинистые формыАвтоматическая формовочная линия производства
«Heinrich Wagner Sinto» Сейатцу-процесс, со смесеприготовлением
Современное производство, скорость изготовления и постоянство геометрии форм, позволяет получать высококачественное литье
максимальным размером 700х700х300мм и массой отливок:
из чугуна – до 100кг,
из стали – до 150 кг,
из алюминиевых сплавов – до 70 кг.
Объем заливаемой партии варьируется, но не менее 10 форм/час
АВТОМАТИЧЕСКАЯ ФОРМОВОЧНАЯ ЛИНИЯ (АФЛ)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер опок в свету
Производительность
Модель формовочной машины
Число мест для простановки стержней
Число мест для заливки
Компенсация подъемной силы при заливке
Основание для опок
Вид уплотнения формы
700 х 850 х 250/250 мм
20 комплектных форм/час
типа HSP-2D
3
не менее 10
автоматизированное
транспортные тележки
Сейатцу-воздушный поток
+ прессование
Усилие прессования, регулируемое до макс.
102 Н/см2
Высота протяжки формовочной машины
450 мм
Максимальная высота болвана в форме
200 мм
КОМПЛЕКС СМЕСЕПРИГОТОВЛЕНИЯ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Производительность комплекса смесеприготовления не менее 10 т/ч
Комплексам перерабатывается:
смесь:
3-компонентная
уровень влажности:
1-2%
9
10.
Механообрабатывающее производство10
11.
Фрезерная обработкаKitamura Mytrunnion-5: Вертикальный 5коррдинатный фрезерный центр идеально подходит
для одновременной 5-коррдинатной обработки
сложных изделий;
- Высокопрецизионный. Точность позиционирования: ±
1 мкм. Повторяемость ± 0,5 мкм по всем осям и на
всей длине позиционирования;
- Конструкция поворотно-качающегося стола (Trunnion)
обеспечивает максимальную жесткость стола и
точность обработки;
- Мощный шпиндель с 4-ступенчатой коробкой
передач, высоким вращающим моментом и большой
частотой вращения обеспечивает максимальную
гибкость обработки.
Рабочая зона: ф630. L = 500
Максимальная нагрузка на стол:
400 кг
4-ти осевой станок (постоянная
ось)
Kitamura 4XiF: Вертикальный обрабатывающий центр
идеально подходит для 4-коррдинатной обработки
крупногабаритных деталей;
Kitamura 3XG: : Вертикальный обрабатывающий центр
идеально подходит для 3-коррдинатной обработки
среднегабаритных деталей и форм;
- Точность позиционирования ± 2 мкм. Повторяемость ±
1 мкм по всем осям и на всей длине позиционирования;
- Точность позиционирования ± 2 мкм. Повторяемость ± 1
мкм по всем осям и на всей длине позиционирования;
- Прочные направляющие скольжения коробчатого типа.
Высокая жесткость станка благодаря станине из чугуна
марки Meehanite с выскоими демпфирующими
свойствами.
- Быстродействующая автоматическая система смены 2-х
паллет с поворотом на 180° либо возвратно-поступательного
типа максимально увеличивает производительное время
обработки, обеспечивает безопасность и удобство работы
оператора. .
- Мощный шпиндель с 4-ступенчатой коробкой передач,
высоким вращающим моментом и большой частотой
вращения обеспечивает максимальную гибкость
обработки.
Рабочая зона: 1,300 x 560
Максимальная нагрузка на
стол: 500 кг
4-х осевой станок (постоянная
ось)
Topper TNL120: Токарный
- Вертикальный 5-коррдинатный фрезерный центр идеально подходит
для одновременной 5-коррдинатной обработки сложных изделий;
- Высокопрецизионный. Точность позиционирования: ± 1 мкм.
Повторяемость ± 0,5 мкм по всем осям и на всей длине
позиционирования;
- Конструкция поворотно-качающегося стола (Trunnion) обеспечивает
максимальную жесткость стола и точность обработки;
Рабочая зона: ф630 L = 500
- Мощный шпиндель с 4-ступенчатой коробкой передач, высоким
Maximum Table Load: 400 кг
вращающим моментом и большой частотой вращения обеспечивает 5-ти осевой станок (постоянная ось)
11
максимальную гибкость обработки.
- Мощный шпиндель с 4-ступенчатой коробкой передач,
высоким вращающим моментом и большой частотой
вращения обеспечивает максимальную гибкость обработки.
Рабочая зона: 950 x 600
Максимальная нагрузка на
стол: 500 кг
3-х осевой станок
12.
Токарная обработка12
13.
Токарная обработкаMazak Integrex J300: Токарнофрезерный ОЦ
- Многоцелевой станок Integrex J300 –
это гармоничное сочетание
обрабатывающего центра и токарного
станка с ЧПУ. Разработан специально
для решения сложных задач на
максимально высоком уровне. Станки
серии Integrex J обеспечивают легкость
в управлении, сверхточность и
высочайшую производительность.
Nakamura Tome SC250: Токарно-фрезерный
- Компактный и высокопроизводительный
токарный станок, обладающих большим
набором стандартных функций. Станок
собран вручную и оснащен мощными
направляющими скольжения (box way),
обеспечивающими точность и жесткость
обработки.
- - Является отличным выбором для
предприятий, которым необходим
универсальный станок для обработки
валов и фланцев.
Максимальный обрабатываемый диаметр: ф500.
Максимальная длина обработки: L=629
5-ти осевой станок (индексная)
13
Nakamura Tome SC200: Токарнофрезерный
- Станок сочетает в себе широкие
возможности токарной и фрезерной
обработки и малую занимаемую
площадь. Мощный привод шпинделя
(11.2 кВт) и направляющие скольжения
(box way) обеспечивают высокую
точность обработки и возможность
применения жестких режимов резания.
- Каждый станок SC200 собирается в
Японии вручную и выгодно отличается
от станков массого производства.
Максимальный обрабатываемый диаметр:
ф340.
Максимальная длина обработки: L=530
4-х осевой станок (оси X, Y, Z, C)с функцией
фрезерования
14.
Okuma Genos M: Токарно-фрезерныйТокарная обработка
- По своим конструктивным особенностям,
повышенной жесткости и презиционной точности
фрезерные вертикальные обрабатывающие центры
Genos M надежно работают как при черновом
силовом, так и при чистовой строчном
высокоскоростном фрезеровании.
- Станки этой серии оснащены термостабильной и
вибропоглощающей станиной, которая позволяет
при изменении температуры окружающей среды
сохранять постоянство точностных характеристик, а
при возникновении вибрации гасить их за счет
демпфируюших свойств материала станины,
изготовленной по особой запатентованной
технологии.
Максимальный обрабатываемый диаметр: ф420.
Максимальная длина обработки: L=654
3-х осевой станок (оси X, Z, C)с функцией
фрезерования
14
ИТ42: Токарный
- Токарный станок с числовым
программным управлением ИТ-42
предназначен для токарной обработки
деталей типа тел вращения с
прямолинейным, ступенчатым и
криволинейным профилем, в том числе
для нарезания резьб в
полуавтоматическом режиме в патроне
и центрах; используется в
мелкосерийном и серийном
производстве.
Okuma LB2000: Токарно-фрезерный и
Okuma LB3000: Токарно-фрезерный
- Данные обрабатывающие центры предназначены
для обработки деталей, в конфигурации которых
преобладают элементы тел вращения. Сочетание
высокой жесткости конструкции, мощного роторашпинделя и прецизионности станков позволяют
успешно сочетать силовое резание с чистовой
обработкой и производить обработку стальных
деталей в закаленном состоянии.
- Токарные обрабатывающие центра LB оснащены
одной револьверной головкой с возможностью
выполнения как токарных, так и сверлильноМаксимальный обрабатываемый диаметр: фрезерных, резьбонарезных операций с
использованием вращающегося и стационарного
ф300.
инструмента, который устанавливается на
Максимальная длина обработки: L=600
револьверную головку.
2-х осевой станок
Максимальный обрабатываемый диаметр: ф340.
Максимальная длина обработки: L=530
4-х осевой станок (оси X, Y, Z, C)с функцией
фрезерования
15.
Зубообработка15
16.
ЗубообработкаЗубофрезерный станок с ЧПУ GP300 PFAUTER
фирмы Gleason
Зубофрезерный станок с ЧПУ фирмы GLEASONPFAUTER GP300 предназначен для зубофрезерования
деталей типа «вал» или «диск».
Технические характеристики станка:
Наибольший диаметр обрабатываемого изделия -300 мм
Максимальный модуль- 6 мм
Длина зубчатого венца макс – 25
Диапазон углов поворота оси шпинделя фрезы - +/- 45°
Диаметр стола для заготовки – 330 мм.
16
Зубодолбежный станок с ЧПУ P150S PFAUTER фирмы
Gleason
Зубодолбежный станок с ЧПУ фирмы GLEASON-PFAUTER
P150S предназначен для зубодолбления прямозубых и
косозубых цилиндрических колес, а также любых
профилей, равномерно расположенных цилиндрических
заготовках. Данный станок позволяет получать детали с
шероховатость Ra2,5.
Технические характеристики станка:
Внеш. диаметр окружности: макс – 150 мм
Внут. диаметр окружности: макс - 350 мм
Модуль максимальный - 4
Длина зубчатого венца макс - 25 мм
Макс. угол подъема винтовой линии - +/- 45°
(с инструментом диам. 125 мм)
Мин/макс. межосевое расстояние оси инструмента-оси
стола - 50/+200 мм
Мин. расстояние плоскости стола-шпинделя инструмента 150 мм
Макс. расстояние плоскости стола-шпинделя инструмента 485 мм
17.
ЗубообработкаЗубошлифовальный станок с ЧПУ GLEASON
TWG-300 предназначен для шлифования деталей
как методом обката, так и методом профильного
шлифования (единичное деление) с
автоматической правкой круга. Станок позволяет
производить шлифование зубчатых колес со
специальной модификацией для удаления
эффекта «скручивания» (твистинга) боковой
поверхности зуба.
Технические характеристики станка:
Макс. диаметр обрабатываемого изделия - 300 мм
Минимальный модуль - 0,5
Максимальный модуль - 7
Ширина зубчатого венца - 5-100 мм
Мин. ширина зубчатого венца - 5 мм
Угол наклона линии зуба - +/- 45°
Макс. масса детали - 60 кг.
17
18.
Электроэрозионная обработка18
19.
Электроэрозионная обработкаSodick AQ400L: Wire-cutting Machine
- AQ400L электроискровой погружной проволочно-вырезной станок с КЧПУ-генератором.
- Прецизионный электроискровой (электроэрозионный) погружной проволочно-вырезной станок с линейными
сервоприводами по осям XYUV, встроенной CAM-системой и автопрограммированием. Проволочно-вырезной
станок для погружной и/или струйной обработки в воде.
- Линейные сервоприводы по XYUV
- Super BS: полно-биполярная импульсная система: исключены условия электролитической эрозии и коррозии
+ суперфинишное резание до шероховатости 9-10 класса
- Абсолютные линейные датчики Heidenhain с дискретностью 10 нано XYUV (10нм = 0.01 мкм!)
- Дискретность приводов 0,1 мкм на всех моделях АИ станков Sodick, кроме EXC100L
- AIC: прогностическая интеллектуальная система оптимизации резания
- Высокопроизводительный ЧПУ-генератор.
19
Вырезка (ДхШхВ): 400x300x240 мм
Габариты заготовки: 590x450x240 мм 500 кг
Фигурная вырезка, пуансоны, матрицы
20.
Шлифовальный передел20
21.
Шлифовальный передел21
22.
Лазерная резка и гибка22
23.
Лазерная резка и гибка23
24.
Лазерная резка и гибка24
25.
Гибка труб и листового металла25
26.
Термообработка26
27.
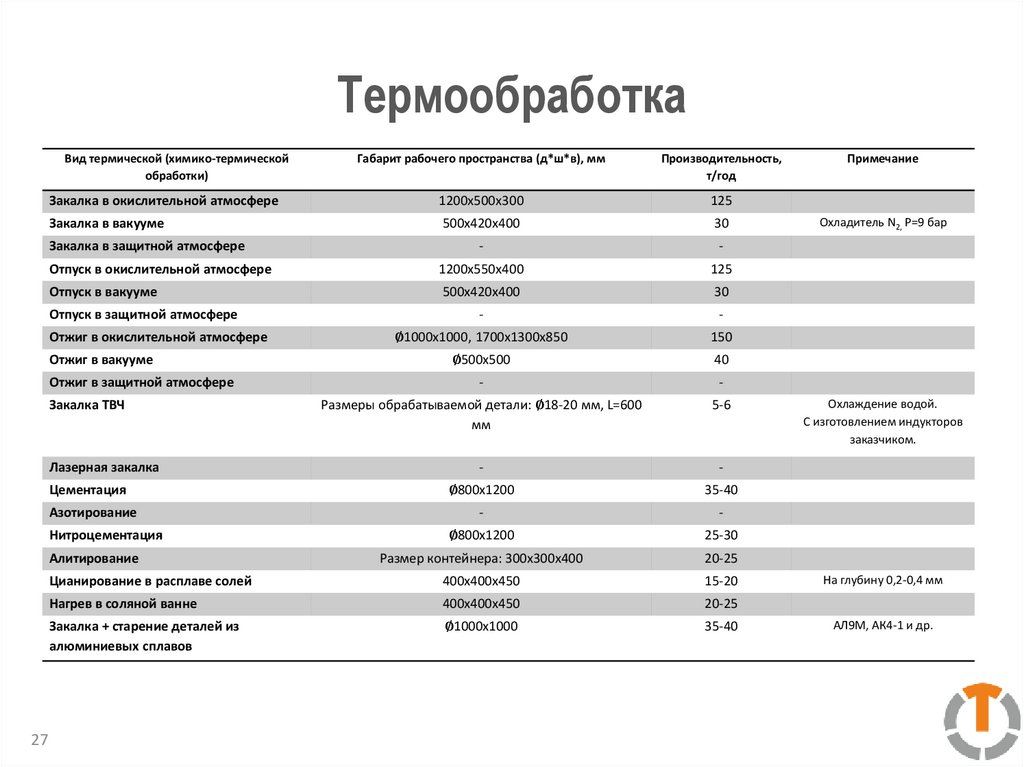
ТермообработкаВид термической (химико-термической
обработки)
Габарит рабочего пространства (д*ш*в), мм
Производительность,
т/год
Закалка в окислительной атмосфере
1200х500х300
125
Закалка в вакууме
500х420х400
30
-
-
Отпуск в окислительной атмосфере
1200х550х400
125
Отпуск в вакууме
500х420х400
30
-
-
∅1000х1000, 1700х1300х850
150
∅500х500
40
-
-
Размеры обрабатываемой детали: ∅18-20 мм, L=600
мм
5-6
-
-
∅800х1200
35-40
-
-
∅800х1200
25-30
Размер контейнера: 300х300х400
20-25
Цианирование в расплаве солей
400х400х450
15-20
Нагрев в соляной ванне
400х400х450
20-25
Закалка + старение деталей из
алюминиевых сплавов
∅1000х1000
35-40
Закалка в защитной атмосфере
Отпуск в защитной атмосфере
Отжиг в окислительной атмосфере
Отжиг в вакууме
Отжиг в защитной атмосфере
Закалка ТВЧ
Лазерная закалка
Цементация
Азотирование
Нитроцементация
Алитирование
27
Примечание
Охладитель N2, Р=9 бар
Охлаждение водой.
С изготовлением индукторов
заказчиком.
На глубину 0,2-0,4 мм
АЛ9М, АК4-1 и др.
28.
Гальваническая обработка28
29.
Контроль качестваУчасток пробоподготовки
29
30.
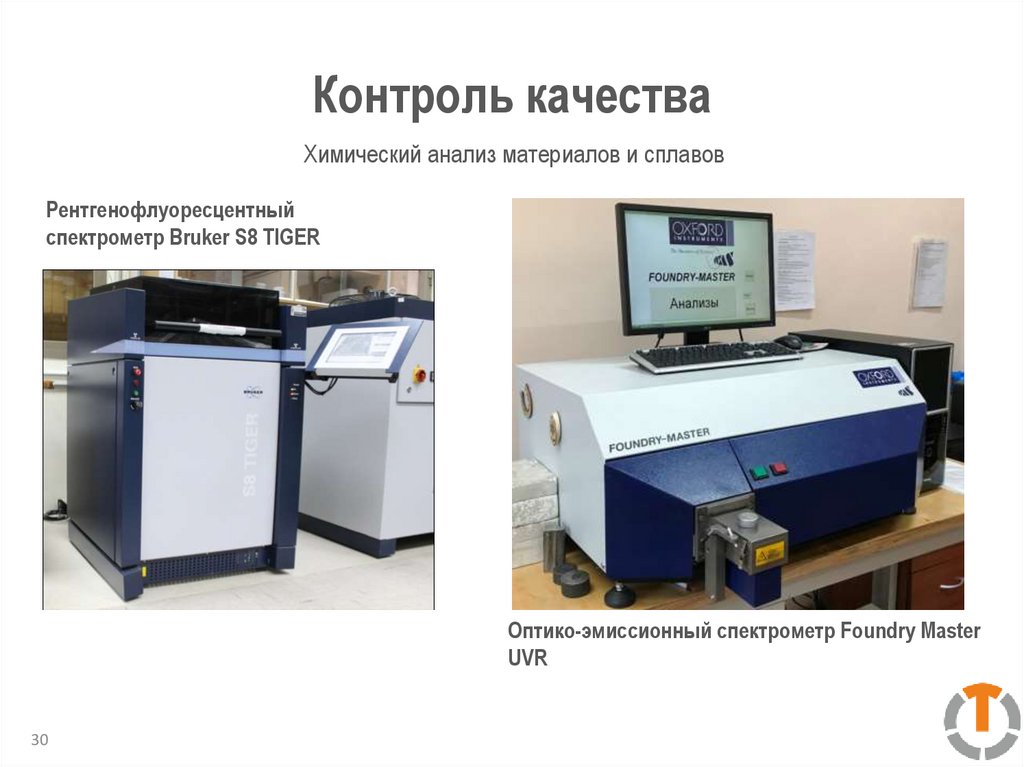
Контроль качестваХимический анализ материалов и сплавов
Рентгенофлуоресцентный
спектрометр Bruker S8 TIGER
Оптико-эмиссионный спектрометр Foundry Master
UVR
30
31.
Контроль качестваУчасток пробоподготовки
31
32.
Контроль качестваМеталлографические исследования
32
33.
Контроль качестваКонтроль физико-механических свойств металлов, керамики, резины
Универсальные испытательные машины Shimadzu AG-X Plus и Eurotest T-30
33
34.
Контроль качестваКонтроль физико-механических свойств в том числе при высоких температурах
34
35.
Контроль качестваРентгенографический контроль внутренних дефектов деталей
35
36.
Контроль качестваЛиния капиллярного контроля KARL DEUTSCH
36
37.
Контроль качестваЛиния капиллярного контроля KARL DEUTSCH
37
38.
3839.
КонтактыАкционерное общество «Специальное конструкторское бюро «Турбина»
Почтовый адрес:
454007, РФ, г. Челябинск,
пр. Ленина, д. 2Б
39
Телефон:
+7 (351) 750-06-05
E-mail:
info@gasturbina.ru