








 Электроника
ЭлектроникаПохожие презентации:










3D принтеры
1.
3д принтеры3d-принтеры
все
шире
используются
в
качестве
альтернативы
традиционным
методам
промышленного
производства.
По своей конструкции такие
принтеры напоминают офисные
устройства
для
распечатки
бумажных документов, только с
добавлением третьего измерения.
На них можно распечатать объекты
самых
разных
габаритов,
технических
характеристик
и
предназначения. Процесс печати
по целому ряду параметров
получается
намного
менее
затратным и более эффективным,
чем традиционное производство.
2.
3.
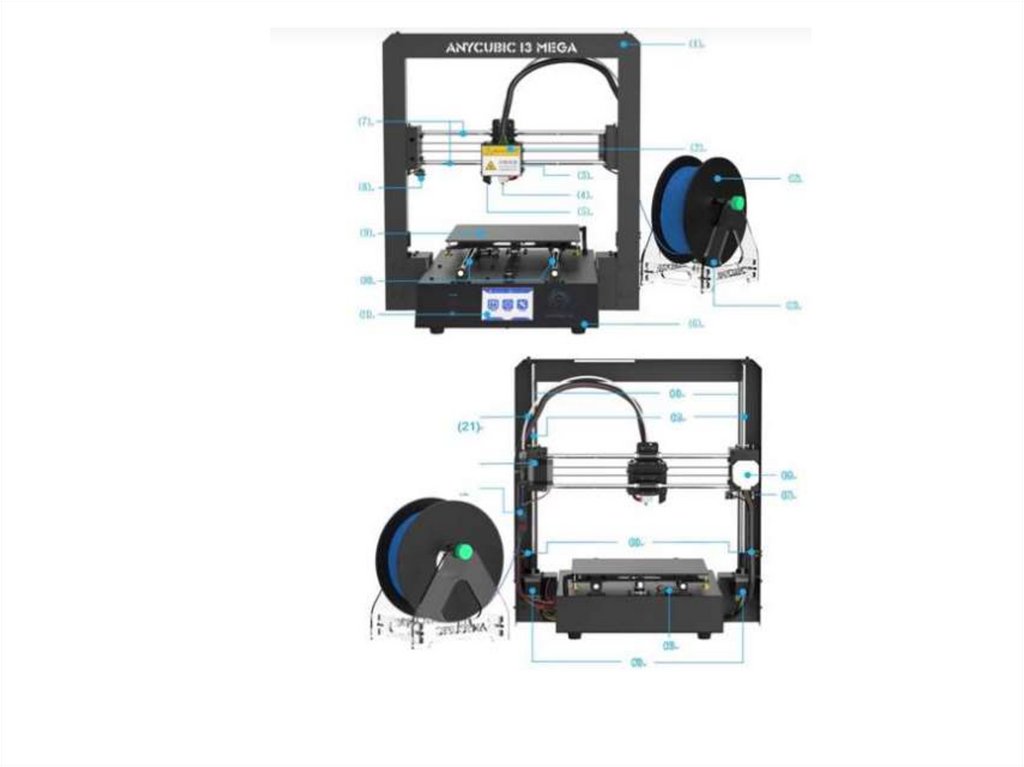
Устройство 3д принтера4.
Отличия и возможностиотличия :
в качестве печати
(разрешение принтера),
скорости печати,
объёме рабочего
пространства,
возможности
использования разных
материалов,
цветовой гамме,
возможности печатать
одновременно несколько
объектов.
Возможности:
создание моделей домов,
печать каркасов для
велосипедов,
печать деталей кузова
машин,
создание протезов
распечатка живых тканей
из биоматериала
5.
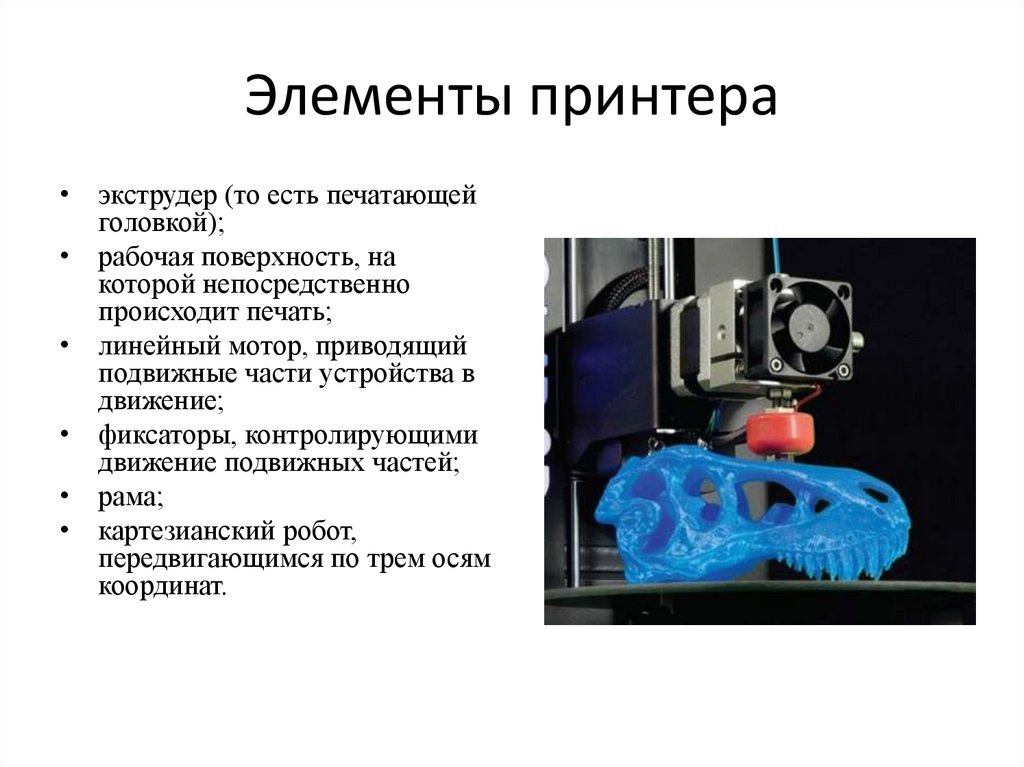
Элементы принтера• экструдер (то есть печатающей
головкой);
• рабочая поверхность, на
которой непосредственно
происходит печать;
• линейный мотор, приводящий
подвижные части устройства в
движение;
• фиксаторы, контролирующими
движение подвижных частей;
• рама;
• картезианский робот,
передвигающимся по трем осям
координат.
6.
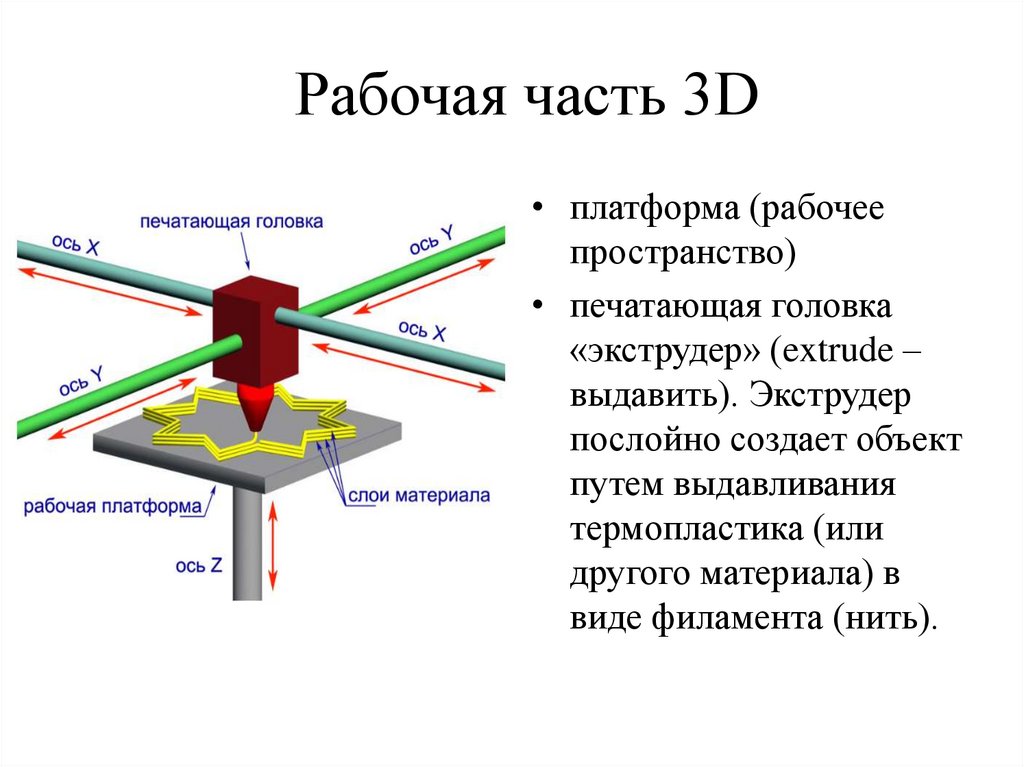
Рабочая часть 3D• платформа (рабочее
пространство)
• печатающая головка
«экструдер» (extrude –
выдавить). Экструдер
послойно создает объект
путем выдавливания
термопластика (или
другого материала) в
виде филамента (нить).
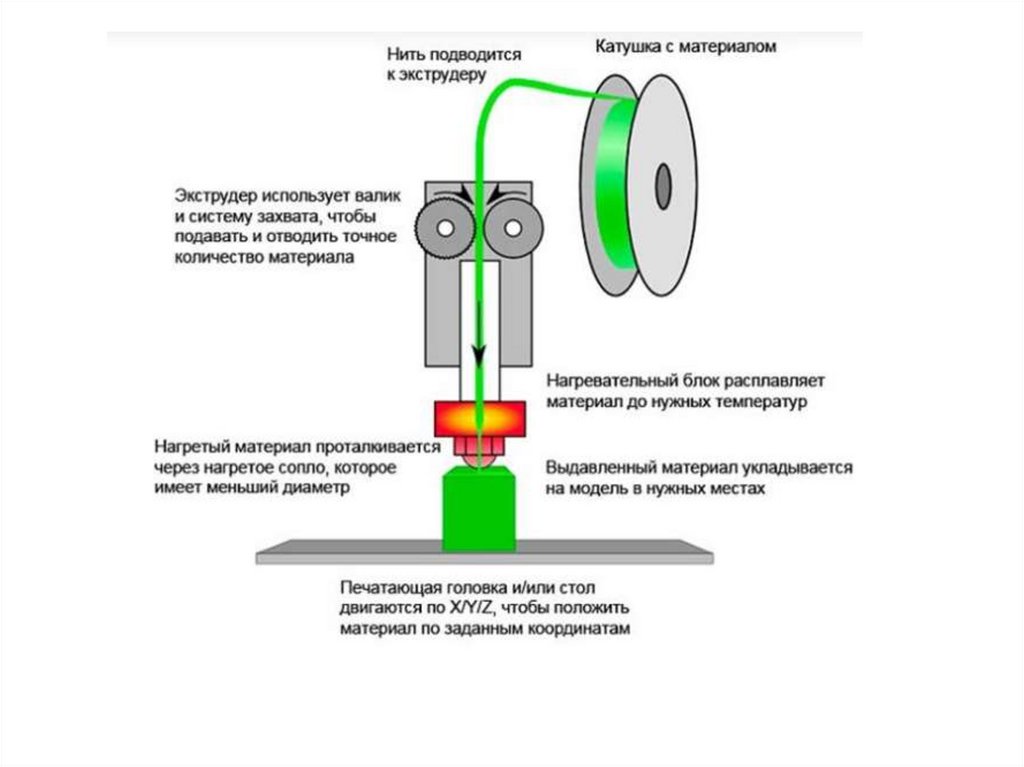
7.
схематическое устройство
механизмов.
Это упрощенная модель — она
служит только для наглядной
демонстрации базовых
принципов работы 3Dпринтера.
Печатающая головка
• формирует слои материала,
постепенно выращивая из них
объект. Она движется только в
горизонтальной плоскости
(вдоль осей X и Y).
Рабочая платформа
• служит для размещения объекта
при печати, она двигается
сверху-вниз (по оси Z).
8.
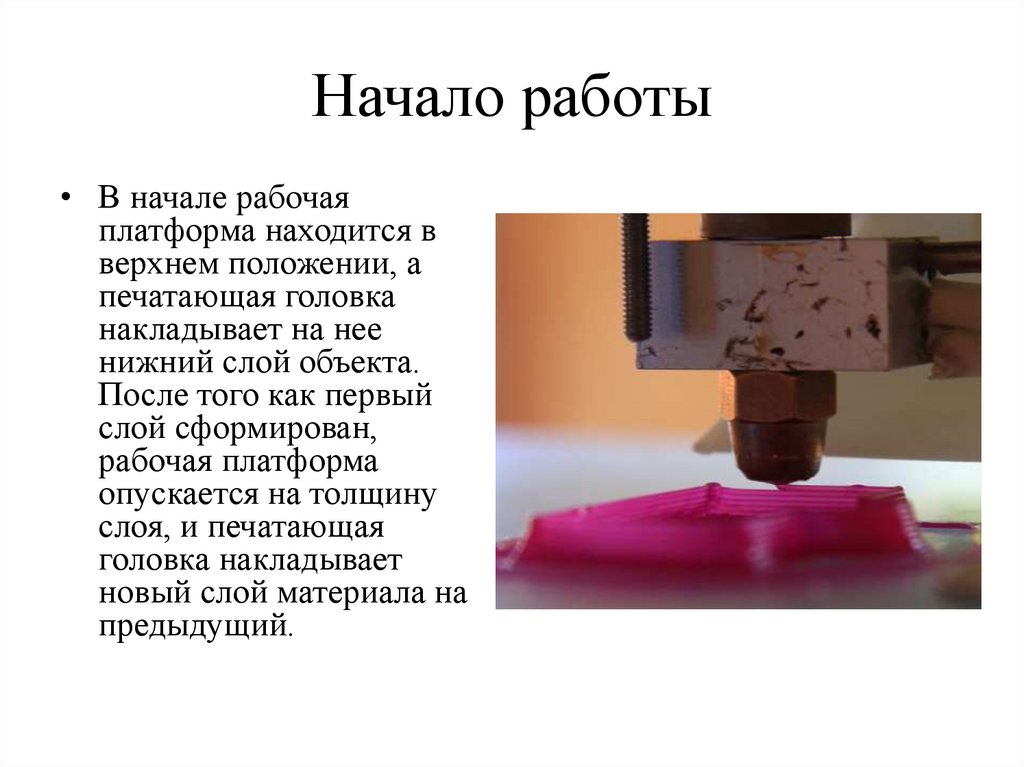
Начало работы• В начале рабочая
платформа находится в
верхнем положении, а
печатающая головка
накладывает на нее
нижний слой объекта.
После того как первый
слой сформирован,
рабочая платформа
опускается на толщину
слоя, и печатающая
головка накладывает
новый слой материала на
предыдущий.
9.
ЭкструдерЭкструдер делится на две основные
части:
• верхняя – блок, подающий
филамент,
• нижняя – сопло с нагревателем.
Блок стоит из ролика и шестерни,
соединенная с электромоторчиком.
Эти элементы тянут нить, и
выводят ее вниз к соплу, где материал
выходит на рабочую поверхность в
плавленом виде. У сопла экструдера
устанавливают термодатчик. Эта
деталь принтера позволяет следить
за температурами экструдера, так
как исходные или пользовательские
настройки могут сбиться.
10.
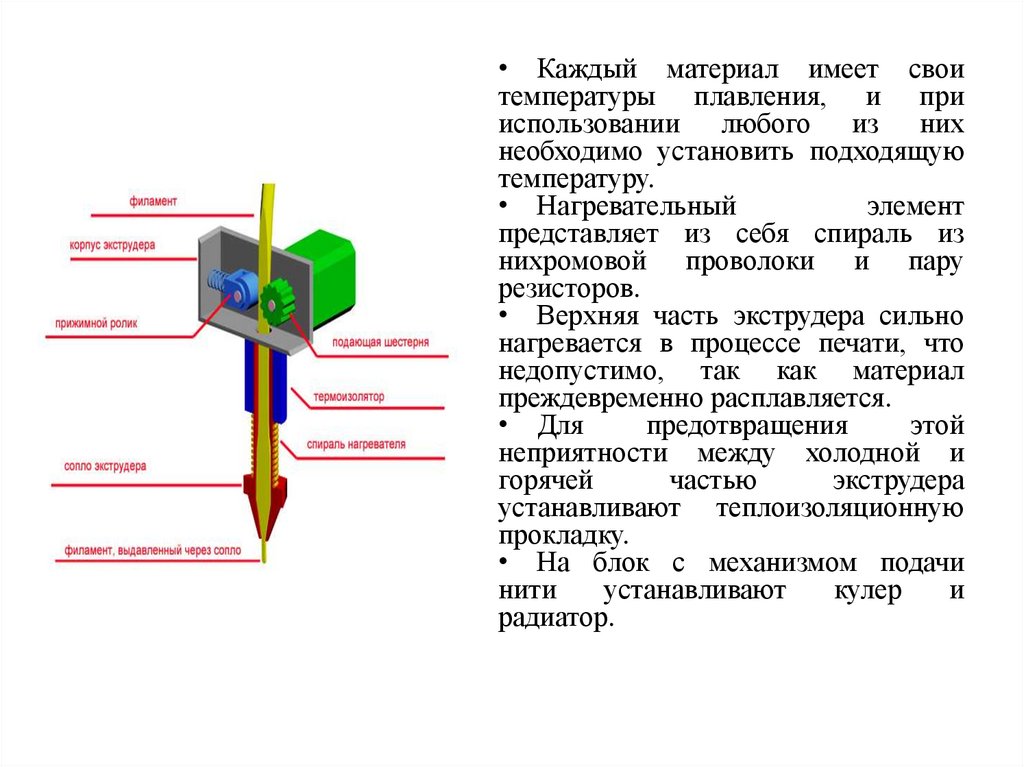
• Каждый материал имеет своитемпературы плавления, и при
использовании любого из них
необходимо установить подходящую
температуру.
• Нагревательный
элемент
представляет из себя спираль из
нихромовой проволоки и пару
резисторов.
• Верхняя часть экструдера сильно
нагревается в процессе печати, что
недопустимо, так как материал
преждевременно расплавляется.
• Для
предотвращения
этой
неприятности между холодной и
горячей
частью
экструдера
устанавливают теплоизоляционную
прокладку.
• На блок с механизмом подачи
нити
устанавливают
кулер
и
радиатор.
11.
Термопринтеры• Популярен на данный
момент 3D принтер с
холодным экструдером в
виде шприца.
• Такой принтер
позволяет работать с
бетонными смесями,
глиной, силиконом,
пластилином и т.д.
• Именно такой вид
принтеров используется в
строительстве.
12.
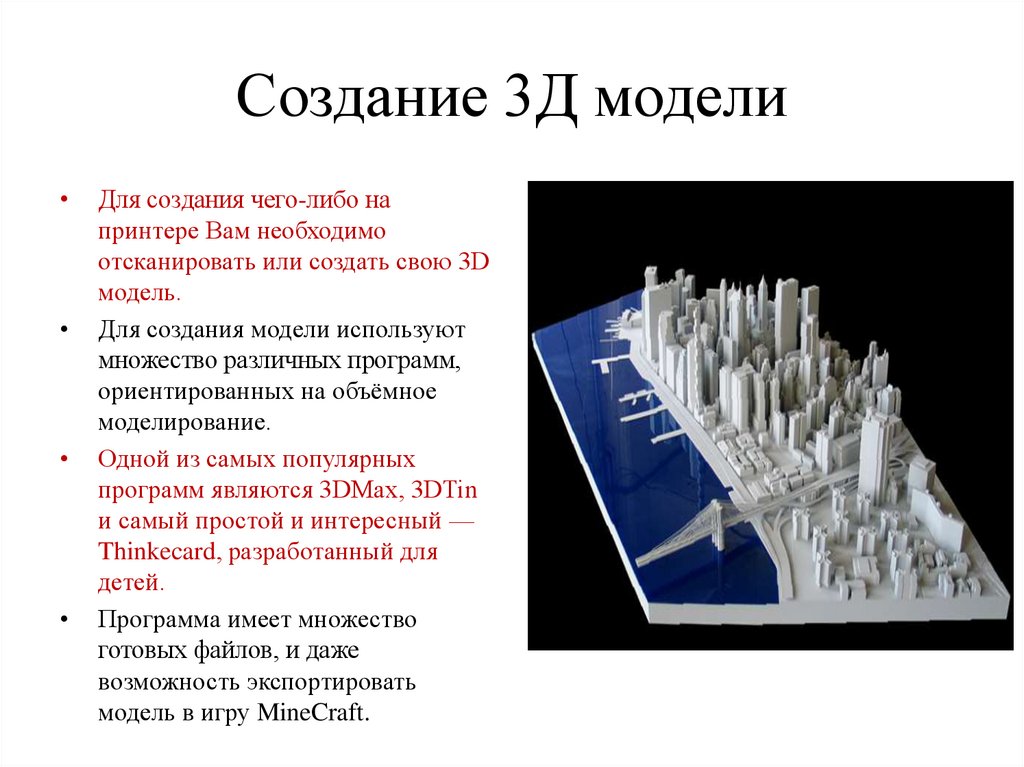
Создание 3Д моделиДля создания чего-либо на
принтере Вам необходимо
отсканировать или создать свою 3D
модель.
Для создания модели используют
множество различных программ,
ориентированных на объёмное
моделирование.
Одной из самых популярных
программ являются 3DMax, 3DTin
и самый простой и интересный —
Thinkecard, разработанный для
детей.
Программа имеет множество
готовых файлов, и даже
возможность экспортировать
модель в игру MineCraft.
13.
Разрешение печати• Ключевая
характеристика
любого
3D-принтера
—
«разрешение печати». Под этим
параметром
понимают
минимально
допустимую
высоту слоя материала, с
которой может печатать данный
3D-принтер.
• Разрешение печати принято
обозначать
в
микрометрах
(мкм, микрон), т.е. тысячной
доле миллиметра.
• Чем тоньше слои, тем менее
заметен переход между ними,
соответственно,
поверхность
объекта более гладкая, а его
детали — более выразительные.
14.
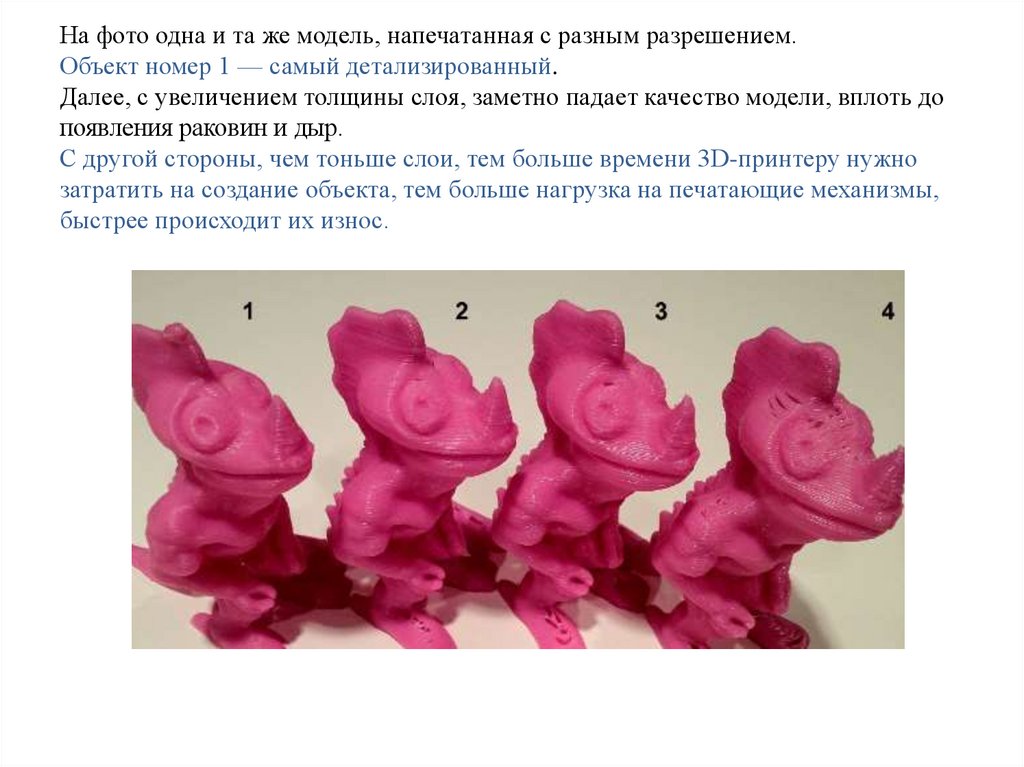
На фото одна и та же модель, напечатанная с разным разрешением.Объект номер 1 — самый детализированный.
Далее, с увеличением толщины слоя, заметно падает качество модели, вплоть до
появления раковин и дыр.
С другой стороны, чем тоньше слои, тем больше времени 3D-принтеру нужно
затратить на создание объекта, тем больше нагрузка на печатающие механизмы,
быстрее происходит их износ.
15.
Разрешение печати зависит отмногих факторов
• от технологии работы 3D-принтера
(например, лазерные принтеры печатают
самые детализированные модели);
• от точности работы печатающих
механизмов конкретной модели;
• от выбранного материала для 3D-печати;
• от настроек программного обеспечения.
16.
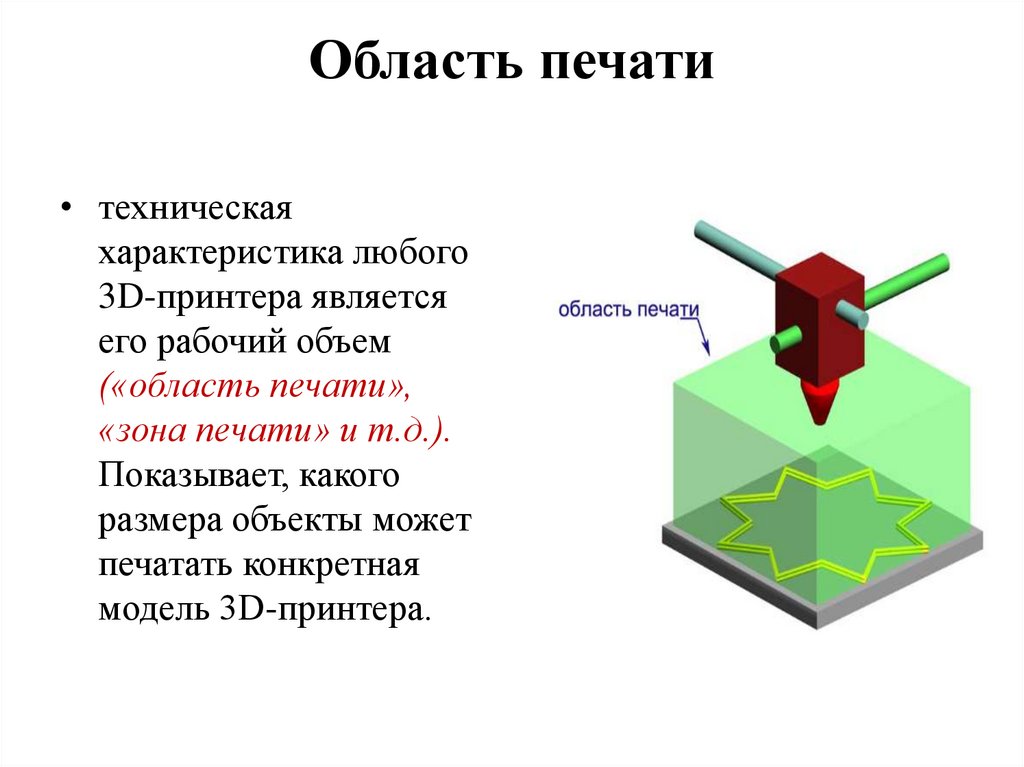
Область печати• техническая
характеристика любого
3D-принтера является
его рабочий объем
(«область печати»,
«зона печати» и т.д.).
Показывает, какого
размера объекты может
печатать конкретная
модель 3D-принтера.
17.
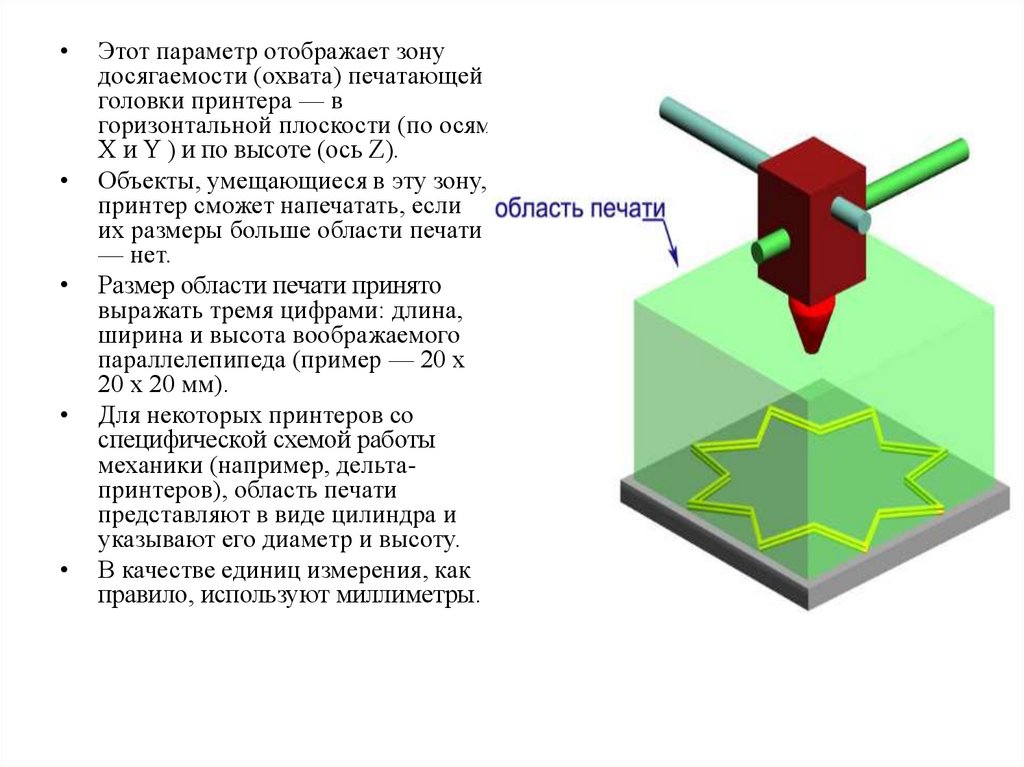
Этот параметр отображает зону
досягаемости (охвата) печатающей
головки принтера — в
горизонтальной плоскости (по осям
X и Y ) и по высоте (ось Z).
Объекты, умещающиеся в эту зону,
принтер сможет напечатать, если
их размеры больше области печати
— нет.
Размер области печати принято
выражать тремя цифрами: длина,
ширина и высота воображаемого
параллелепипеда (пример — 20 х
20 х 20 мм).
Для некоторых принтеров со
специфической схемой работы
механики (например, дельтапринтеров), область печати
представляют в виде цилиндра и
указывают его диаметр и высоту.
В качестве единиц измерения, как
правило, используют миллиметры.
18.
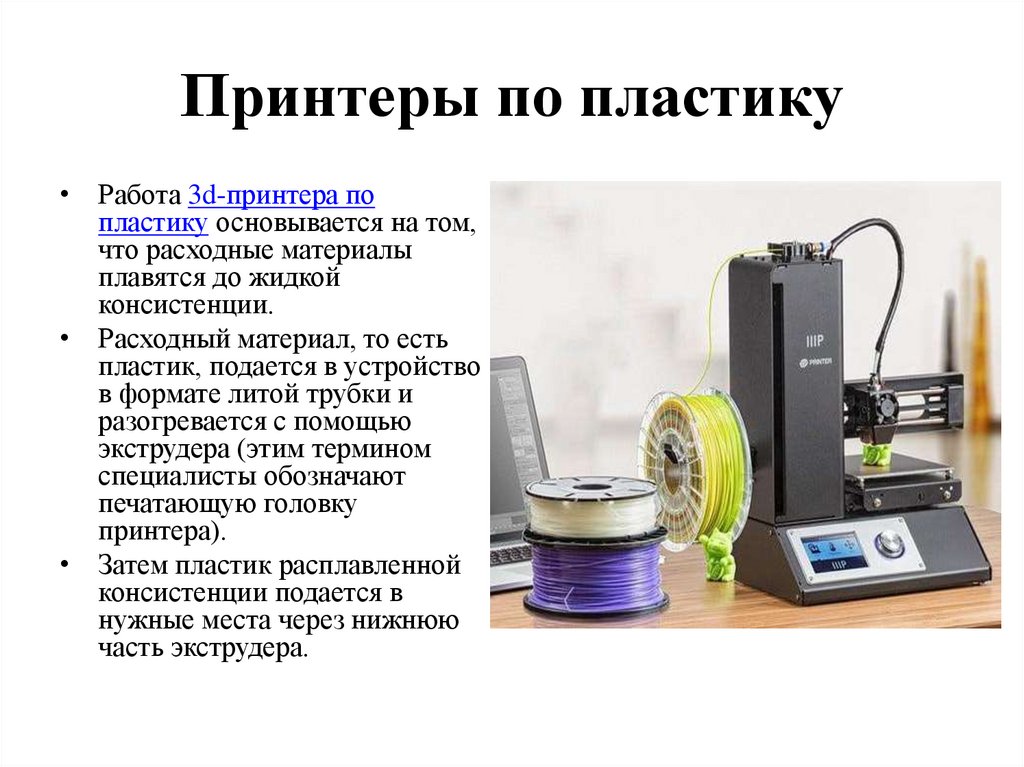
Принтеры по пластику• Работа 3d-принтера по
пластику основывается на том,
что расходные материалы
плавятся до жидкой
консистенции.
• Расходный материал, то есть
пластик, подается в устройство
в формате литой трубки и
разогревается с помощью
экструдера (этим термином
специалисты обозначают
печатающую головку
принтера).
• Затем пластик расплавленной
консистенции подается в
нужные места через нижнюю
часть экструдера.
19.
ТЕРМОПЛАСТИКИ20.
ABS• Высокая прочность, долговечность, стойкость к ударным
нагрузкам
• Идеально подходит для движущихся частей, автомобильных
деталей, корпусов электроники и игрушек
• Гибкость низкая, прочность на изгиб небольшая
• Растворим в ацетоне
• Не должен контактировать с пищей
• Общий температурный диапазон печати составляет 210 ° C 250 ° C
• Заметно деформируется при частичном охлаждении,
рекомендуется контролировать скорость остывания
• Рекомендуется платформа с подогревом 50 ° С - 100 ° С
• Средняя сложность печати, требует тонкой настройки
температуры сопла и платформы
21.
PLA• Прочный, удобный для пользователей, долговечный
• Идеален для печати маленьких игрушек
• Более высокая скорость печати, более плавный переход между
слоями
• Более хрупкий, чем ABS
• Не растворим
• О допустимости использования с пищевыми продуктами
уточняйте у производителя
• Общий температурный диапазон печати составляет 180 ° C 230 ° C
• Малая усадка при охлаждении, меньшая деформация по
сравнению с ABS
• Платформа с подогревом не обязательна
• Сложность печати - простая
22.
• Устройства для печати попластику гораздо чаще
применяются в домашних
условиях или на предприятиях
малого бизнеса, чем для печати
по металлу.
• С их помощью удобно
изготавливать сувенирную
продукцию, элементы
интерьера, различного рода
макеты, прототипы одежды и
обуви.
• Эта методика ценится за
высокое качество готовой
продукции и обширные
возможности ее кастомизации,
экологичность производства и
минимальное количество
отходов, разнообразие
материалов и предельно
быстрое прототипирование.
23.
Технологии 3d-печати, их специфика и используемыематериалы.
FDM
• Аббревиатура FDM расшифровывается
как
«моделирование
методом
наплавления». Также эта технология
известна под названием FFF, то есть
«производство методом наплавления
нитей». Эти два термина являются
абсолютными синонимами.
• Изделия выращиваются послойно из
пластиковой
нити,
которую
предварительно расплавляют. Головка
принтера плавит нить и укладывает ее в
положение, задаваемое 3d-моделью в
компьютере. Если готовому продукту
необходима
безупречно
гладкая
поверхность, его шлифуют. Если же
допустимы незначительные неровности
рельефа, образуемые за счет толщины
нити, товар готов к использованию сразу
после завершения печати.
24.
25.
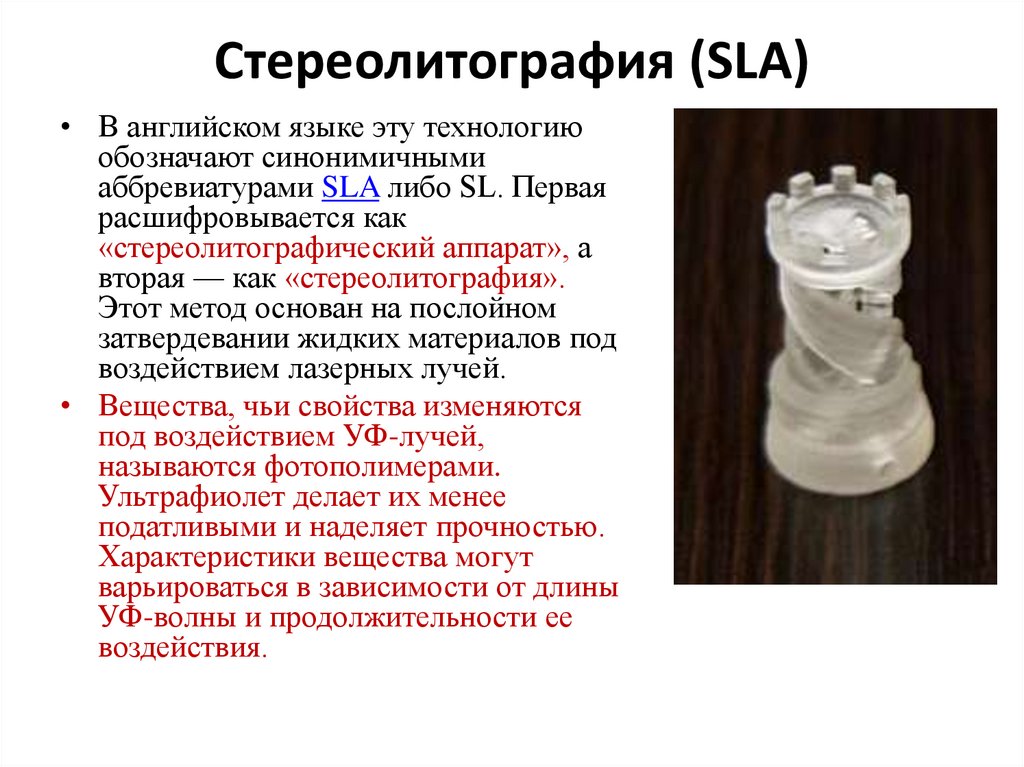
Стереолитография (SLA)• В английском языке эту технологию
обозначают синонимичными
аббревиатурами SLA либо SL. Первая
расшифровывается как
«стереолитографический аппарат», а
вторая — как «стереолитография».
Этот метод основан на послойном
затвердевании жидких материалов под
воздействием лазерных лучей.
• Вещества, чьи свойства изменяются
под воздействием УФ-лучей,
называются фотополимерами.
Ультрафиолет делает их менее
податливыми и наделяет прочностью.
Характеристики вещества могут
варьироваться в зависимости от длины
УФ-волны и продолжительности ее
воздействия.
26.
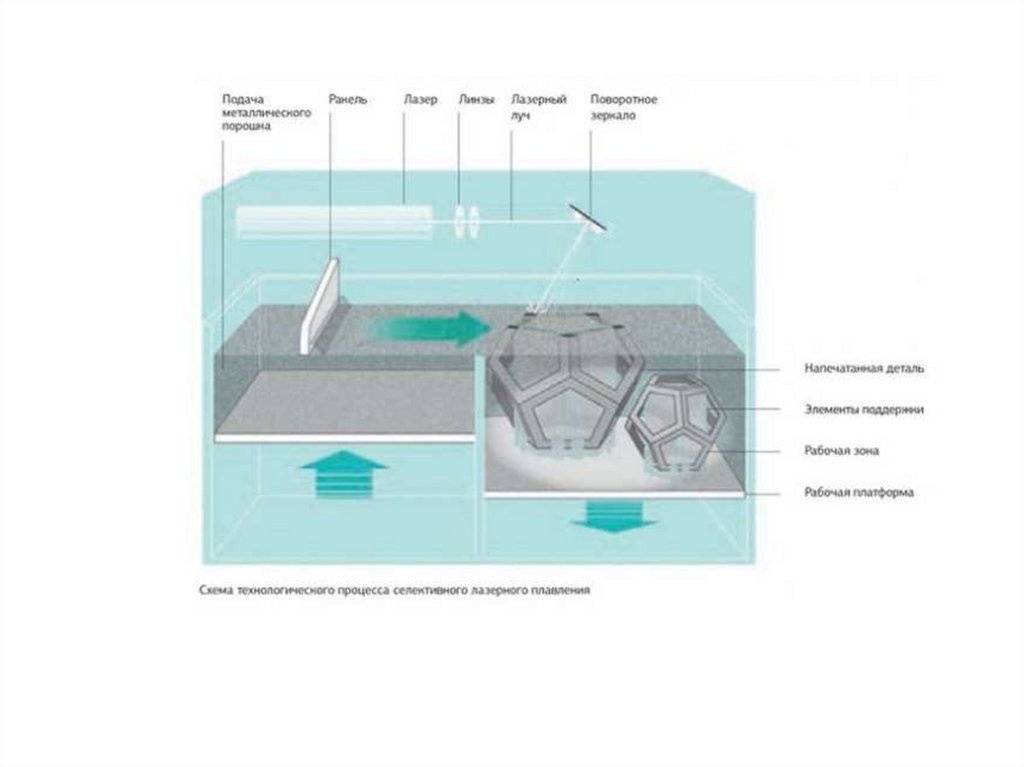
27.
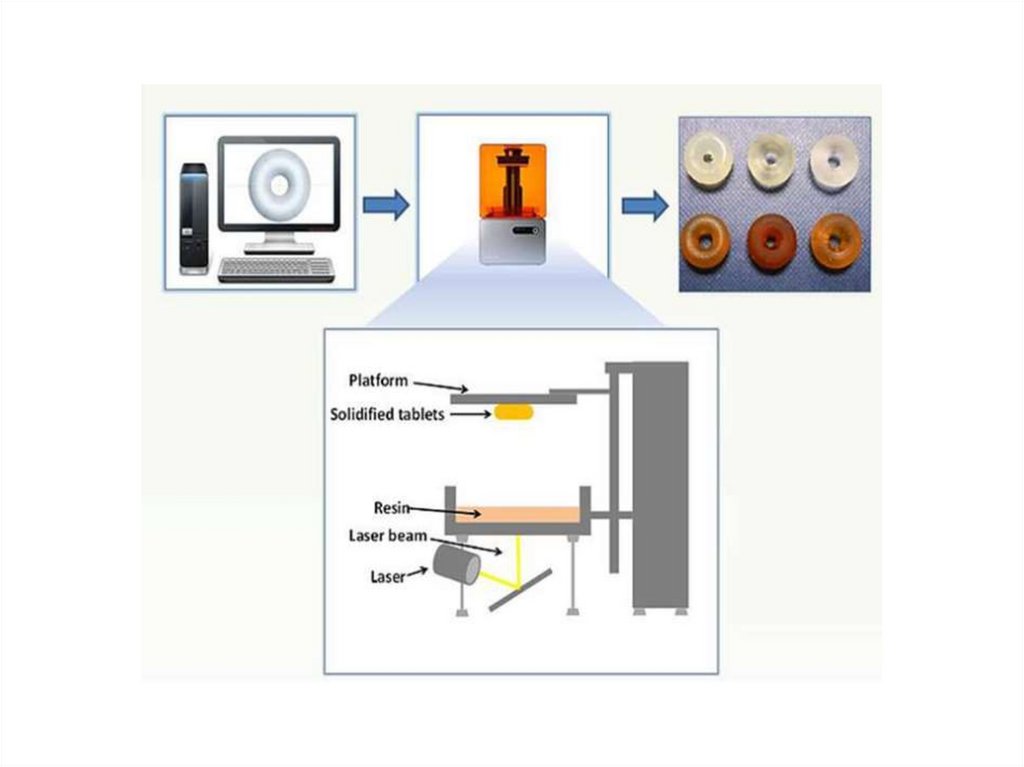
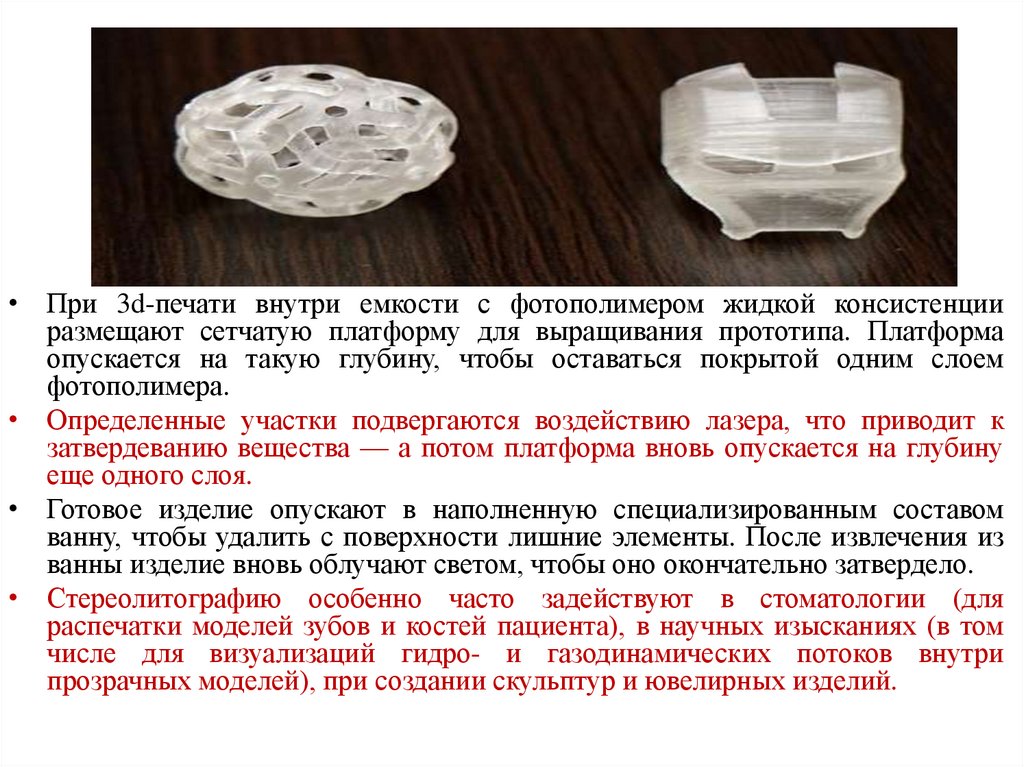
• При 3d-печати внутри емкости с фотополимером жидкой консистенцииразмещают сетчатую платформу для выращивания прототипа. Платформа
опускается на такую глубину, чтобы оставаться покрытой одним слоем
фотополимера.
• Определенные участки подвергаются воздействию лазера, что приводит к
затвердеванию вещества — а потом платформа вновь опускается на глубину
еще одного слоя.
• Готовое изделие опускают в наполненную специализированным составом
ванну, чтобы удалить с поверхности лишние элементы. После извлечения из
ванны изделие вновь облучают светом, чтобы оно окончательно затвердело.
• Стереолитографию особенно часто задействуют в стоматологии (для
распечатки моделей зубов и костей пациента), в научных изысканиях (в том
числе для визуализаций гидро- и газодинамических потоков внутри
прозрачных моделей), при создании скульптур и ювелирных изделий.
28.
29.
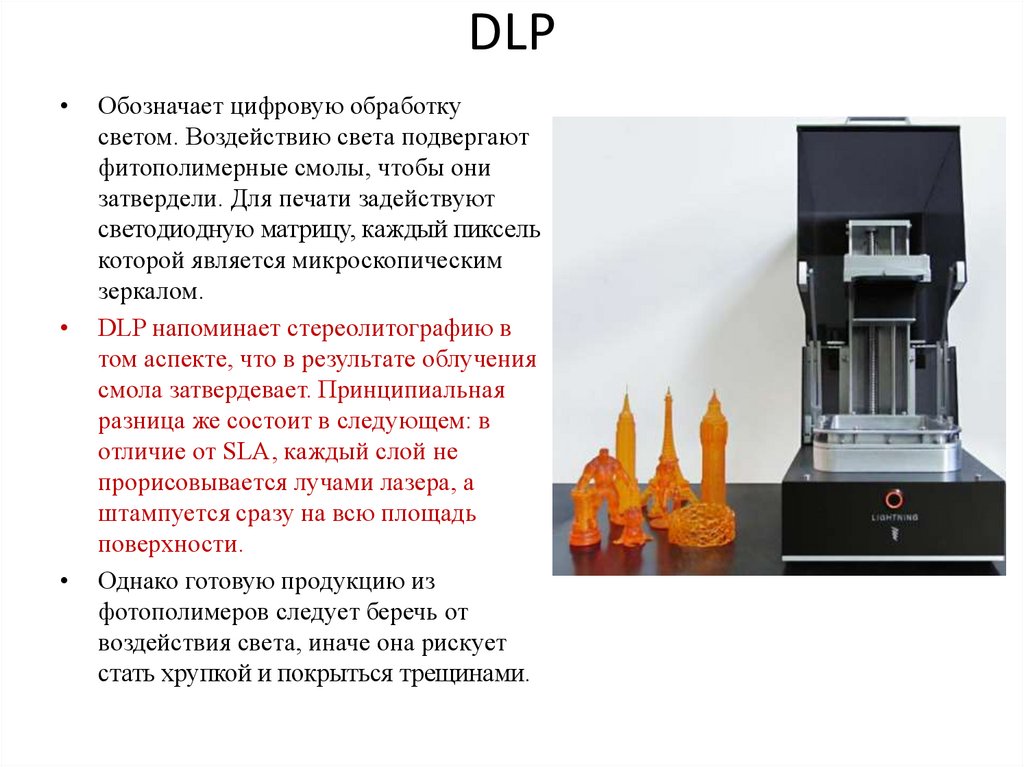
DLPОбозначает цифровую обработку
светом. Воздействию света подвергают
фитополимерные смолы, чтобы они
затвердели. Для печати задействуют
светодиодную матрицу, каждый пиксель
которой является микроскопическим
зеркалом.
DLP напоминает стереолитографию в
том аспекте, что в результате облучения
смола затвердевает. Принципиальная
разница же состоит в следующем: в
отличие от SLA, каждый слой не
прорисовывается лучами лазера, а
штампуется сразу на всю площадь
поверхности.
Однако готовую продукцию из
фотополимеров следует беречь от
воздействия света, иначе она рискует
стать хрупкой и покрыться трещинами.
30.
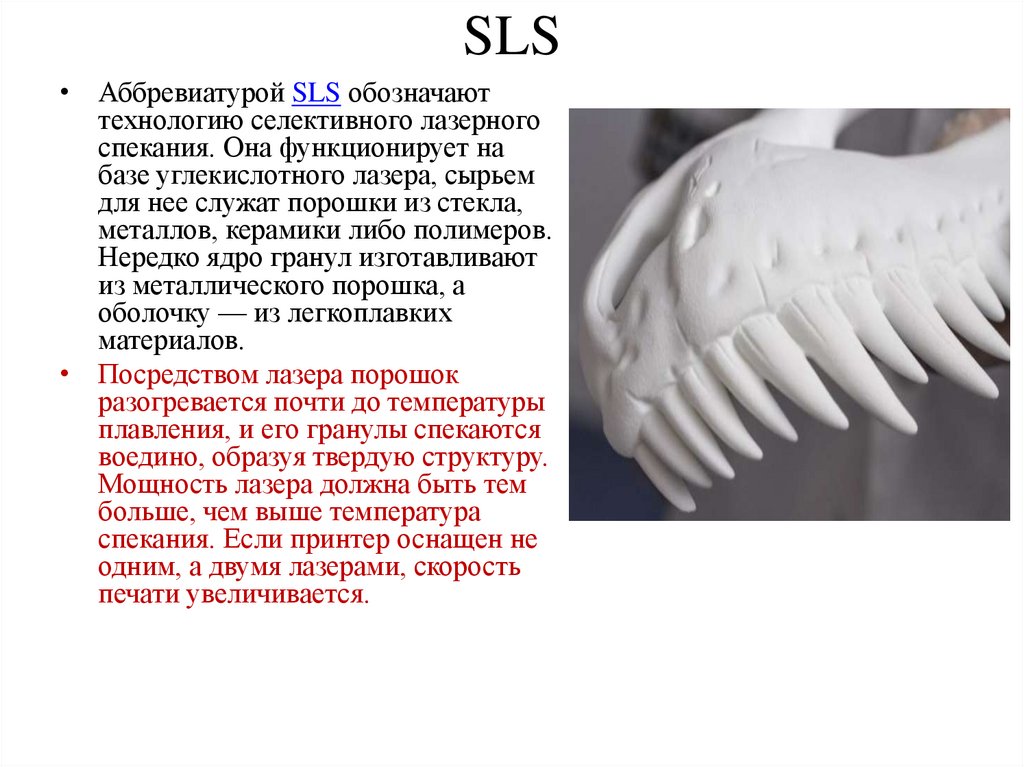
SLS• Аббревиатурой SLS обозначают
технологию селективного лазерного
спекания. Она функционирует на
базе углекислотного лазера, сырьем
для нее служат порошки из стекла,
металлов, керамики либо полимеров.
Нередко ядро гранул изготавливают
из металлического порошка, а
оболочку — из легкоплавких
материалов.
• Посредством лазера порошок
разогревается почти до температуры
плавления, и его гранулы спекаются
воедино, образуя твердую структуру.
Мощность лазера должна быть тем
больше, чем выше температура
спекания. Если принтер оснащен не
одним, а двумя лазерами, скорость
печати увеличивается.
31.
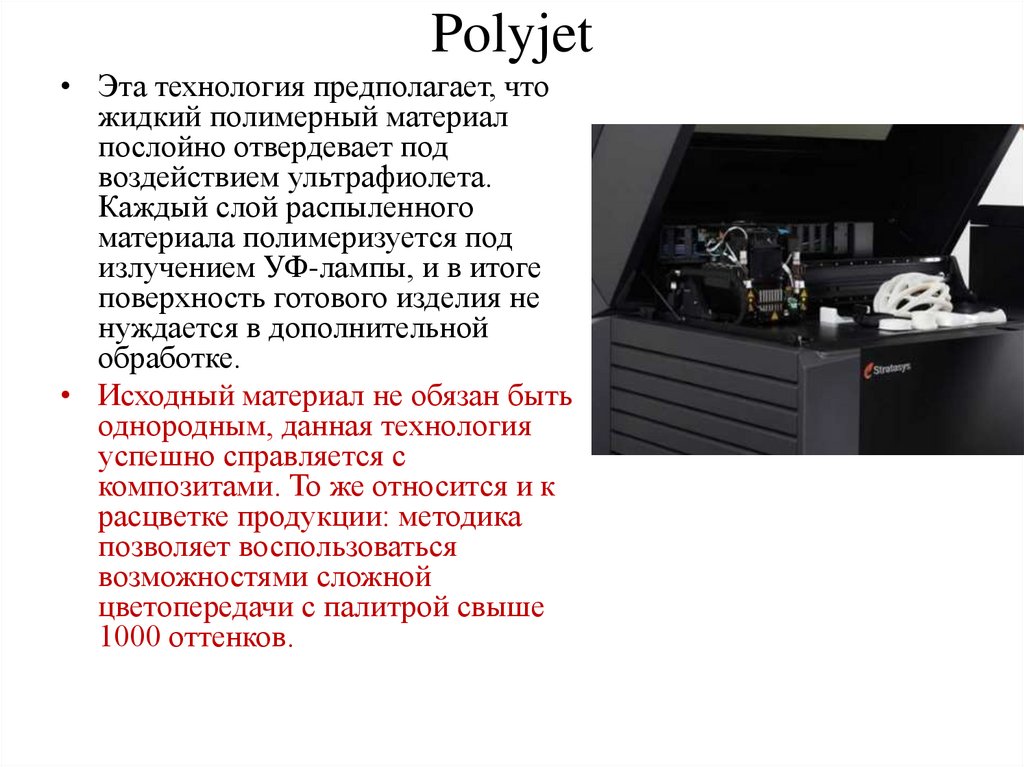
Polyjet• Эта технология предполагает, что
жидкий полимерный материал
послойно отвердевает под
воздействием ультрафиолета.
Каждый слой распыленного
материала полимеризуется под
излучением УФ-лампы, и в итоге
поверхность готового изделия не
нуждается в дополнительной
обработке.
• Исходный материал не обязан быть
однородным, данная технология
успешно справляется с
композитами. То же относится и к
расцветке продукции: методика
позволяет воспользоваться
возможностями сложной
цветопередачи с палитрой свыше
1000 оттенков.
32.
Наиболее востребованнымитехнологиями 3d-печати являются:
• FDM. Предусматривает послойное выращивание изделий из
расплавленной пластиковой нити. Имеет большой потенциал
для производства товаров повседневного потребления.
• SLA (стереолитография). Базируется на обработке
фотополимеров лазерными лучами. Пользуется спросом в
стоматологии, науке и искусстве.
• DLP. Цифровая обработка светом отличается от SLA тем, что
слои штампуются сразу по всей своей площади, что заметно
ускоряет процесс печати.
• SLS. При селективном лазерном спекании гранулы сплавляются
воедино под воздействием лазера. Эта методика удобна для
создания объектов со сложной геометрией.
• Polyjet. Предполагает воздействие УФ-лучей на полимеры.
Оптимальна для создания объектов с безупречно гладкой
поверхностью.
33.
Распространенные проблемы 3Dпечати
Деформация - Отклеивание первого слоя
Смещение первого слоя (Слоновья нога)
Смещение слоев в модели
Отсутствующие слои
Трещины в высоких объектах
Дыры на верхнем слое
Волоски, паутина
Недостаточное экструдирование
Избыточное экструдирование
34.
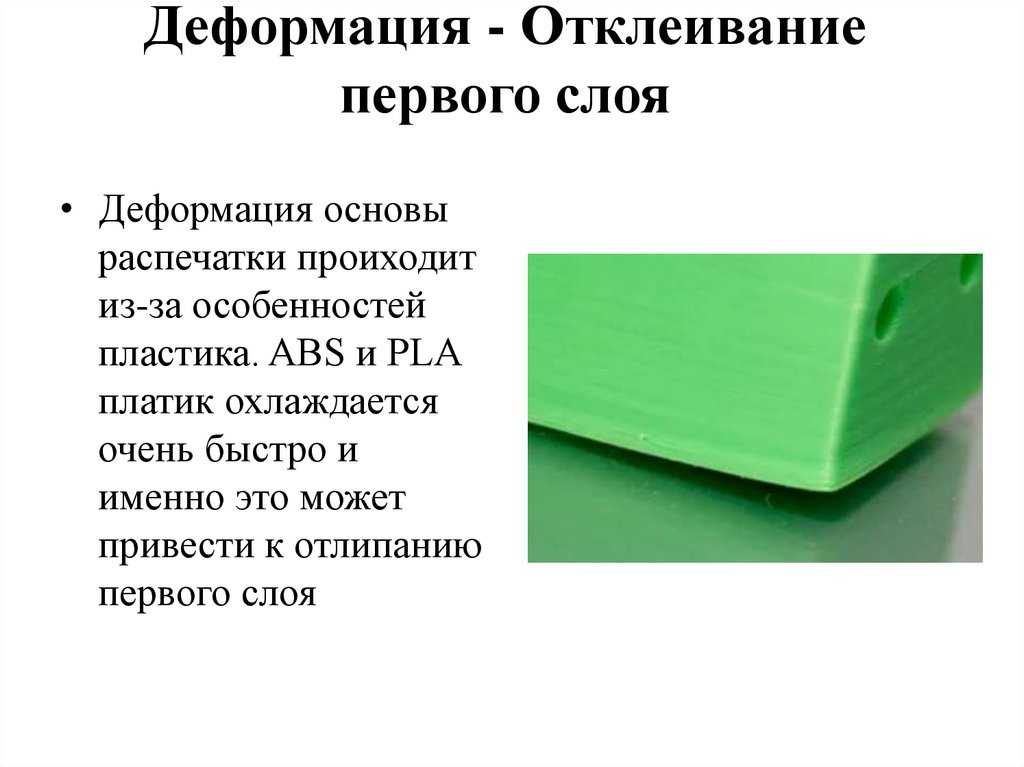
Деформация - Отклеиваниепервого слоя
• Деформация основы
распечатки проиходит
из-за особенностей
пластика. ABS и PLA
платик охлаждается
очень быстро и
именно это может
привести к отлипанию
первого слоя
35.
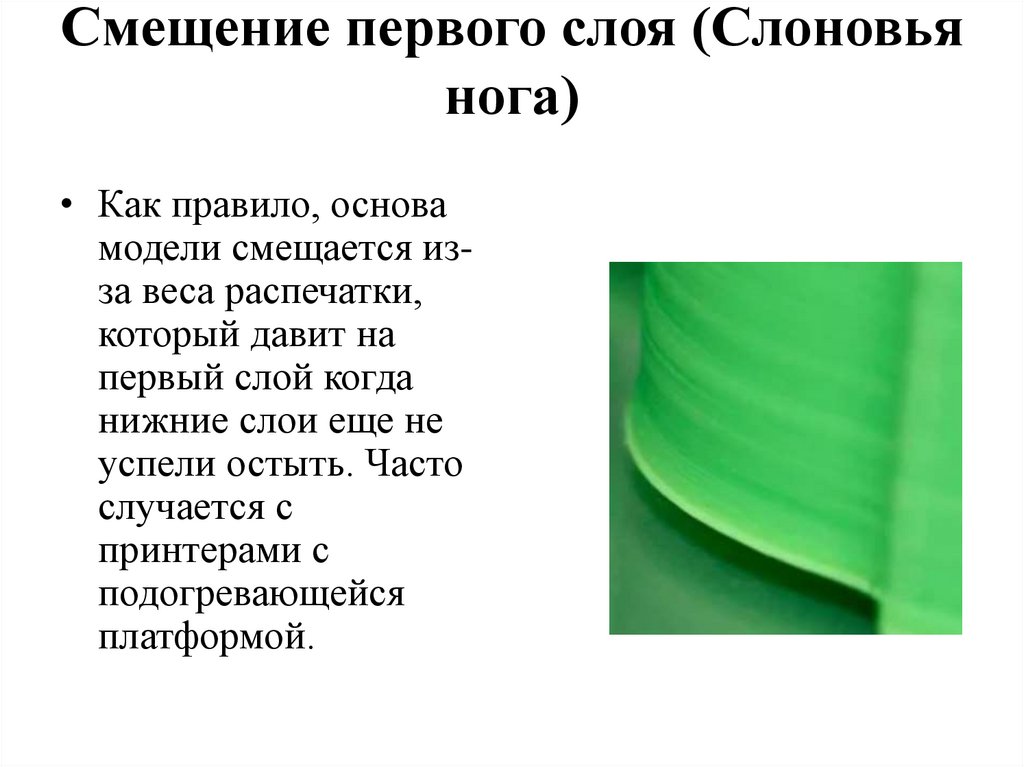
Смещение первого слоя (Слоновьянога)
• Как правило, основа
модели смещается изза веса распечатки,
который давит на
первый слой когда
нижние слои еще не
успели остыть. Часто
случается с
принтерами с
подогревающейся
платформой.
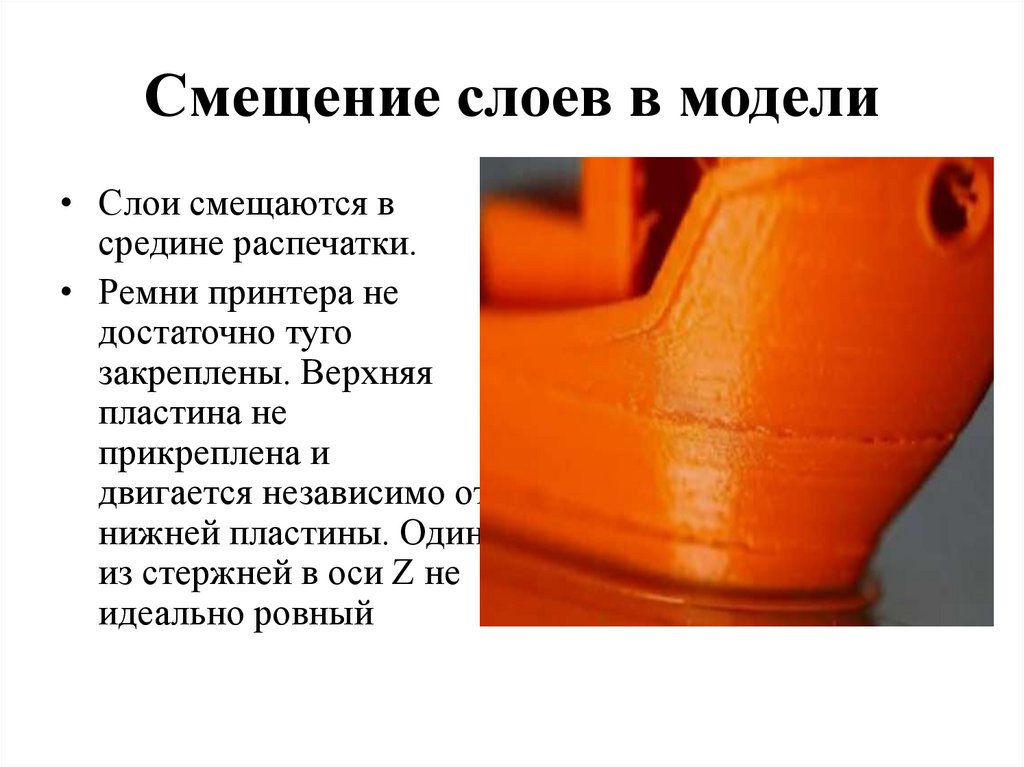
36.
Смещение слоев в модели• Слои смещаются в
средине распечатки.
• Ремни принтера не
достаточно туго
закреплены. Верхняя
пластина не
прикреплена и
двигается независимо от
нижней пластины. Один
из стержней в оси Z не
идеально ровный
37.
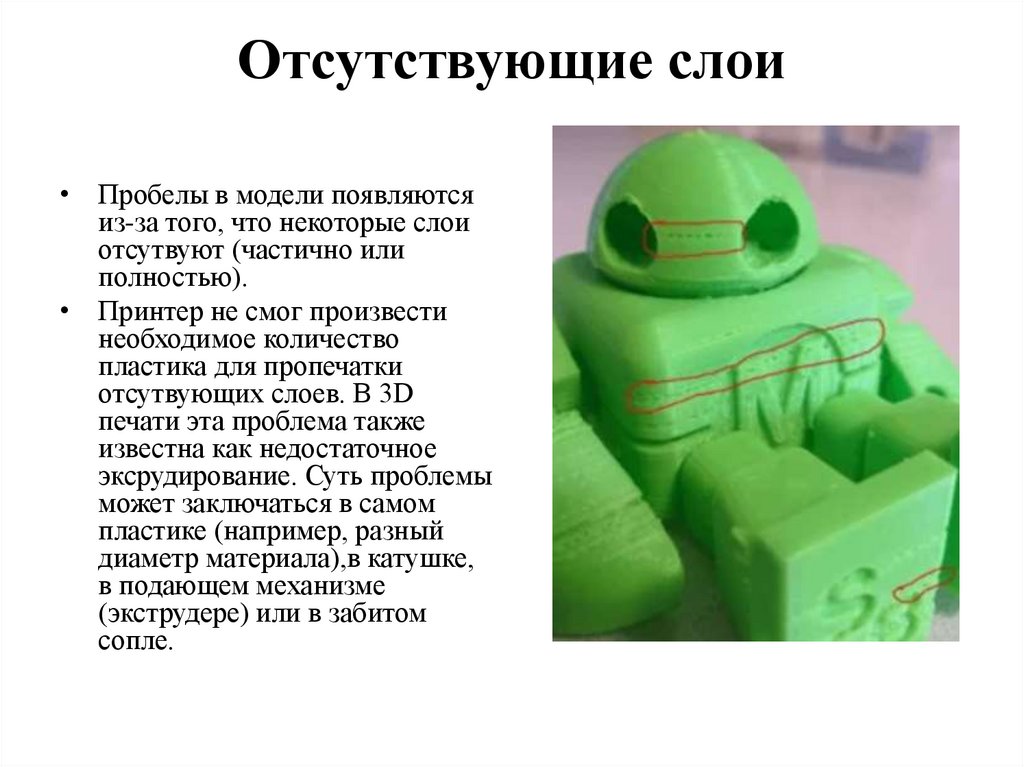
Отсутствующие слои• Пробелы в модели появляются
из-за того, что некоторые слои
отсутвуют (частично или
полностью).
• Принтер не смог произвести
необходимое количество
пластика для пропечатки
отсутвующих слоев. В 3D
печати эта проблема также
известна как недостаточное
эксрудирование. Суть проблемы
может заключаться в самом
пластике (например, разный
диаметр материала),в катушке,
в подающем механизме
(экструдере) или в забитом
сопле.
38.
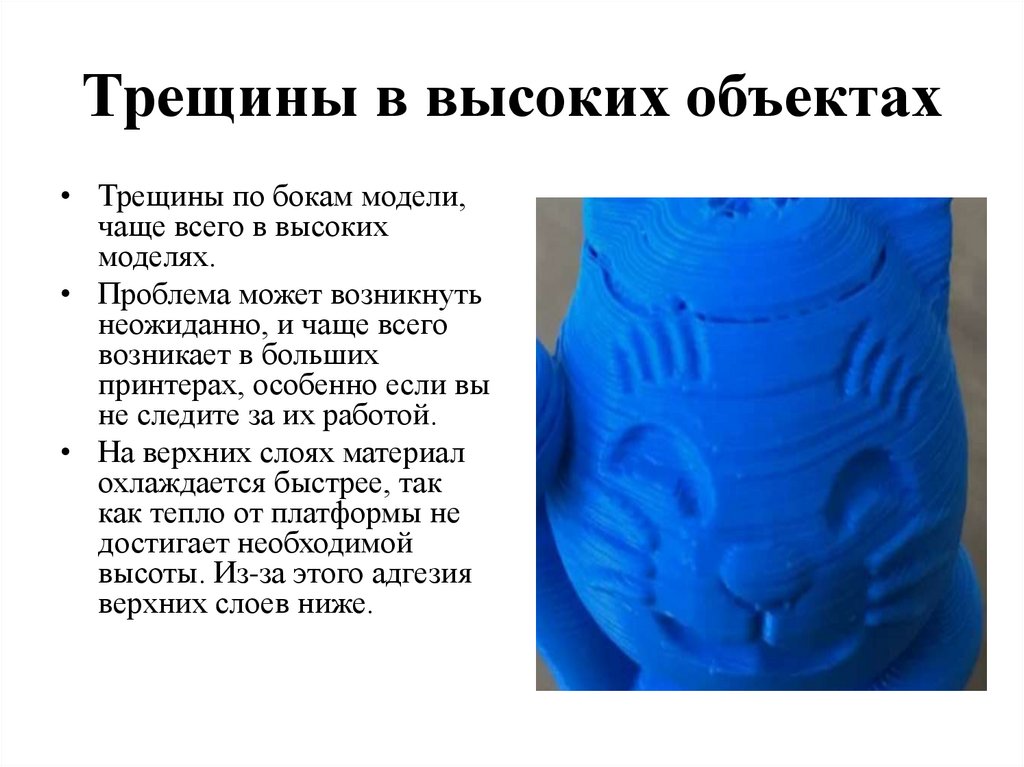
Трещины в высоких объектах• Трещины по бокам модели,
чаще всего в высоких
моделях.
• Проблема может возникнуть
неожиданно, и чаще всего
возникает в больших
принтерах, особенно если вы
не следите за их работой.
• На верхних слоях материал
охлаждается быстрее, так
как тепло от платформы не
достигает необходимой
высоты. Из-за этого адгезия
верхних слоев ниже.
39.
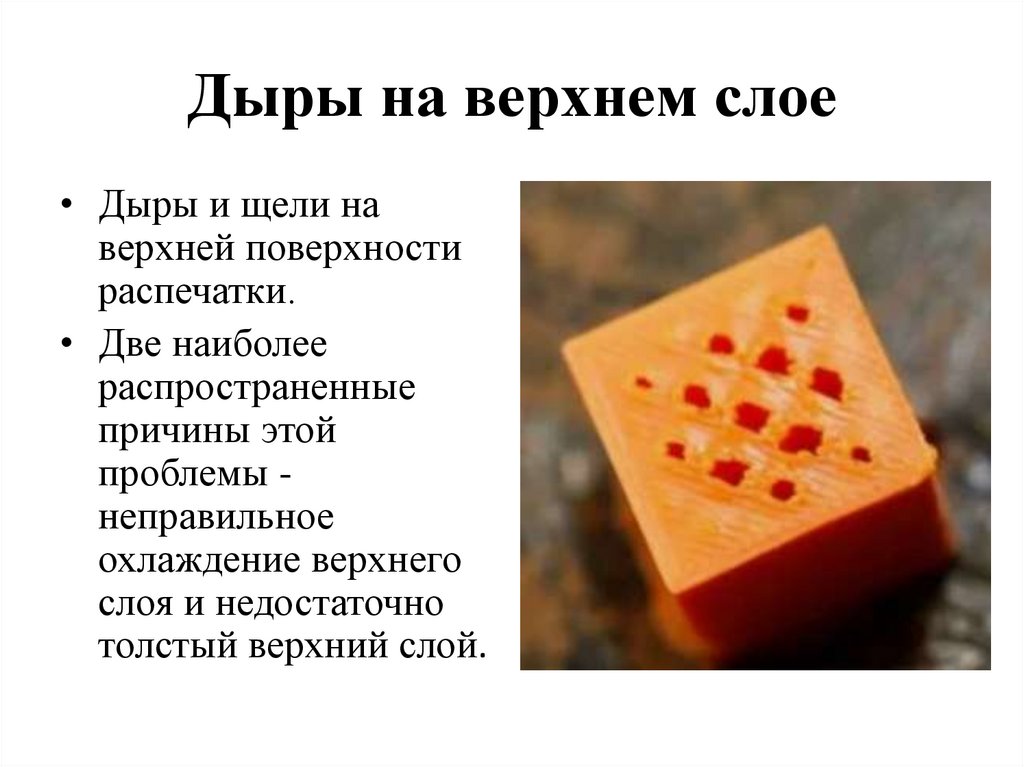
Дыры на верхнем слое• Дыры и щели на
верхней поверхности
распечатки.
• Две наиболее
распространенные
причины этой
проблемы неправильное
охлаждение верхнего
слоя и недостаточно
толстый верхний слой.
40.
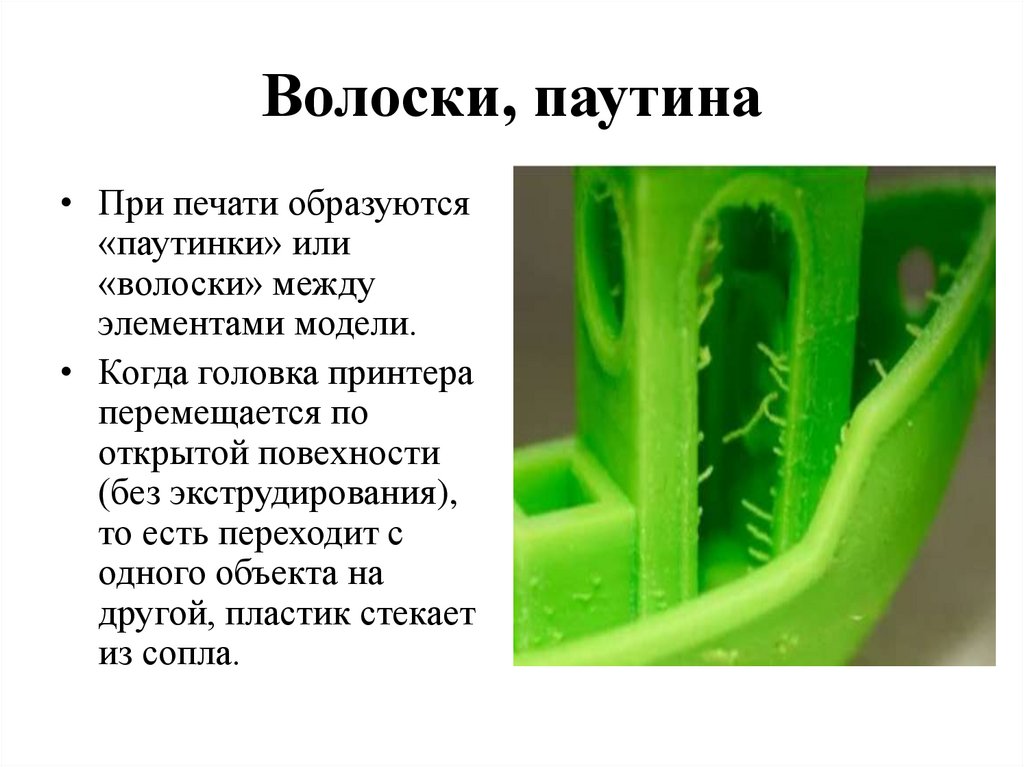
Волоски, паутина• При печати образуются
«паутинки» или
«волоски» между
элементами модели.
• Когда головка принтера
перемещается по
открытой повехности
(без экструдирования),
то есть переходит с
одного объекта на
другой, пластик стекает
из сопла.
41.
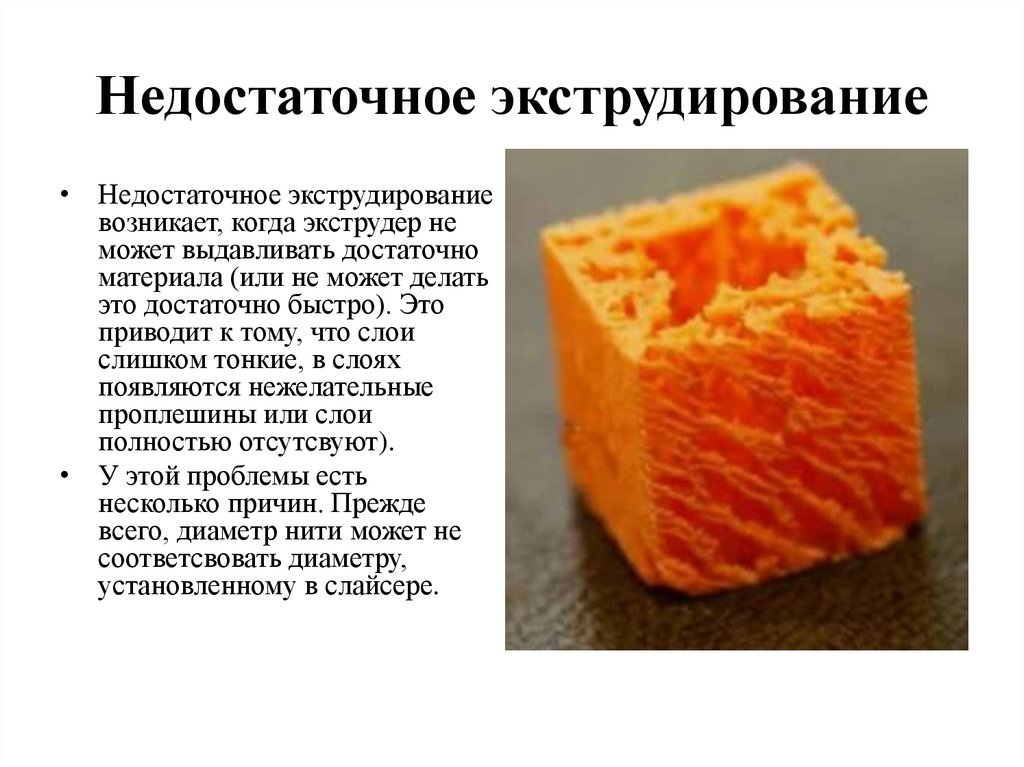
Недостаточное экструдирование• Недостаточное экструдирование
возникает, когда экструдер не
может выдавливать достаточно
материала (или не может делать
это достаточно быстро). Это
приводит к тому, что слои
слишком тонкие, в слоях
появляются нежелательные
проплешины или слои
полностью отсутсвуют).
• У этой проблемы есть
несколько причин. Прежде
всего, диаметр нити может не
соответсвовать диаметру,
установленному в слайсере.
42.
Избыточное экструдирование• Избыточное
экструдирование
означает, что принтер
поставляет больше
материала, чем
необходимо. Это
сказывается на том,
что на распечатке есть
излишки филамента.