






 и микроструктура (б – к) неметаллических включений на глубине 15 мм: в)×10000, д)×10000, е)×7000, з)×10000, б)×8000, г)×800")





 Промышленность
ПромышленностьПохожие презентации:










Качество изделий из железоуглеродистых сталей с оценкой их по коэрцитивной силе
1. Повышение качества изделий из железоуглеродистых сталей комплексным влиянием с оценкой их свойств по коэрцитивной силе
Кафедра технических систем ремонтного производстваПовышение качества изделий из
железоуглеродистых сталей
комплексным влиянием с оценкой
их свойств по коэрцитивной силе
Научный руководитель: д.т.н., проф. Власовец В.М.
Аспирант 1-го года обучения: Заец В. Н.
2.
Рис. 1 – схемашаропрокатного стана.
Рис. 3 – Мельница
барабанного типа.
Рис. 2 – Бункер для
закалки шаров.
3. Цели и задачи
Цель: повышение качества изделий з оценкой их механических и эксплуатационныхсвойств по коэрцитивной силе путем комплексного воздействия
Задачи:
• Исследовать в условиях действующего производства и эксплуатации основные
причины отклонений структуры, фазового состава и их влияния на изменения
свойств материала
• Разработать общий методологический подход с оценки влияния структурнофазового состава материала на свойства исследуемых изделий без их разрушения
с использованием магнитной характеристики.
• Разработать методики создания 2D и 3D конечно-элементных моделей объектов
исследования с учетом реальной структуры материала, произвести моделирование
процессов комплексного влияния с использованием реальной структуры и
осуществить проверку адекватности экспериментальным исследованием.
• Повысить уровень свойств изделий за счет управления структурно-фазовыми
превращениями материалов в процессе из производства и эксплуатации, а также
управления уровнем механических свойств в зависимости от НДС и температурновременных условий обработки на основе данных магнитного контроля с учетом
особенностей измеряемого процесса.
• Разработать рекомендации к обеспечению повышения стойкости изделий с учетом
технико-экономической эффективности разработок. Произвести экономическую их
реализацию в условиях промышленного производства.
4. Методика исследований
Рис. 4 - Общий вид исследованных катанных мелющих шаров Ø80 мм послезакалки (а) и охлаждения до температуры самоотпуска 120°С (б) и 250°С (в).
Ø80
Направление прокатки
А
а)
В
б)
в)
Рис.5. - Схема замеров шаров (а), порезки (б) и общий вид образцов (в) ум. ×2.7. Замеры 2, 4, 5 и 6 –
недеформированные при изготовлении шара полюса – поверхность прокатанной заготовки. А и В –
места вырезки образцов
5. Значения коэрцитивной силы
а)б)
в)
Рис.6 - Изменение
уровня магнитного
параметра,
замеренного
в одних
и тех
Рис.3 - Изменение
уровня магнитного
параметра,
замеренного
в одних
и
же точках,
количества
измерений,
проводимых
черезчерез
1 мин:
а – после
тех жеотточках,
от количества
измерений,
проводимых
1 мин:
а – после
закалки,
б и вб–и после
отпуска
при
соответственно
закалки,
в – после
отпуска
при120
120ии250°С
250°С соответственно
6. Дефекты
полости соследами
экзогенных
включений
остатки усадочной раковины
Ф
Зона В
Зона В
Зона А
Зона А
Дефекты
Зона С
б)
а)
трещины, образовавшиеся в
высокотемпературной
области декорированы
ферритной оторочкой
б)
термическая трещина,
способствующая появлению сколов
шаров при эксплуатации
закалочная
трещина
микропора
а)
в)
г)
Рис. 8 - Магистральная трещина шара (а, в)
Рис. 7 - Радиально направленные к
образовавшаяся при закалке вдоль
поверхности изделия трещины а – ×70, б –
направления прокатки
×200.
7. Автоматизированная методика подсчета неметаллических включений
Рис 9. Фрагментыизображения при
построении размерной
цепочки по секущей линии
и завершенная
совокупность размеров
Рис.10. Двухмерная структура на
площади шлифа с образмеренными
хордами микрочастиц, ×1000 ув. 1,5 р.
Для определения параметров двумерной структуры в плоскости шлифа
подсчитывали структурные составляющие на определённой его площади и вдоль
секущей линии. Для автоматизации подсчёта использовали комплекс 2D и 3D
моделирования – Autodesk AutoCAD
8. Рис 11. Гистограмма распределения (а) и микроструктура (б – к) неметаллических включений на глубине 15 мм: в)×10000, д)×10000, е)×7000, з)×10000, б)×8000, г)×800
Рис 11.Гистограмма
распределения
(а) и
микроструктура
(б – к)
неметаллических
включений на
глубине 15 мм:
в)×10000,
д)×10000,
е)×7000,
з)×10000,
б)×8000, г)×8000,
е)×8000,
ж)×8000,
и)×8000.
9. Рис 12. Структура формируемая в процессе термообработки
1-мартенситная зона(0-5мм)2-троостит (5-10 мм)
4-перлит (15-20мм)
5-перлит и феррит(20-25мм)
Рис 12. Структура
формируемая в
процессе
термообработки
3-феррит и перлит (10-15мм) 6-преимущественно феррит и
перлит (25 мм и выше)
10. Полученные графики охлаждения методом конечных элементов
Рис 13. Теоретические кривые изменения температуры металлаизделий и микроструктуры рабочего слоя (×2700) после закалки в
воду от 850°С (а) с последующим отпуском при 120°С (б) и 250°С (в)
для поверхностного слоя (кривая 1) и на глубине 30 мм (кривая 2).
11.
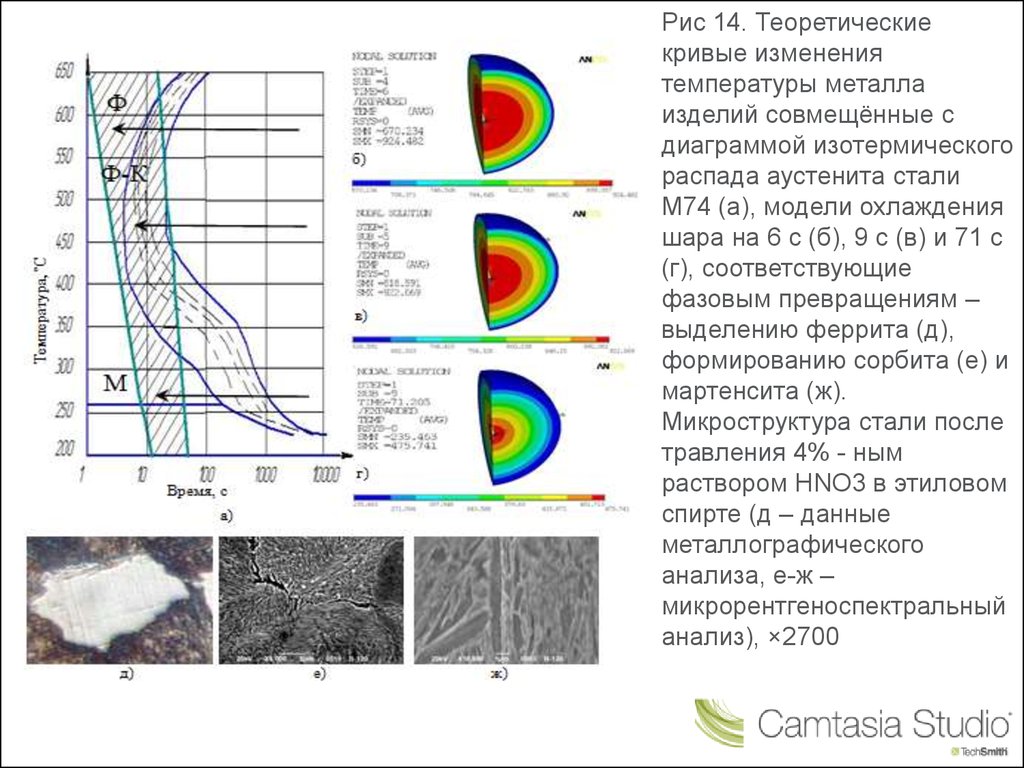
Рис 14. Теоретическиекривые изменения
температуры металла
изделий совмещённые с
диаграммой изотермического
распада аустенита стали
М74 (а), модели охлаждения
шара на 6 с (б), 9 с (в) и 71 с
(г), соответствующие
фазовым превращениям –
выделению феррита (д),
формированию сорбита (е) и
мартенсита (ж).
Микроструктура стали после
травления 4% - ным
раствором HNO3 в этиловом
спирте (д – данные
металлографического
анализа, е-ж –
микрорентгеноспектральный
анализ), ×2700
12. Апробация работы:
• 1. Международная научно-практическая конференция, посвященная 60летию Белорусского государственного аграрного техническогоуниверситета и памяти первого ректора БИМСХ(БГАТУ), доктора
технических наук, профессора В.П. Суслова (Минск, 4 июня 2014г.).
• 2. Новые материалы и технологии в машиностроении: доклады ХХ
Международной научно-технической конференции. (Брянск 10 октября
2014г
• 3. Міжнародна науково-практична конференція «Проблеми надійності
машин та засобів механізації сільськогосподарського виробництва»
(Харків, 15 травня 2014р.)
• 4. Міжнародна наукова сесія «Інноваційні проекти в галузі технічного
сервісу» (Харків, 21 березня 2014р.)
• 5. Х-й международный форум молодежи «Молодежь и
сельскохозяйственная техника в ХХІ веке» (Харьков, 3 апреля 2014г.)
13. Опубликованные статьи
• 1. Заец В.Н. Оценка неметаллических включений в стали эвтектоидногосостава / Сидашенко А.И., Власовец В.М., Заец В.Н.// Весник БГАТУ в 2
ч. - Минск : БГАТУ, 2014.- С. 361 - 368.
• 2. Заец В.Н. Моделирование процессов термической обработки
катанных шаров из стали эвтектоидного состава / В.М.Власовец,
В.Н. Заец //Материалы конференции, Брянск, 2014. – С. 262 – 268.
• 3. Заец В.Н. Разработка методики автоматизированного подсчета
количества неметаллических включений в стали при оценке качества
изделий / В.М. Власовец, В.Г. Ефременко, В.Н. Заец// Весник ХНТУСХ
им П. Василенка – Харьков: 2014. – С 266-274.
• 4. Заец В.Н. Оценка возможности неразрушающего контроля отпуска
мелющих шаров из стали 75 по коэрцитивной силе / В.М Власовец, Т.С.
Скобло, В.Г. Ефременко, В.Н. Заец// Весник ХНТУСХ им П. Василенка –
Харьков: 2014. – С 261-269.
• 5. Заец В.Н. К разработке метода оценки качества неметаллических
включений в металлических изделиях /В.М. Власовец, В.Н. Заец, В.С.
Лепський // Материали Х-го международного форума молодежи
«Молодежь и сельскохозяйственная техника в ХХІ веке» – Харьков:
2014 – С 108.