























 Маркетинг
МаркетингПохожие презентации:










Торговая марка Osgard. Смесители
1.
2. Этапы производства
Основные этапы производства смесителя:1.Изготовление корпуса смесителя
2.Заливка латуни в форму
3.Шлифовка корпуса смесителя
4.Нанесения хромированного покрытия
5.Сборка смесителя
6.Тестирование готового смесителя
7.Упаковка
Компания OSGARD гордится качеством и рабочими характеристиками
выпускаемой ей продукции. Высочайшее качество обеспечивается как
многочисленными промышленными испытаниями самого продукта еще до
запуска смесителя в массовое производство, так и строжайшим контролем на
каждом этапе производства.
3.
Этапы производства –латунь 59 маркиНа первом этапе на спектрографе производится проверка качества входящего
сырья – латуни. Все детали смесителей OSGARD, которые имеют контакт с
водой, выполнены из полностью безопасной для здоровья латуни марки 59.
Cu: 59.0~60.0;
Sb: 0.01 max;
Pb: 0.5 max;
Bi: 0.003 max
Fe: 0.3 max;
Zn: 38-40
При содержании цинка до 45 % возрастают одновременно и прочность, и
пластичность. Прочность увеличивается до содержания цинка около 45%, а
затем уменьшается так же резко, как и пластичность.
Содержание свинца (Pb) в латуни не должно превышать 2,5% согласно
Российским ГОСТам и 1,7% согласно европейским стандартам. Превышение
установленной нормы содержания свинца (Pb) наносит вред здоровью потому,
что свинец имеет особенность концентрироваться в воде.
4.
Этапы производства – EXAKT PROТехнология литья EXAKT PRO основана на литье металла
под низким давлением, что позволяет избежать
турбулентности при заполнении формы. Поэтому смесители
OSGARD имеют более плотную структуру и больший вес.
Испытания смесителей, изготовленных по технологии EXAKT
PRO, показывают, что они имеют более высокий предел
прочности на разрыв.
Технология EXAKT PRO
- обеспечивает правильную геометрию изделия,
- гарантирует высокое качество поверхности, а
гальваническое покрытие имеет лучшее сцепление с
подготовленной поверхностью,
- служит гарантией отсутствие пор от воздуха и газов,
захваченных потоком металла при заполнении формы,
Все это позволяет компании OSGARD предоставлять
расширенную гарантию на свою продукцию – 8 лет.
5.
Этапы производства - FERRATTAТехнология многослойного покрытия FERRATTA технология основана на нанесении 8 слоев
покрытия.
Уникальные особенности:
- предварительное нанесение слоев меди,
- толщина слоев никеля в покрытии FERRATTA на
75% превышает показатели конкурентов,
- толщина слоев хрома в покрытии FERRATTA в
2,5 раза превышает показатели других
производителей.
Это обеспечивает сверхгладкое и блестящее
покрытие в течение всего срока службы.
6.
Этапы производства - FERRATTAТри слоя меди наносятся на латунную
заготовку как подготовительная операция
перед покрытием другими, более
прочными и нарядными слоями –
никелевыми и хромовыми.
Медь, правильно нанесенная, очень
прочно держится и выравнивает
шероховатости и дефекты отлитой
формы, а другие металлы, в свою
очередь, хорошо осаждаются на медной
пленке.
7.
Этапы производства - FERRATTAПервый, основной слой никеля необходим для защиты
от коррозии металла, никелевое покрытие увеличивает
стойкость к атмосферным воздействиям. Следующий
слой никеля наносится и подвергается автоматической
шлифовке. Затем еще раз осаждается никель для
устранения всех мельчайших неровностей, остающихся
после шлифовки.
На идеально гладкую поверхность наносят 2 слоя
хрома, которые характеризуются высокой твердостью и
обеспечивают конечный привлекательный вид.
8.
Этапы производства – установкакартриджа
При производстве смесителей OSGARD используется 3 типа
картриджа:
- фирменный картридж OSGARD,
- картридж SEDAL,
- картридж ECO OSGARD (для экономии воды)
9.
Этапы производства – установкакартриджа
Фирменный картридж OSGARD
-Изготовлен из оксида алюминия,
-Рассчитан на температуру эксплуатации от -23
до +100ºС,
-Имеет угол регулировки хода 100º,
-Имеет уровень шума 18-19 db,
-Выдерживает тест на деформацию при
давлении 35 Bar,
-Расход воды при давлении 3 Bar – 20.5 литров,
-Протестирован на 250 000 циклов открыванийзакрываний,
10.
Этапы производства – установкакартриджа
артридж SEDAL :
- изготавливается на заводах в Испании и Китае в
соответствии со стандартом ISO 9001-2000
- протестирован на 250 000 циклов открыванийзакрываний
июля 2013 г коллекции комплектуются картриджем
SEDAL
NGLAIS 12073
XTEL 13073
INDER 27014, 27324
-
11.
Этапы производства – установкакартриджа
Конструкция Eco картриджа в ряде моделей
позволяет сократить расход воды на 50%.
Ход ручки имеет специальное положение, при
котором включается экономичный режим
расхода воды, вдвое меньше возможного.
Если необходим максимальный поток,
поднимите ручку смесителя вверх до упора.
На данный момент модели ARVILLE, LINDWALD,
WALENBERG, SATWIG комплектуются
картриджем ECO.
12.
Этапы производства – керамическиекран-буксы
13.
Этапы производства – установкааэратора
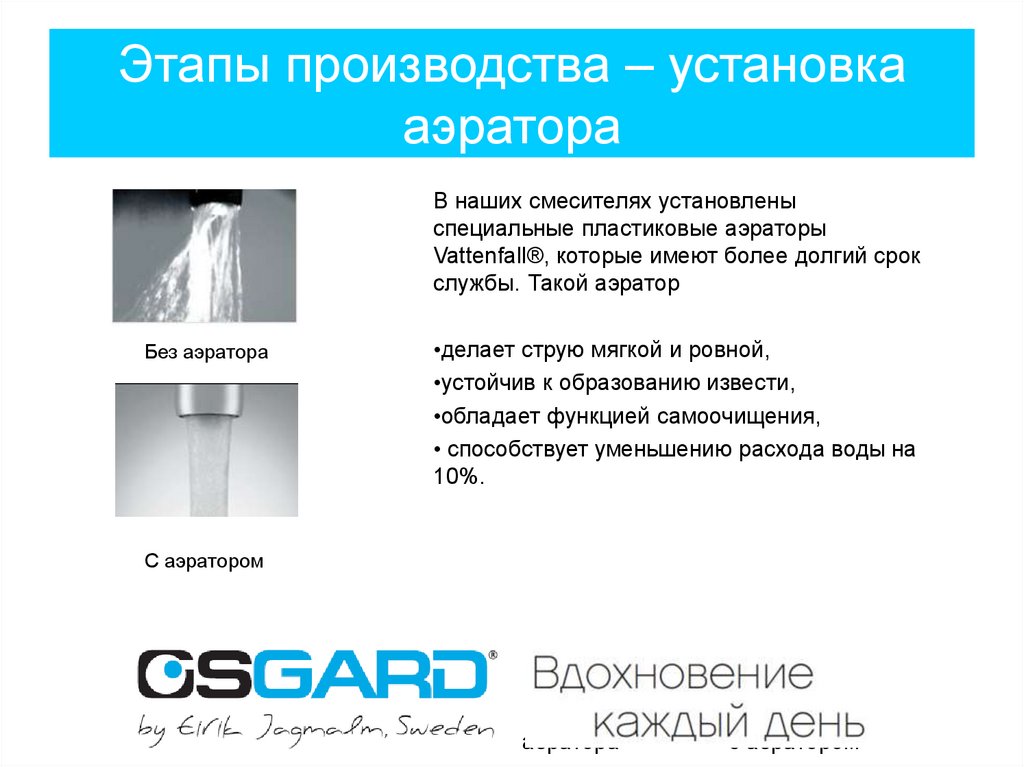
В наших смесителях установлены
специальные пластиковые аэраторы
Vattenfall®, которые имеют более долгий срок
службы. Такой аэратор
Без аэратора
•делает струю мягкой и ровной,
•устойчив к образованию извести,
•обладает функцией самоочищения,
• способствует уменьшению расхода воды на
10%.
С аэратором
Без аэратора
с аэратором
14.
Этапы производства – установкадивертора
Фиксируемый дивертор (переключатель на душ)
В однозахватных смесителях OSGARD используется рычажный
дивертор – для переключения режима с излива на душ рычажок
дивертора необходимо просто потянуть наверх. Обратное
переключение может происходить автоматически (при
выключении воды) или вручную.
Вручную дивертор легко зафиксировать в положении «душ»–необходимо потянуть
наверх и повернуть на 90º. В таком положении смесители
способны работать при давлении от 0,05 до 1 Мпа, таким
образом, напор воды в системе не повлияет на комфортное
принятие душа.
Чтобы снять фиксацию дивертора, необходимо еще раз потянуть рычажок наверх и
повернуть на 90 градусов в любую сторону.
Обратите внимание – если фиксацию не снимать, то при последующем включении
воды она вновь польется из душа.
15.
Этапы производства16.
Этапы производстваВсе смесители OSGARD упакованы в качественную фирменную упаковку из
гофрокартона, что предотвращает получение повреждений при
транспортировке.
Все съемные части, находящиеся в коробке, изолированы друг от друга и
упакованы по отдельности:
корпус упакован в тканевый мешочек; излив, лейка, шланг, держатель для
лейки, декоративные отражатели и эксцентрики – упакованы по отдельности в
мягкую пленку.
17.
КОНТРОЛЬ КАЧЕСТВАОтличительной чертой продукции торговой марки OSGARD является высокая
технологичность, которой удалось добиться с помощью постоянного контроля за
процессом производства. На сегодняшний момент система управления качеством
на всех заводах компании OSGARD соответствует международным стандартам
ISO 9001.
В производственный процесс каждый год внедряются новые технологии и
последние разработки инженеров. Все это позволило торговой марке OSGARD
превратиться в успешную, быстро развивающуюся компанию как в странах
Западной, так и Восточной Европы.
18.
КОНТРОЛЬ КАЧЕСТВАВсе изделия ТМ OSGARD проходят многоступенчатый контроль качества:
1.контроль качества поступающего сырья (латуни). На производстве установлен
рентгеноспектральный аналитический комплекс для проверки химического
состава сырья.
2.По окончании технологического процесса отливки корпуса производится
контроль заготовки на отсутствие сколов, трещин и свищей.
3.По окончании процесса полировки корпуса смесителя на станках производится
контроль качества полировки на специальных компьютерных стендах.
4.Контроль толщины хромо-никелевого покрытия проверяется на специальном
приборе-спектрографе и здесь же осуществляется отбор образцов для
проведения испытаний в «солевом тумане».
5.Испытания всех комплектующих, используемых при производстве. Отбор
производится из каждой партии.
6.По окончании сборки смесителя производится контроль герметичности каждого
готового изделия давлением водой и воздухом.
19.
Контроль качестваКАЖДЫЙ смеситель перед упаковкой проходит
проверку на испытательном стенде под
давлением воды 25 Bar в течение 60 секунд. С
помощью данного теста можно выявить:
–Протечки;
–Проверить работоспособности комплектующих;
–Качество сборки.
В гарантийный талон проставляется отметка о
проведенном испытании (закреплена личная
ответственность).
20.
Контроль качества – «солевой туман»Самым важным этапом является нанесение многослойного
покрытия Ferratta, ведь именно оно обеспечивает
привлекательность и отсутствие коррозии на всем
протяжении срока службы смесителя.
Для изучения стойкости покрытия к агрессивным средам,
смеситель помещается в солевую камеру, в которую в
течение 280 часов при постоянной температуре 35 градусов
непрерывно впрыскивается 5% раствор соляной кислоты.
При этом даже малейшее повреждение целостности
покрытия является недопустимым, и вся партия может быть
забракована.
21.
Контроль качества - картриджиКартриджи, кранбуксы и диверторы для
смесителей тестируются специальным
роботом согласно европейским
стандартам EN 817 и EN 200:
-картриджи на 250 000 циклов
открываний-закрываний,
-кран-буксы - 200 000 циклов
открываний-закрываний
22.
Контроль качества - изливВращение излива смесителей для кухни
тестируются специальным роботом согласно
европейскому стандарту EN 817 под давлением
0,2 MPa – 80 000 циклов.
23.
Контроль качества - подводкаИспытание гибкой подводки на разрыв
производится по стандарту EN 1113 с
приложением силы 500N – 5000 циклов
24.
Контроль качества SWEREA KIMAB AB25.
Контроль качества SWEREA KIMAB ABВ мае 2013 года компания OSGARD
приступила к долгосрочному
сотрудничеству со шведским
Исследовательским Институтом Swerea
Kimab AB. Он является признанным
экспертом в области исследования коррозии
и защиты от коррозии различных
материалов, особенно в области металлов,
керамики, пластмасс, и предлагает
уникальные решения проблем в области
материалов.
26.
Контроль качестваУникальные характеристики покрытия FERRATTA, подтвержденные при
спектроскопии :
·
Предварительное нанесение слоев меди. Это уникальная особенность
покрытия, отсутствующая у большинства производителей. Именно нанесение меди
обеспечивает прочное сцепление последующих слоев гальванического покрытия с
основанием и является важнейшим условием устойчивости покрытия при длительной
эксплуатации.
·
Толщина слоев никеля в покрытии FERRATTA на 75% превышает показатели
аналогичных смесителей.
·
Толщина слоев хрома в покрытии FERRATTA в 2,5 раза превышает показатели
других производителей.
·
Надежное сцепление должно быть создано не только между покрытием и
основанием, но и между слоями покрытиям. Металлографическое исследование
(Chemical depth profile analysis) подтверждает, что слои покрытия нанесены
безупречно, они плотно прикрепляются друг к другу и к материалу базового металла,
защищены от проникновения окислов, нет ни щелей, ни трещин.
27.
Контроль качестваГлубинное исследование структуры материала смесителей подтвердило
•содержание меди в латунном сплаве 60% (в качественных европейских смесителях
используются латунь с содержанием меди от 59%)
•доля свинца в латуни – менее 1% (согласно шведским стандартам допустимо 1,7%,
согласно российским стандартам допустимо 2,0%).
Таким образом, все детали смесителей OSGARD, которые имеют контакт с водой,
выполнены из полностью безопасной для здоровья латуни.
28.
Контроль качестваДля оценки износоустойчивости покрытия специалистами института был проведен
тест на царапины и износ (Scribe and grind test)в соответствии с европейским
стандартом SS-ISO 2819.
При проведении данного теста на смесителе искусственно был сделан разрез до
самого основания, а затем произведены попытки оторвать покрытие от основания. По
результатам проведенных испытаний смесители OSGARD прошли испытание
успешно, никаких признаков сколов, отслоения или других изменений покрытия не
наблюдалось.
29.
Контроль качестваПроведенные тесты подтверждают, что покрытие FERRATTA обеспечивает
надежное сцепление гальванического покрытия с основанием и при длительной
эксплуатации смесителя ни сколов, ни отслоение покрытия происходить не
будет.
Это дает возможность компании OSGARD предоставлять 8 лет гарантии.
30.
ТМ OSGARDТорговая марка OSGARD ведет свою историю с 1982 года, когда в
Гетеборге (Швеция) был открыт первый завод по производству
смесителей. Инициатором идеи выступил известный шведский
дизайнер Eirik Jagmalm.
На российском рынке продукция компании OSGARD появилась в ноябре
2005 года. Osgard дает возможность российскому потребителю оценить
сочетание красоты и качества продукции OSGARD, подтвержденное 8
летней гарантией.
31.
ТМ OSGARDСуть бренда - надежность
8 лет гарантии;
Страна происхождения бренда – Швеция;
Получены сертификаты ГОСТ и Swerea;
Сеть сервисных центров;
Доступная цена;
Стильный дизайн – сочетание практичности и простоты;
Интересные технологические решения;
Маркетинговая поддержка клиентов.
32.
НАДЕЖНОСТЬ – 8 ЛЕТ ГАРАНТИИВоблер 8 лет гарантии в каждой
коробке
• EXAKT PRO
• FERRATTA
• 250 000 циклов
33.
СЕРТИФИКАТ СООТВЕТСТВИЯСертификат
соответствия
3 года
Изготовитель:
OSGARD International AB,
Швеция
Филиалы: Бразилия, Китай
34.
ПРОТЕСТИРОВАНО В ШВЕЦИИСмесители OSGARD были
протестированы шведским
Исследовательским
Институтом Swerea Kimab AB.
Проведенные испытания:
Chemical depth profile analysis
Scribe and grind test в
соответствии с европейским
стандартом SS-ISO 2819.