

 док. IAB-001-2000/EWF-416")













 Промышленность
ПромышленностьПохожие презентации:










Актуальные вопросы аттестационных испытаний сварщиков
1. Актуальные вопросы аттестационных испытаний сварщиков
Белорусский Национальный техническийуниверситет (БНТУ)
Кафедра порошковой металлургии, сварки и
технологии материалов
НИИЛ сварки, родственных технологий и
неразрушающего контроля
2.
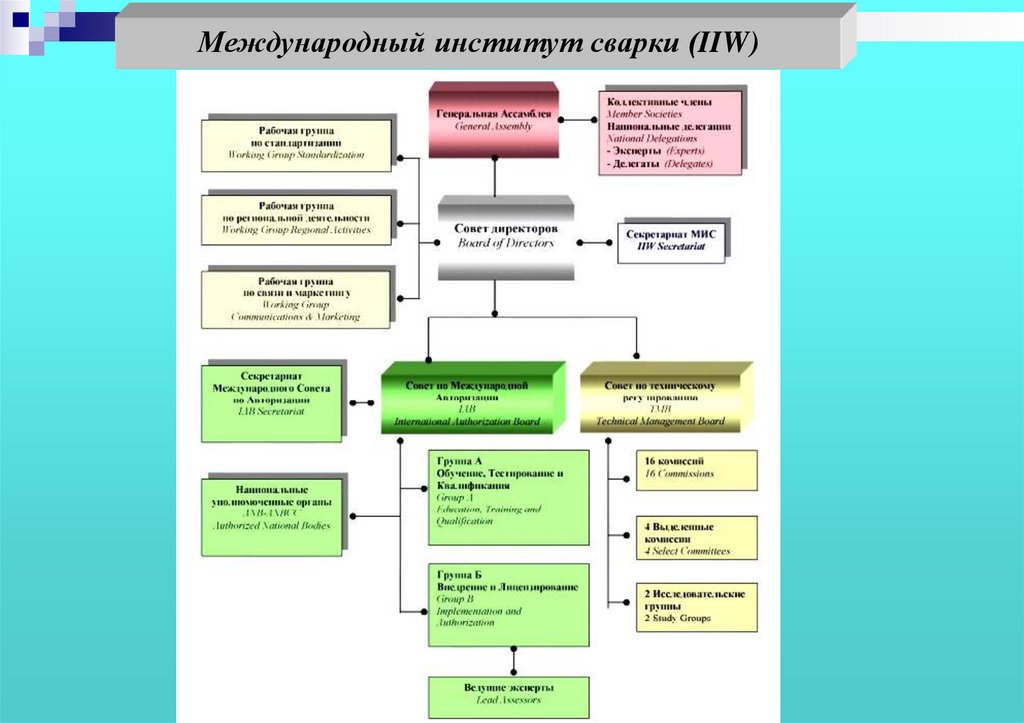
Международный институт сварки (IIW)3.
Европейская федерация по сварке, соединению ирезке (EWF)
4.
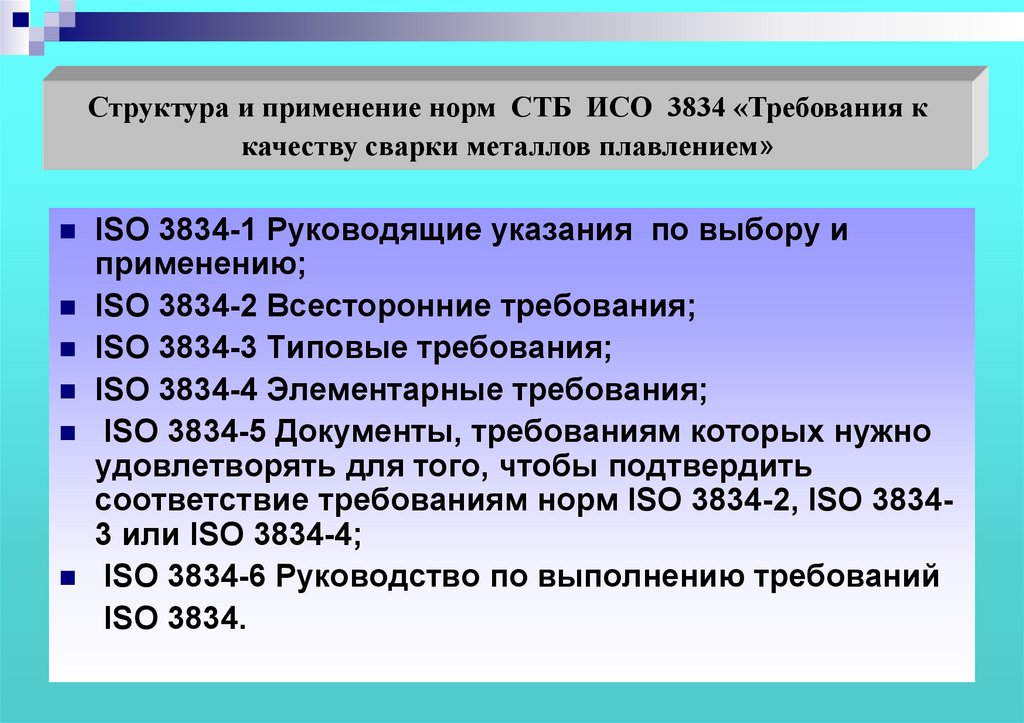
Структура и применение норм СТБ ИСО 3834 «Требования ккачеству сварки металлов плавлением»
ISO 3834-1 Руководящие указания по выбору и
применению;
ISO 3834-2 Всесторонние требования;
ISO 3834-3 Типовые требования;
ISO 3834-4 Элементарные требования;
ISO 3834-5 Документы, требованиям которых нужно
удовлетворять для того, чтобы подтвердить
соответствие требованиям норм ISO 3834-2, ISO 38343 или ISO 3834-4;
ISO 3834-6 Руководство по выполнению требований
ISO 3834.
5.
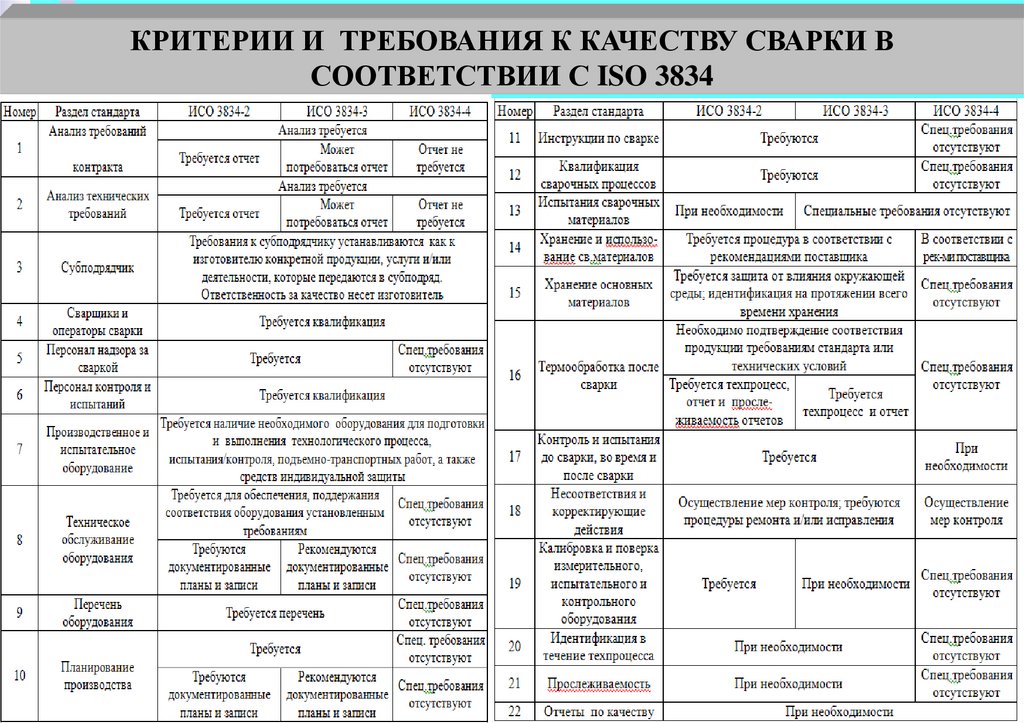
КРИТЕРИИ И ТРЕБОВАНИЯ К КАЧЕСТВУ СВАРКИ ВСООТВЕТСТВИИ С ISO 3834
6.
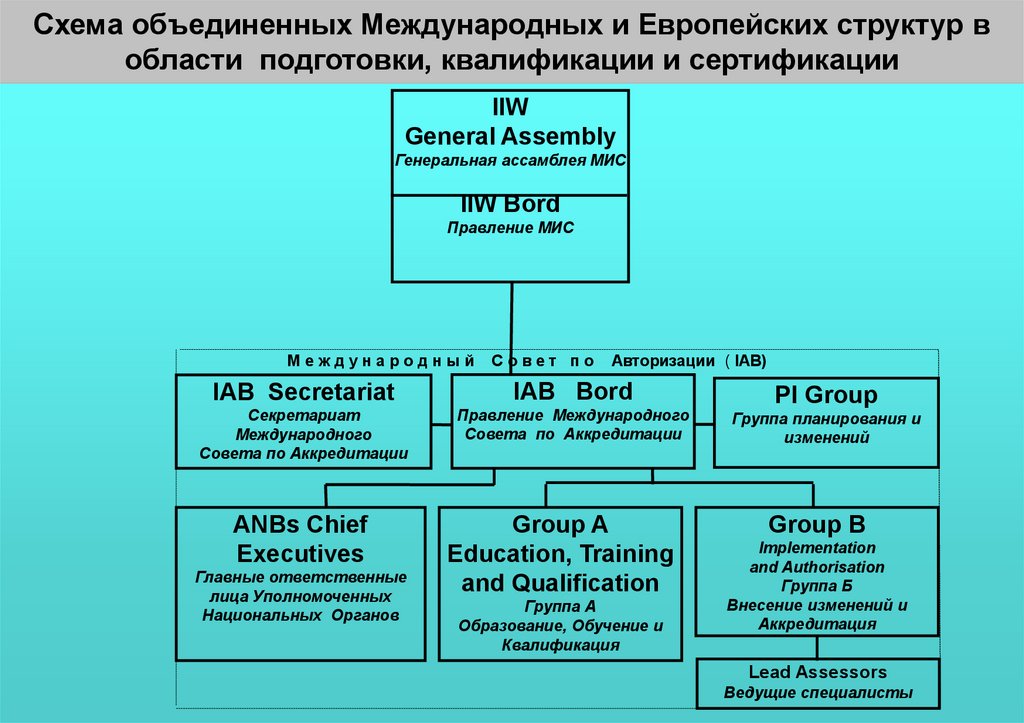
Схема объединенных Международных и Европейских структур вобласти подготовки, квалификации и сертификации
IIW
General Assembly
Генеральная ассамблея МИС
IIW Bord
Правление МИС
Международный
Совет по
Авторизации ( IAB)
IAB Secretariat
IAB Bord
Секретариат
Международного
Совета по Аккредитации
Правление Международного
Совета по Аккредитации
ANBs Chief
Executives
Главные ответственные
лица Уполномоченных
Национальных Органов
Group A
Education, Training
and Qualification
Группа А
Образование, Обучение и
Квалификация
PI Group
Группа планирования и
изменений
Group B
Implementation
and Authorisation
Группа Б
Внесение изменений и
Аккредитация
Lead Assessors
Ведущие специалисты
7. ТИПОВАЯ СТРУКТУРА УПОЛНОМОЧЕННОГО НАЦИОНАЛЬНОГО ОРГАНА ( Authorised National Body - ANB ) док. IAB-001-2000/EWF-416
Международный институт сварки (IIW)УПОЛНОМОЧЕННЫE НАЦИОНАЛЬНЫЕ
ОРГАНЫ (ANBs)
СОВЕТ ПРАВЛЕНИЯ
Исполнительная
дирекция
Аудиторская
группа
Учебные организации
Совет
экзаменаторов
8.
Международный сварщик-практик1
EWS 0
80ч
EWP I
86ч
директива IAB-005-2000 / EWF-451
3
EWP II
EWP
60ч
ETW
146ч
ЕN287
640ч
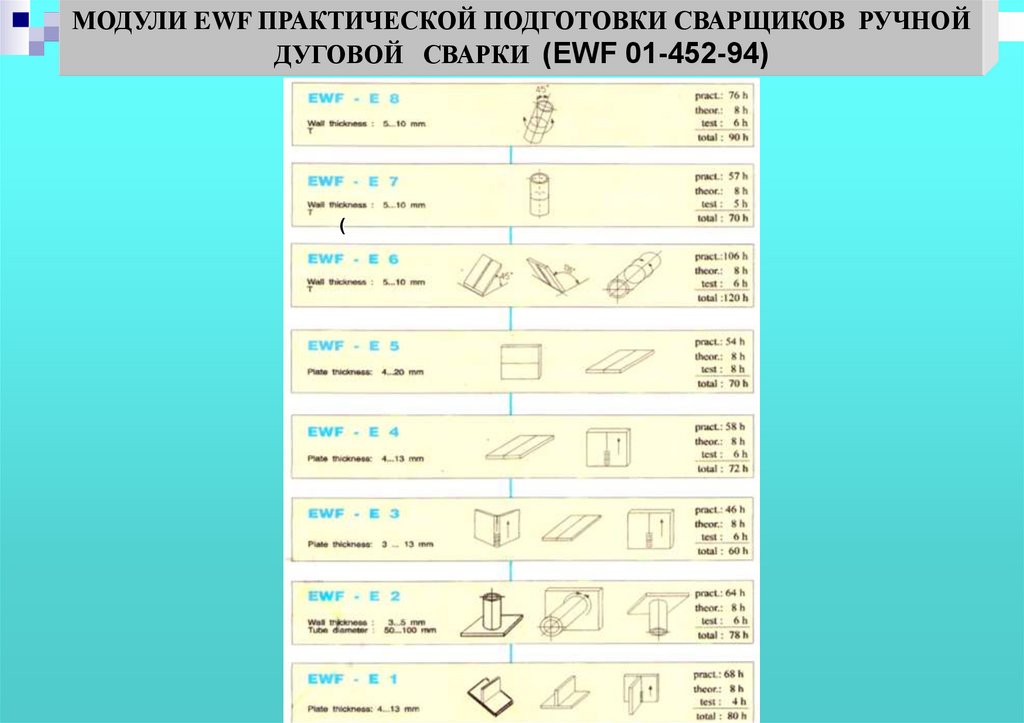
MMA8 90ч
Международный специалист по сварке
MMA7 70ч
док. IAB-004-2000 / EWF-411
MMA6 120ч
EPW
EWS I
EWS II
EWS II
360ч
MMA5 70ч
MMA4 72ч
EWF 01-452-94
MMA3 60ч
EFW
158ч
MMA2 78ч
MMA1 80ч
EWS
224ч
9.
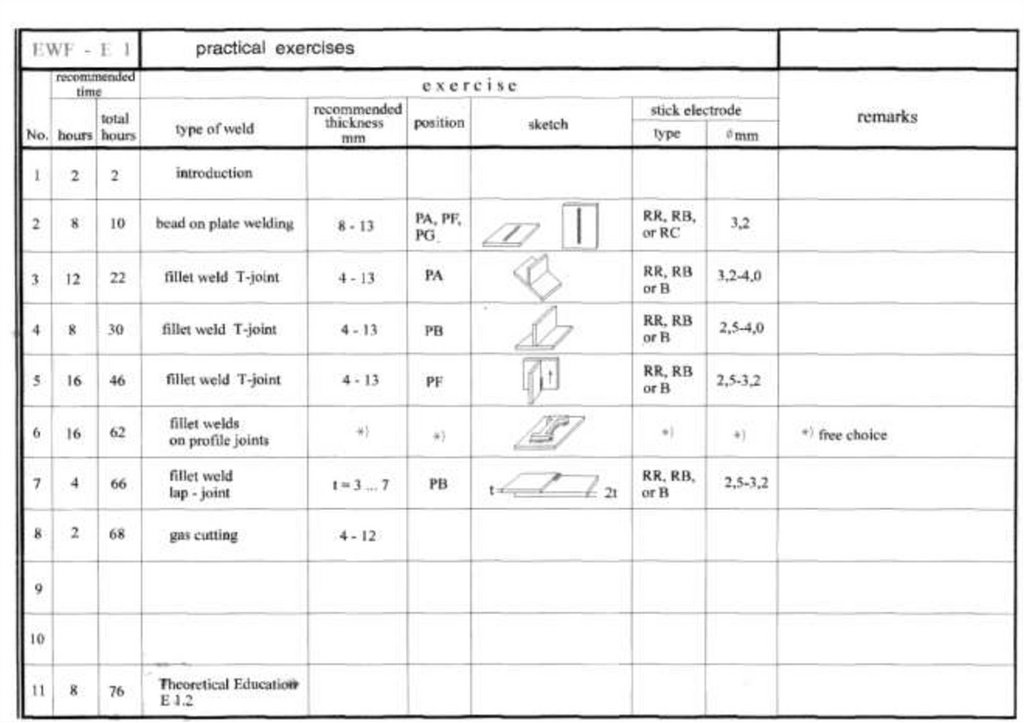
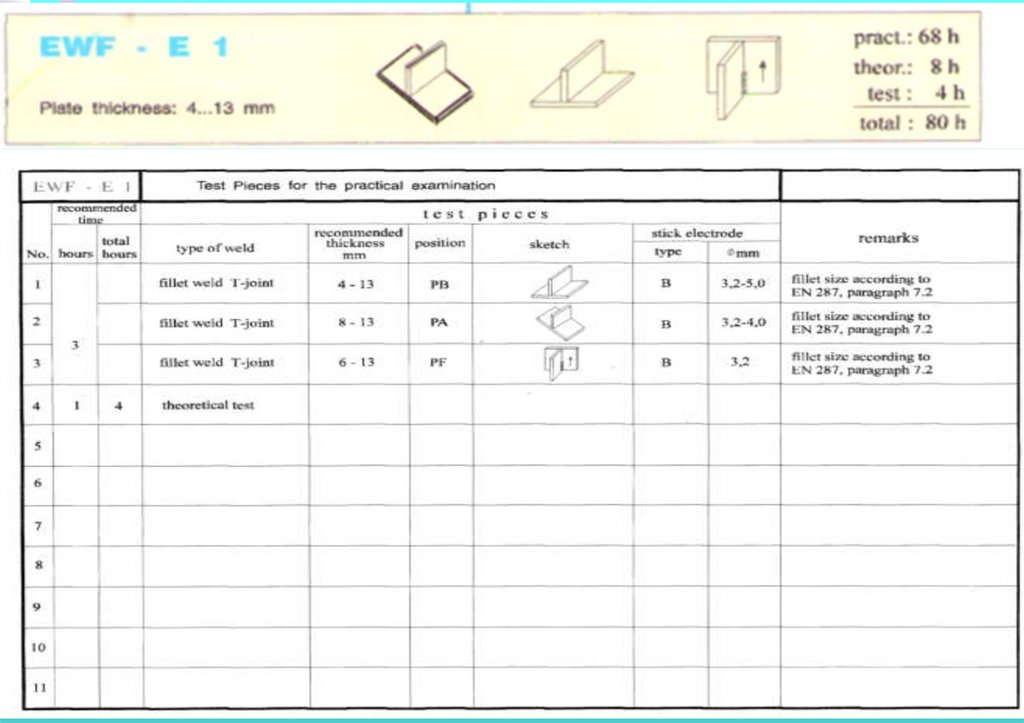
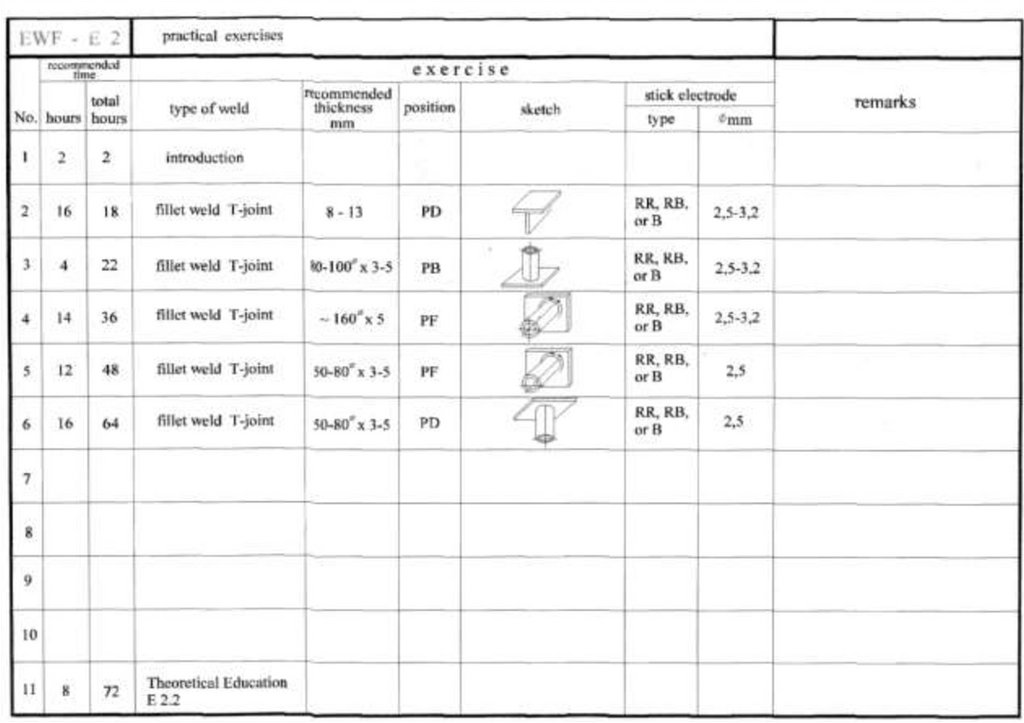
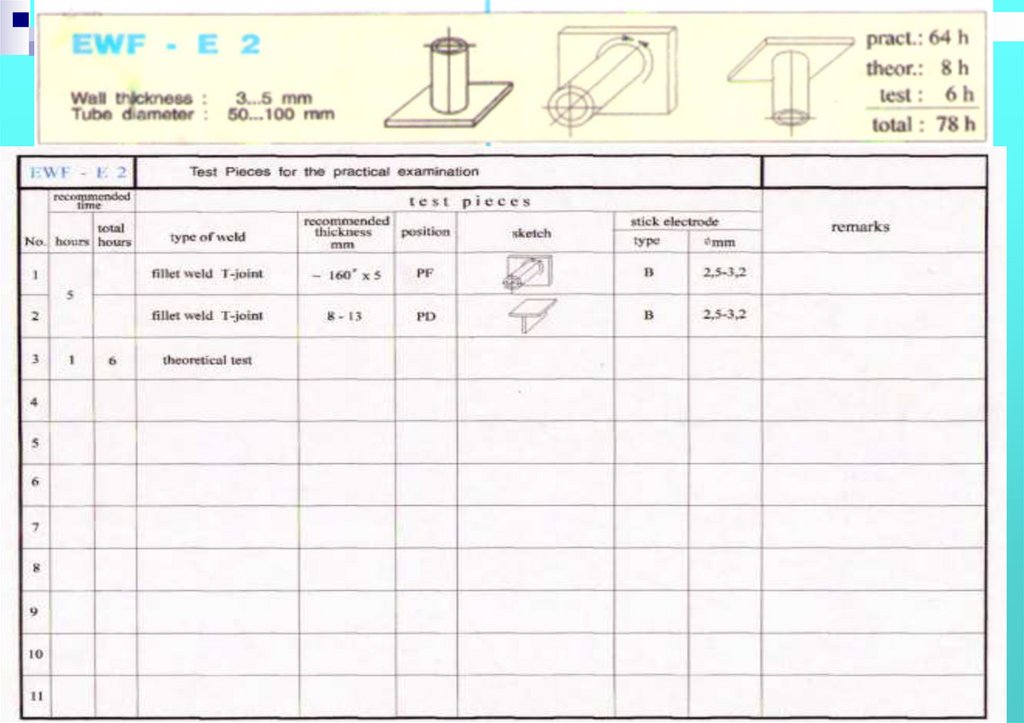
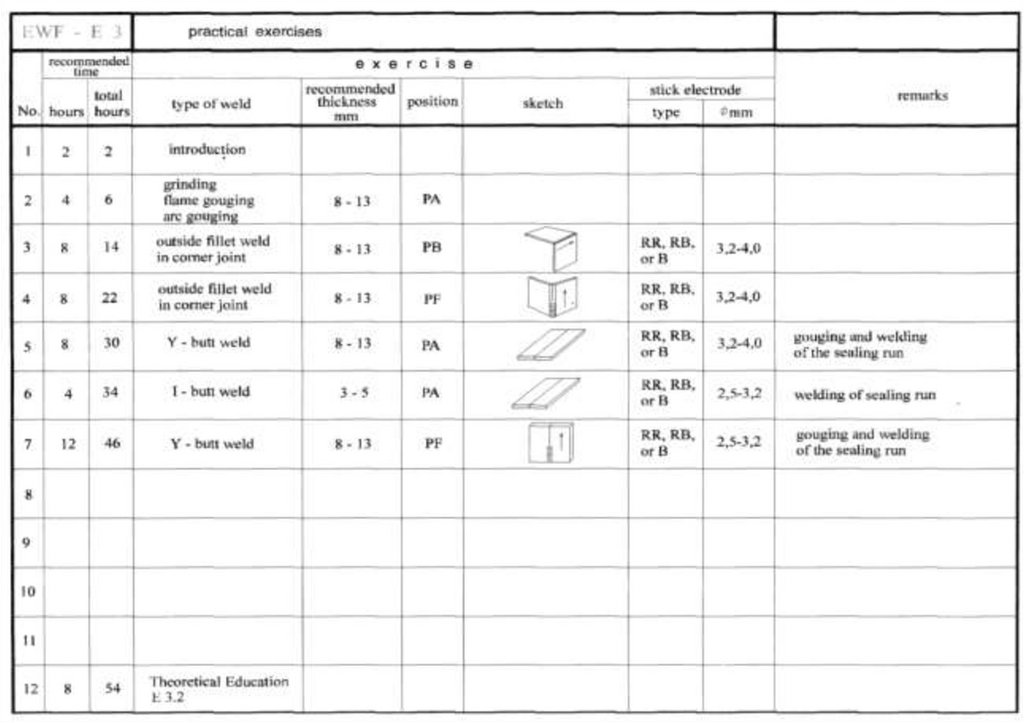
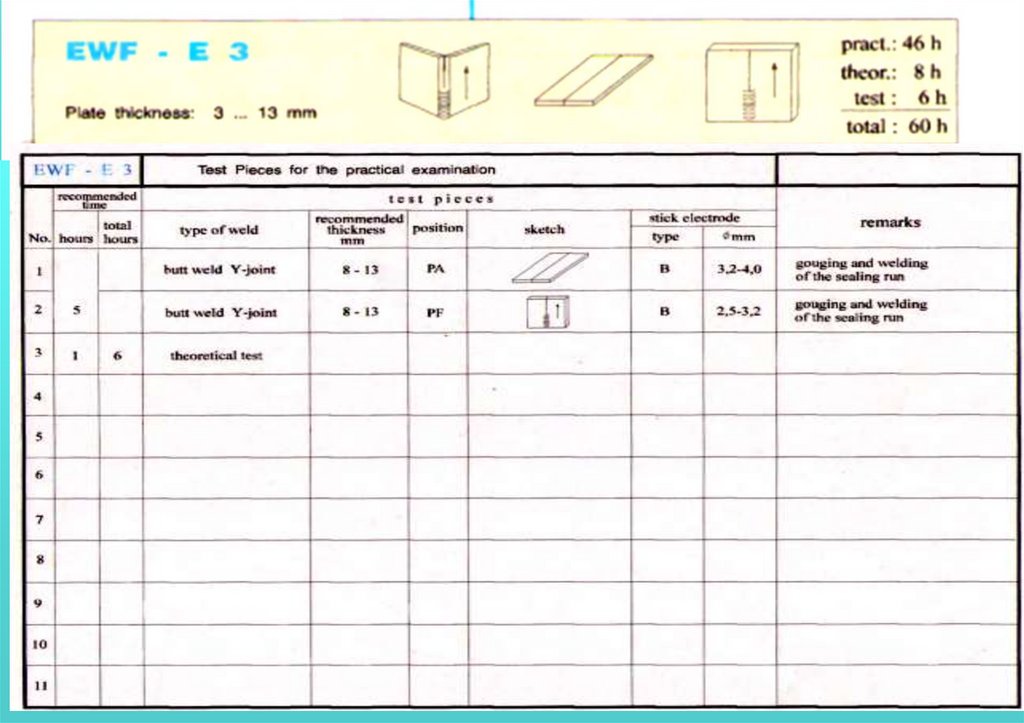
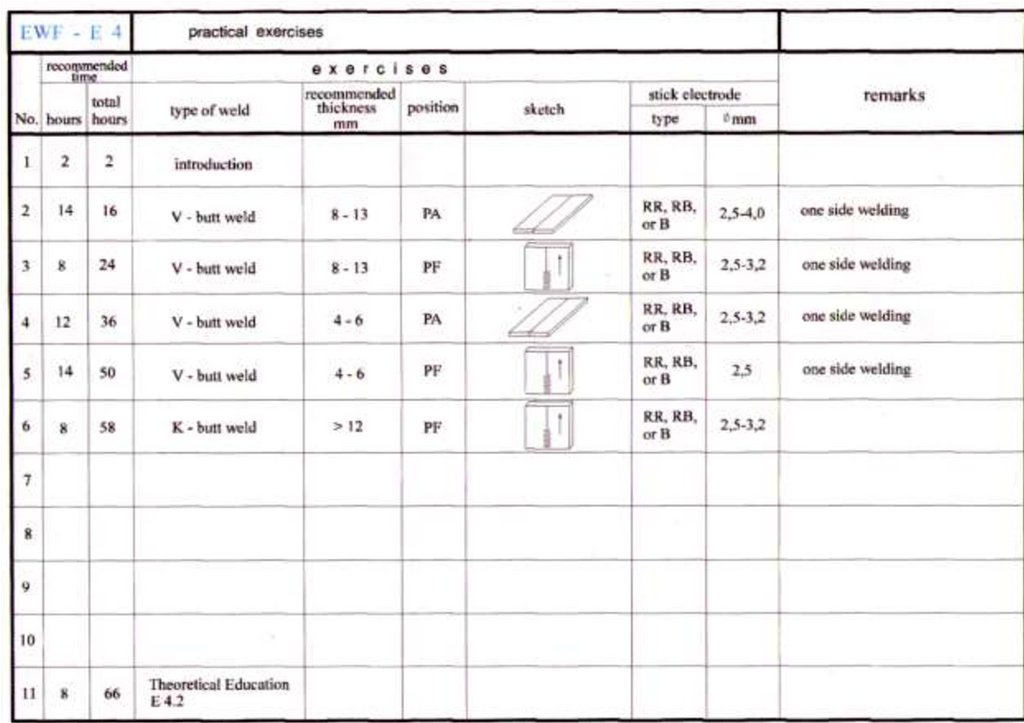
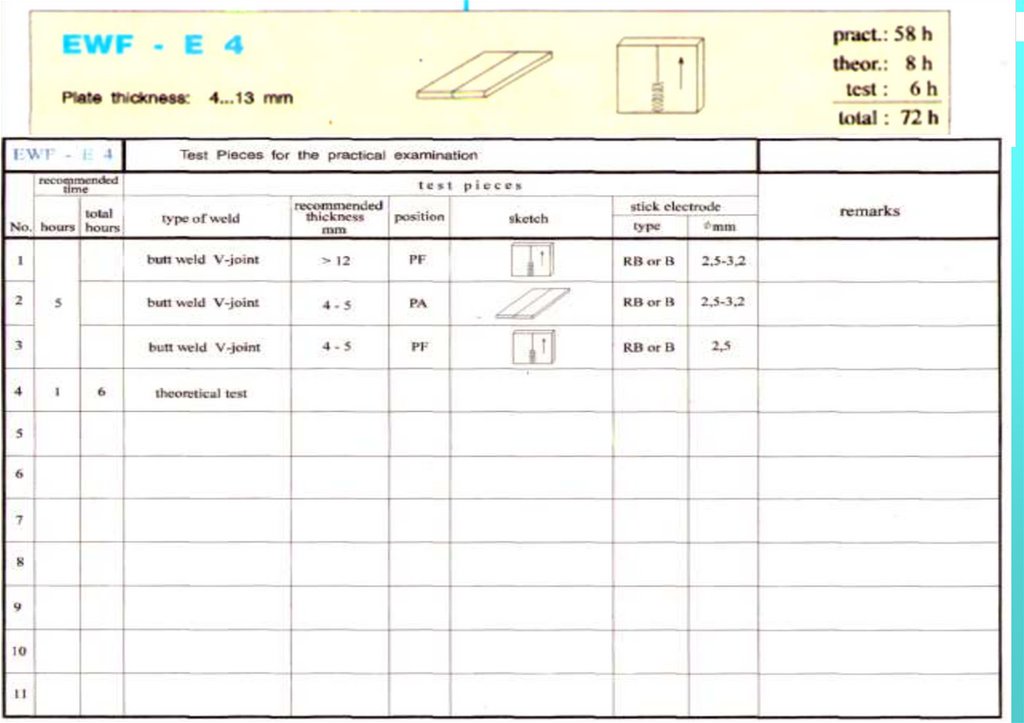
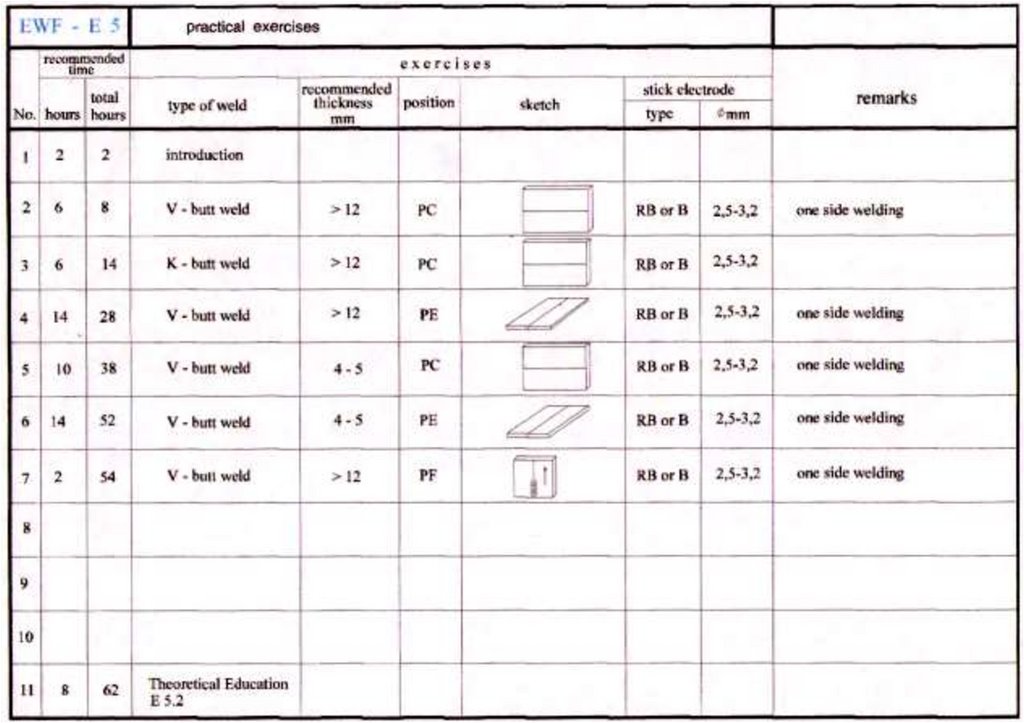
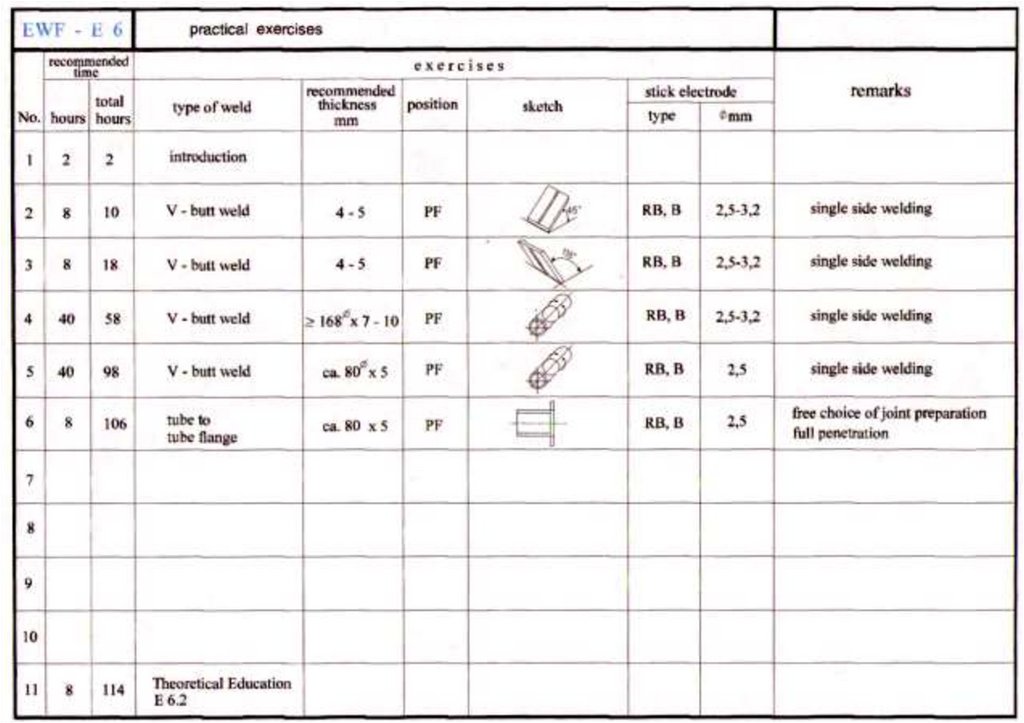
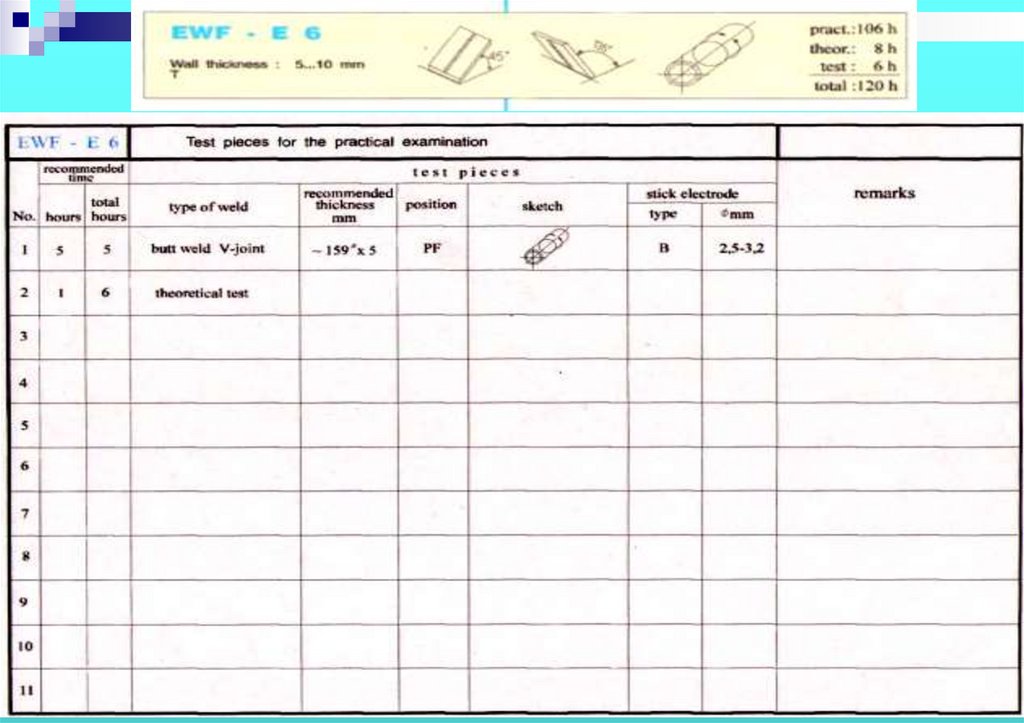
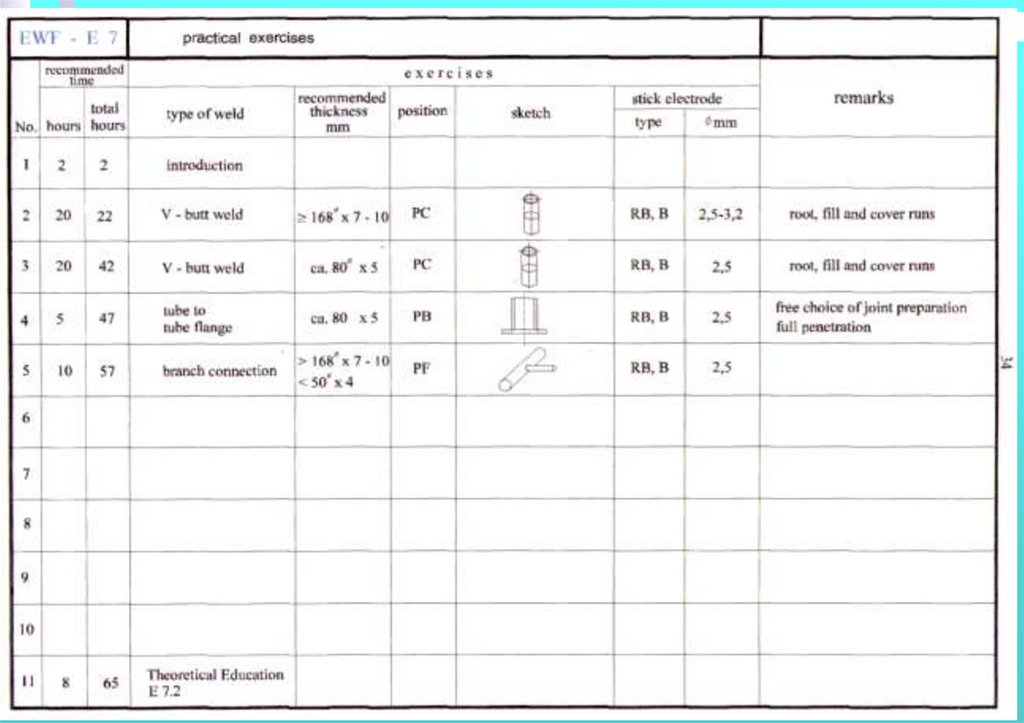
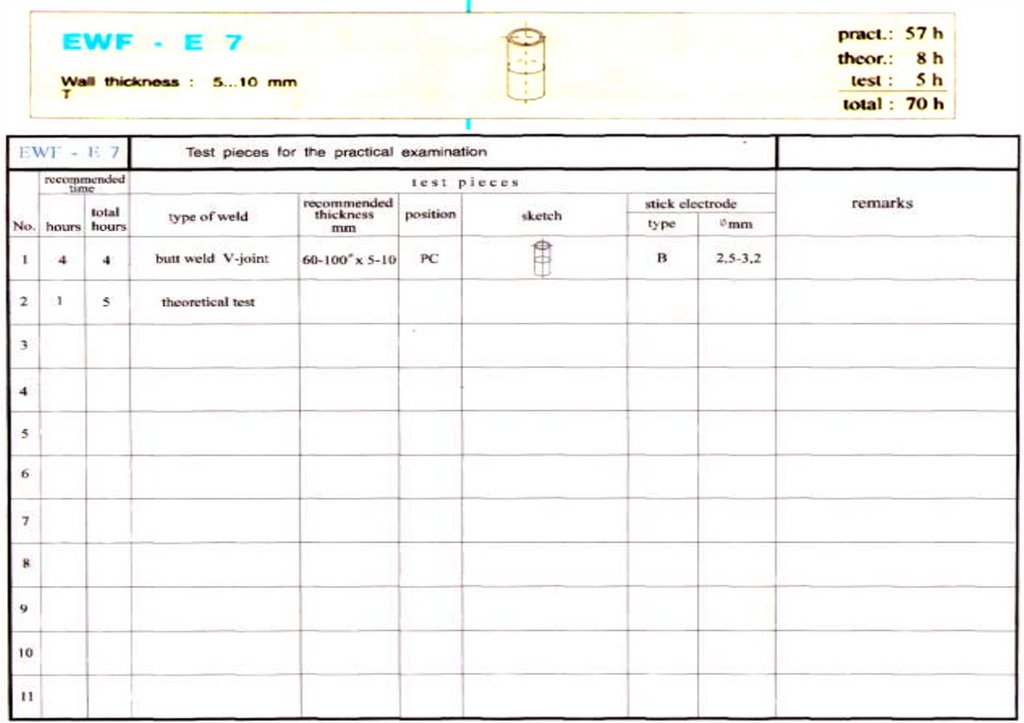
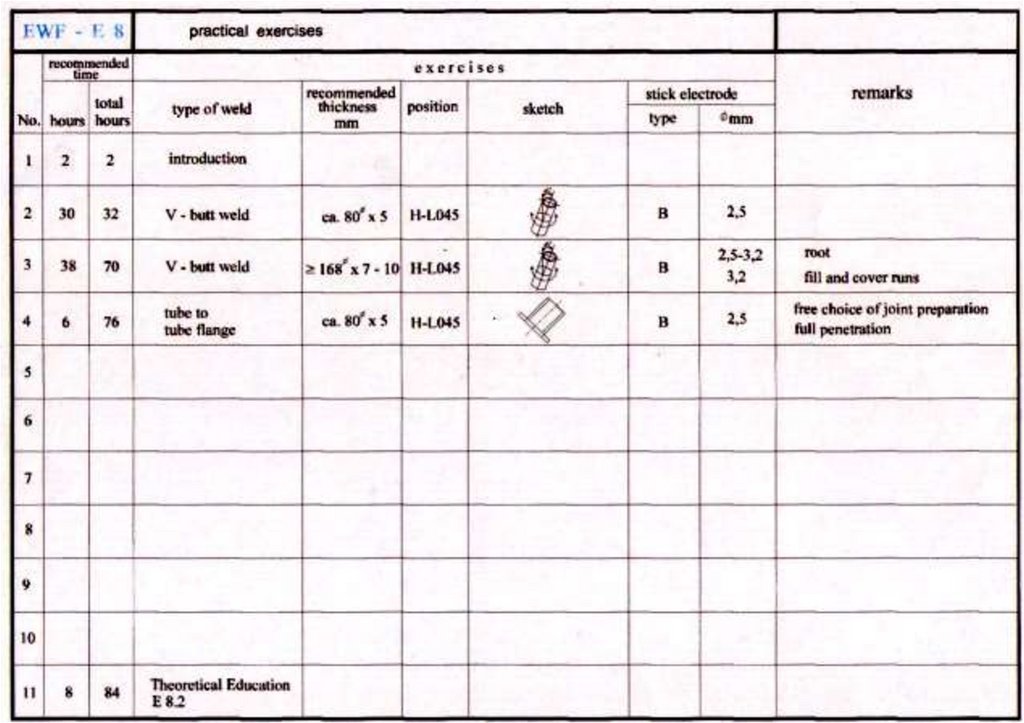
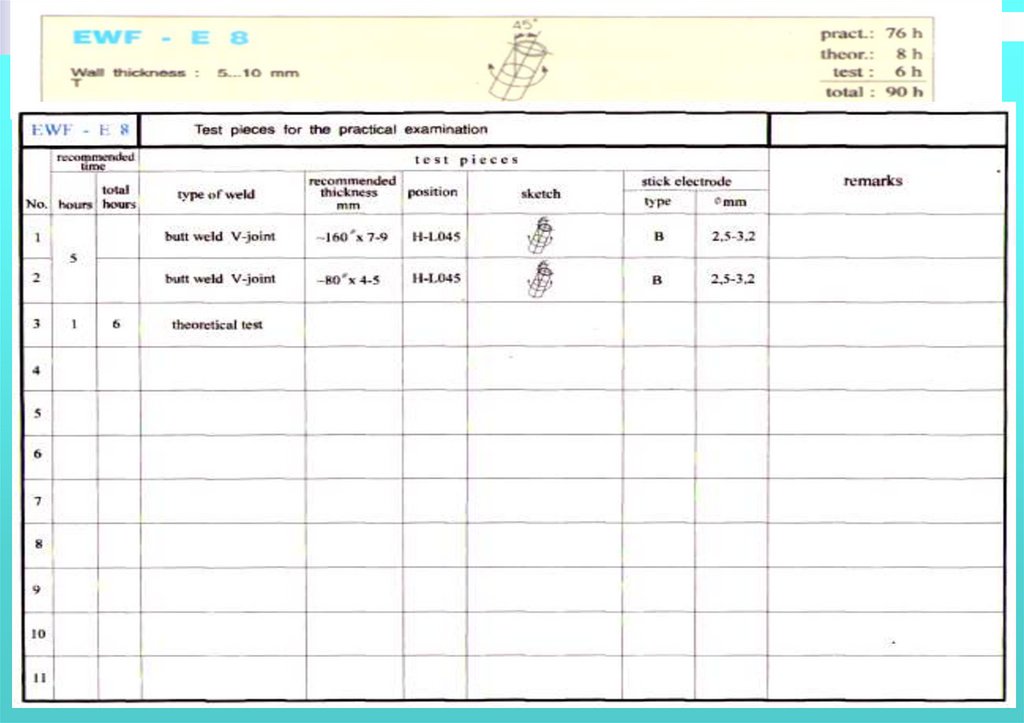
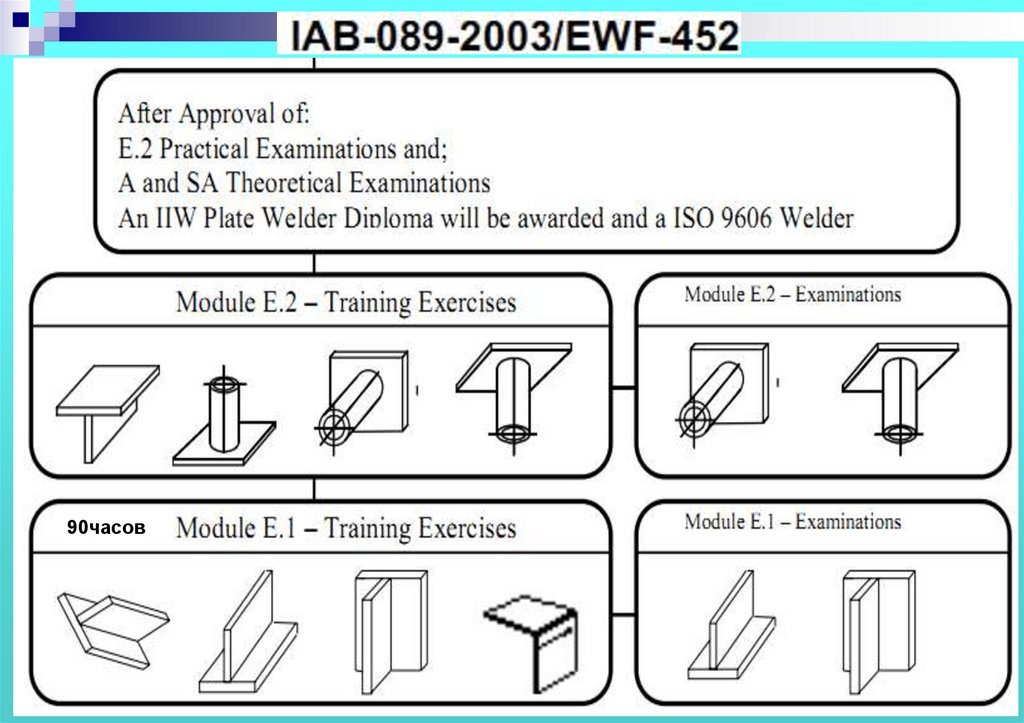
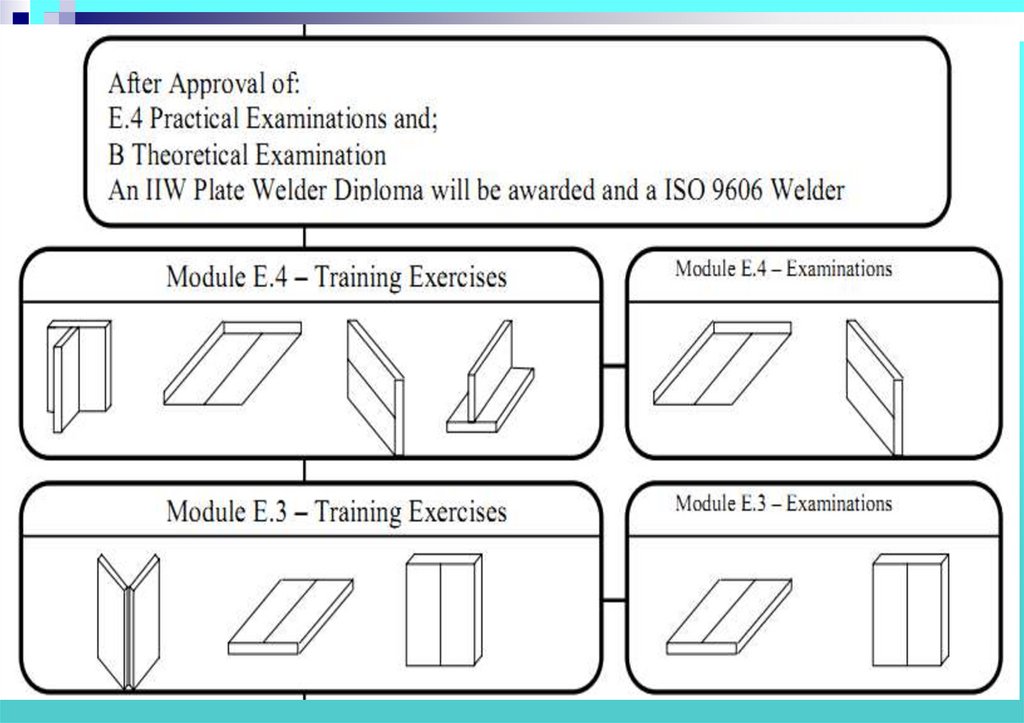
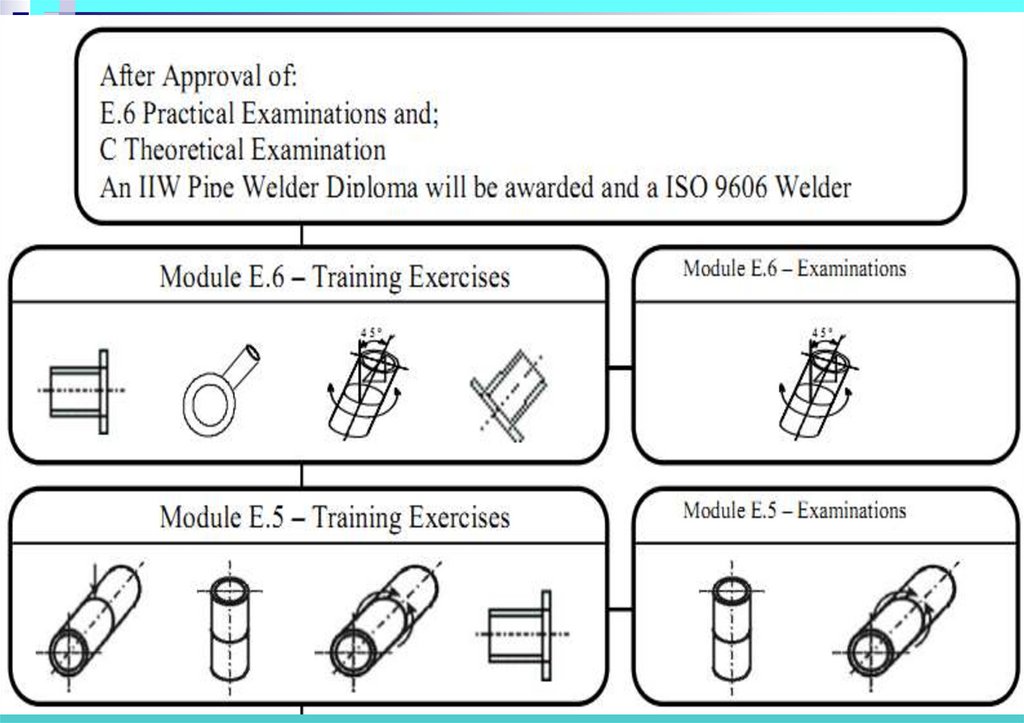
МОДУЛИ EWF ПРАКТИЧЕСКОЙ ПОДГОТОВКИ СВАРЩИКОВ РУЧНОЙДУГОВОЙ СВАРКИ (EWF 01-452-94)
(
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
Общая схема обучения и квалификации«Международный сварщик ручной дуговой сварки»
75часов
440часов
75часов
75часов
290часов
75часов
50часов
140часов
90часов
27.
90часов28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
КВАЛИФИКАЦИЯ (аттестация) СВАРЩИКОВПравила аттестации сварщиков Республики Беларусь по
ручной, механизированной и автоматизированной
сварке плавлением, 1994г.
СТБ ЕН 287-1-2009 Квалификация сварщиков. Сварка
плавлением. Стали.
СТБ ISO 9606-2-2009 Квалификация сварщиков. Часть 2.
Сварка плавлением. Алюминий и алюминиевые сплавы;
СТБ ЕН 1418-2001 Квалификация операторов установок
сварки плавлением и наладчиков установок контактной
сварки.
Правила аттестации сварщиков Республики Беларусь,
выполняющих сварные соединения арматуры
и
закладных изделий железобетонных конструкций,1998г.
38.
Действующая система аттестации сварщиковГОСПРОМНАДЗОР
РАЗРЕШЕНИЕ Госпромнадзора
на право аттестации сварщиков
Предприятия и организации проводящие
подготовку и аттестацию
сварщиков, включая собственный
персонал
Сварочные работы
на объектах
поднадзорных
Госпромнадзору
Направление сварщиков
на аттестацию
Предприятия и организации не имеющие
разрешения Госпромнадзора
на право аттестации сварщиков
39. СТБ ЕН 287-1 КВАЛИФИКАЦИЯ СВАРЩИКОВ Сварка плавлением. Стали
Настоящий стандарт устанавливает общие требованияк квалификации сварщика, процедуре проведения
квалификационных испытаний, методам контроля и
оценке качества контрольного сварного соединения,
выполненного
сварщиком
при
проведении
квалификационных
испытаний,
области
распространения квалификации, виду и порядку
оформления
сертификата
компетентности
(удостоверения) сварщика, выполняющего сварку
сталей
плавлением
ручным
и
частично
механизированным способом по 5.2.
40.
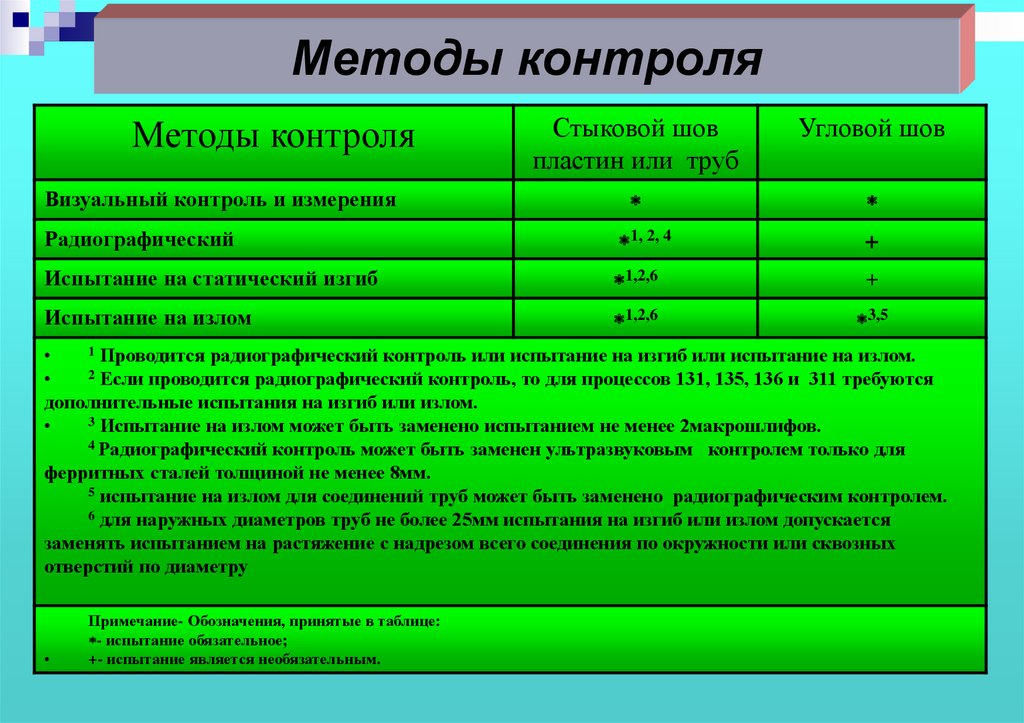
Методы контроляМетоды контроля
Визуальный контроль и измерения
Стыковой шов
пластин или труб
Угловой шов
Радиографический
1, 2, 4
+
Испытание на статический изгиб
1,2,6
+
Испытание на излом
1,2,6
3,5
1 Проводится радиографический контроль или испытание на изгиб или испытание на излом.
2 Если проводится радиографический контроль, то для процессов 131, 135, 136 и 311 требуются
дополнительные испытания на изгиб или излом.
3 Испытание на излом может быть заменено испытанием не менее 2макрошлифов.
4 Радиографический контроль может быть заменен ультразвуковым контролем только для
ферритных сталей толщиной не менее 8мм.
5 испытание на излом для соединений труб может быть заменено радиографическим контролем.
6 для наружных диаметров труб не более 25мм испытания на изгиб или излом допускается
заменять испытанием на растяжение с надрезом всего соединения по окружности или сквозных
отверстий по диаметру
Примечание- Обозначения, принятые в таблице:
- испытание обязательное;
+- испытание является необязательным.
41.
42.
43.
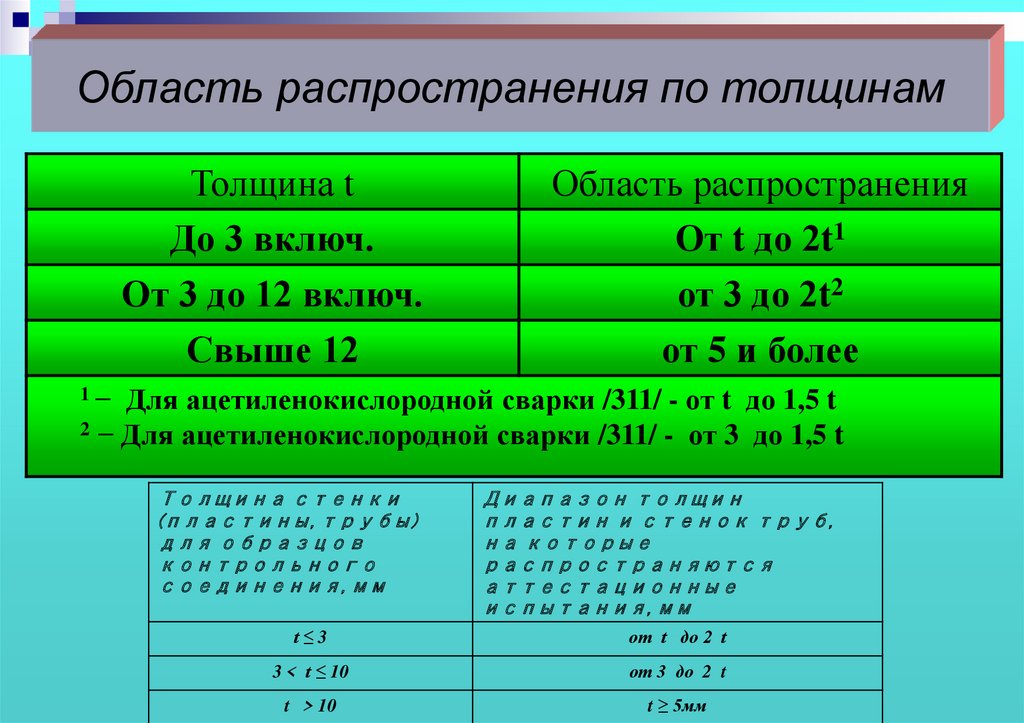
Область распространения по толщинамТолщина t
До 3 включ.
От 3 до 12 включ.
Свыше 12
Область распространения
От t до 2t1
от 3 до 2t2
от 5 и более
1−
Для ацетиленокислородной сварки /311/ - от t до 1,5 t
2 − Для ацетиленокислородной сварки /311/ - от 3 до 1,5 t
Толщина стенки
(пластины, трубы)
для образцов
контрольного
соединения, мм
Диапазон толщин
пластин и стенок труб,
на которые
распространяются
аттестационные
испытания, мм
t≤3
от t до 2 t
3 < t ≤ 10
от 3 до 2 t
t > 10
t ≥ 5мм
44.
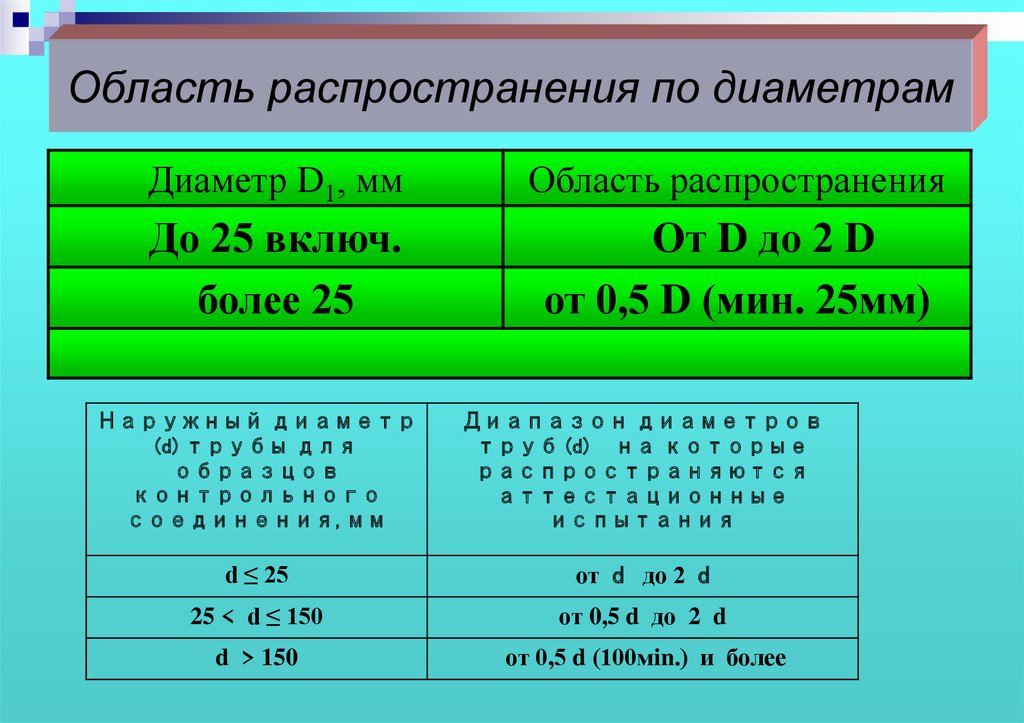
Область распространения по диаметрамДиаметр D1, мм
Область распространения
До 25 включ.
более 25
От D до 2 D
от 0,5 D (мин. 25мм)
Наружный диаметр
(d) трубы для
образцов
контрольного
соединения, мм
Диапазон диаметров
труб (d) на которые
распространяются
аттестационные
испытания
d ≤ 25
от d до 2 d
25 < d ≤ 150
от 0,5 d до 2 d
d > 150
от 0,5 d (100мin.) и более
45.
46.
47.
48.
49.
50.
51.
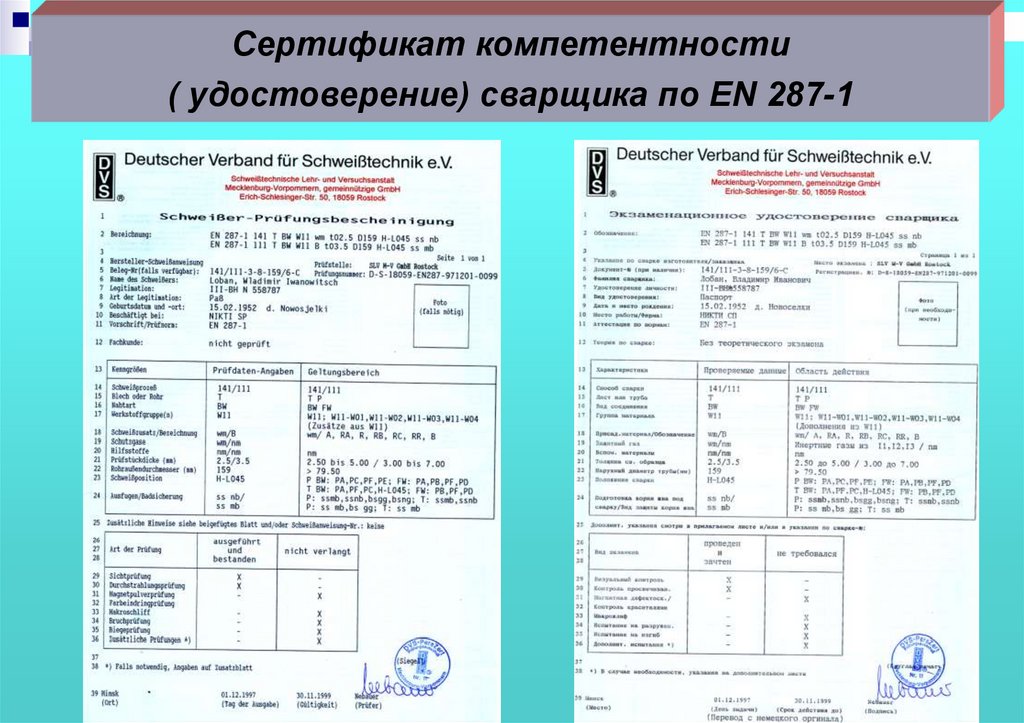
Сертификат компетентности( удостоверение) сварщика по ЕN 287-1
52.
СТБ ЕН 1418 - 2001 КВАЛИФИКАЦИЯ ОПЕРАТОРОВУСТАНОВОК СВАРКИ ПЛАВЛЕНИЕМ И НАЛАДЧИКОВ
УСТАНОВОК КОНТАКТНОЙ СВАРКИ
ISO 14732:2013
Сварочный персонал - Квалификационные испытания сварщиков и сварочных
наладчиков для механизированной и автоматической сварки
Стандарт устанавливает требования к проведению
квалификации
операторов
установок
сварки
плавлением и наладчиков установок контактной
сварки
полностью
механизированных
и
автоматических
процессов
сварки
металлов
(операторы или наладчики), ответственных за наладку
и установку параметров режима сварки, кроме
операторов или наладчиков, работающих в условиях
повышенного давления.
53.
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯСварщик ручной сварки - сварщик, непосредственно
выполняющий сварку с помощью специального ручного
инструмента (электрододержателя, сварочного пистолета,
сварочной горелки), подающий присадочный материал в
зону сварки вручную.
Частично механизированная сварка – перемещение
сварочного инструмента вручную, при подаче присадочного
материала механизированным способом.
Полностью механизированная сварка – сварка, при
которой все процессы, кроме манипуляции с деталью
(установка, снятие), автоматизированы, при этом возможно
изменение параметров режима сварки вручную в процессе
сварки.
54.
Автоматическая сварка – сварка при которой всепроцессы автоматизированы и осуществляются без
непосредственного участия человека, при этом изменение
параметров режима сварки вручную в процессе сварки
невозможно
Роботизированная сварка – процесс автоматической
сварки с применением манипулятора с программным
управлением, предназначенный для выполнения различных
операций, с учетом заданного направления и положения
сварки.
Оператор установок сварки плавлением – лицо
осуществляющее
наладку
установок
полностью
механизированной и автоматической сварки плавлением и
контролирующее процесс сварки.
55.
Оператор установок контактной сварки – лицо,управляющее
механизированной
или
полностью
механизированной установкой сварки, обученное только
приемам выполнения задания.
Наладчик установок контактной сварки – лицо,
осуществляющее наладку режимов установок полностью
механизированной и автоматической контактной сварки.
56. Квалификация операторов или наладчиков может быть осуществлена при проведении одного из следующих видов испытаний: - испытания
ТРЕБОВАНИЯ К КВАЛИФИКАЦИИКвалификация операторов или наладчиков
может
быть
осуществлена при проведении
одного из следующих видов
испытаний:
- испытания процесса сварки(СТБ ISO 15614-1; СТБ ISO
15614-2);
-
испытания
процесса
сварки
перед
или в процессе производства (СТБ ISO 15613);
испытания
при
выборочном
функциональные испытания.
началом
контроле;
57.
58.
59.
СТБ 1355-2002 ТРЕБОВАНИЯ К ПЕРСОНАЛУ,РУКОВОДЯЩЕМУ СВАРОЧНЫМИ РАБОТАМИ. ЗАДАЧИ И
ОТВЕТСТВЕННОСТЬ
Стандарт устанавливает требования к персоналу,
руководящему сварочными работами (руководитель сварочных
работ), его задачи и ответственность.
Наличие
Наличие руководителя
руководителя сварочных
сварочных работ
работ является
является
обязательным
обязательным при
при изготовлении
изготовлении ответственных
ответственных сварных
сварных
конструкций,
конструкций, аа также
также при
при указании
указании такого
такого требования
требования вв
контракте,
контракте, стандарте
стандарте или
или технических
технических условиях
условиях на
на
продукцию.
продукцию.
сварная конструкция,
разрушение которой создает опасность для жизни, здоровья
людей, имущества или окружающей среды.
Ответственная сварная конструкция
-
60.
ОСНОВНЫЕ ЗАДАЧИ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТПРИ ВЫПОЛНЕНИИ ОСНОВНЫХ ЭТАПОВ ИЗГОТОВЛЕНИЯ
СВАРНЫХ КОНСТРУКЦИЙ
Руководитель сварочных работ решает следующие
основные задачи:
организация,
планирование
и
подготовка
сварочного
производства, а также контроль за выполнением работ на всех
этапах изготовления сварной конструкции;
координация деятельности всех структурных подразделений
предприятия,
участвующих
в
изготовлении
сварной
конструкции, включая субподрядные предприятия;
анализ организации и качества сварочных работ, контроль за
выполнением
и
соблюдением
основных
элементов
технологического
процесса
сварки,
оценка
качества
выполнения сварных конструкций и швов.
61.
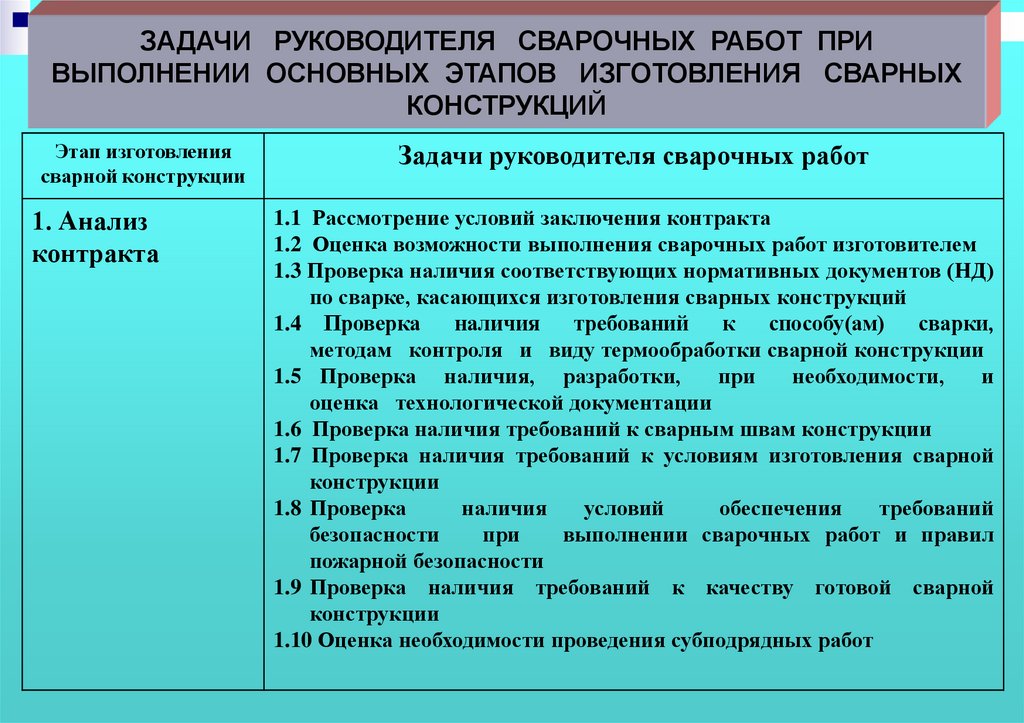
ЗАДАЧИ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТ ПРИВЫПОЛНЕНИИ ОСНОВНЫХ ЭТАПОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ
КОНСТРУКЦИЙ
Этап изготовления
сварной конструкции
1. Анализ
контракта
Задачи руководителя сварочных работ
1.1 Рассмотрение условий заключения контракта
1.2 Оценка возможности выполнения сварочных работ изготовителем
1.3 Проверка наличия соответствующих нормативных документов (НД)
по сварке, касающихся изготовления сварных конструкций
1.4 Проверка
наличия
требований
к
способу(ам)
сварки,
методам контроля и виду термообработки сварной конструкции
1.5 Проверка наличия, разработки,
при
необходимости,
и
оценка технологической документации
1.6 Проверка наличия требований к сварным швам конструкции
1.7 Проверка наличия требований к условиям изготовления сварной
конструкции
1.8 Проверка
наличия
условий
обеспечения
требований
безопасности
при
выполнении сварочных работ и правил
пожарной безопасности
1.9 Проверка наличия требований к качеству готовой сварной
конструкции
1.10 Оценка необходимости проведения субподрядных работ
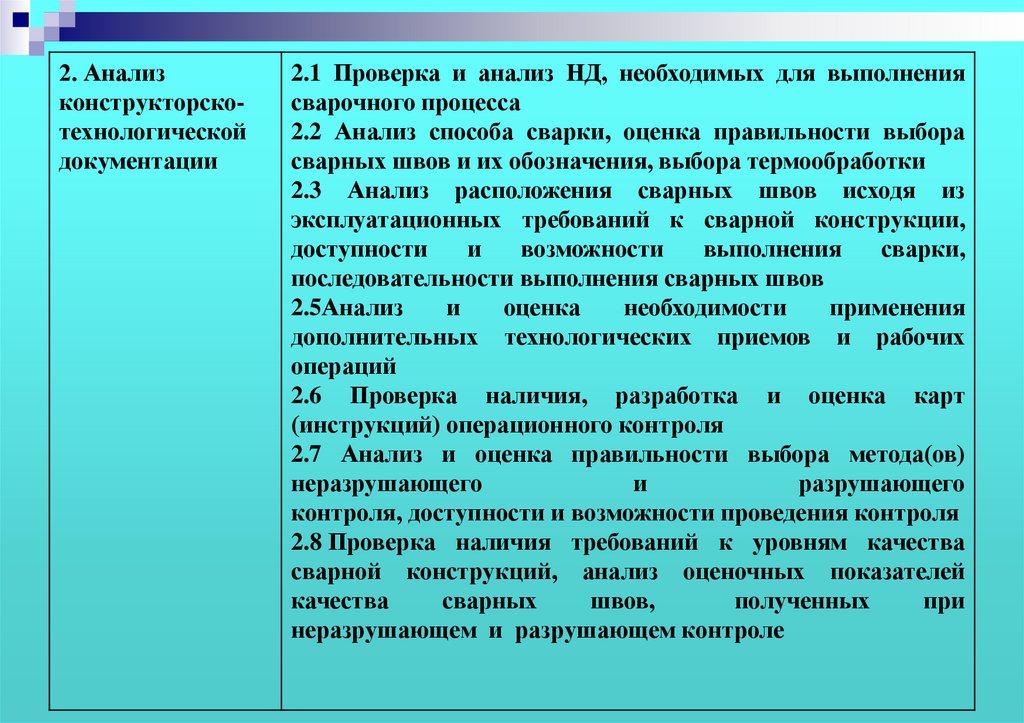
62.
2. Анализконструкторскотехнологической
документации
2.1 Проверка и анализ НД, необходимых для выполнения
сварочного процесса
2.2 Анализ способа сварки, оценка правильности выбора
сварных швов и их обозначения, выбора термообработки
2.3 Анализ расположения сварных швов исходя из
эксплуатационных требований к сварной конструкции,
доступности
и
возможности
выполнения
сварки,
последовательности выполнения сварных швов
2.5Анализ
и
оценка
необходимости
применения
дополнительных технологических приемов и рабочих
операций
2.6 Проверка наличия, разработка и оценка карт
(инструкций) операционного контроля
2.7 Анализ и оценка правильности выбора метода(ов)
неразрушающего
и
разрушающего
контроля, доступности и возможности проведения контроля
2.8 Проверка наличия требований к уровням качества
сварной конструкций, анализ оценочных показателей
качества
сварных
швов,
полученных
при
неразрушающем и разрушающем контроле
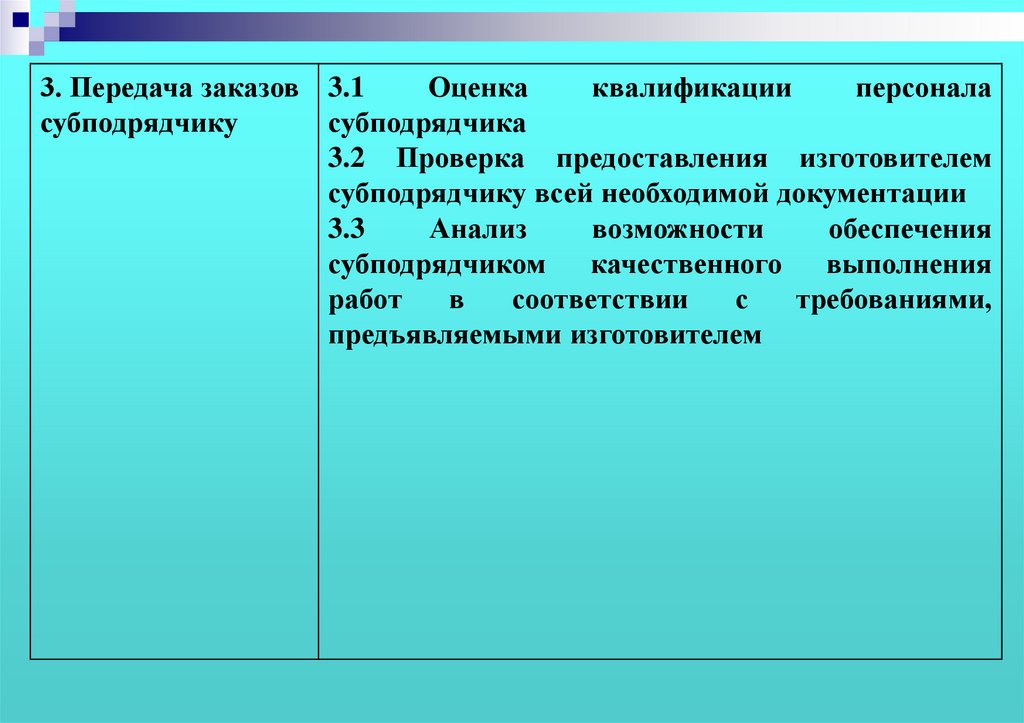
63.
3. Передача заказов 3.1Оценка
квалификации
персонала
субподрядчику
субподрядчика
3.2 Проверка предоставления изготовителем
субподрядчику всей необходимой документации
3.3
Анализ
возможности
обеспечения
субподрядчиком
качественного
выполнения
работ
в
соответствии
с
требованиями,
предъявляемыми изготовителем
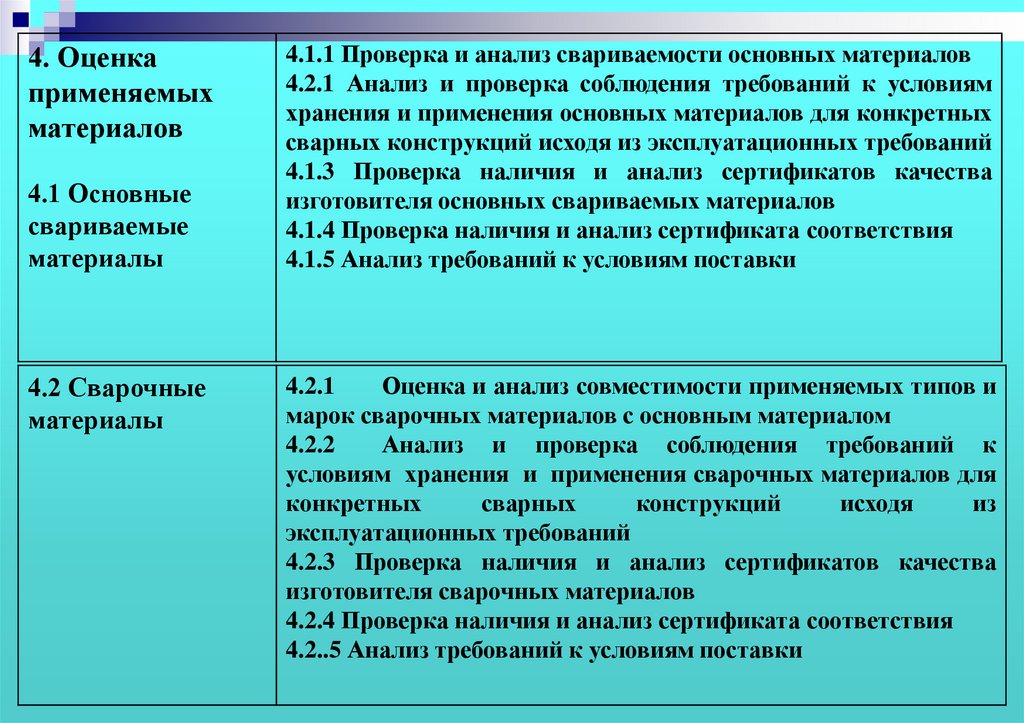
64.
4. Оценкаприменяемых
материалов
4.1 Основные
свариваемые
материалы
4.2 Сварочные
материалы
4.1.1 Проверка и анализ свариваемости основных материалов
4.2.1 Анализ и проверка соблюдения требований к условиям
хранения и применения основных материалов для конкретных
сварных конструкций исходя из эксплуатационных требований
4.1.3 Проверка наличия и анализ сертификатов качества
изготовителя основных свариваемых материалов
4.1.4 Проверка наличия и анализ сертификата соответствия
4.1.5 Анализ требований к условиям поставки
4.2.1
Оценка и анализ совместимости применяемых типов и
марок сварочных материалов с основным материалом
4.2.2
Анализ и проверка соблюдения требований к
условиям хранения и применения сварочных материалов для
конкретных
сварных
конструкций
исходя
из
эксплуатационных требований
4.2.3 Проверка наличия и анализ сертификатов качества
изготовителя сварочных материалов
4.2.4 Проверка наличия и анализ сертификата соответствия
4.2..5 Анализ требований к условиям поставки
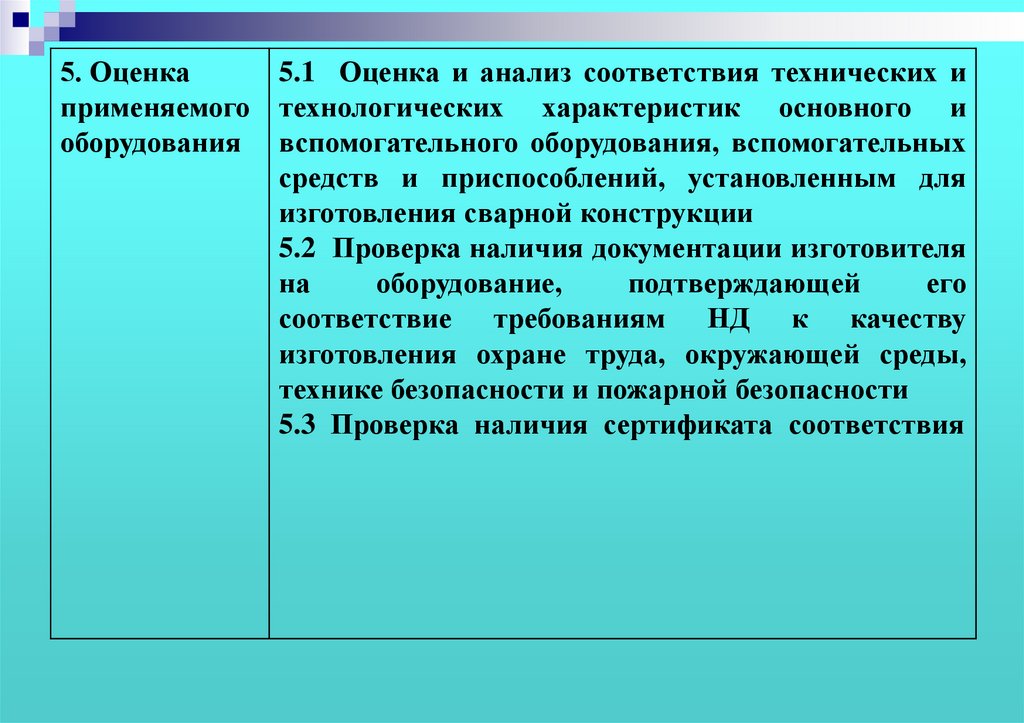
65.
5. Оценка5.1 Оценка и анализ соответствия технических и
применяемого технологических характеристик основного и
оборудования вспомогательного оборудования, вспомогательных
средств и приспособлений, установленным для
изготовления сварной конструкции
5.2 Проверка наличия документации изготовителя
на
оборудование,
подтверждающей
его
соответствие требованиям НД к качеству
изготовления охране труда, окружающей среды,
технике безопасности и пожарной безопасности
5.3 Проверка наличия сертификата соответствия
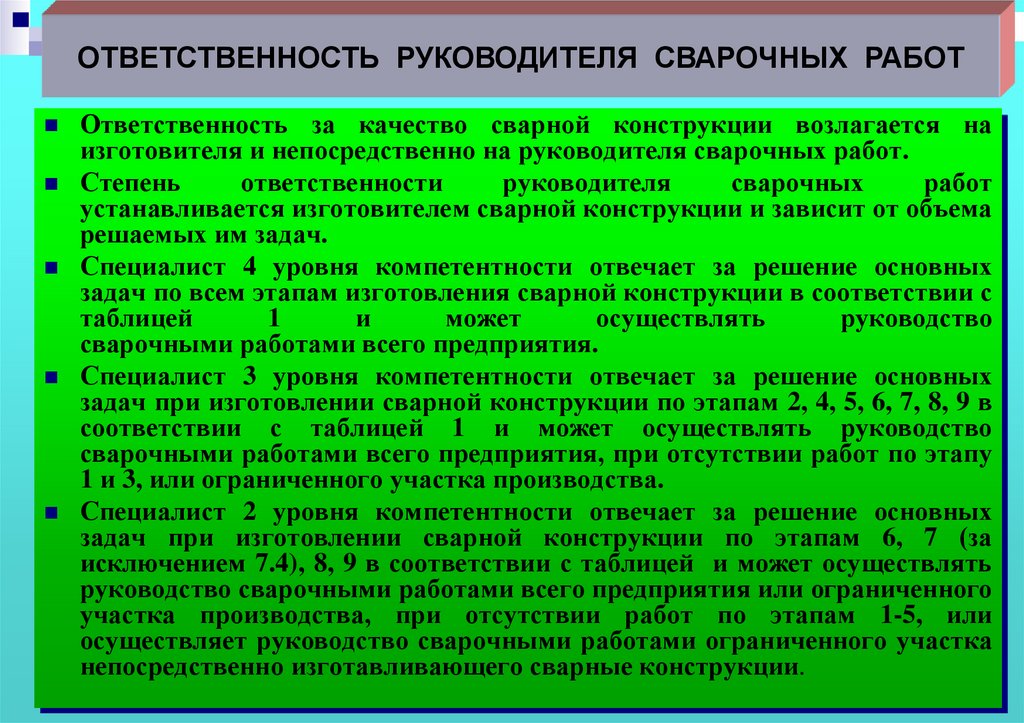
66.
ОТВЕТСТВЕННОСТЬ РУКОВОДИТЕЛЯ СВАРОЧНЫХ РАБОТОтветственность за качество сварной конструкции возлагается на
изготовителя и непосредственно на руководителя сварочных работ.
Степень
ответственности
руководителя
сварочных
работ
устанавливается изготовителем сварной конструкции и зависит от объема
решаемых им задач.
Специалист 4 уровня компетентности отвечает за решение основных
задач по всем этапам изготовления сварной конструкции в соответствии с
таблицей
1
и
может
осуществлять
руководство
сварочными работами всего предприятия.
Специалист 3 уровня компетентности отвечает за решение основных
задач при изготовлении сварной конструкции по этапам 2, 4, 5, 6, 7, 8, 9 в
соответствии с таблицей 1 и может осуществлять руководство
сварочными работами всего предприятия, при отсутствии работ по этапу
1 и 3, или ограниченного участка производства.
Специалист 2 уровня компетентности отвечает за решение основных
задач при изготовлении сварной конструкции по этапам 6, 7 (за
исключением 7.4), 8, 9 в соответствии с таблицей и может осуществлять
руководство сварочными работами всего предприятия или ограниченного
участка производства, при отсутствии работ по этапам 1-5, или
осуществляет руководство сварочными работами ограниченного участка
непосредственно изготавливающего сварные конструкции.
67.
68.
69.
70.
71.
72.
73.
74.
75.
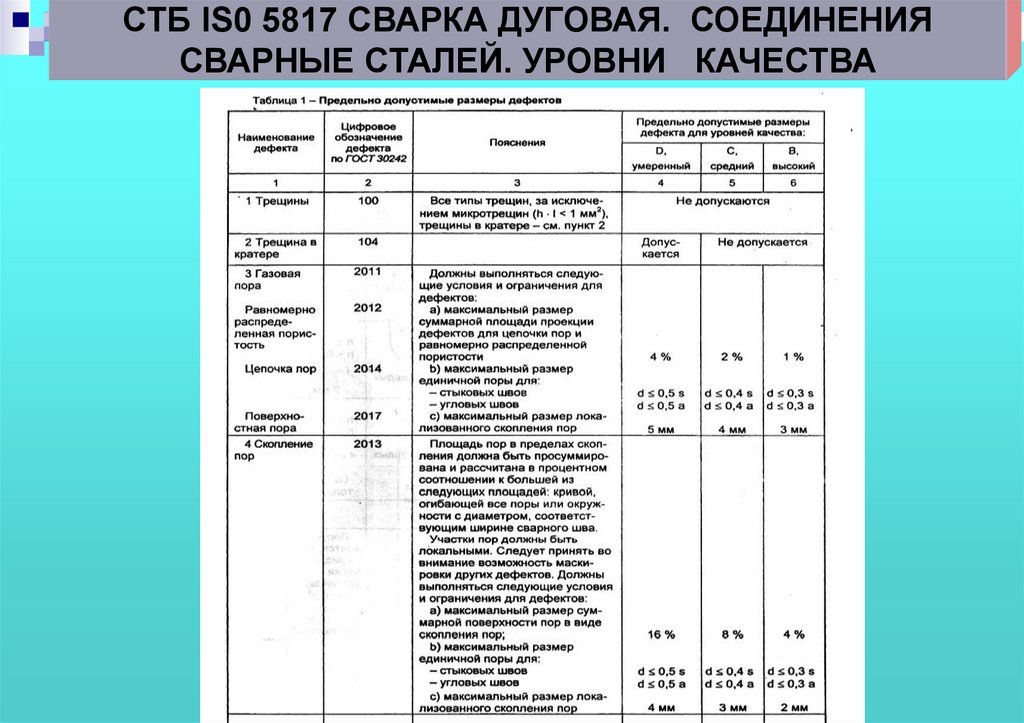
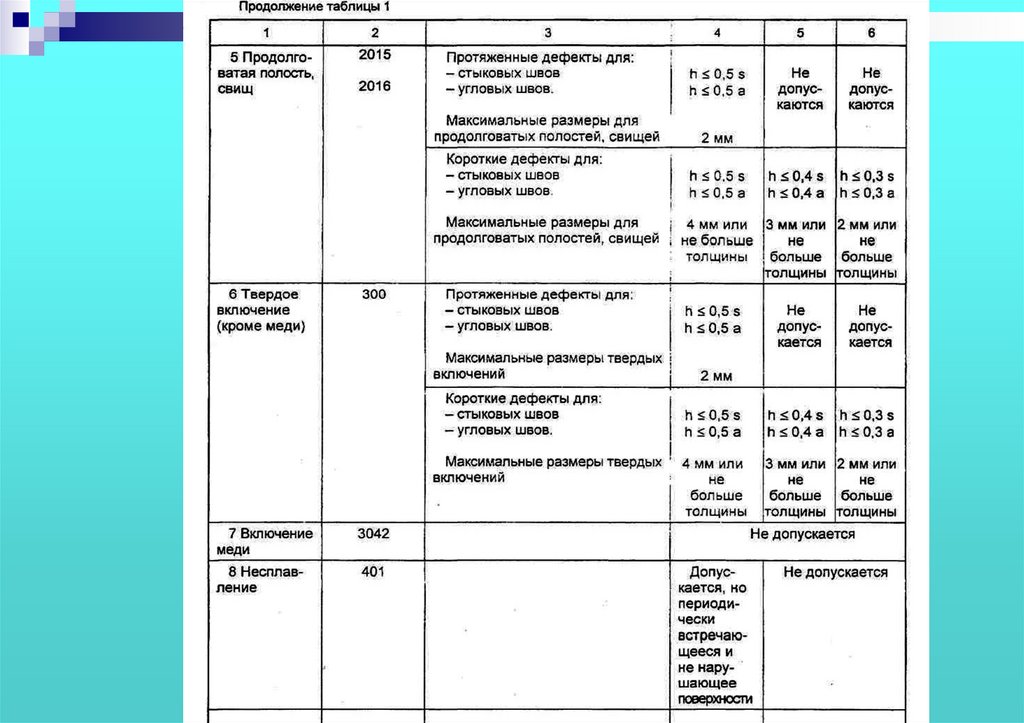
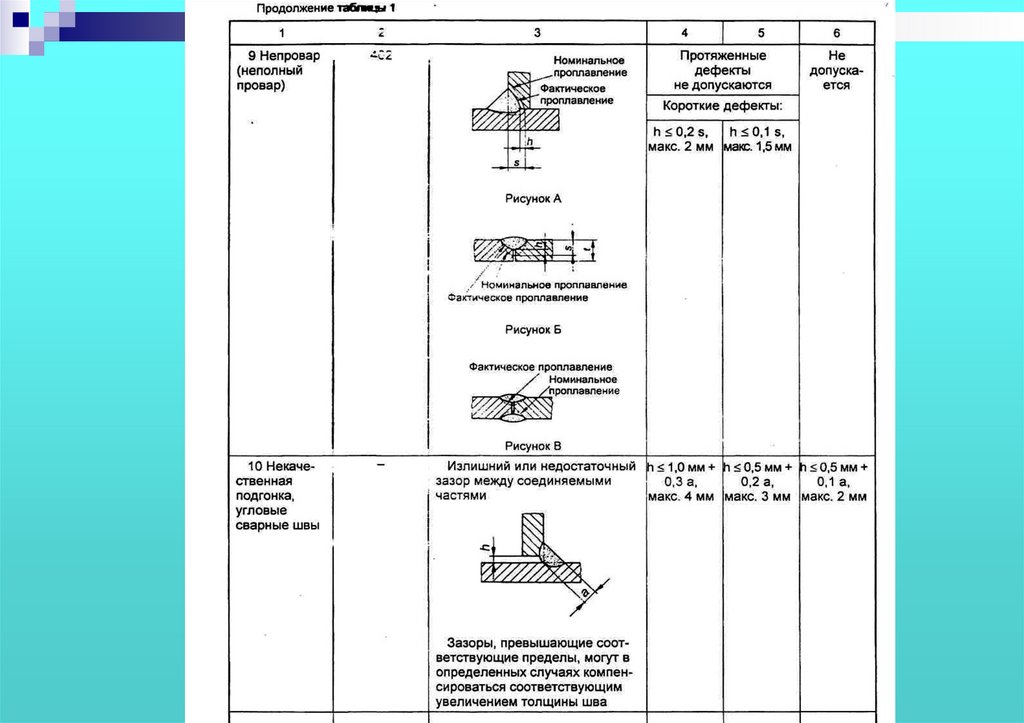
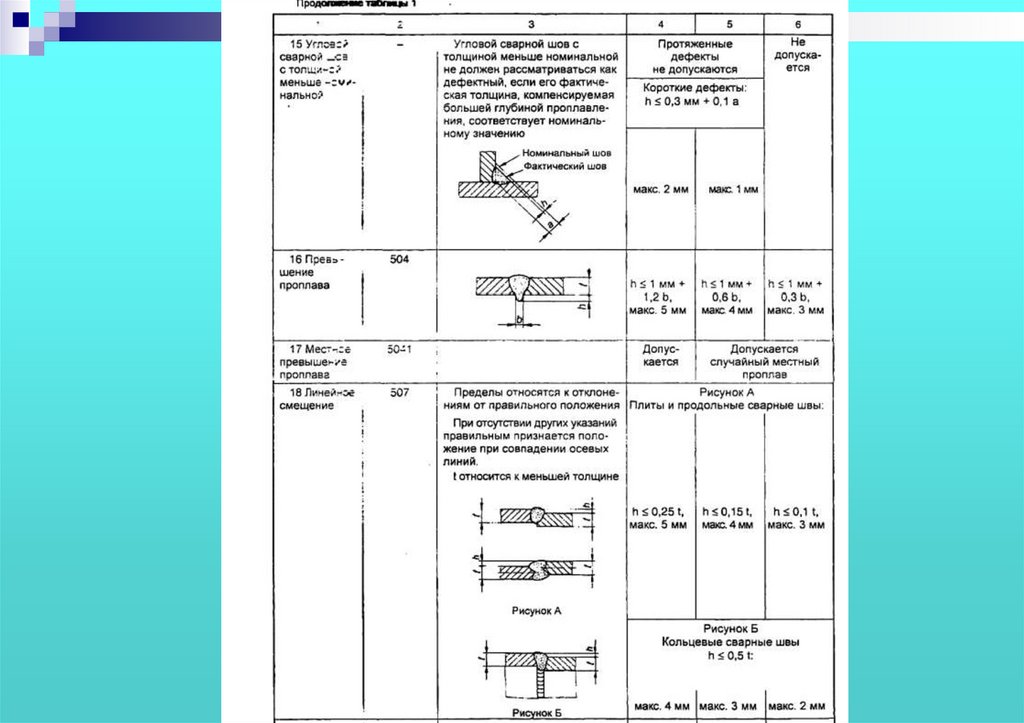
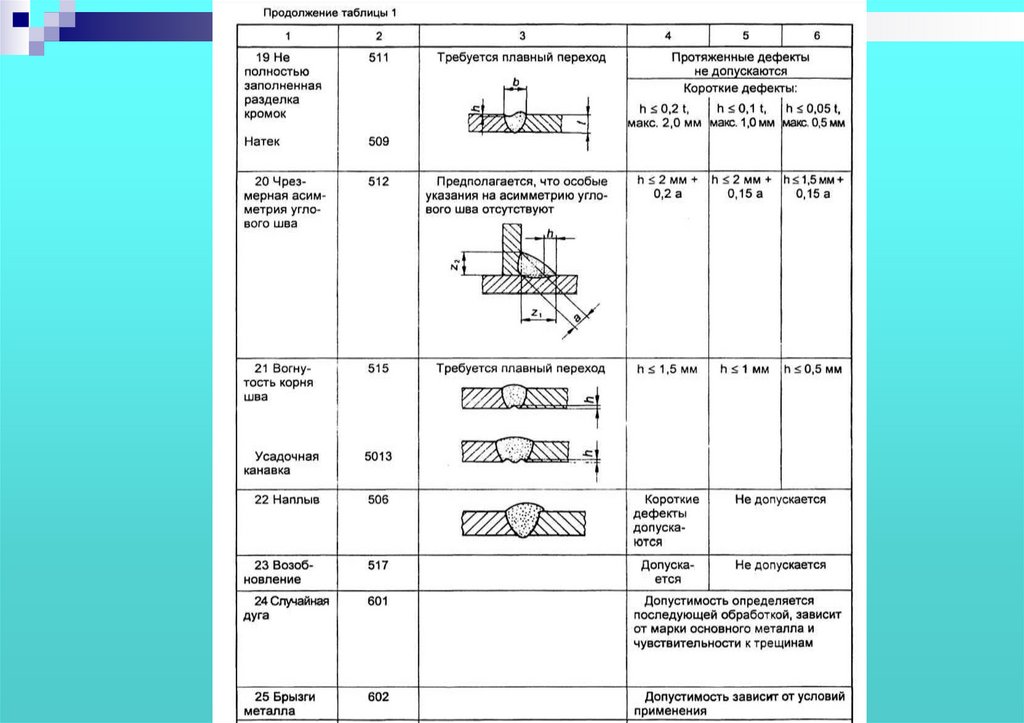
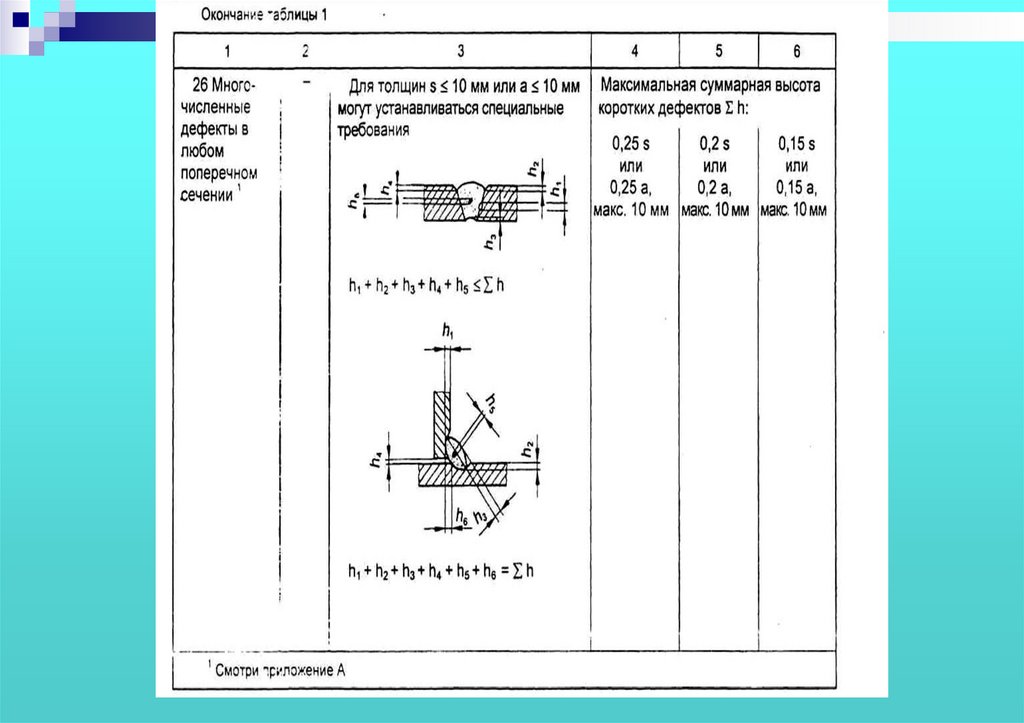
СТБ IS0 5817 СВАРКА ДУГОВАЯ. СОЕДИНЕНИЯСВАРНЫЕ СТАЛЕЙ. УРОВНИ КАЧЕСТВА
76.
77.
78.
79.
80.
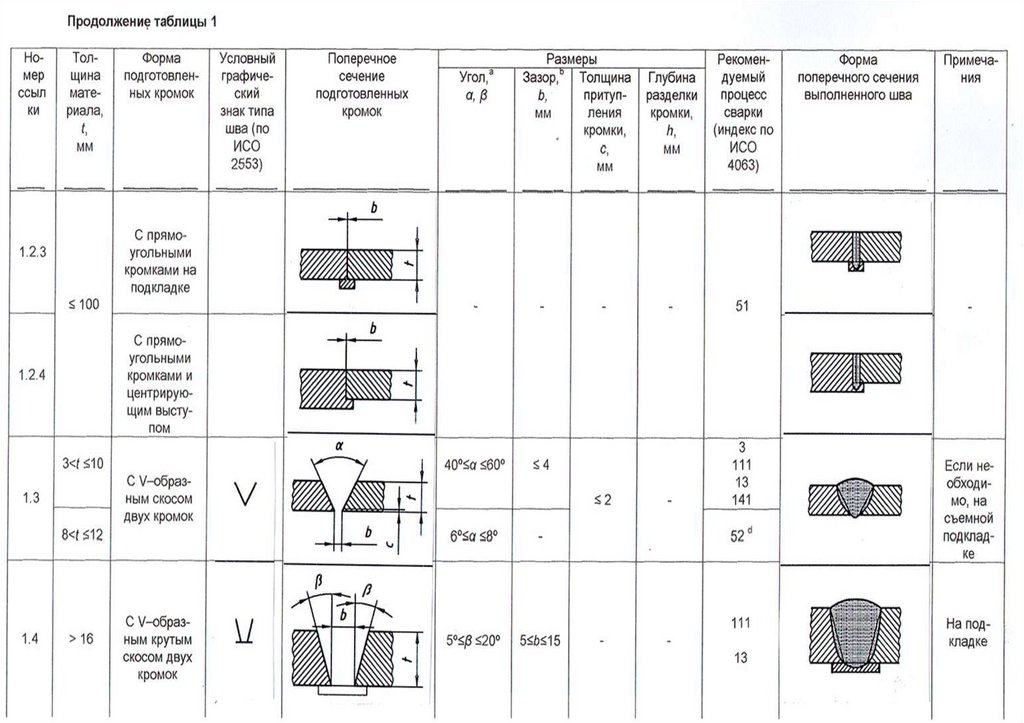
81. Международные стандарты серии ИСО 9692 состоят из следующих частей под общим заголовком: «Сварка и родственные процессы.
Рекомендации по подготовке соединений»:Часть 1. Сварка сталей дуговая плавящимся покрытым электродом,
дуговая в защитном газе плавящимся электродом, дуговая в инертном газе
вольфрамовым электродом (TIG), газовая и лучевая;
Часть 2. Сварка сталей дуговая под флюсом;
Часть 3. Сварка алюминия и алюминиевых сплавов дуговая в инертном
газе плавящимся электродом и вольфрамовым электродом;
Часть 4. Стали плакированные.
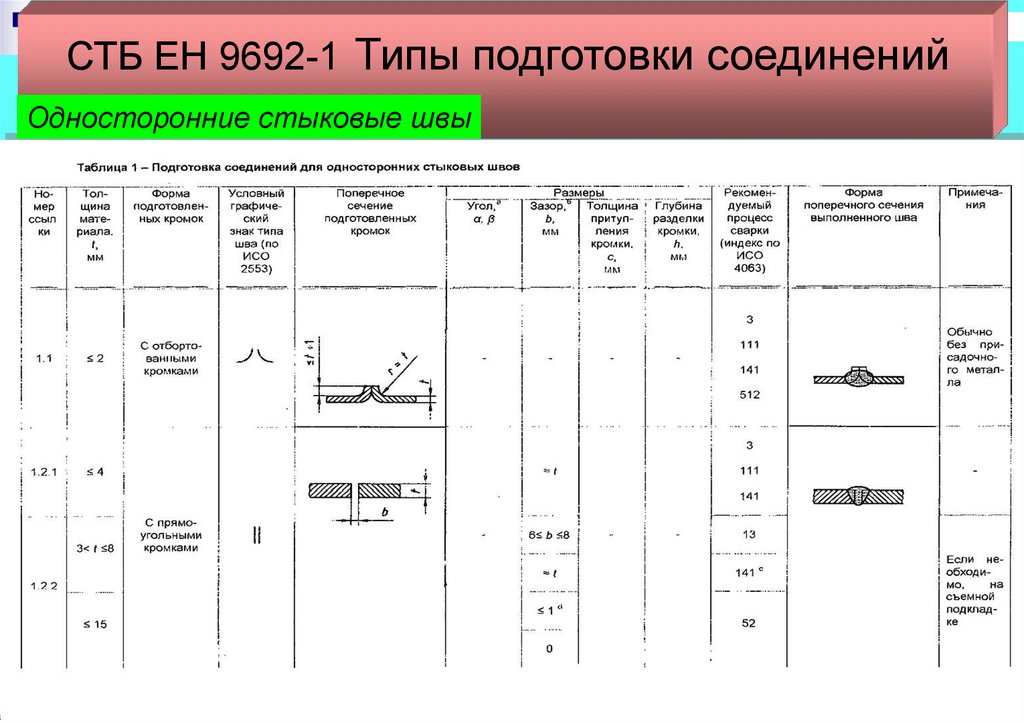
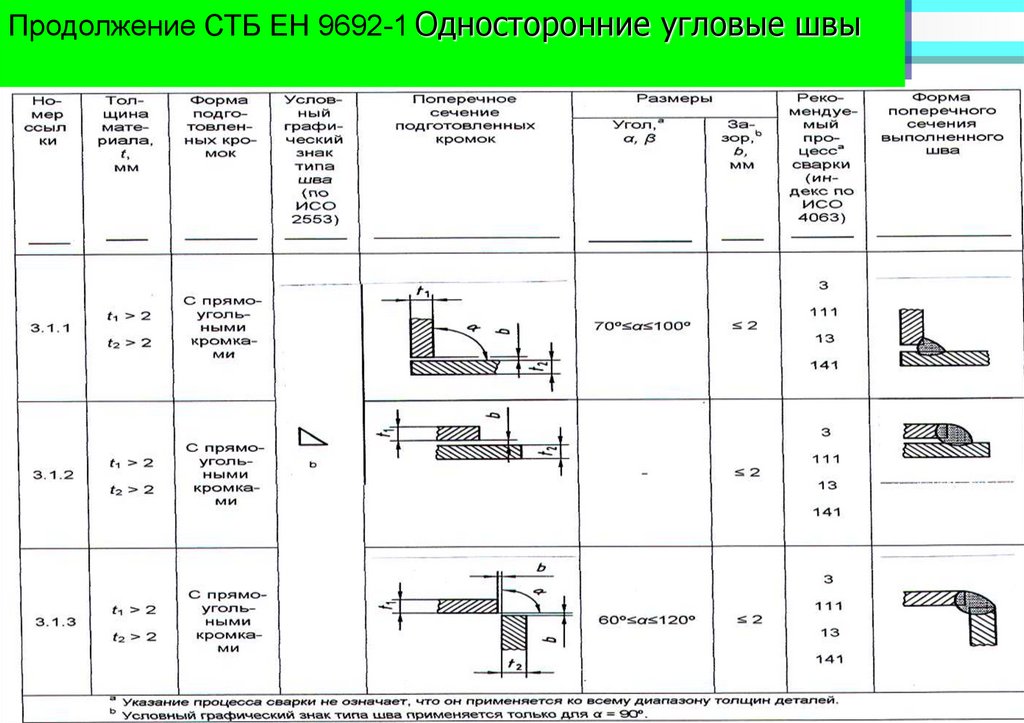
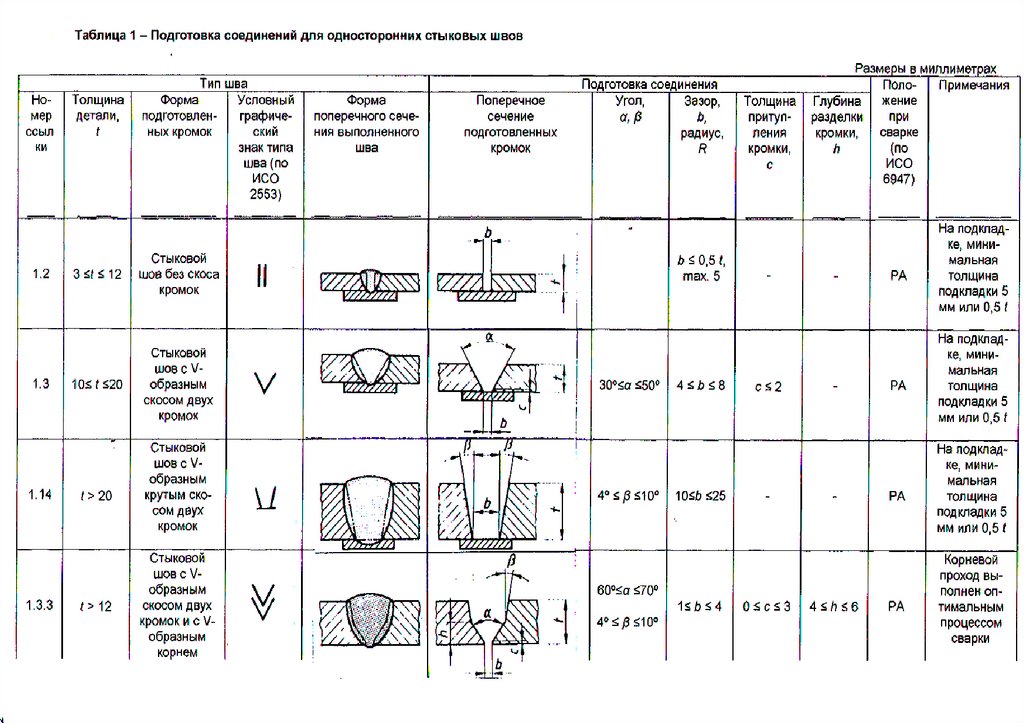
Настоящая часть ИСО 9692 устанавливает параметры,
характеризующие подготовку соединений под сварку, и
приводит примеры швов и форм подготовленных кромок
для широко применяющихся типовых соединений.
82.
СТБЕН
9692-1
СВАРКА
И
РОДСТВЕННЫЕ
ПРОЦЕССЫ.
РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ
СОЕДИНЕНИЙ.Часть1
Сварка
сталей
дуговая
плавящимся
покрытым
электродом, дуговая в защитном газе плавящимся
электродом, дуговая в инертном газе вольфрамовым
электродом (TIG), газовая и лучевая
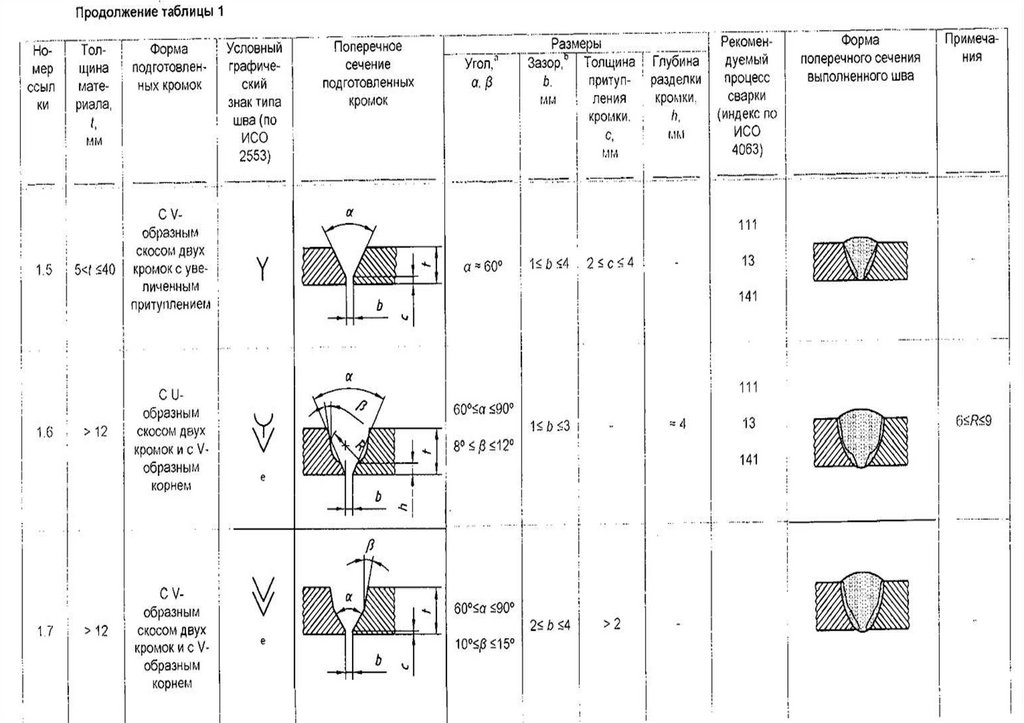
Номер ссылки включает номер таблицы, порядковый
номер подготовки соединения и порядковый номер
варианта формы подготовки кромок соединения,
разделенные точками.
83.
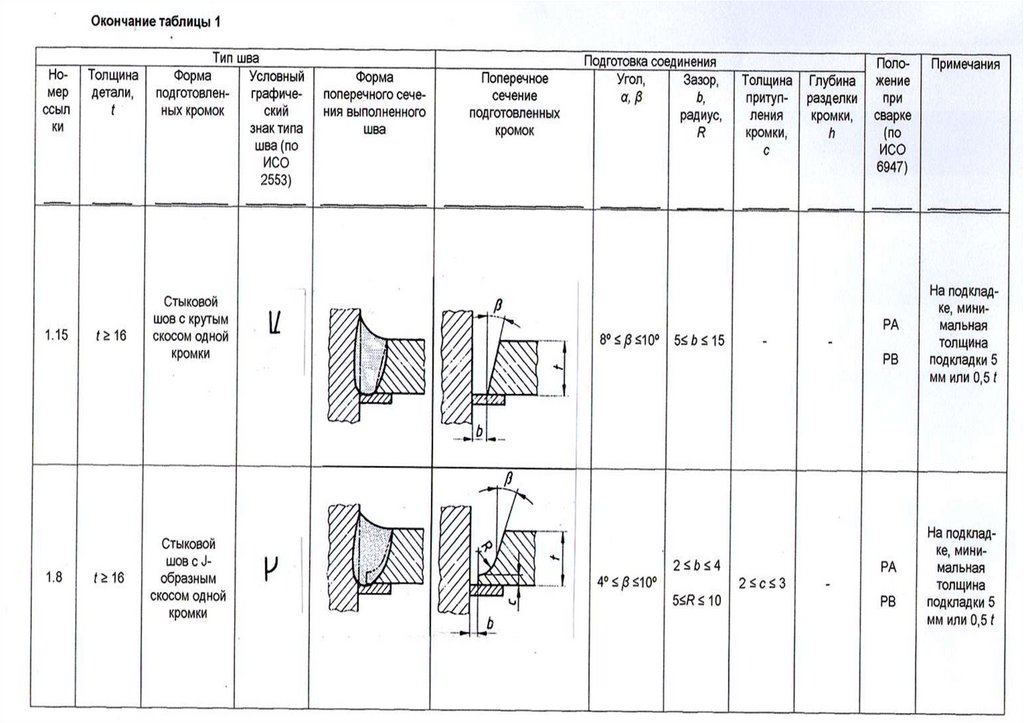
СТБ ЕН 9692-1 Типы подготовки соединенийОдносторонние стыковые швы
84.
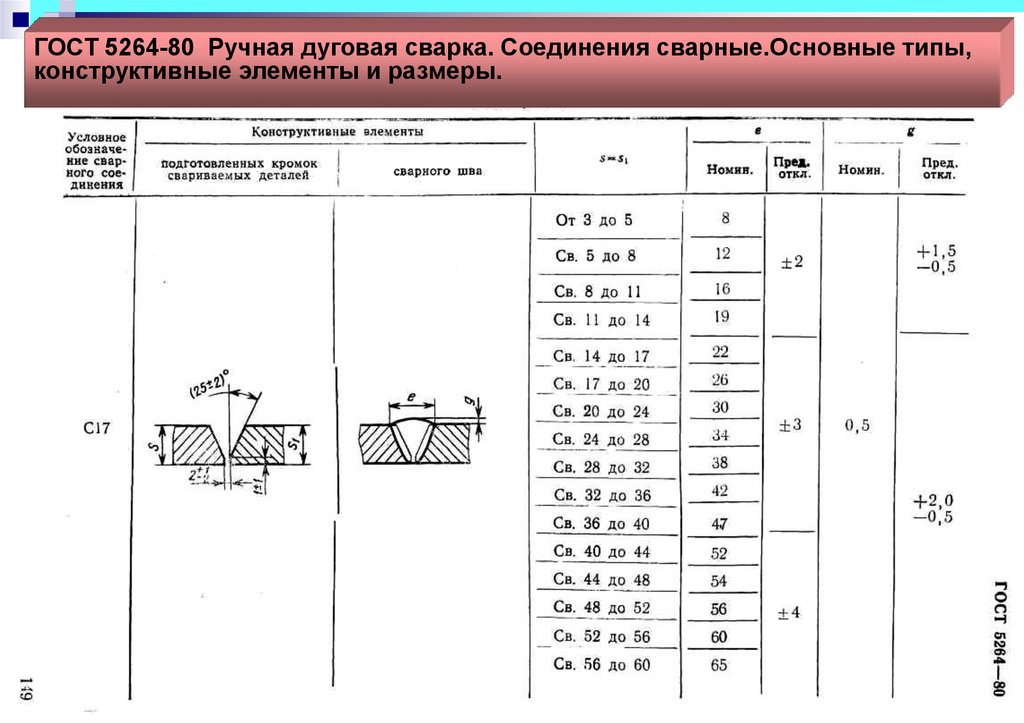
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные.Основные типы,конструктивные элементы и размеры.
85.
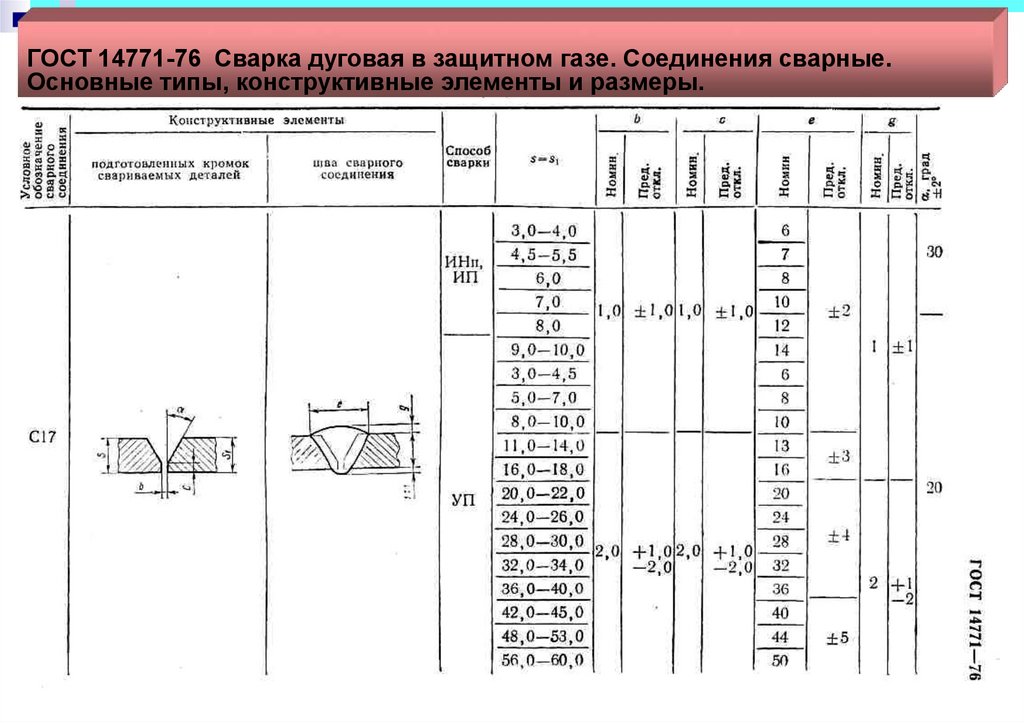
ГОСТ 14771-76 Сварка дуговая в защитном газе. Соединения сварные.Основные типы, конструктивные элементы и размеры.
86.
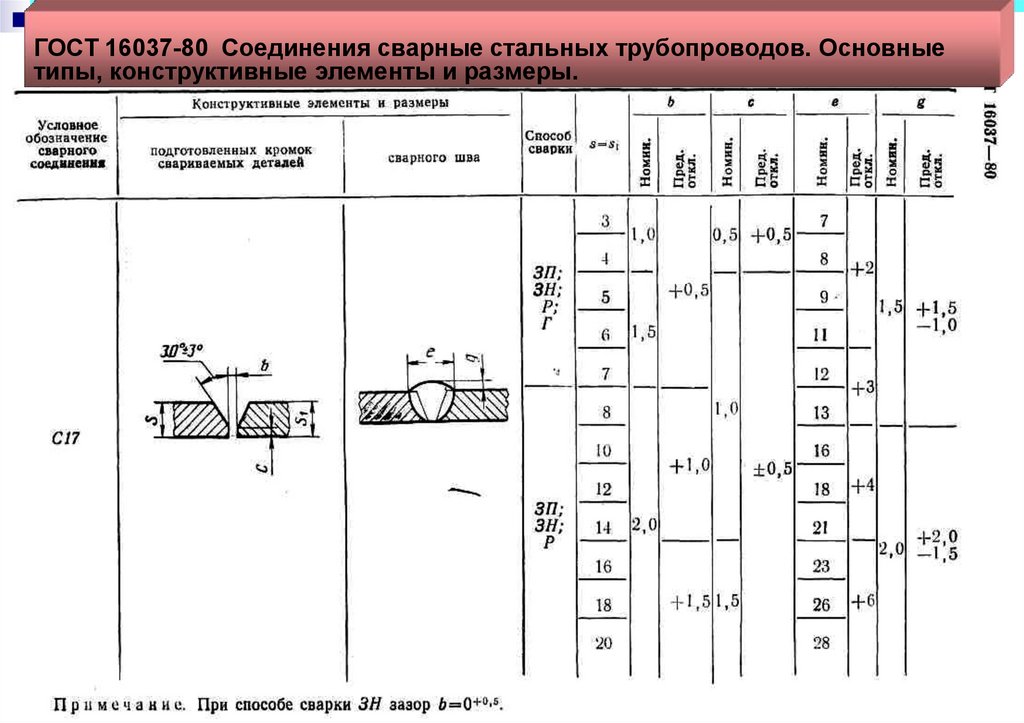
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основныетипы, конструктивные элементы и размеры.
87.
88.
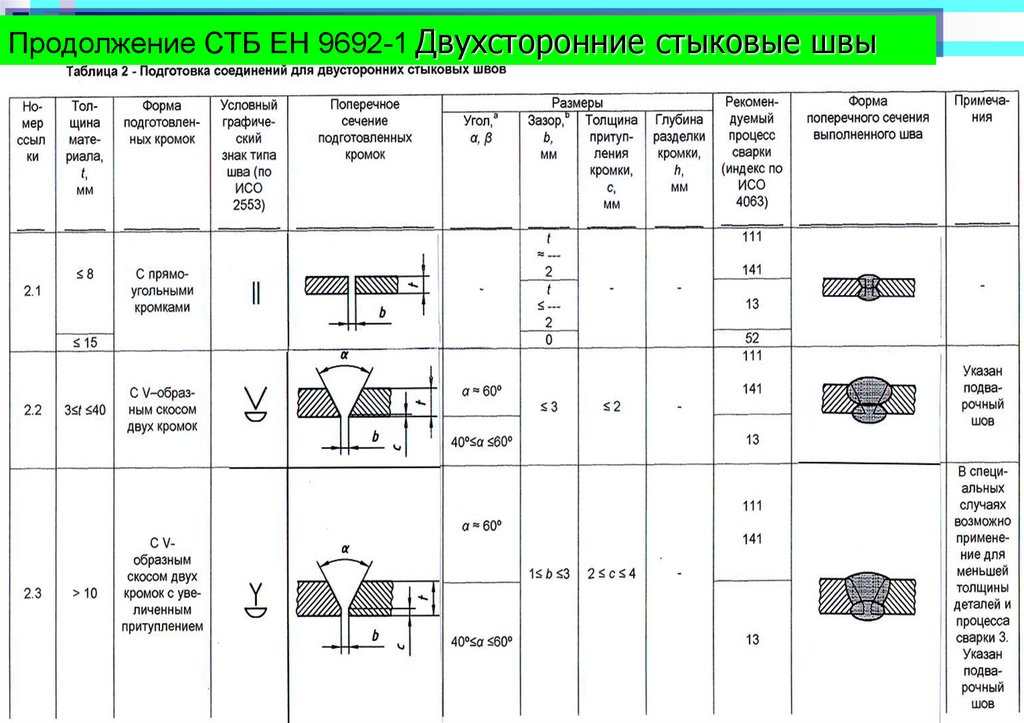
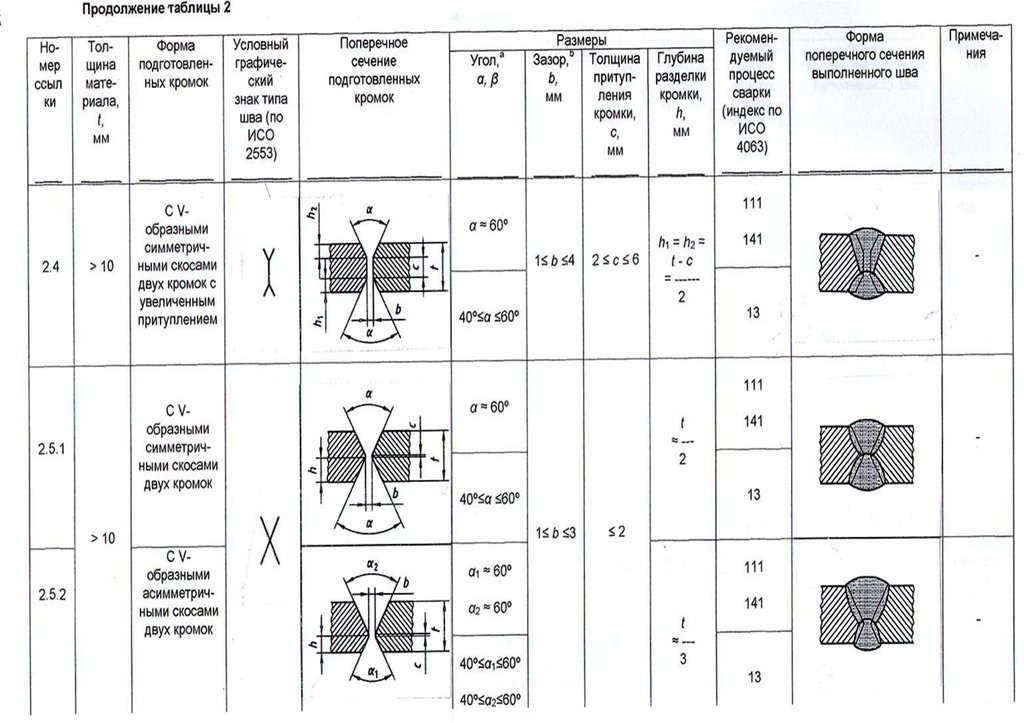
89.
Продолжение СТБ ЕН 9692-1 Двухсторонние стыковые швы90.
91.
Продолжение СТБ ЕН 9692-1 Односторонние угловые швы92.
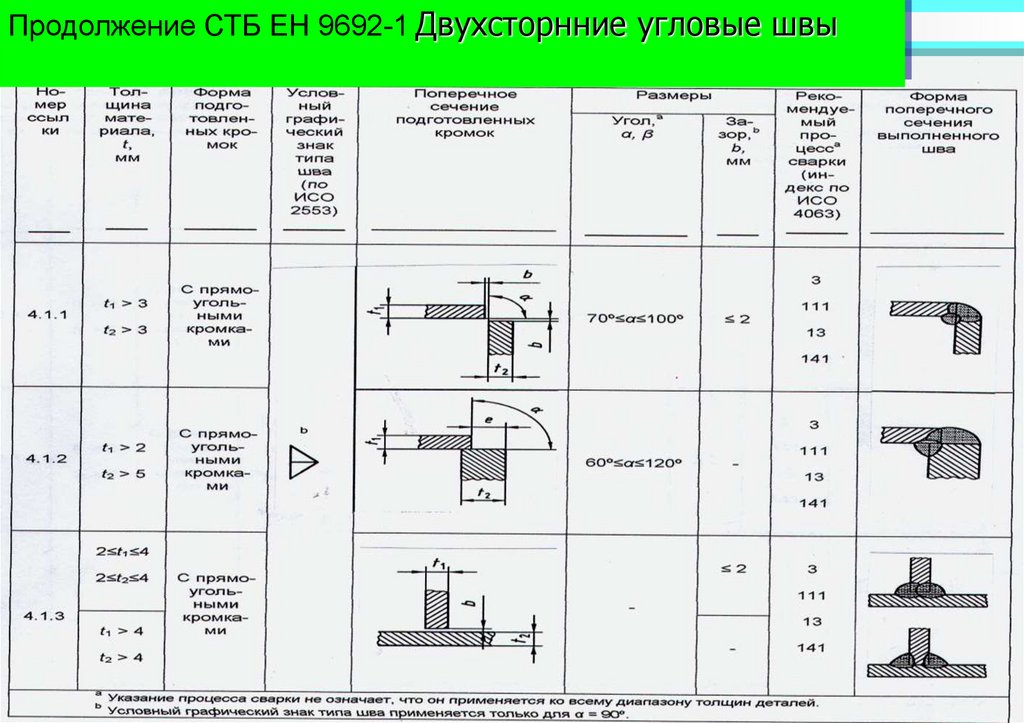
Продолжение СТБ ЕН 9692-1 Двухсторнние угловые швы93.
СТБЕН
9692-2
СВАРКА
И
РОДСТВЕННЫЕ
ПРОЦЕССЫ.
РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ
СОЕДИНЕНИЙ.Часть2
Сварка сталей дуговая под флюсом
Номер ссылки включает в себя: первая цифра соответствует
номеру таблицы; вторая цифра или группа цифр соответствуют
номеру типа шва в ИСО 2553; третья указание, выраженное
буквой, обозначает вариант формы подготовки кромок
соединения
94.
95.
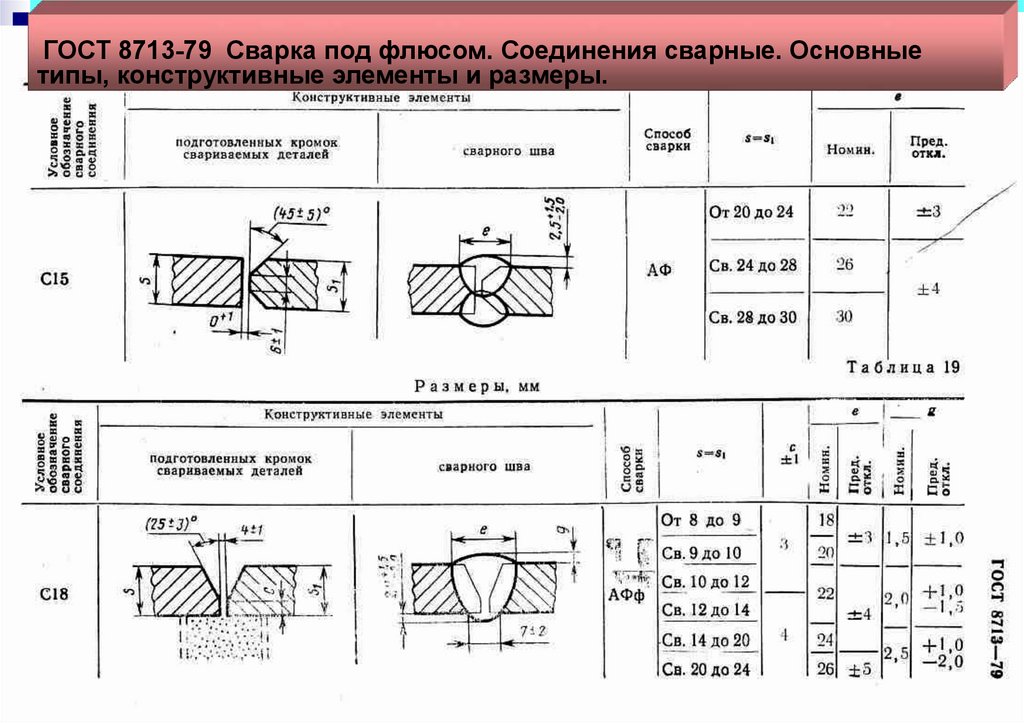
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основныетипы, конструктивные элементы и размеры.
96.
97.
98.
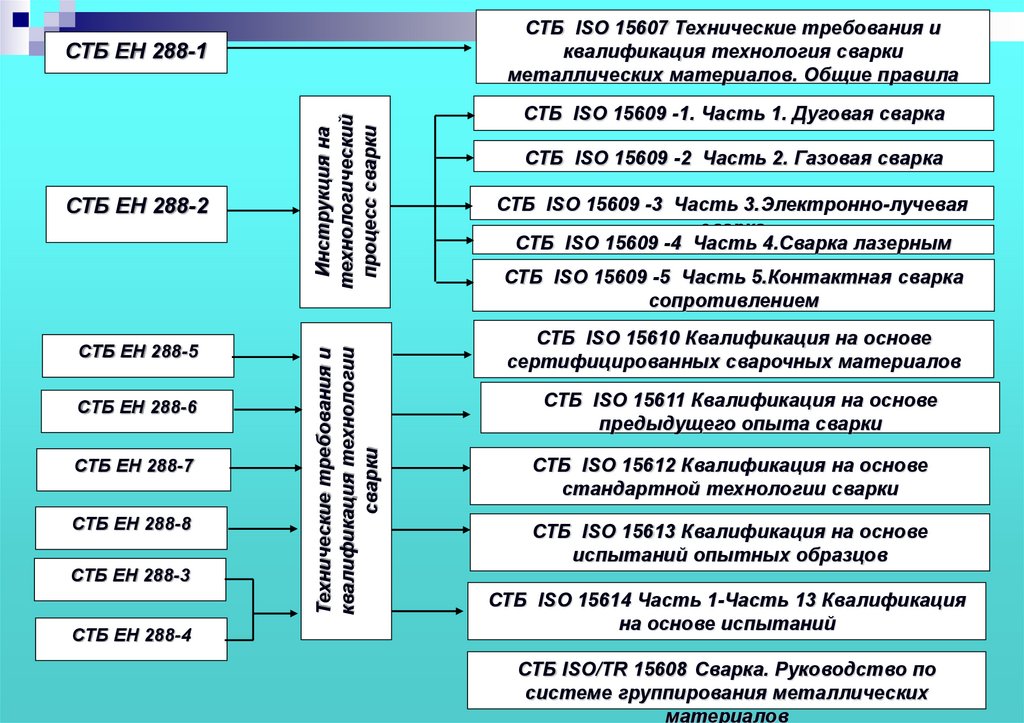
СТБ ISO 15607 Технические требования иквалификация технология сварки
металлических материалов. Общие правила
СТБ ЕН 288-5
СТБ ЕН 288-6
СТБ ЕН 288-7
СТБ ЕН 288-8
СТБ ЕН 288-3
СТБ ЕН 288-4
Технические требования и
квалификация технологии
сварки
СТБ ЕН 288-2
Инструкция на
технологический
процесс сварки
СТБ ЕН 288-1
СТБ ISO 15609 -1. Часть 1. Дуговая сварка
СТБ ISO 15609 -2 Часть 2. Газовая сварка
СТБ ISO 15609 -3 Часть 3.Электронно-лучевая
сварка
СТБ ISO 15609 -4 Часть 4.Сварка лазерным
лучом
СТБ ISO 15609 -5 Часть 5.Контактная сварка
сопротивлением
СТБ ISO 15610 Квалификация на основе
сертифицированных сварочных материалов
СТБ ISO 15611 Квалификация на основе
предыдущего опыта сварки
СТБ ISO 15612 Квалификация на основе
стандартной технологии сварки
СТБ ISO 15613 Квалификация на основе
испытаний опытных образцов
СТБ ISO 15614 Часть 1-Часть 13 Квалификация
на основе испытаний
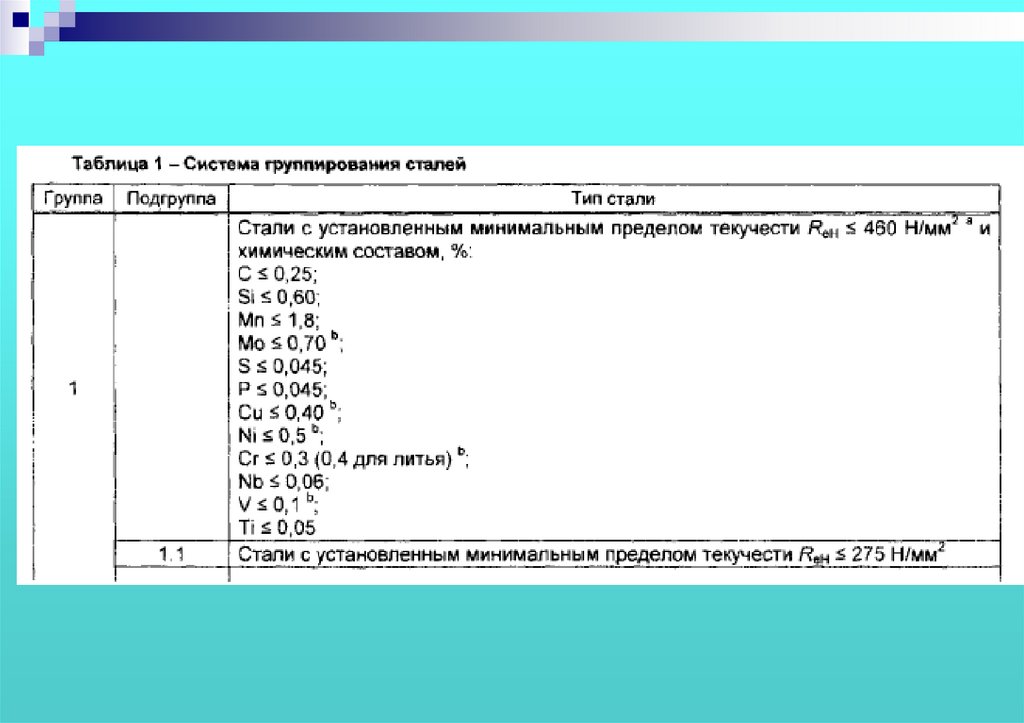
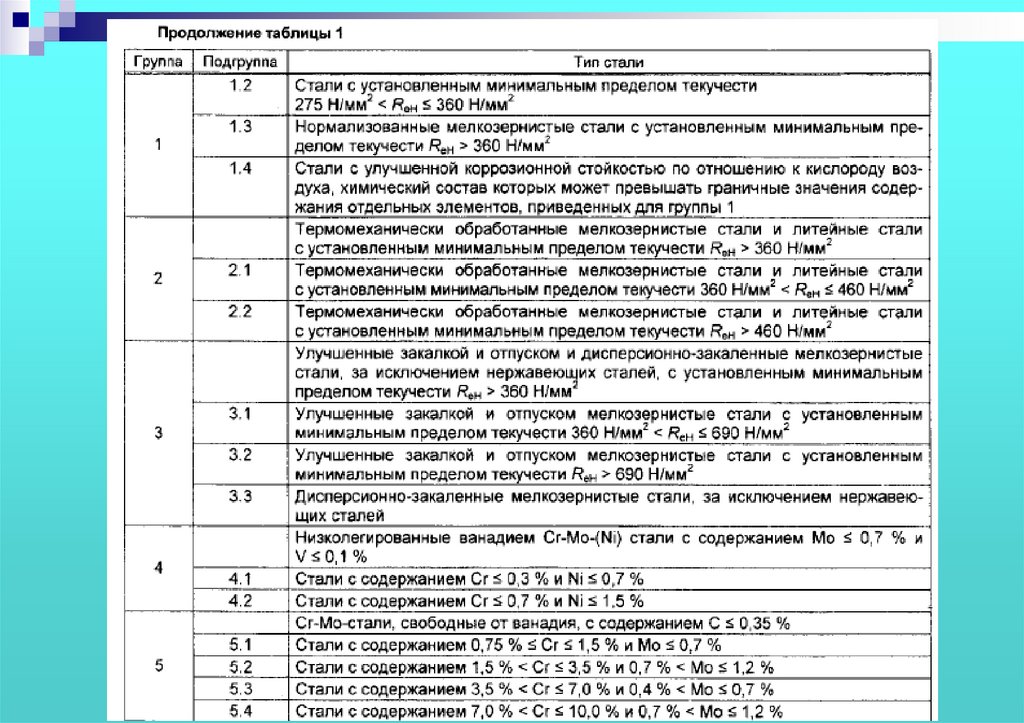
СТБ ISO/TR 15608 Сварка. Руководство по
системе группирования металлических
материалов
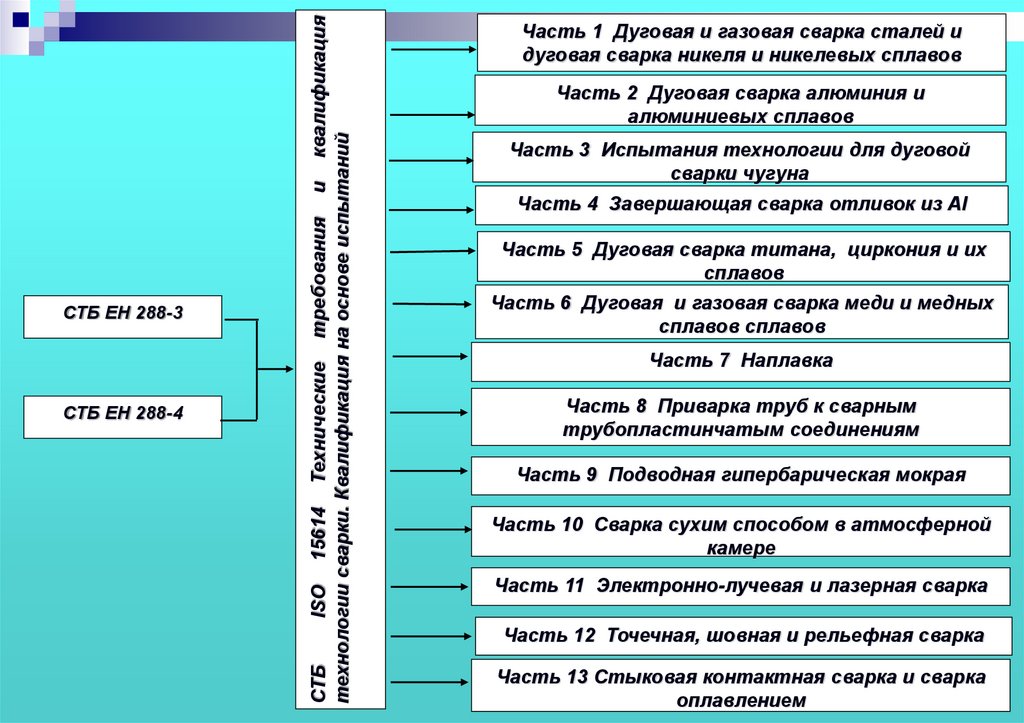
99.
СТБ ЕН 288-4СТБ
ISO 15614 Технические требования и квалификация
технологии сварки. Квалификация на основе испытаний
СТБ ЕН 288-3
Часть 1 Дуговая и газовая сварка сталей и
дуговая сварка никеля и никелевых сплавов
Часть 2 Дуговая сварка алюминия и
алюминиевых сплавов
Часть 3 Испытания технологии для дуговой
сварки чугуна
Часть 4 Завершающая сварка отливок из Al
Часть 5 Дуговая сварка титана, циркония и их
сплавов
Часть 6 Дуговая и газовая сварка меди и медных
сплавов сплавов
Часть 7 Наплавка
Часть 8 Приварка труб к сварным
трубопластинчатым соединениям
Часть 9 Подводная гипербарическая мокрая
Часть 10 Сварка сухим способом в атмосферной
камере
Часть 11 Электронно-лучевая и лазерная сварка
Часть 12 Точечная, шовная и рельефная сварка
Часть 13 Стыковая контактная сварка и сварка
оплавлением