
 Дуговая электр")
























 Промышленность
ПромышленностьПохожие презентации:




")





Лекция 5. Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
1.
Кафедра: «Технология транспортного машиностроения и ремонтподвижного состава»
Дисциплина: «Технология конструкционных материалов»
ЛЕКЦИЯ №5
Сварка металлов. Общие сведения.
Физическая сущность сварочной дуги. Тепловое
действие сварочной дуги.
Лектор: преподаватель кафедры ТТМ и РПС, к. т. н.,
Муравьев Дмитрий Валерьевич
2.
В соответствии с ГОСТ 2601-74Сварка определяется как процесс
получения неразъемных соединений
посредством установления межатомных
связей между свариваемыми частями при их
местном или общем нагреве или
пластическом деформировании или
совместным действием того и другого.
Неразъемные соединения, выполненные с
помощью сварки, называют сварными
соединениями
.
3. Основные виды сварки:
Сварка плавлением осуществляется припоследовательном нагревании кромок
свариваемых деталей до местного
расплавления с помощью
высокотемпературного источника тепла.
Сварка давлением осуществляется за счет
совместной пластической деформации
соединяемых заготовок, нагретых до
высокопластического состояния или
обладающих высокой пластичностью при
нормальной температуре.
4. Вид сварки объединяет группу сварочных процессов, в которых используется один источник теплоты. Три основных вида сварки: 1) Дуговая электр
Вид сварки объединяет группу сварочных процессов, в которыхиспользуется один источник теплоты.
Три основных вида сварки:
1) Дуговая электросварка (источник теплоты – электрическая дуга).
2) Электрошлаковая сварка (источник теплоты – тепло,
аккумулируемое в сварочной ванне).
3) Электронно-лучевая сварка (источник теплоты – тепловая энергия,
образующаяся в результате преобразования кинетической энергии
движущихся электронов).
Способ сварки – это вариант конкретного вида сварки, который
отличается от других по сущности ведения процесса (сварка
открытой дугой, сварка в защитных газах, сварка под флюсом, ручная
сварка).
Метод сварки – это разновидность способа сварки,
отличающаяся от других непринципиальными изменениями (ручная
дуговая сварка обычная и с опиранием обмазки, сварка наклонным
электродом, автоматическая сварка с увеличенным вылетом
электрода).
5. Классификация сварки по виду применяемой энергии
Классы сварки поГОСТ 19521-74
Термический
Термомеханический
Включает виды сварки,
которые выполняются с
плавлением
соединяемых частей в
зоне сварки с
использованием
тепловой энергии
(дуговая, газовая,
электрошлаковая,
электронно-лучевая,
плазменная, лазерная
и др.).
Включает виды сварки,
которые производятся
с использованием
давления в сочетании с
тепловой энергией
(электроконтактная,
диффузионная,
газопрессовая и др.).
Механический
Включает виды сварки,
которые производятся
с применением
механического усилия
(энергии) и давления
(холодная сварка,
сварка взрывом,
ультразвуковая сварка,
сварка трением и др.).
6. Схема сварочной дуги
1) катодная область; 2) область катодного падения напряжения; 3)переходные области;4)столб дуги; 5) область анодного падения напряжения; 6) кратер сварочной ванны;
7) анодная область.
Lд – длина дуги;
lст – длина столба дуги.
7.
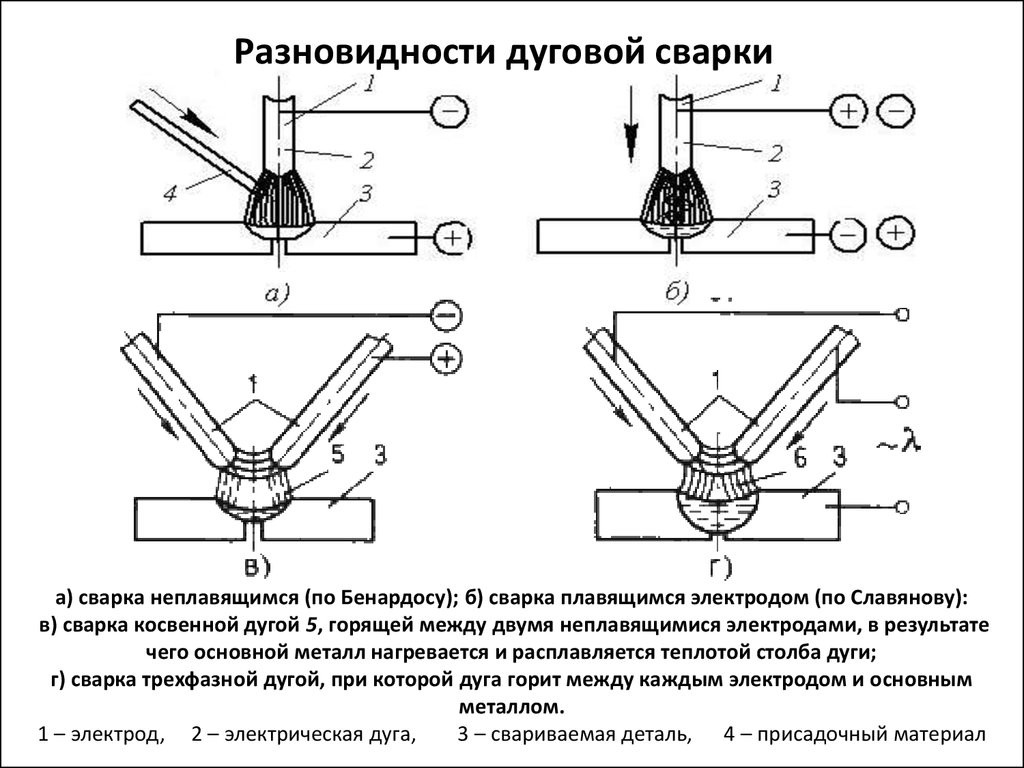
Разновидности дуговой сваркиа) сварка неплавящимся (по Бенардосу); б) сварка плавящимся электродом (по Славянову):
в) сварка косвенной дугой 5, горящей между двумя неплавящимися электродами, в результате
чего основной металл нагревается и расплавляется теплотой столба дуги;
г) сварка трехфазной дугой, при которой дуга горит между каждым электродом и основным
металлом.
1 – электрод, 2 – электрическая дуга,
3 – свариваемая деталь, 4 – присадочный материал
8.
Схема зажигания электрической дуги:а) короткое замыкание,
б) ионизация воздушного промежутка за счет эмиссии
электронов,
в) устойчивый дуговой разряд:
1 – электрод,
2 – заготовка,
3 – поток электронов,
4 – поток положительно заряженных ионов,
5 – катодное пятно,
6 – дуга,
7 – анодное пятно
9. Схема процесса сварки металлическим покрытым электродом
1) основной металл;2) шлаковая корка;
3) сварной шов;
4) шлаковая ванна;
5) защитная газовая атмосфера;
6) покрытие электрода;
7) стержень электрода;
8) электрическая дуга;
9) сварочная ванна;
10)Vсв – скорость сварки.
10.
11. Схема автоматической дуговой сварки под флюсом
1) токопровод; 2)механизм подачи сварочной проволоки;3) сварочная проволока; 4) жидкий шлак; 5) флюс;
6) твердая шлаковая корка; 7) сварной шов;
8) основной металл; 9) жидкий металл; 10) электрическая дуга.
12. Сварка в защитных газах
Схема сварки в защитных газахнеплавящимся электродом при
прямой полярности
с присадочным прутком:
1 – присадочный пруток,
2 – сопло,
3 – токопроводящий мундштук,
4 – корпус горелки,
5 – неплавящийся вольфрамовый
электрод,
6 – рукоять горелки,
7 – атмосфера защитного газа,
8 – сварочная дуга,
9 – ванна расплавленного металла
13. Схема электрошлаковой сварки
1)2)
3)
4)
5)
6)
7)
8)
9)
свариваемые заготовки;
продольная планка;
поперечная планка;
водоохлаждаемые медные
ползуны;
электропроводный шлак;
механизм подачи проволоки;
электродная проволока;
сварочная ванна;
Vсв – скорость сварки.
14.
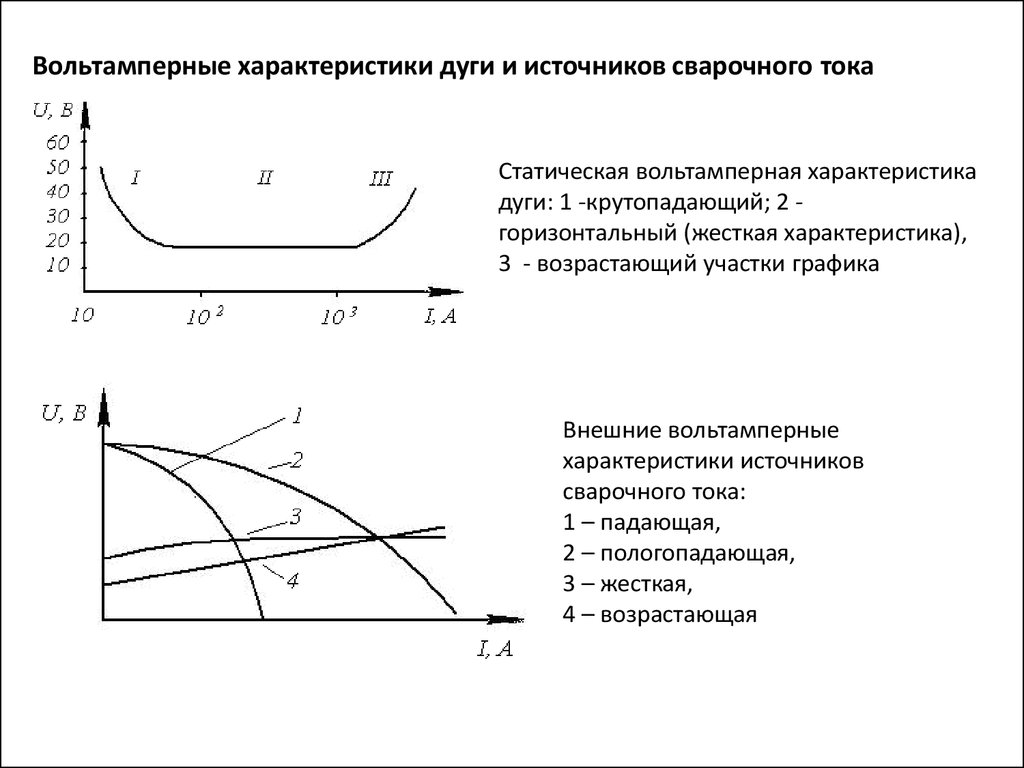
Вольтамперные характеристики дуги и источников сварочного токаСтатическая вольтамперная характеристика
дуги: 1 -крутопадающий; 2 горизонтальный (жесткая характеристика),
3 - возрастающий участки графика
Внешние вольтамперные
характеристики источников
сварочного тока:
1 – падающая,
2 – пологопадающая,
3 – жесткая,
4 – возрастающая
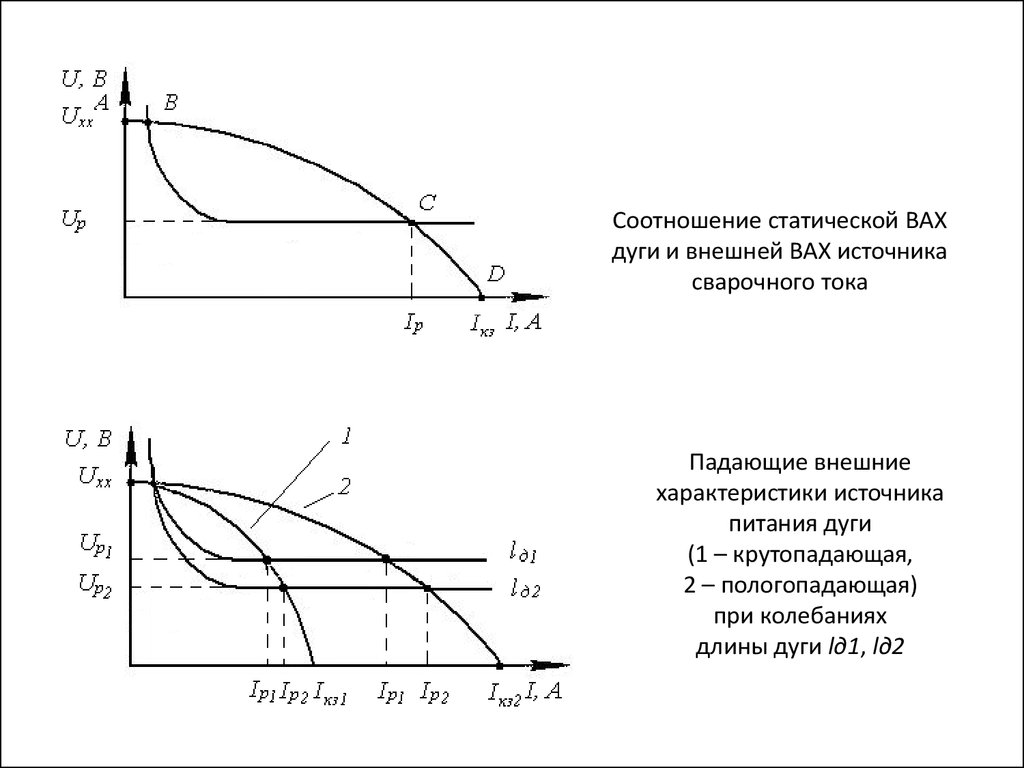
15.
Соотношение статической ВАХдуги и внешней ВАХ источника
сварочного тока
Падающие внешние
характеристики источника
питания дуги
(1 – крутопадающая,
2 – пологопадающая)
при колебаниях
длины дуги lд1, lд2
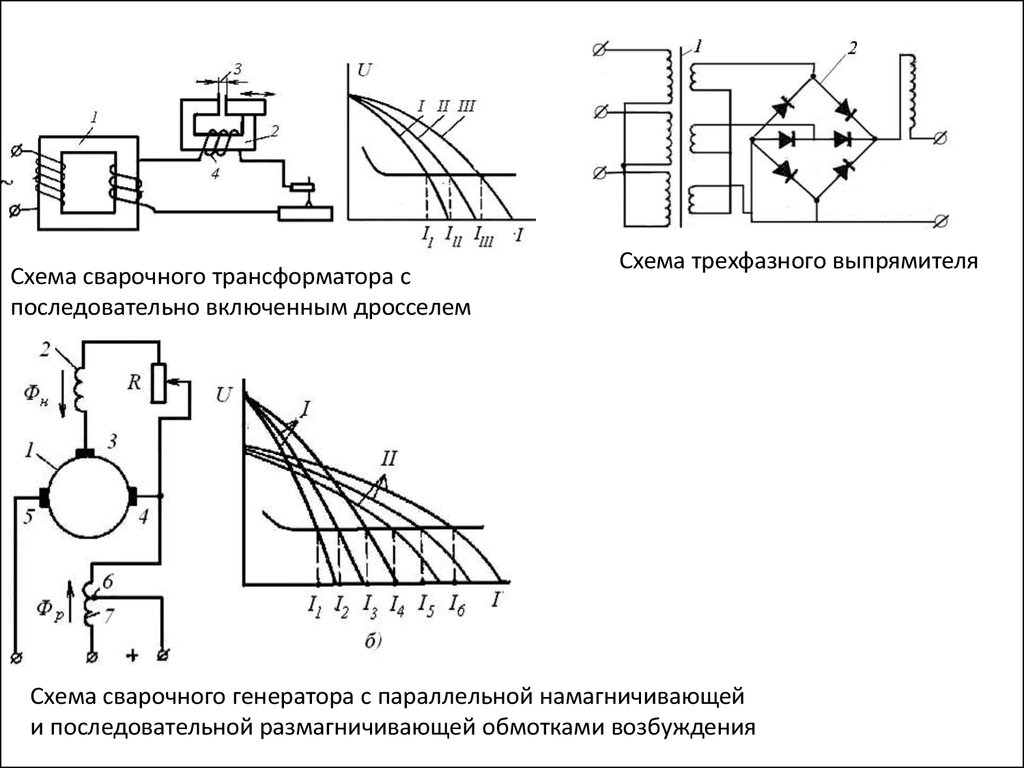
16.
Схема сварочного трансформатора споследовательно включенным дросселем
Схема трехфазного выпрямителя
Схема сварочного генератора с параллельной намагничивающей
и последовательной размагничивающей обмотками возбуждения
17. Схема сварного соединения
1 – сварной шов;2 – зона сплавления;
3 – зона термического влияния (ЗТВ) сварки;
4 – изделие
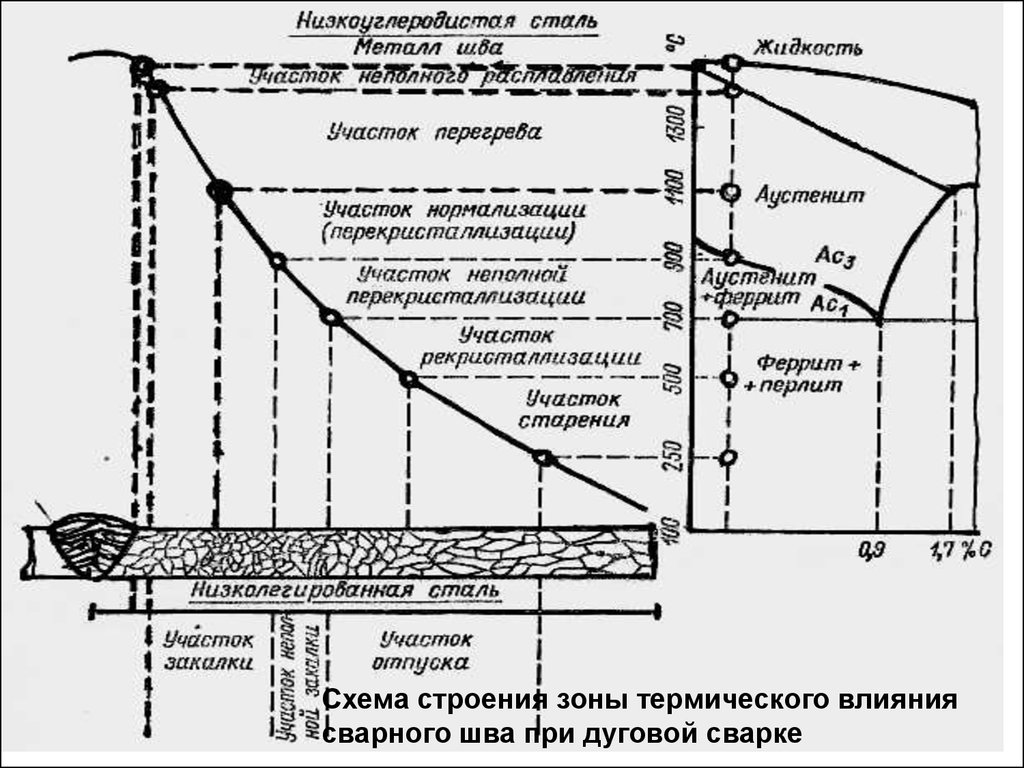
18.
Схема строения зоны термического влияниясварного шва при дуговой сварке
19. Конструктивные параметры сварного шва
Сварной шов – это конструктивный элемент сварного соединения,образованный затвердевшим после расплавления металлом по линии
перемещения источника сварного нагрева.
По форме наружной поверхности сварные швы бывают:
1) 1-2-3 – выпуклый шов (при остывании шва усадка проходит спокойно, т.
к. пунктирная линия шва короче первоначальной, поэтому
растягивающие напряжения в сварном шве не возникают);
2) 1-4-3 – вогнутый шов (усадка шва протекает с удлинением кривой
контура шва, поэтому может возникнуть местный разрыв и трещина)
20. Виды сварных соединений
21. Формы подготовки кромок под сварку
22.
Классификация способов сварки давлениемСпособы сварки давлением
Электроконтактная
Диффузионная
Сварка трением
Сварка взрывом
Холодная
Ультразвуковая
23. Термомеханические способы сварки
Контактная сваркаСхема контактной сварки (а) и физического контакта (б) свариваемых деталей
24. Схемы контактной сварки
1 – детали;2 – неподвижный
токопровод;
3 – подвижный
токопровод;
4 – трансформатор
1 – токопровод;
2 – деталь
1 – электроды;
2 – детали;
3 – трансформатор
1 – детали;
2 – электроды
а – стыковая; б – точечная; в – шовная
25. Стыковая контактная сварка
Схема контактной стыковой сварки:1 – свариваемые заготовки,
2, 3 – зажимы,
4 – сварочный трансформатор
При стыковой сварке сопротивлением металл в зоне контакта разогревается
до пластического состояния и соединение образуется за счет совместной
пластической деформации соединяемых поверхностей.
Стыковая сварка методом оплавления − вид контактной сварки, при котором с
включением тока соприкосновение происходит вначале по отдельным
небольшим площадкам, через которые протекает ток высокой плотности, в
результате чего происходит оплавление металла в точках касания.
26. Точечная и шовная контактная сварка
Схемы контактной точечной сварки: а)двусторонней, б) односторонней: 1 –
свариваемые элементы,
2 – медные электроды,
3 – расплавленная зона металла,
4 – источник питания,
5 – медная подкладка,
6 – проходящий ток
Принципиальная схема
шовной сварки:
а) двусторонней;
б) односторонней;
1 – заготовки,
2 – электроды,
3 – медная подкладка
27. Сварка металлов трением
Принципиальные схемы сварки трением: а) вращение одной детали,б) вращение обеих деталей, в) сварка неподвижных деталей с вращающейся
вставкой, г) сварка при возвратно-поступательном движении одной детали
28. Сварка взрывом
Принципиальная схема сварки взрывом: 1 – детонатор,2 – взрывчатое вещество, 3 – привариваемая пластина,
4 – заготовка
29. Холодная сварка
Схема холодной сварки:1 – пуансоны,
2 – свариваемые заготовки
30. Ультразвуковая сварка
Принципиальная схема ультразвуковой сварки:1 – магнитострикционный преобразователь,
2 – трансформатор продольных упругих колебаний,
3 – рабочий инструмент,
4 – наконечник рабочего инструмента,
5 – свариваемые заготовки, 6 – опора