
 Менеджмент
МенеджментПохожие презентации:










Основы организации производства и труда на предприятиях. Часть 3
1.
ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ИТРУДА НА ПРЕДПРИЯТИЯХ
ЧАСТЬ 3
2.
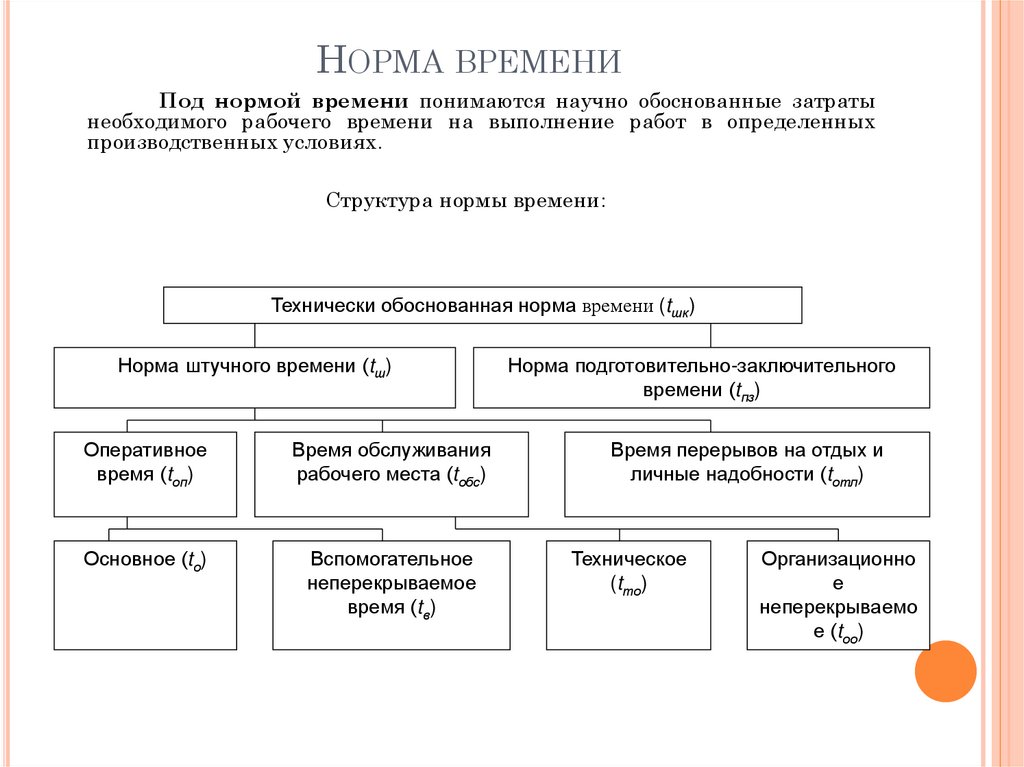
НОРМА ВРЕМЕНИПод нормой времени понимаются научно обоснованные затраты
необходимого рабочего времени на выполнение работ в определенных
производственных условиях.
Структура нормы времени:
Технически обоснованная норма времени (tшк)
Норма штучного времени (tш)
Оперативное
время (tоп)
Время обслуживания
рабочего места (tобс)
Основное (tо)
Вспомогательное
неперекрываемое
время (tв)
Норма подготовительно-заключительного
времени (tпз)
Время перерывов на отдых и
личные надобности (tотл)
Техническое
(tто)
Организационно
е
неперекрываемо
е (tоо)
3.
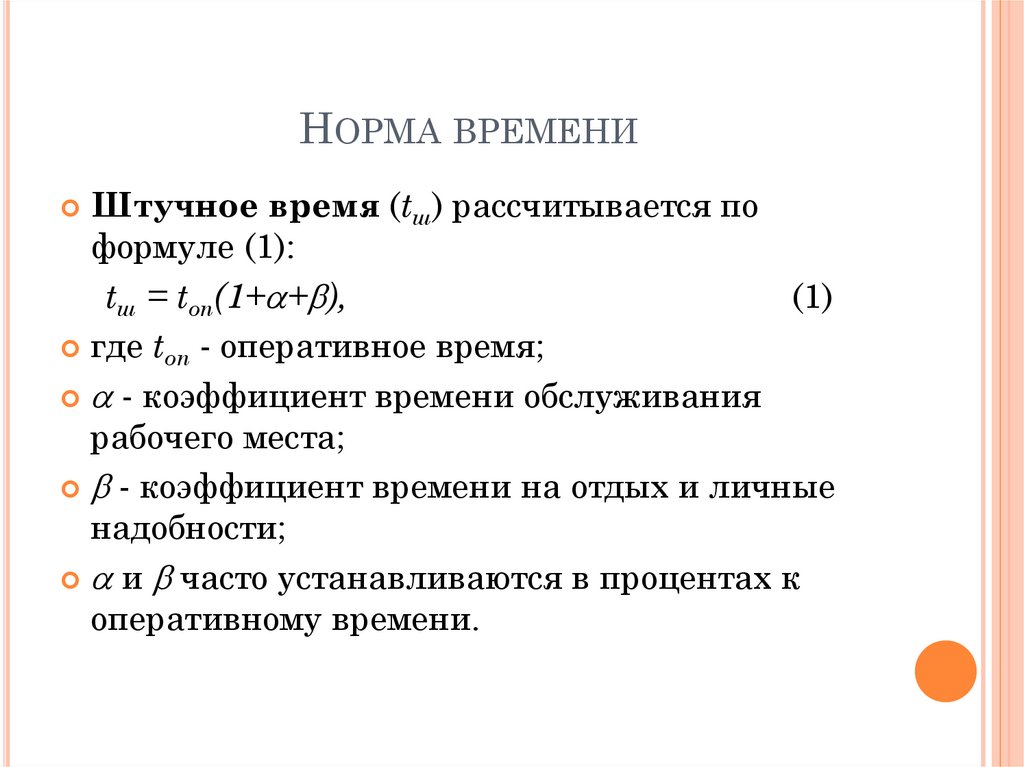
НОРМА ВРЕМЕНИШтучное время (tш) рассчитывается по
формуле (1):
tш = tоп(1+ + ),
(1)
где tоп - оперативное время;
- коэффициент времени обслуживания
рабочего места;
- коэффициент времени на отдых и личные
надобности;
и часто устанавливаются в процентах к
оперативному времени.
4.
НОРМА ВРЕМЕНИПодготовительно-заключительное
время
(tпз)
необходимо
рабочему
на
ознакомление с порученной ему работой, на подготовку к ней, а также на выполнение
действий, связанных с ее окончанием. Это время затрачивается один раз на всю
партию или на рабочий день.
К подготовительно-заключительной работе относятся:
получение задания и ознакомление с работой;
изучение технологической документации;
сдача работы мастеру или контролеру-приемщику и т.д.
При работе на станках к подготовительно-заключительному времени также относят
установку специальных приспособлений, наладку и установление режима обработки,
если эта работа выполняется один раз для всего заданного объема работы или для
партии деталей.
Подготовительно-заключительное время в единичном производстве, как правило,
расходуется на одну деталь и полностью включается в норму времени. В серийном
производстве затраты на подготовительно-заключительную работу нормируются на
партию изделий и включаются в полную норму в соответствующей доле на единицу. В
массовом
производстве
категория
подготовительно-заключительное
время
отсутствует, так как исключаются переналадка оборудования и другие работы,
относящиеся к подготовительно-заключительному времени. Поэтому подготовительнозаключительное время (за исключением массового производства) определяют либо по
нормативам, либо на основании длительного изучения рабочего времени. При
установлении норм подготовительно-заключительного времени исходят из условия
надлежащей организации и обслуживания рабочего места.
5.
НОРМА ВРЕМЕНИОсновное (технологическое) время (tо) –
это время, в течение которого непосредственно
осуществляется
цель
технологического
процесса (изменение формы, поверхности и
размеров детали, изменение механических
свойств и внутренней структуры материала и
т.д.). Основное время в операции может быть
машинным (tм), машинно-ручным (tмр) и
ручным (tр).
Основное (технологическое) время определяют
по нормативам или расчетом, исходя из
технологического
режима
работы
оборудования, устанавливаемого с учетом
паспортных данных.
6.
НОРМА ВРЕМЕНИВспомогательное время (tв) затрачивается на
действия, обеспечивающие выполнение элементов
основной работы, например, на установку и съем детали,
подвод и отвод инструмента, пуск и остановку
механизма, изменение детали. Действия, входящие в
категорию вспомогательного времени, могут быть
ручными, машинно-ручными и машинными.
В норму вспомогательного времени включается только
та часть вспомогательного времени, которая связана с
действиями, не перекрываемыми другими приемами и
действиями. Вспомогательное время рассчитывают в
соответствии
с
установленными
для
данного
предприятия
нормативами,
на
основании
хронометражных наблюдений или по математическим
моделям,
отражающим
зависимость
величины
вспомогательного времени от определяющих его
факторов.
7.
НОРМА ВРЕМЕНИСумма
основного
(технологического)
и
вспомогательного
неперекрываемого времени на операцию составляет оперативное
время (tоп):
tоп = tо + tв.
(2)
Время обслуживания рабочего места (tобс) охватывает время,
затрачиваемое рабочим на уход за рабочим местом на протяжении
смены (работы). Оно подразделяется на время технического и
организационного обслуживания.
Время технического обслуживания рабочего места (tто)
затрачивается на смену инструмента, на регулировку и
подналадку механизма в процессе работы, на правку инструмента
и другие действия рабочего, связанные с уходом за рабочим
местом при выполнении работы.
Время организационного обслуживания рабочего места (tоо)
включает затраты времени рабочего на уход за рабочим местом в
течение рабочей смены (раскладка и уборка инструмента в начале
и в конце смены, смазка и чистка механизмов, уборка рабочего
места).
Время обслуживания рабочего места устанавливается на
основании нормативов и, как правило, определяется в процентном
соотношении к оперативному времени.
8.
НОРМА ВРЕМЕНИВремя на отдых и личные надобности для всех работающих
регламентируется законодательством и выражается в процентах к
оперативному времени (например, 2-2,5% от времени рабочей
смены). Этот норматив дифференцируется в зависимости от
тяжести работы, с учетом возможности использования для отдыха
времени технологических перерывов.
В общем виде штучно-калькуляционную норму времени на
все работы можно рассчитать по формуле (3):
tшк = tо+tв+tобс+tотл+tпто+tпз/п,
(3)
где tшк — норма штучно-калькуляционного времени;
tо — основное время на выполнение операции;
tв — вспомогательное (неперекрываемое) время;
tобс — время на обслуживание рабочего места;
tотл — время на отдых и личные надобности рабочего;
tпто — допустимые перерывы по техническим и организационным
причинам;
tпз — подготовительно-заключительное время;
п — размер партии обрабатываемых деталей.
9.
НОРМА ВРЕМЕНИТаким образом, штучное время и подготовительно-заключительное время,
приходящееся на операцию, образуют норму штучно-калькуляционного
времени или полную норму времени (4):
tшк = tш+tпз/п.
(4)
В массовом и крупносерийном типах производства число п достаточно
велико, поэтому дробь tпз/п стремится к 0 и не включается в состав
штучно-калькуляционного времени, следовательно:
tшк = tш.
(5)
В производственном мегнеджменте могут применяться различные
виды норм времени:
в единичном производстве — штучно-калькуляционное время,
в серийном — время на обработку партии деталей,
в массовом — штучное время.
В серийном производстве при расчете норм времени на партию, состоящую из
п деталей, учитывают подготовительно-заключительное время. В этом
случае норму времени на партию определяют по формуле (6):
tпарт = п*tш+ tпз.
(6)
10.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИНаиболее
часто
применяемыми
в
производственном
менеджменте
методами
разработки норм времени являются:
метод
научного
обоснования
норм
и
нормативов;
аналитически-расчетный метод;
аналитически-исследовательский метод;
расчетно-сравнительный метод;
экспериментальный или опытный метод;
отчетно-статистический метод.
11.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИМетод научного обоснования норм и нормативов позволяет учитывать
при их установлении комплекс технических, организационных, экономических,
социальных и других факторов, оказывающих наибольшее влияние на величину
разрабатываемых норм и нормативов. По своей сути этот метод позволяет в каждом
конкретном случае находить оптимальное значение той или иной нормы или
норматива при различных вариантах комбинирования используемых ресурсов.
При научном обосновании нормы трудовых затрат осуществляется выбор ее
оптимального значения и определяющих характеристик технологического процесса и
других производственных ограничений. При планировании и организации
производства все ограничения в задачах оптимизации норм труда можно разделить на
четыре группы:
определяет производственные результаты труда;
обусловлена участием человека в процессе труда и характеризует допустимые
санитарно-гигиенические, психофизиологические, социальные и правовые условия
труда;
включает технические характеристики средств производства и предметов труда,
обеспечивающих заданное качество продукции и нормальные условия эксплуатации
оборудования;
определяет
организационно-технические
и
планово-управленческие
условия
производства, регламентирующие занятость производственных ресурсов, количество
оборудования, численность персонала и т.д.
Данная система ограничений определяет область допустимых значений норм
затрат ресурсов, а также оптимальные нормы их расходования при существующей
степени ограничений. В общем случае оптимальными или научно обоснованными
являются такие из допустимых вариантов норм и условий их
использования, при которых достигается максимальный экономический
результат.
12.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИАналитически-расчетный
метод
основан
на:
расчленении выполняемых работ и расходуемых
ресурсов на составные элементы,
анализе условий и состава работ и ресурсов,
проектировании
рациональных
вариантов
использования
предметов
труда,
средств
производства и рабочей силы,
расчете потребности соответствующих ресурсов для
конкретных условий предприятия.
Аналитически-расчетный
метод
также
является одним из основных при формировании
технически обоснованных норм времени.
13.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИПри
аналитически-расчетном
методе
длительность нормируемой операции находят
расчетным путем, используя нормативы для
определения затрат времени на отдельные ее
элементы. При этом используют действующие
дифференцированные
нормативы
для
различных видов обработки по типам
производства,
укрупненные
нормативы,
номограммы, таблицы. Этот метод характерен
для нормирования операций массового и
крупносерийного производства.
14.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИАналитически-исследовательский метод применяется
для
обоснования
необходимых
норм
в
условиях
действующего производства на
основе проведения
наблюдений и экспериментов. По полученным данным
разрабатываются соответствующие нормы. Этот метод
позволяет собирать более широкую информацию для
разработки и корректировки норм и нормативов. Однако
из-за
сложности
сбора
первичных
результатов
аналитически-исследовательский метод используется в
основном для разработки различных нормативных
материалов.
Применяемые
на
предприятиях
так
называемые экспериментальные нормативы по методу их
установления
также
относятся
к
аналитическиисследовательским.
Что касается технически обоснованных норм времени, то
аналитически-исследовательский метод в данном случае
основан на исследовании операции в производственных
условиях и изучении затрат рабочего времени на ее
выполнение при помощи хронометража и фотографии
рабочего дня.
15.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИХронометраж – это способ изучения затрат
рабочего времени на выполнение циклически
повторяющихся
ручных,
машиноручных
элементов операции. Этот метод включает:
расчленение технологической операции на составные
элементы операции или операционные приемы;
измерение этих элементов. Хронометраж может быть
сплошным, когда непрерывно измеряются элементы
данной операции, и выборочным, когда измеряются
лишь отдельные элементы независимо от их
последовательности;
анализ результатов и отбор элементов для включения в
рациональный состав работ;
определение
нормальной
производительности
выполнения каждого элемента работы.
16.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИФотография рабочего времени – это способ
изучения затрат рабочего времени наблюдением
на протяжении одной или нескольких смен.
Особое значение аналитически-исследовательский
метод приобретает при изучении и обобщении
передовых предметов труда, при разработке нормативов
для установления технически обоснованных норм
расчетным путем. При этом методе выполняется
следующее:
изучается процесс в конкретных условиях производства;
анализируется
и
проектируется
рациональная
структура операции;
разрабатывается и внедряется мероприятия по
совершенствованию организации труда на рабочем
месте;
рассчитывается и внедряется технически обоснованная
норма времени.
17.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИМетод моментальных наблюдений (ММН) представляет собой
одновременное наблюдение большого числа объектов, состояние которых
фиксируется периодически через заранее установленный интервал времени.
Для проведения исследования необходимо определить участки наблюдения,
маршруты наблюдения, область наблюдения, интервал через который
осуществляется обход объекта.
Достоверность данных определяется необходимым числом моментов или
замеров. В массовом и крупносерийном производстве проводится меньшее
количество замеров, так как они являются более устойчивыми. В других типах
производства большее количество замеров производятся, так как они
характеризуются неустойчивостью производственного процесса. В массовом и
крупносерийном
производстве
доверительная
вероятность
ожидаемого
результата берется в пределах – 0,84. В других типах производства – 0,92. Для
определения числа моментов можно пользоваться расчетными формулами, либо
специальными нормативными таблицами.
Формула расчетов моментов в массовом или крупносерийном
производствах:
М = [2*(1-k)*1002]/k*р2
где 2 – коэффициент, определяющий уровень вероятности нахождения ошибки в
заданных пределах;
k – коэффициент загруженности рабочего и оборудования (доля времени работы
оборудования);
р - допустимая величина ошибки результатов наблюдения. Берется в пределах
от 3 до 10% от величины k.
18.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИРасчетно-сравнительный
метод,
суть
которого
в
следующем:
на
основе
сопоставления и расчета типовых операций,
типовых технологических процессов, типовой
организации
труда
и
рабочих
мест
устанавливаются нормы времени. Такие
нормы предусматривают поэлементный расчет
и являются более укрупненными и менее
точными, чем при расчете по описанным выше
методам.
Расчетно-сравнительный
метод
применяется в условиях мелкосерийного и
единичного производства.
19.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИДругим общим методом разработки нормативов и норм является отчетностатистический. Данный метод заключается в том, что нормы затрат
производственных ресурсов устанавливаются на основе отчетных или статистических
данных за прошедший период. Основой таких норм обычно служат сложившиеся за
отчетный период средние фактические затраты ресурсов. Таким образом, этот метод
устанавливает нормы без анализа, расчленения и проектирования работы. По своему
содержанию данный метод является суммарным и позволяет, в отличие от
аналитического, определять приближенные нормы затрат ресурсов в целом на всю
работу или деталь. Такие отчетно-статистические нормы не способствуют
эффективному использованию ограниченных производственных ресурсов и должны
заменяться на предприятиях аналитически-расчетными или иными обоснованными
нормативами. Однако в тех случаях, когда на предприятии не представляется
возможным устанавливать нормы с помощью аналитических методов, могут быть
использованы опытные или отчетные данные о фактическом удельном расходе
разнообразных ресурсов на производство единицы продукции. Такие нормы можно
устанавливать на планируемый год с корректировкой достигнутого фактического
уровня затрат ресурсов в сторону их снижения.
При использовании фактических данных и анализе их динамики за ряд лет
необходимо соблюдать два основных требования:
1) собрать наиболее полные и точные отчетно-статистические данные о фактическом
удельном расходе сырья и материалов на единицу продукции или работы;
2) обеспечить сопоставимость данных расхода ресурсов за короткий период с
показателями на планируемый срок.
20.
МЕТОДЫ РАЗРАБОТКИ НОРМ ВРЕМЕНИЭкспериментальный или опытный метод
разработки норм и нормативов заключается в
определении затрат труда, сырья и материалов
на основе данных замеров полезного их
расхода, потерь и отходов, определяемых в
лабораторных
или
производственных
условиях.
На
производстве
опытными
считаются также нормы, установленные по
опыту мастеров, менеджеров, технологов или
других специалистов.
21.
КОНТРОЛЬНЫЕ ВОПРОСЫ1.
2.
3.
4.
Охарактеризуйте сущность нормы времени.
Охарактеризуйте
структуру
технически
обоснованной нормы времени.
Назовите основные методы определения
нормы времени.
Дайте характеристику каждому методу
определения нормы времени.