






















 Промышленность
ПромышленностьПохожие презентации:










Сварочное производство. Аттестация специалистов сварочного производства
1.
СВАРОЧНОЕ ПРОИЗВОДСТВОАТТЕСТАЦИЯ СПЕЦИАЛИСТОВ
СВАРОЧНОГО ПРОИЗВОДСТВА
2.
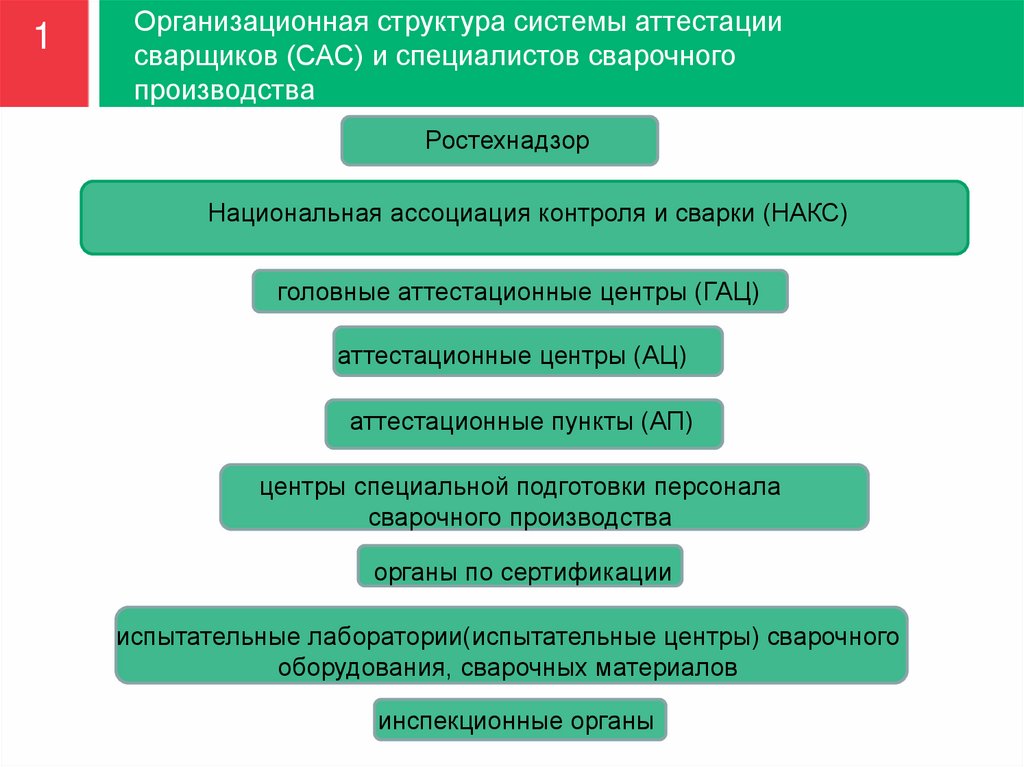
1Организационная структура системы аттестации
сварщиков (САС) и специалистов сварочного
производства
Ростехнадзор
Национальная ассоциация контроля и сварки (НАКС)
головные аттестационные центры (ГАЦ)
аттестационные центры (АЦ)
аттестационные пункты (АП)
центры специальной подготовки персонала
сварочного производства
органы по сертификации
испытательные лаборатории(испытательные центры) сварочного
оборудования, сварочных материалов
инспекционные органы
3.
2ГОСТЕХНАДЗОР
Госнадзор России:
устанавливает
порядок
подготовки
и
проверки
знаний
промышленного персонала (основных профессий) и специалистов
подконтрольных предприятий и объектов по вопросам безопасного
ведения работ и контролирует его соблюдение;
выдает аттестационным центрам лицензии на подготовку
(переподготовку) работников для опасных производственных
объектов в необразовательных учреждениях.
Представители органов Госгортехнадзора России участвуют в
аттестации сварщиков и специалистов сварочного производства.
4.
Национальный аттестационный комитет посварочному производству (НАКС)
3
П
НАКС является организационно-структурной частью Системы аттестации
сварщиков. Его деятельность определяется требованиями Закона РФ «О
некоммерческих организациях» от 12.01.96 г. № 7-ФЗ *, Уставом и
Положением о НАКС, утвержденными и зарегистрированными в
установленном порядке.
При реализации системы аттестации НАКС в соответствии с Уставом
обеспечивает:
разработку и представление Госгортехнадзору России для утверждения
нормативных и методических документов по аттестации сварщиков и
специалистов сварочного производства;
проведение экспертных обследований создаваемых аттестационных
центров;
методическое
и
консультационное
содействие
деятельности
аттестационных центров;
обобщение опыта деятельности аттестационных центров и
международного опыта по аттестации сварщиков и специалистов
сварочного
производства
для
разработки
предложений
по
совершенствованию системы аттестации.
5.
4Головные аттестационные центры и
аттестационные центры
Головные аттестационные центры и аттестационные центры организации, осуществляющие проверку знаний и умений аттестуемых
сварщиков и специалистов сварочного производства в соответствии с
требованиями настоящих Правил.
Центры
учреждают
в
соответствии
с
действующим
законодательством Российской Федерации. В своей деятельности
центры руководствуются требованиями Устава и Положения об
аттестационных центрах, утвержденных и зарегистрированных в
установленном порядке.
Для получения лицензии на проведение аттестационной работы
аттестационные центры направляют в органы Госгортехнадзора России
заявку и комплект документов в соответствии с требованиями
нормативных документов, утвержденных в установленном порядке.
6.
5Аттестационный центр сварщиков
Аттестация сварщиков выполняется на
производственной базе
аттестационного центра
или его
аттестационных пунктов.
Аттестационный пункт - орган Системы
аттестации сварщиков в составе аттестационного
центра, обеспечивающий проведение аттестационных экзаменов сварщиков и действующий на
основании Положения об аттестационном пункте,
утвержденном в установленном порядке.
7.
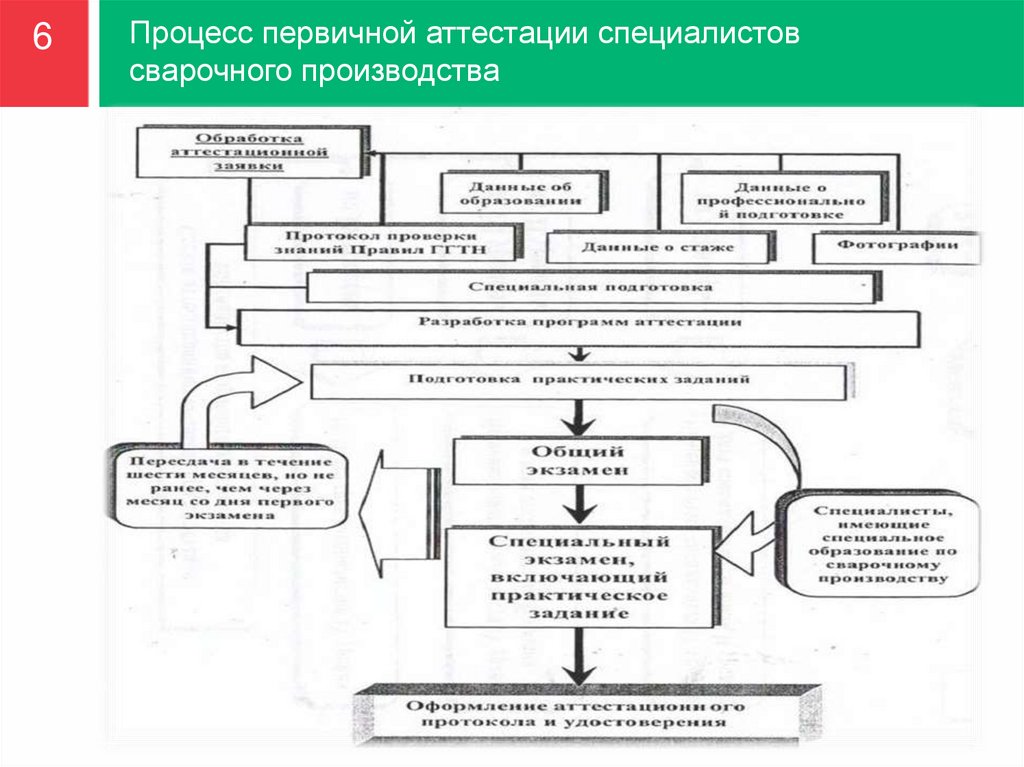
6Процесс первичной аттестации специалистов
сварочного производства
8.
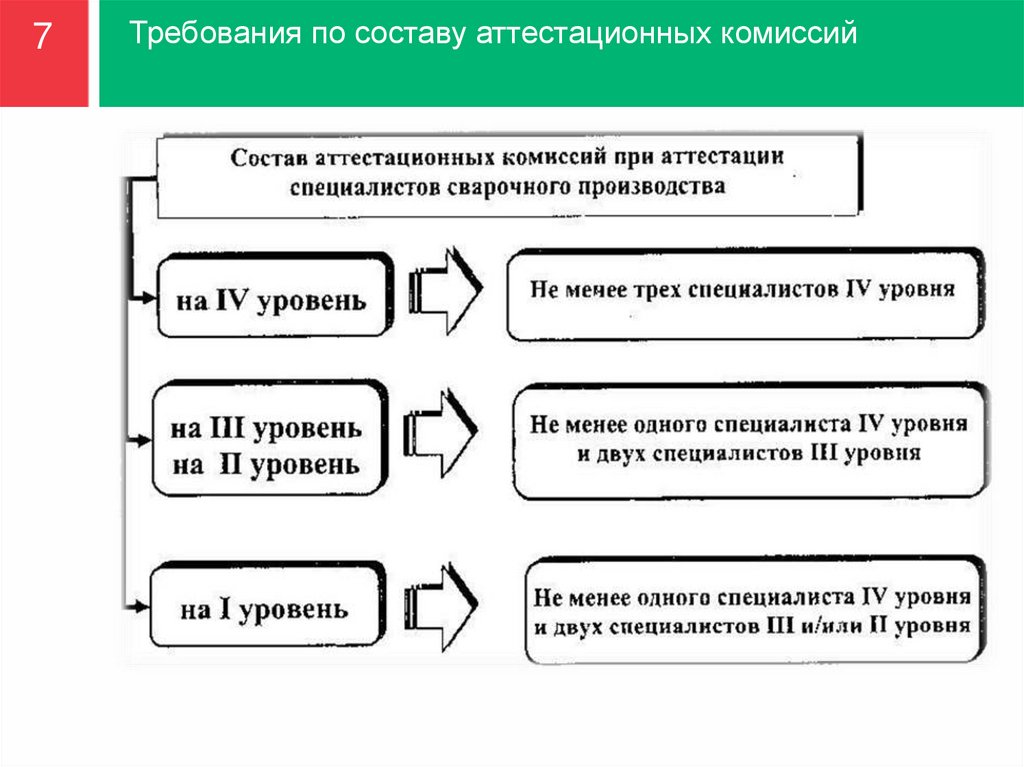
7Требования по составу аттестационных комиссий
9.
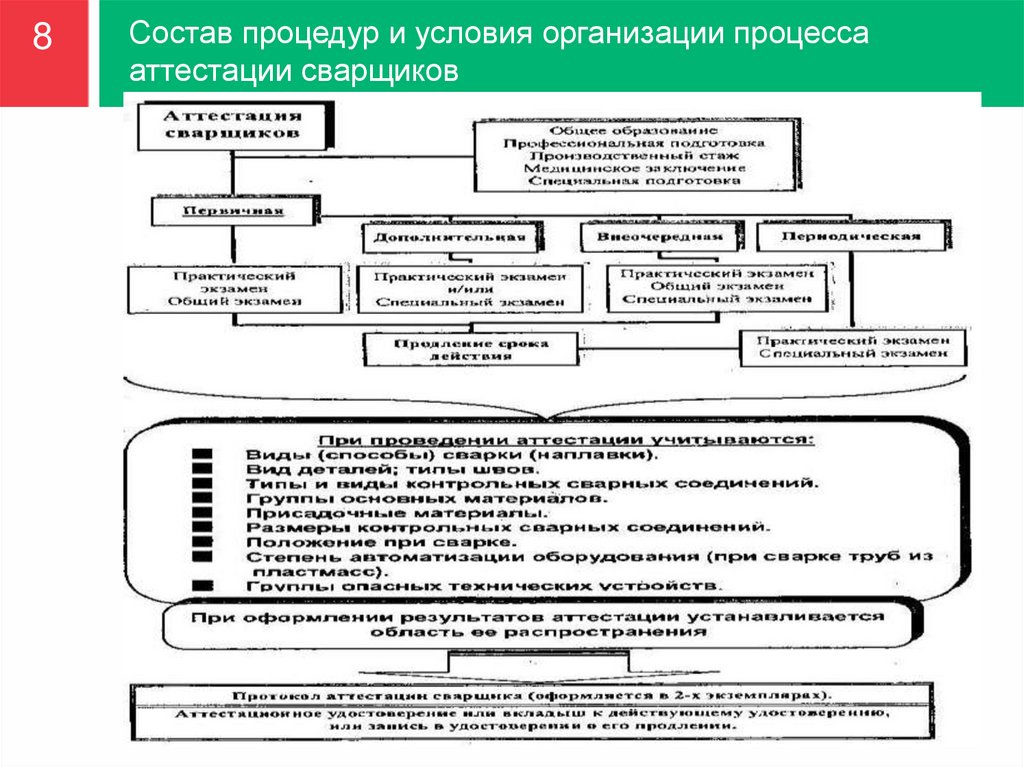
8Состав процедур и условия организации процесса
аттестации сварщиков
10.
9ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ
СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
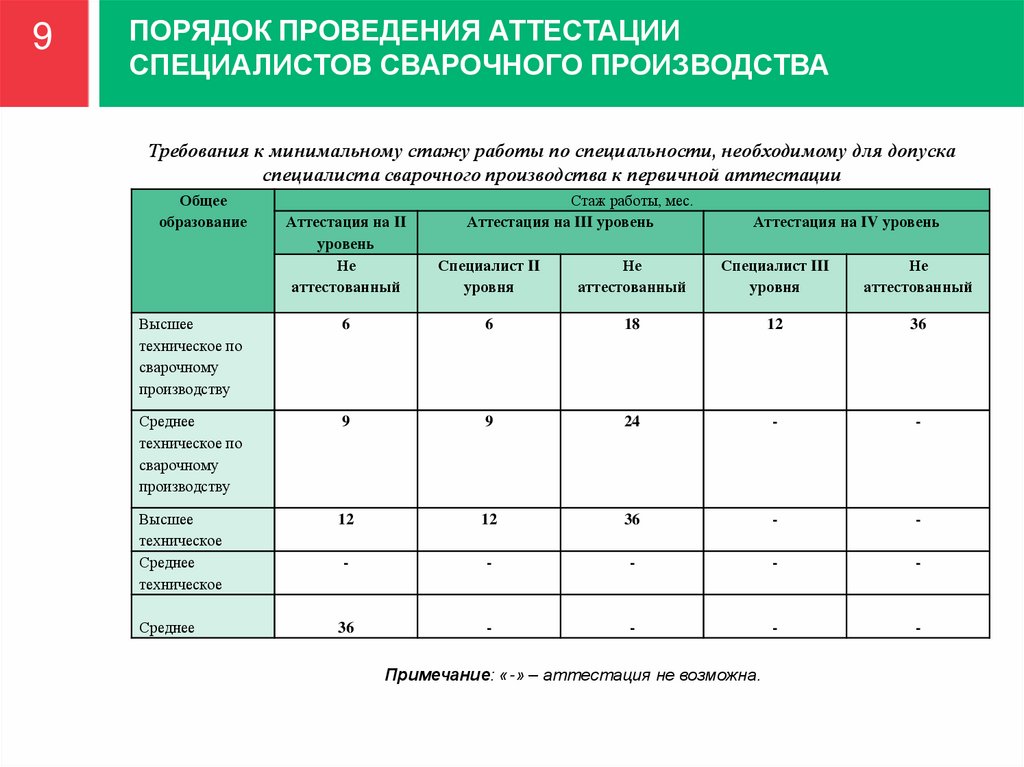
Требования к минимальному стажу работы по специальности, необходимому для допуска
специалиста сварочного производства к первичной аттестации
Общее
образование
Стаж работы, мес.
Аттестация на III уровень
Аттестация на II
уровень
Не
аттестованный
Аттестация на IV уровень
Специалист II
уровня
Не
аттестованный
Специалист III
уровня
Не
аттестованный
Высшее
техническое по
сварочному
производству
6
6
18
12
36
Среднее
техническое по
сварочному
производству
9
9
24
-
-
Высшее
техническое
Среднее
техническое
12
12
36
-
-
-
-
-
-
-
Среднее
36
-
-
-
-
Примечание: «-» – аттестация не возможна.
11.
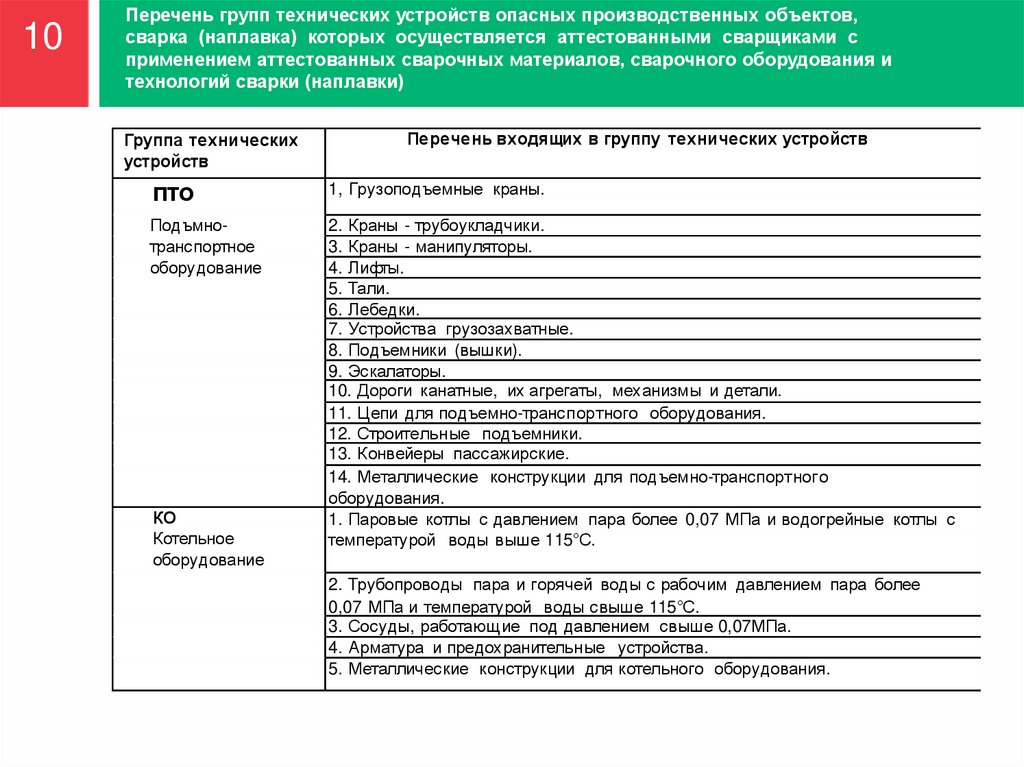
10Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
Перечень входящих в группу технических устройств
пто
1, Грузоподъемные краны.
Подъмнотранспортное
Подъемнооборудование
транспортное
оборудование
2. Краны - трубоукладчики.
3. Краны - манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
14. Металлические конструкции для подъемно-транспортного
оборудования.
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с
температурой воды выше 115°С.
КО
Котельное
оборудование
2. Трубопроводы пара и горячей воды с рабочим давлением пара более
0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающ ие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства.
5. Металлические конструкции для котельного оборудования.
12.
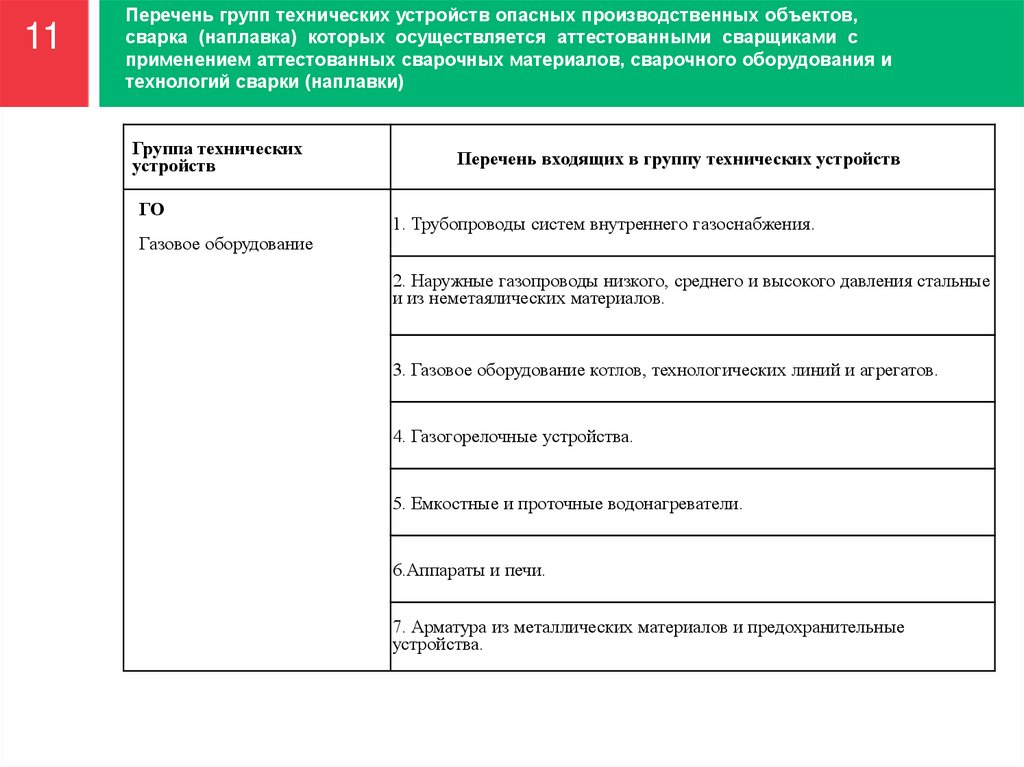
11Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
ГО
Газовое оборудование
Перечень входящих в группу технических устройств
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные
и из неметаялических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6.Аппараты и печи.
7. Арматура из металлических материалов и предохранительные
устройства.
13.
12Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
НГДО
Нефтегазодобывающее
оборудование
Перечень входящих в группу технических устройств
1. Промысловые и магистральные нефтепродуктопроводы', трубопроводы
нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и
нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2. Промысловые и магистральные нефтепродуктопроводы, трубопроводы
нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и
нефтепродуктов при текущем ремонте в процессе эксплуатации.
3. Промысловые и магистральные газопроводы и конденсатопроводы;
трубопроводы для транспортировки товарной продукции, импульсного,
топливного и пускового газа в пределах: установок комплексной подготовки
газа (УКПГ), компрессорных станций (КС), дожимных компрессорных
станций (ДКС), станций подземного хранения газа (СПХГ),
газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и
пунктов редуцирования газа (ПРГ).
4. Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и
др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и
нефтепродуктов.
5. Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых
хранилищ при сооружении и ремонте.
6. Морские трубопроводы, объекты на шельфе (трубопроводы на платформах,
а также сварные основания морских платформ) при сооружении,
реконструкции и ремонте.
7. Уникальные объекты нефтяной и газовой промышленности при
сооружении и ремонте (рабочие параметры объектов, не предусмотрены
действующей нормативной документацией).
14.
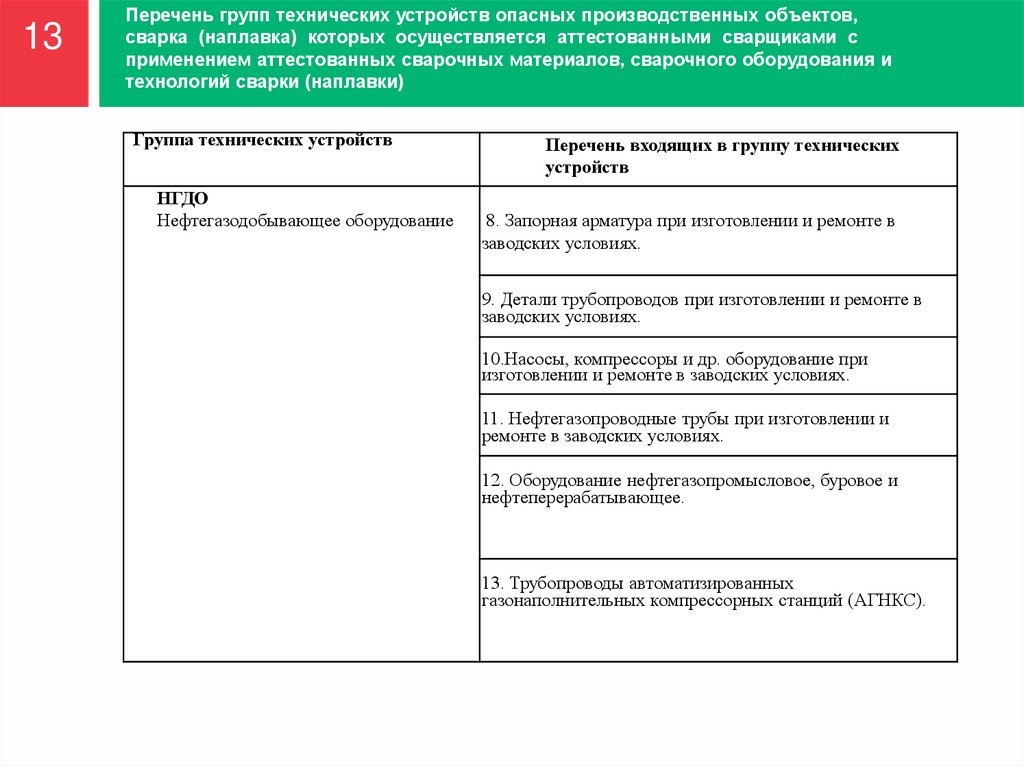
13Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических устройств
НГДО
Нефтегазодобывающее оборудование
Перечень входящих в группу технических
устройств
8. Запорная арматура при изготовлении и ремонте в
заводских условиях.
9. Детали трубопроводов при изготовлении и ремонте в
заводских условиях.
10.Насосы, компрессоры и др. оборудование при
изготовлении и ремонте в заводских условиях.
11. Нефтегазопроводные трубы при изготовлении и
ремонте в заводских условиях.
12. Оборудование нефтегазопромысловое, буровое и
нефтеперерабатывающее.
13. Трубопроводы автоматизированных
газонаполнительных компрессорных станций (АГНКС).
15.
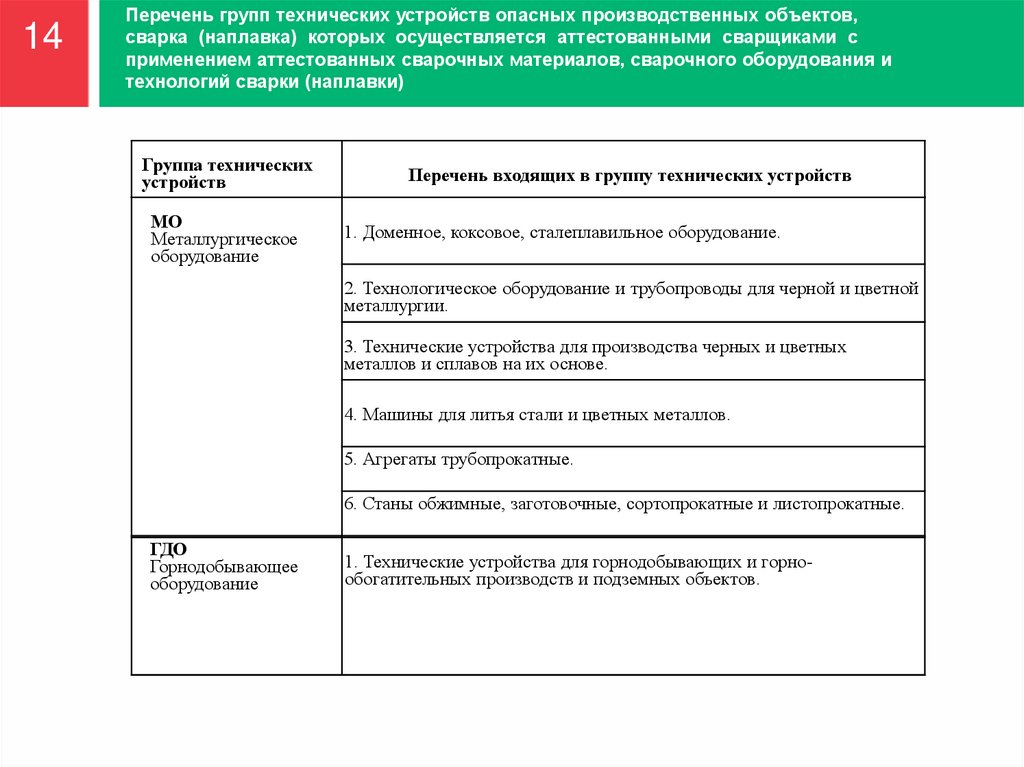
14Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
МО
Металлургическое
оборудование
Перечень входящих в группу технических устройств
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной
металлургии.
3. Технические устройства для производства черных и цветных
металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
ГДО
Горнодобывающее
оборудование
1. Технические устройства для горнодобывающих и горнообогатительных производств и подземных объектов.
16.
15Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
ОХНВП
Оборудование химических,
нефтехимических,
нефтеперерабатывающих и
взрывопожароопасных
производств
Перечень входящих в группу технических устройств
1. Оборудование химических, нефтехимических, нефтеперерабатывающих
производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих
производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих
производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и
токсичных веществ.
12. Котл ы -утил изаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
17.
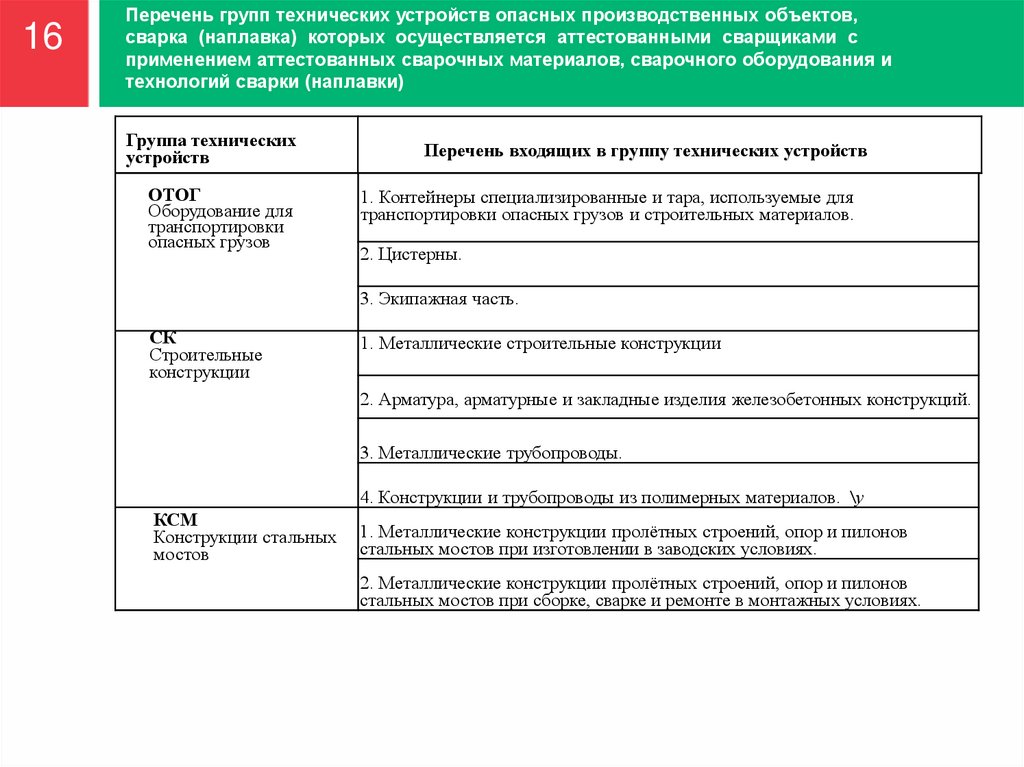
16Перечень групп технических устройств опасных производственных объектов,
сварка (наплавка) которых осуществляется аттестованными сварщиками с
применением аттестованных сварочных материалов, сварочного оборудования и
технологий сварки (наплавки)
Группа технических
устройств
ОТОГ
Оборудование для
транспортировки
опасных грузов
Перечень входящих в группу технических устройств
1. Контейнеры специализированные и тара, используемые для
транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
СК
Строительные
конструкции
1. Металлические строительные конструкции
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов. \у
КСМ
Конструкции стальных
мостов
1. Металлические конструкции пролётных строений, опор и пилонов
стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов
стальных мостов при сборке, сварке и ремонте в монтажных условиях.
18.
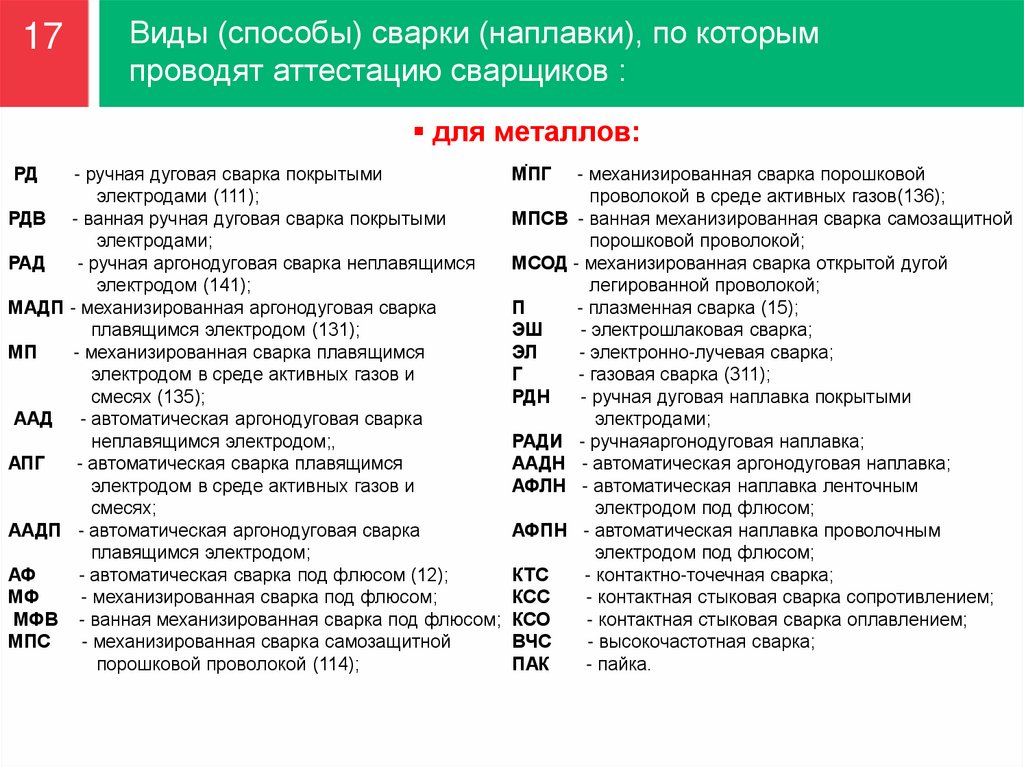
17Виды (способы) сварки (наплавки), по которым
проводят аттестацию сварщиков :
для металлов:
.
- ручная дуговая сварка покрытыми
МПГ - механизированная сварка порошковой
электродами (111);
проволокой в среде активных газов(136);
РДВ - ванная ручная дуговая сварка покрытыми
МПСВ - ванная механизированная сварка самозащитной
электродами;
порошковой проволокой;
РАД
- ручная аргонодуговая сварка неплавящимся
МСОД - механизированная сварка открытой дугой
электродом (141);
легированной проволокой;
МАДП - механизированная аргонодуговая сварка
П
- плазменная сварка (15);
плавящимся электродом (131);
ЭШ
- электрошлаковая сварка;
МП
- механизированная сварка плавящимся
ЭЛ
- электронно-лучевая сварка;
электродом в среде активных газов и
Г
- газовая сварка (311);
смесях (135);
РДН
- ручная дуговая наплавка покрытыми
ААД - автоматическая аргонодуговая сварка
электродами;
неплавящимся электродом;,
РАДИ - ручнаяаргонодуговая наплавка;
АПГ
- автоматическая сварка плавящимся
ААДН - автоматическая аргонодуговая наплавка;
электродом в среде активных газов и
АФЛН - автоматическая наплавка ленточным
смесях;
электродом под флюсом;
ААДП - автоматическая аргонодуговая сварка
АФПН - автоматическая наплавка проволочным
плавящимся электродом;
электродом под флюсом;
АФ
- автоматическая сварка под флюсом (12);
КТС
- контактно-точечная сварка;
МФ
- механизированная сварка под флюсом;
КСС
- контактная стыковая сварка сопротивлением;
МФВ - ванная механизированная сварка под флюсом; КСО
- контактная стыковая сварка оплавлением;
МПС
- механизированная сварка самозащитной
ВЧС
- высокочастотная сварка;
порошковой проволокой (114);
ПАК
- пайка.
РД
19.
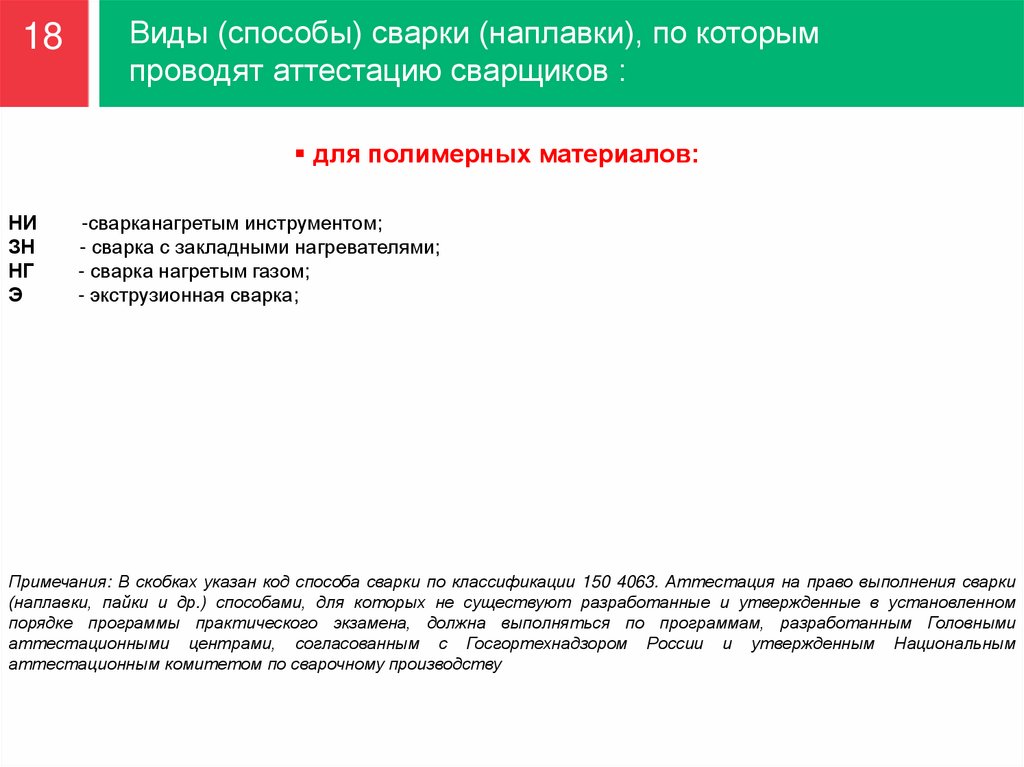
18Виды (способы) сварки (наплавки), по которым
проводят аттестацию сварщиков :
для полимерных материалов:
НИ
ЗН
НГ
Э
-сварканагретым инструментом;
- сварка с закладными нагревателями;
- сварка нагретым газом;
- экструзионная сварка;
Примечания: В скобках указан код способа сварки по классификации 150 4063. Аттестация на право выполнения сварки
(наплавки, пайки и др.) способами, для которых не существуют разработанные и утвержденные в установленном
порядке программы практического экзамена, должна выполняться по программам, разработанным Головными
аттестационными центрами, согласованным с Госгортехнадзором России и утвержденным Национальным
аттестационным комитетом по сварочному производству
20.
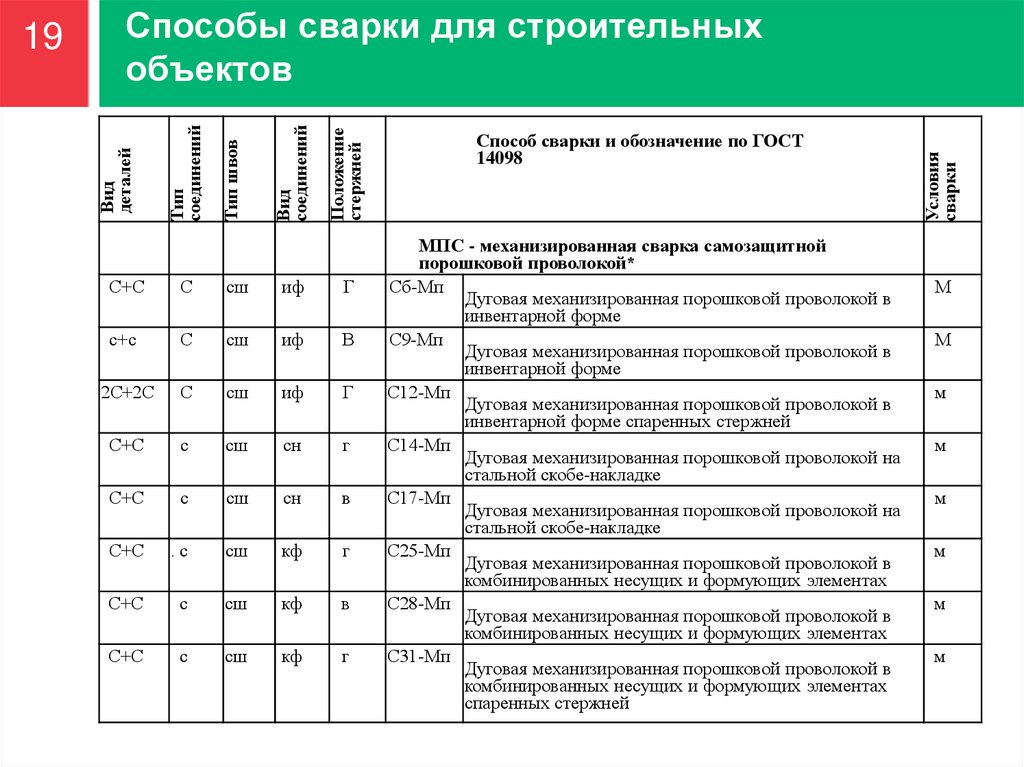
С+СС
сш
иф
Г
с+с
С
сш
иф
В
2С+2С
С
сш
иф
Г
С+С
с
сш
сн
г
С+С
с
сш
сн
в
С+С
.с
сш
кф
г
С+С
с
сш
кф
в
С+С
с
сш
кф
г
Способ сварки и обозначение по ГОСТ
14098
МПС - механизированная сварка самозащитной
порошковой проволокой*
Сб-Мп
Дуговая механизированная порошковой проволокой в
инвентарной форме
С9-Мп
Дуговая механизированная порошковой проволокой в
инвентарной форме
С12-Мп
Дуговая механизированная порошковой проволокой в
инвентарной форме спаренных стержней
С14-Мп
Дуговая механизированная порошковой проволокой на
стальной скобе-накладке
С17-Мп
Дуговая механизированная порошковой проволокой на
стальной скобе-накладке
С25-Мп
Дуговая механизированная порошковой проволокой в
комбинированных несущих и формующих элементах
С28-Мп
Дуговая механизированная порошковой проволокой в
комбинированных несущих и формующих элементах
С31-Мп
Дуговая механизированная порошковой проволокой в
комбинированных несущих и формующих элементах
спаренных стержней
Условия
сварки
Положение
стержней
Вид
соединений
Тип швов
Тип
соединений
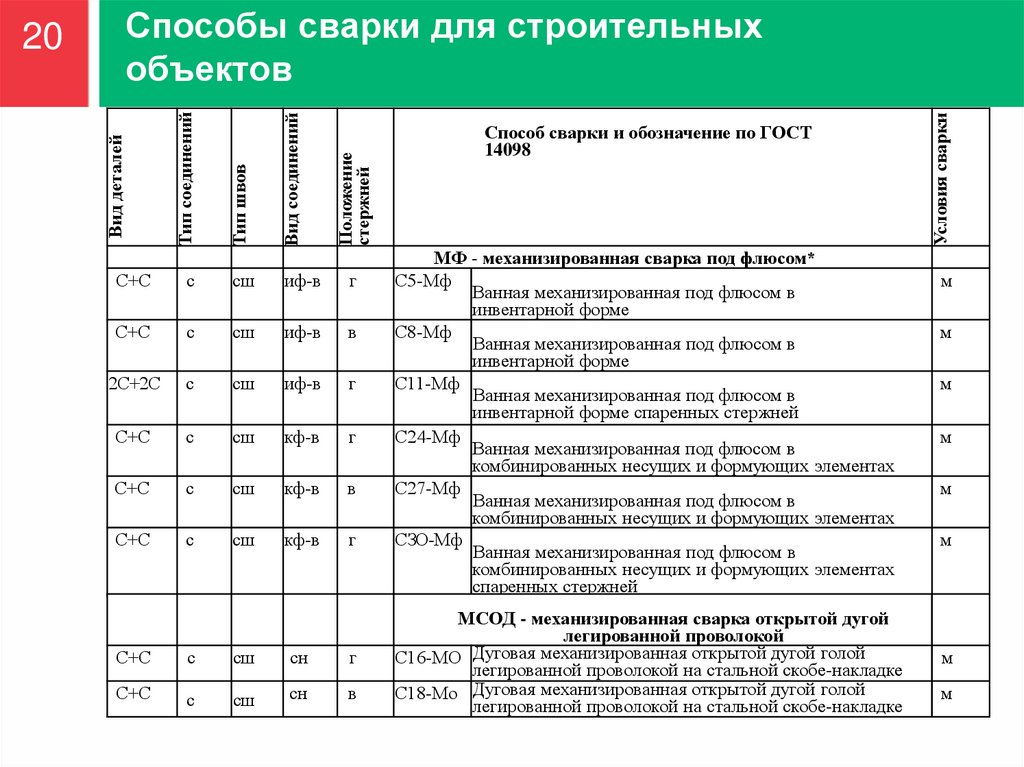
Способы сварки для строительных
объектов
Вид
деталей
19
М
М
м
м
м
м
м
м
21.
С+Сс
сш
иф-в
г
С+С
с
сш
иф-в
в
2С+2С
с
сш
иф-в
г
С+С
с
сш
кф-в
г
С+С
с
сш
кф-в
в
С+С
с
сш
кф-в
г
С+С
с
сш
сн
г
С+С
с
сш
сн
в
Способ сварки и обозначение по ГОСТ
14098
МФ - механизированная сварка под флюсом*
С5-Мф
Ванная механизированная под флюсом в
инвентарной форме
С8-Мф
Ванная механизированная под флюсом в
инвентарной форме
С11-Мф
Ванная механизированная под флюсом в
инвентарной форме спаренных стержней
С24-Мф
Ванная механизированная под флюсом в
комбинированных несущих и формующих элементах
С27-Мф
Ванная механизированная под флюсом в
комбинированных несущих и формующих элементах
СЗО-Мф
Ванная механизированная под флюсом в
комбинированных несущих и формующих элементах
спаренных стержней
МСОД - механизированная сварка открытой дугой
легированной проволокой
Дуговая
механизированная
открытой дугой голой
С16-МО
легированной проволокой на стальной скобе-накладке
С18-Мо Дуговая механизированная открытой дугой голой
легированной проволокой на стальной скобе-накладке
Условия сварки
Положение
стержней
Вид соединений
Тип швов
Вид деталей
Тип соединений
Способы сварки для строительных
объектов
20
м
м
м
м
м
м
м
м
22.
21Группы типичных марок основных
материалов
Группа
Материалов
М01 (W01)
М02 (W02)
Марки материалов
Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, 08, 08Т, 08ГТ, 10,
15, 15Г, 18, 18Г, 20, 20Г, 25.15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2,
16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 20ГМЛ,
08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ,
09ХГ2НАБЧ, 07ГФБ-У, 15ХСНД, 14ГНМА, 16ГНМА, 10ГН2МФА, 10ГН2МФАЛ, 15ГНМФА,
судостроительные стали категорий А32, Р32, Е32, трубные стали классов прочности К50, К52, К54.
12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 20Х2МА, 1Х2М1, 12Х2М1,
10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш, 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ,
12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА,15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А.
М04 (W04)
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 10Г2Ф, 10Г2ФБ,
10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ, 12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ,
10ХСНД, 10ХН1М, 12ХН2, 12ХНЗА, 10Х2ГНМ, 10Х2ГНМА-А, ЗОХМА, 18Х2МФА, 25Х2МФА,
12Х2Н4А, 18ХЗМВ, 20ХЗМВФ, 25ХЗМФА, 15ХЗНМФА, 15ХЗНМФА-А, 20ХНЗЛ, ЗОХГСА,
38ХНЗМФА, судостроительные стали категорий А36, 036, Е36, А40, Р40, Е40, трубные стали
классов прочности К55-К60, Х60.Х65, Х70.
20X13, 08Х14МФ, 20Х17Н2, 12X13, 12Х11В2МФ (1Х12В2МФ), 08X13, 08Х17Т, 15X25, 15Х25Т,
15X28,05X12Н2М, 06Х12НЗДЛ, 07X16Н4Б.
М05 (W05)
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ.Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ.
М06
СЧ10, СЧ15.СЧ17, СЧ20, СЧ25, СЧЗО, СЧ35, СЧ15М4, СЧ17МЗ.ЧНХТ, ЧН1МШ, ЧН2Х, КЧЗО-6,
КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5,ВЧ-35, ВЧ40, ВЧ-45, ВЧ-50, ВЧ-60, ВЧ-70, ВЧ-80, ВЧ-100.
М03 (W03)
23.
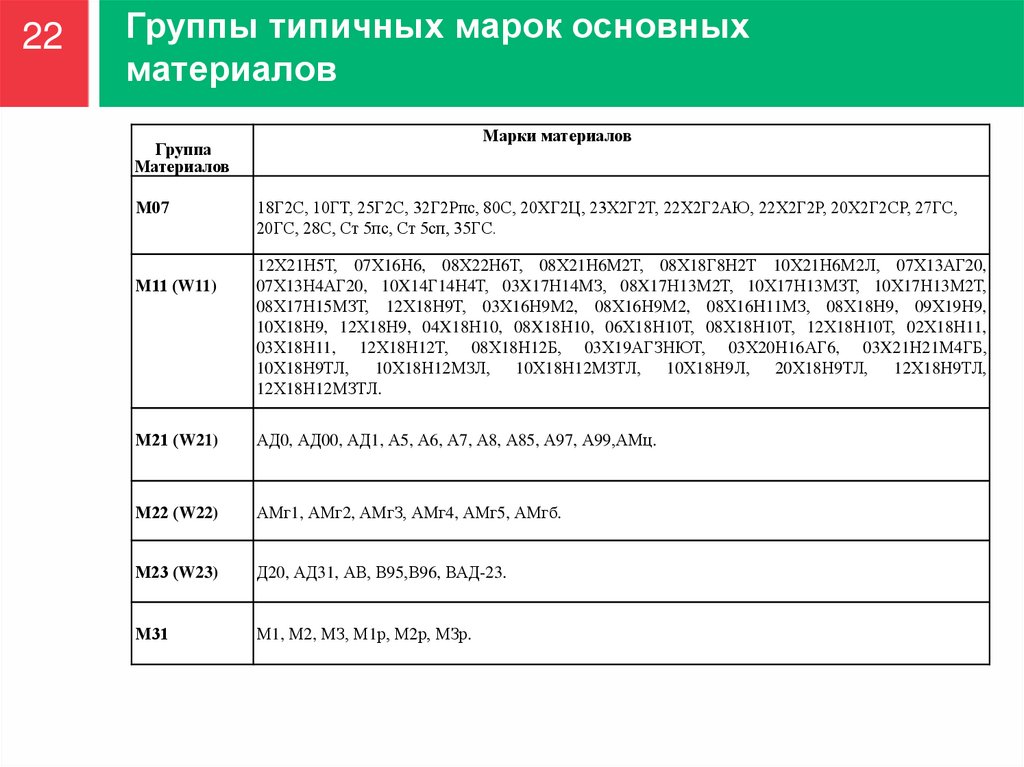
22Группы типичных марок основных
материалов
Марки материалов
Группа
Материалов
М07
М11 (W11)
18Г2С, 10ГТ, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС,
20ГС, 28С, Ст 5пс, Ст 5сп, 35ГС.
12Х21Н5Т, 07Х16Н6, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т 10Х21Н6М2Л, 07Х13АГ20,
07Х13Н4АГ20, 10X14Г14Н4Т, 03X17Н14МЗ, 08X17Н13М2Т, 10Х17Н13МЗТ, 10Х17Н13М2Т,
08Х17Н15МЗТ, 12Х18Н9Т, 03Х16Н9М2, 08Х16Н9М2, 08Х16Н11МЗ, 08Х18Н9, 09Х19Н9,
10Х18Н9, 12Х18Н9, 04X18Н10, 08X18Н10, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 02Х18Н11,
03Х18Н11, 12Х18Н12Т, 08Х18Н12Б, 03Х19АГЗНЮТ, 03Х20Н16АГ6, 03X21Н21М4ГБ,
10Х18Н9ТЛ, 10Х18Н12МЗЛ, 10Х18Н12МЗТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ,
12Х18Н12МЗТЛ.
М21 (W21)
АД0, АД00, АД1, А5, А6, А7, А8, А85, А97, А99,АМц.
М22 (W22)
АМг1, АМг2, АМгЗ, АМг4, АМг5, АМгб.
М23 (W23)
Д20, АД31, АВ, В95,В96, ВАД-23.
М31
М1, М2, МЗ, М1р, М2р, МЗр.
24.
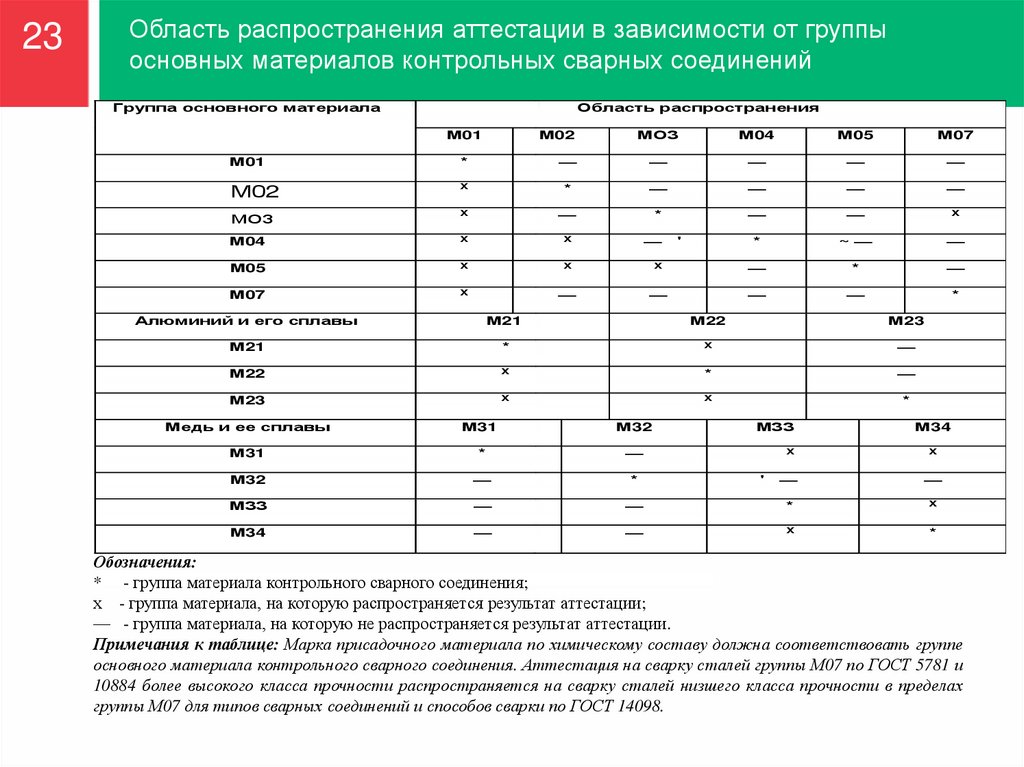
23Область распространения аттестации в зависимости от группы
основных материалов контрольных сварных соединений
Группа основного материала
Область распространения
М01
М02
МОЗ
М04
М05
М07
М01
*
—
—
—
—
—
М02
X
*
—
—
—
—
моз
X
—
*
—
—
X
М04
X
X
—
*
~ —
—
М05
X
X
X
—
*
—
М07
X
—
—
—
—
*
'
Алюминий и его сплавы
М21
М22
М23
М21
*
X
—
М22
X
*
—
М23
X
X
*
Медь и ее сплавы
М31
М32
М31
*
—
М32
—
*
МЗЗ
—
М34
—
МЗЗ
М34
X
X
—
—
—
*
X
—
X
*
'
Обозначения:
* - группа материала контрольного сварного соединения;
х - группа материала, на которую распространяется результат аттестации;
— - группа материала, на которую не распространяется результат аттестации.
Примечания к таблице: Марка присадочного материала по химическому составу должна соответствовать группе
основного материала контрольного сварного соединения. Аттестация на сварку сталей группы М07 по ГОСТ 5781 и
10884 более высокого класса прочности распространяется на сварку сталей низшего класса прочности в пределах
группы М07 для типов сварных соединений и способов сварки по ГОСТ 14098.
25.
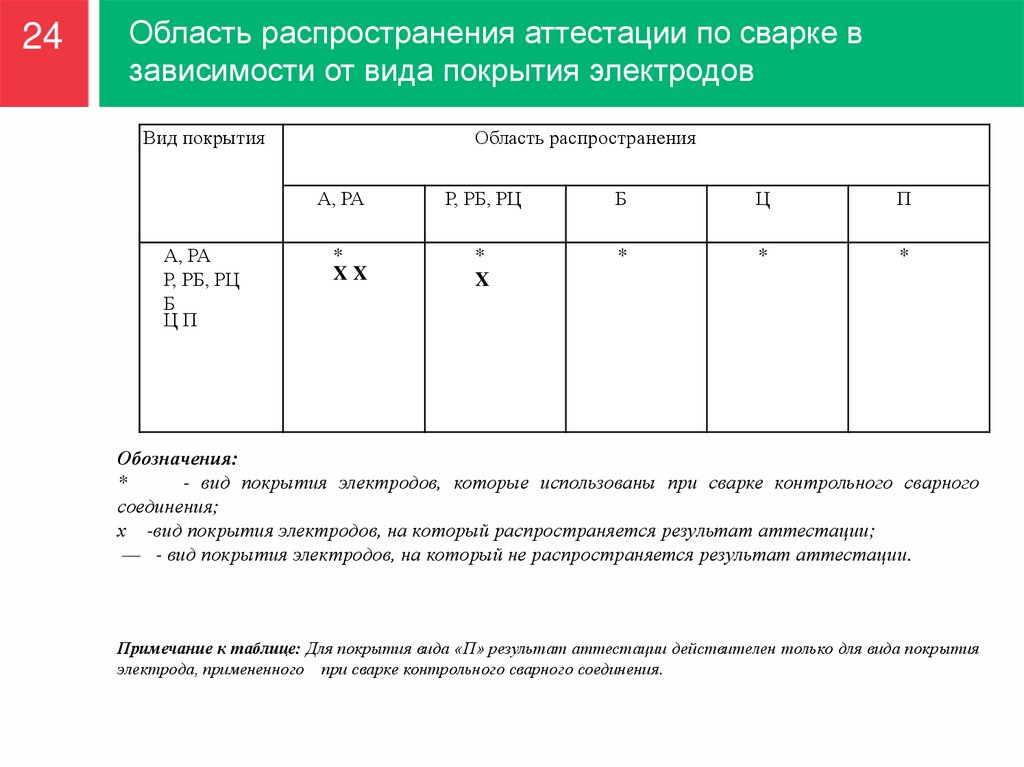
24Область распространения аттестации по сварке в
зависимости от вида покрытия электродов
Вид покрытия
А, РА
Р, РБ, РЦ
Б
ЦП
Область распространения
А, РА
Р, РБ, РЦ
Б
Ц
П
*
XX
*
X
*
*
*
Обозначения:
*
- вид покрытия электродов, которые использованы при сварке контрольного сварного
соединения;
х -вид покрытия электродов, на который распространяется результат аттестации;
— - вид покрытия электродов, на который не распространяется результат аттестации.
Примечание к таблице: Для покрытия вида «П» результат аттестации действителен только для вида покрытия
электрода, примененного при сварке контрольного сварного соединения.
26.
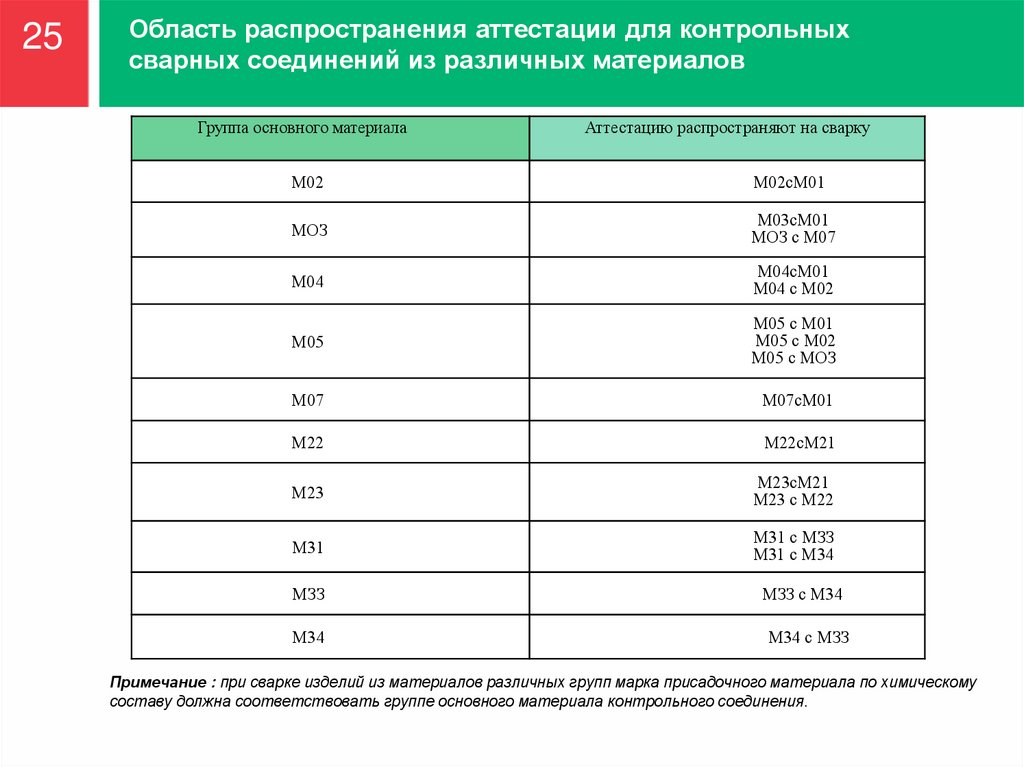
25Область распространения аттестации для контрольных
сварных соединений из различных материалов
Группа основного материала
Аттестацию распространяют на сварку
М02
М02сМ01
МОЗ
М03сМ01
МОЗ с М07
М04
М04сМ01
М04 с М02
М05
М05 с М01
М05 с М02
М05 с МОЗ
М07
М07сМ01
М22
М22сМ21
М23
М23сМ21
М23 с М22
М31
М31 с МЗЗ
М31 с М34
МЗЗ
МЗЗ с М34
М34
М34 с МЗЗ
Примечание : при сварке изделий из материалов различных групп марка присадочного материала по химическому
составу должна соответствовать группе основного материала контрольного соединения.
27.
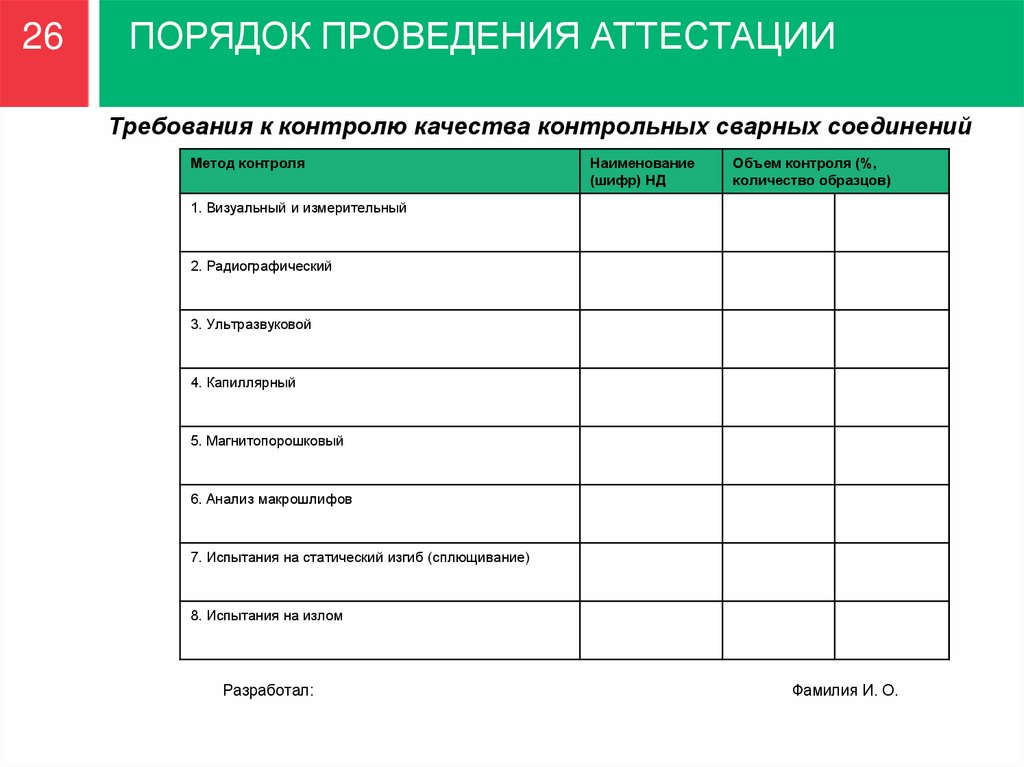
26ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ
Требования к контролю качества контрольных сварных соединений
Метод контроля
Наименование
(шифр) НД
Объем контроля (%,
количество образцов)
1. Визуальный и измерительный
2. Радиографический
3. Ультразвуковой
4. Капиллярный
5. Магнитопорошковый
6. Анализ макрошлифов
7. Испытания на статический изгиб (сплющивание)
8. Испытания на излом
Разработал:
Фамилия И. О.
28.
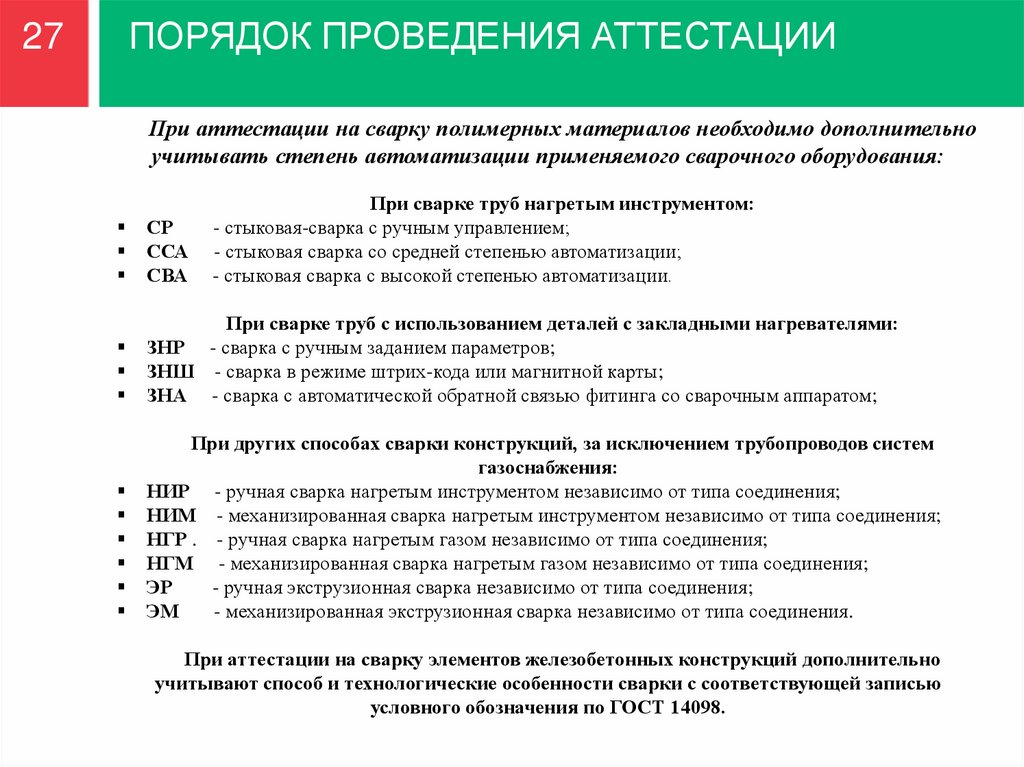
ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ27
При аттестации на сварку полимерных материалов необходимо дополнительно
учитывать степень автоматизации применяемого сварочного оборудования:
СР
ССА
СВА
При сварке труб нагретым инструментом:
- стыковая-сварка с ручным управлением;
- стыковая сварка со средней степенью автоматизации;
- стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
ЗНР - сварка с ручным заданием параметров;
ЗНШ - сварка в режиме штрих-кода или магнитной карты;
ЗНА - сварка с автоматической обратной связью фитинга со сварочным аппаратом;
При других способах сварки конструкций, за исключением трубопроводов систем
газоснабжения:
НИР - ручная сварка нагретым инструментом независимо от типа соединения;
НИМ - механизированная сварка нагретым инструментом независимо от типа соединения;
НГР . - ручная сварка нагретым газом независимо от типа соединения;
НГМ - механизированная сварка нагретым газом независимо от типа соединения;
ЭР
- ручная экструзионная сварка независимо от типа соединения;
ЭМ
- механизированная экструзионная сварка независимо от типа соединения.
При аттестации на сварку элементов железобетонных конструкций дополнительно
учитывают способ и технологические особенности сварки с соответствующей записью
условного обозначения по ГОСТ 14098.
29.
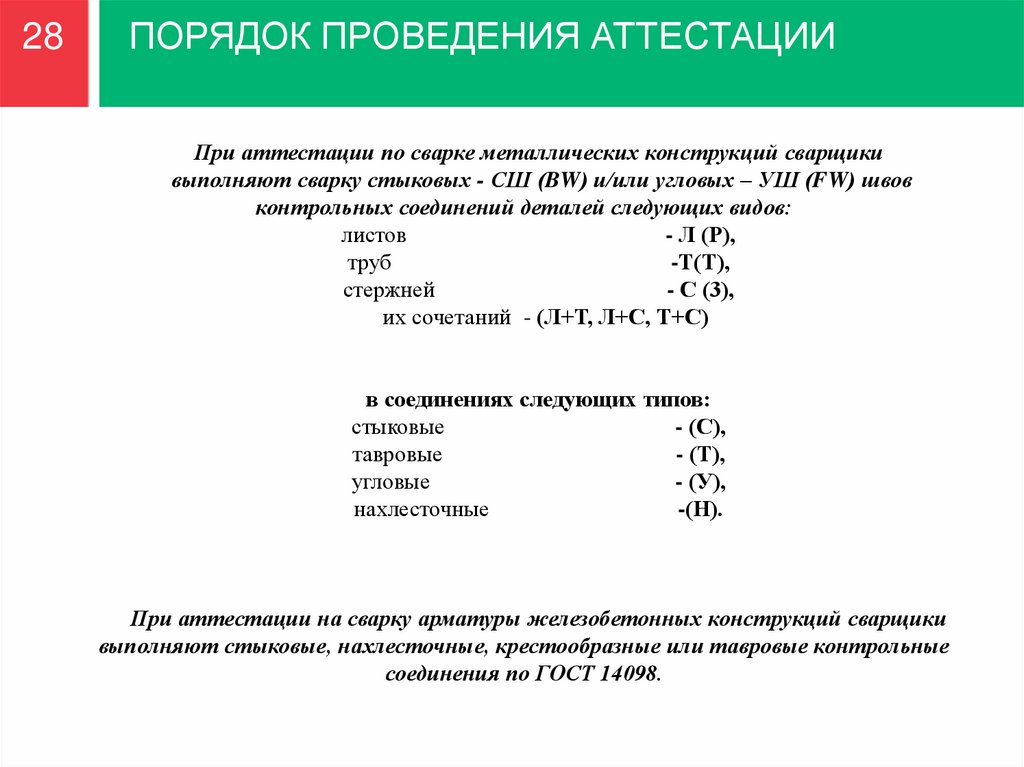
28ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ
При аттестации по сварке металлических конструкций сварщики
выполняют сварку стыковых - СШ (BW) и/или угловых – УШ (FW) швов
контрольных соединений деталей следующих видов:
листов
- Л (Р),
труб
-Т(Т),
стержней
- С (3),
их сочетаний - (Л+Т, Л+С, Т+С)
в соединениях следующих типов:
стыковые
- (С),
тавровые
- (Т),
угловые
- (У),
нахлесточные
-(Н).
При аттестации на сварку арматуры железобетонных конструкций сварщики
выполняют стыковые, нахлесточные, крестообразные или тавровые контрольные
соединения по ГОСТ 14098.
30.
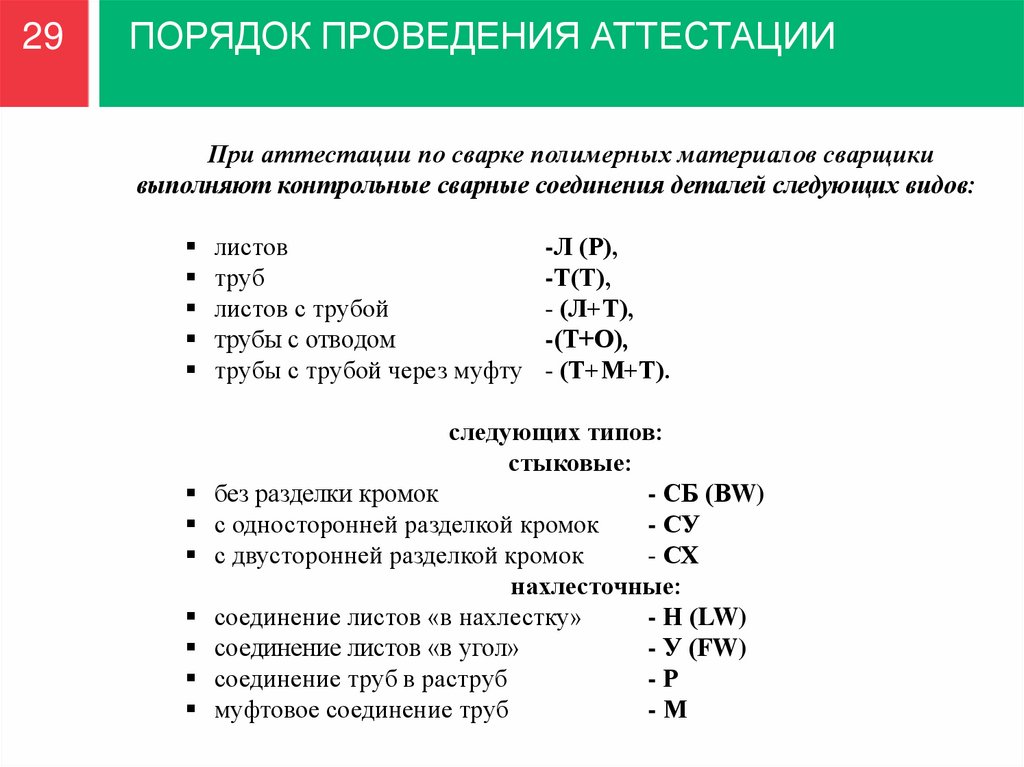
29ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ
При аттестации по сварке полимерных материалов сварщики
выполняют контрольные сварные соединения деталей следующих видов:
листов
труб
листов с трубой
трубы с отводом
трубы с трубой через муфту
-Л (Р),
-Т(Т),
- (Л+Т),
-(Т+О),
- (Т+М+Т).
следующих типов:
стыковые:
без разделки кромок
- СБ (ВW)
с односторонней разделкой кромок
- СУ
с двусторонней разделкой кромок
- СХ
нахлесточные:
соединение листов «в нахлестку»
- Н (LW)
соединение листов «в угол»
- У (FW)
соединение труб в раструб
-Р
муфтовое соединение труб
-М
31.
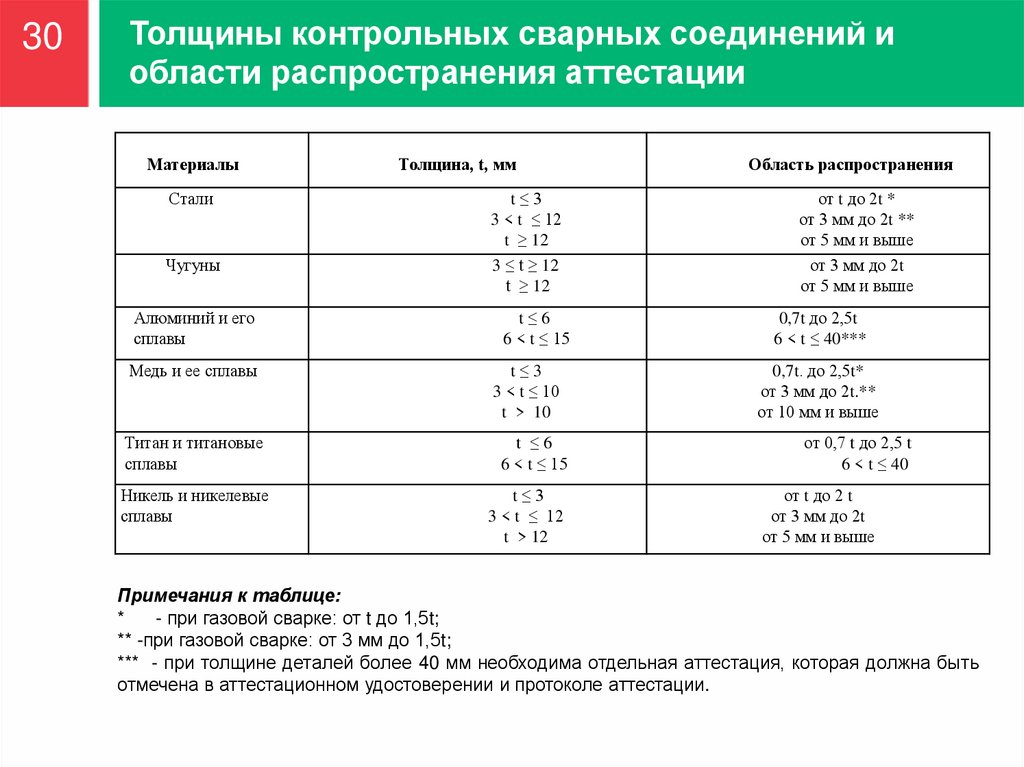
30Толщины контрольных сварных соединений и
области распространения аттестации
Материалы
Стали
Чугуны
Толщина, t, мм
t≤3
3 < t ≤ 12
t ≥ 12
3 ≤ t ≥ 12
t ≥ 12
Область распространения
от t до 2t *
от 3 мм до 2t **
от 5 мм и выше
от 3 мм до 2t
от 5 мм и выше
Алюминий и его
сплавы
t≤6
6 < t ≤ 15
0,7t до 2,5t
6 < t ≤ 40***
Медь и ее сплавы
t≤3
3 < t ≤ 10
t > 10
0,7t. до 2,5t*
от 3 мм до 2t.**
от 10 мм и выше
Титан и титановые
сплавы
t ≤6
6 < t ≤ 15
Никель и никелевые
сплавы
t≤3
3 < t ≤ 12
t > 12
от 0,7 t до 2,5 t
6 < t ≤ 40
от t до 2 t
от 3 мм до 2t
от 5 мм и выше
Примечания к таблице:
*
- при газовой сварке: от t до 1,5t;
** -при газовой сварке: от 3 мм до 1,5t;
*** - при толщине деталей более 40 мм необходима отдельная аттестация, которая должна быть
отмечена в аттестационном удостоверении и протоколе аттестации.
32.
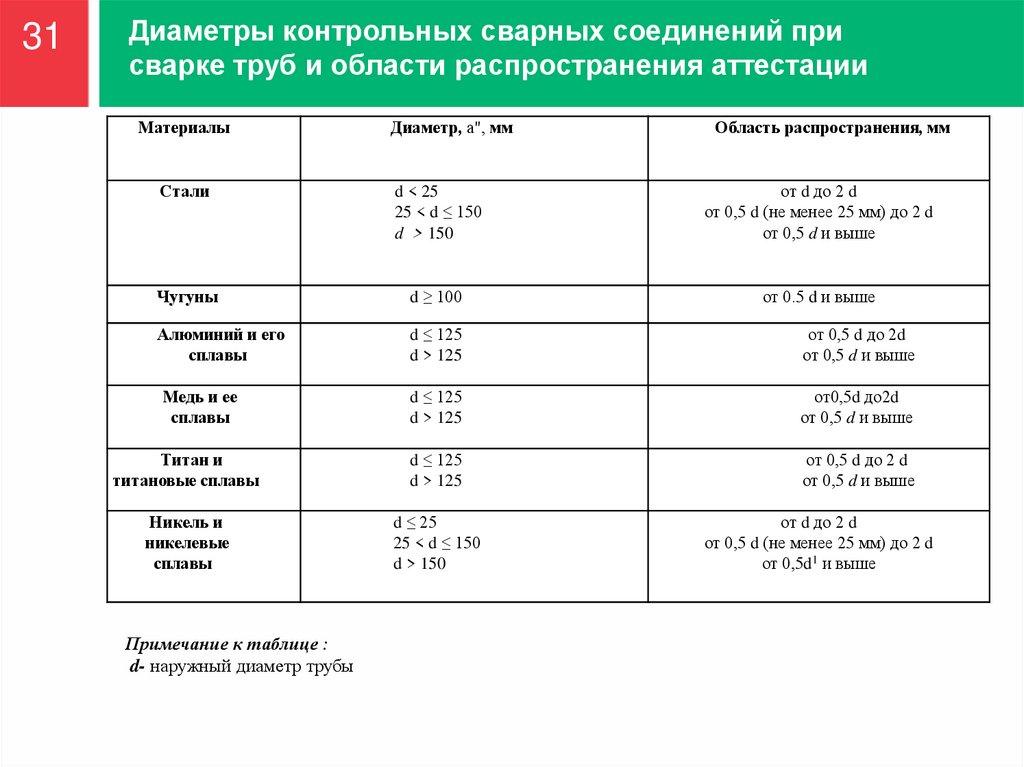
31Диаметры контрольных сварных соединений при
сварке труб и области распространения аттестации
Материалы
Диаметр, а", мм
Область распространения, мм
Стали
d < 25
25 < d ≤ 150
d > 150
от d до 2 d
от 0,5 d (не менее 25 мм) до 2 d
от 0,5 d и выше
Чугуны
d ≥ 100
от 0.5 d и выше
Алюминий и его
сплавы
d ≤ 125
d > 125
от 0,5 d до 2d
от 0,5 d и выше
Медь и ее
сплавы
d ≤ 125
d > 125
от0,5d до2d
от 0,5 d и выше
Титан и
титановые сплавы
d ≤ 125
d > 125
от 0,5 d до 2 d
от 0,5 d и выше
Никель и
никелевые
сплавы
d ≤ 25
25 < d ≤ 150
d > 150
Примечание к таблице :
d- наружный диаметр трубы
от d до 2 d
от 0,5 d (не менее 25 мм) до 2 d
от 0,5d1 и выше
33.
32Классификация арматурных сталей и
листового проката
Группа стали
М01 (W01)
М07
Тип стали
Марка арматурной
стали
СтЗкп, СтЗпс, СтЗсп
Углеродистые и
низколегированные, горячекатаные
Углеродистые и
СтЗпс, СтЗсп
низколегированные, термически и
термомеханически упрочненные
Углеродистые и
Ст5сп, Ст5пс, 18Г2С
низколегированные, горячекатаные 10ГТ
35ГС,25Г2С,32Г2Рпс
80С,20ХГ2Ц
23Х2Г2Т
22Х2Г2АЮ, 22Х2Г2Р,
20Х2Г2СР
Углеродистые и
Стбсп, Стбпс
низколегированные, термически и 25Г2С, 35ГС, 28С,
термомеханически упрочненные
27ГС
20ГС
Класс арматурной
стали
А240 (А-1)
Ат400С (-)
А300 (А-П)
Ас 300 (Ас- II)
А400 (А- III)
А600 (А-IV)
А800 (А-У)
А1000(АЛЛ)
АтбООС (Ат-ШС)
АтбООС (Ат-1УС)
Ат800 (Ат-У)
Примечание: Обозначение классов арматурных сталей по ранее действующим нормативным документам
приведены в скобках.
Классификация листового проката
Группа стали
Тип стали
Марка стали
М01 (W01)
Углеродистые и
низколегированные
СтЗкп, СтЗпс, СтЗГпс, СтЗсп
34.
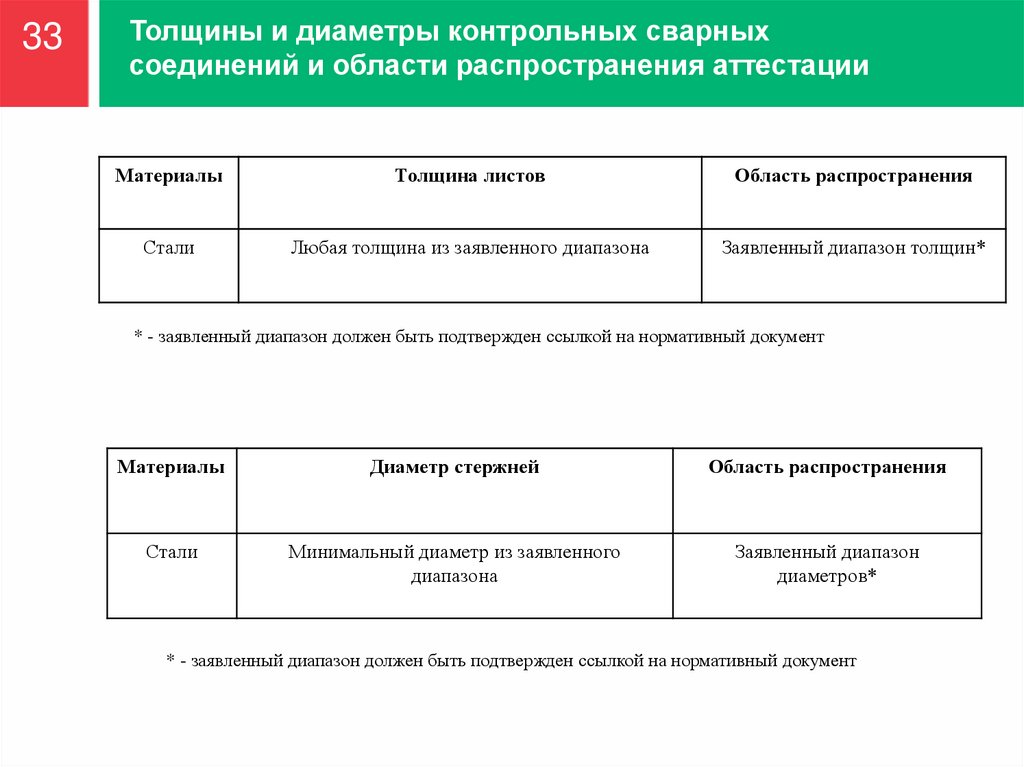
33Толщины и диаметры контрольных сварных
соединений и области распространения аттестации
Материалы
Толщина листов
Область распространения
Стали
Любая толщина из заявленного диапазона
Заявленный диапазон толщин*
* - заявленный диапазон должен быть подтвержден ссылкой на нормативный документ
Материалы
Диаметр стержней
Область распространения
Стали
Минимальный диаметр из заявленного
диапазона
Заявленный диапазон
диаметров*
* - заявленный диапазон должен быть подтвержден ссылкой на нормативный документ
35.
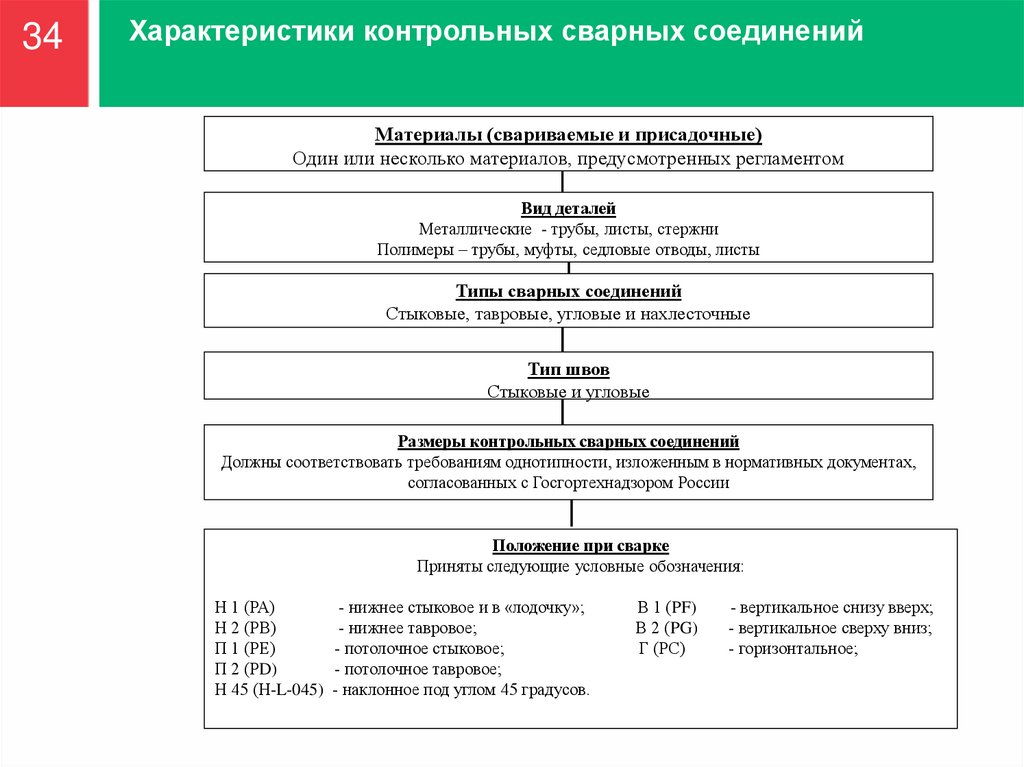
34Характеристики контрольных сварных соединений
Материалы (свариваемые и присадочные)
Один или несколько материалов, предусмотренных регламентом
Вид деталей
Металлические - трубы, листы, стержни
Полимеры – трубы, муфты, седловые отводы, листы
Типы сварных соединений
Стыковые, тавровые, угловые и нахлесточные
Тип швов
Стыковые и угловые
Размеры контрольных сварных соединений
Должны соответствовать требованиям однотипности, изложенным в нормативных документах,
согласованных с Госгортехнадзором России
Положение при сварке
Приняты следующие условные обозначения:
Н 1 (РА)
- нижнее стыковое и в «лодочку»;
Н 2 (РВ)
- нижнее тавровое;
П 1 (РЕ)
- потолочное стыковое;
П 2 (РD)
- потолочное тавровое;
Н 45 (Н-L-045) - наклонное под углом 45 градусов.
В 1 (PF)
В 2 (PG)
Г (РС)
- вертикальное снизу вверх;
- вертикальное сверху вниз;
- горизонтальное;
36.
35Контрольные сварные соединения типов с Vобразной кромкой и с X-образной.
37.
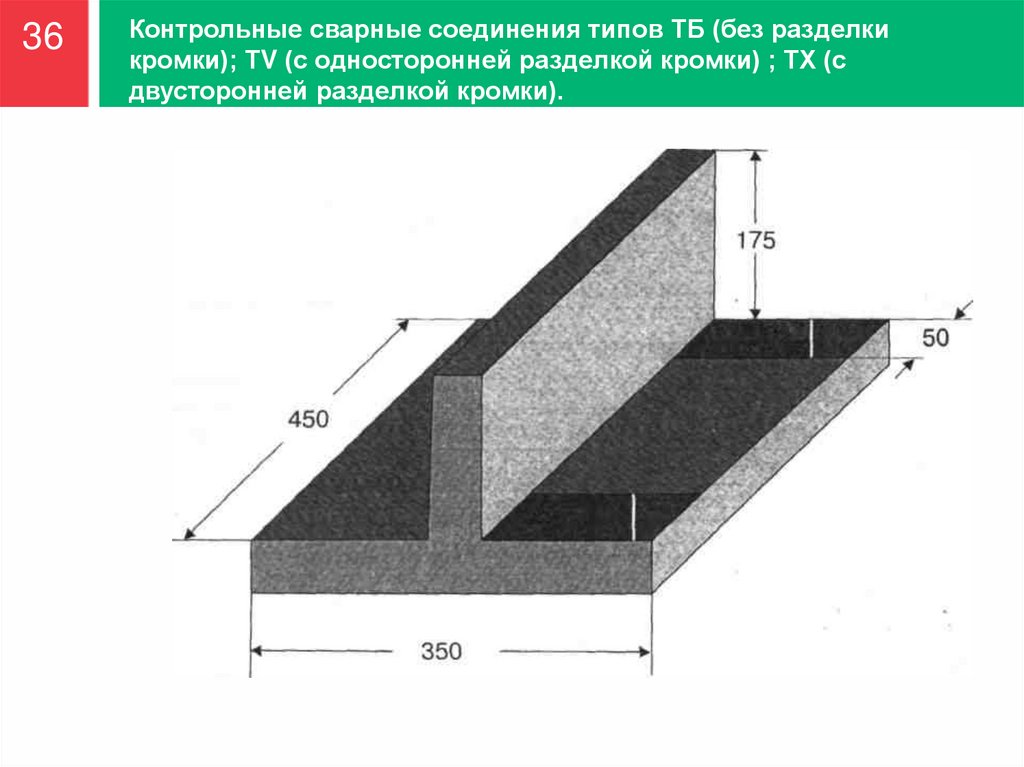
36Контрольные сварные соединения типов ТБ (без разделки
кромки); ТV (с односторонней разделкой кромки) ; ТХ (с
двусторонней разделкой кромки).
38.
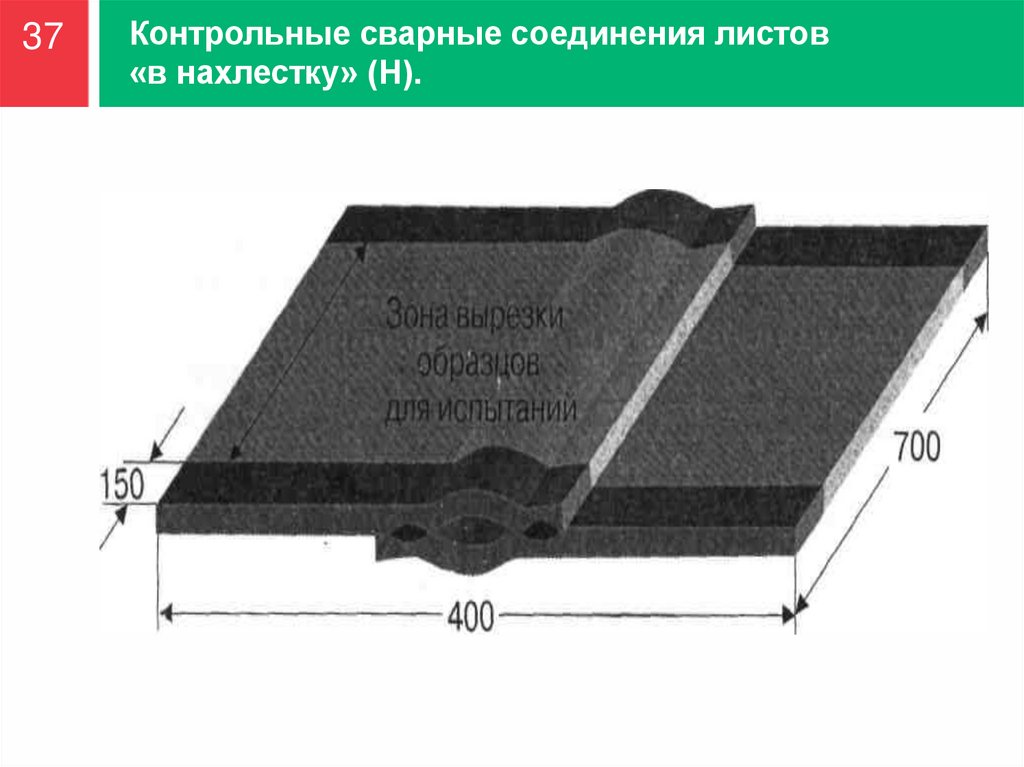
37Контрольные сварные соединения листов
«в нахлестку» (Н).
39.
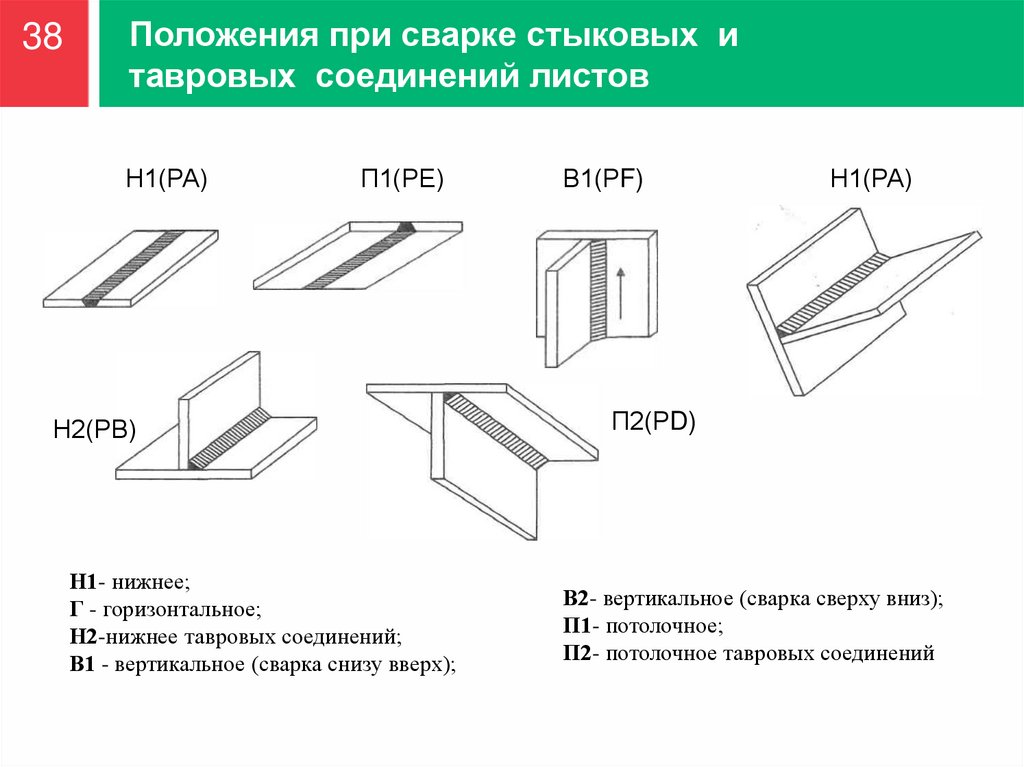
38Положения при сварке стыковых и
тавровых соединений листов
Н1(РА)
П1(РЕ)
Н2(РВ)
Н1- нижнее;
Г - горизонтальное;
Н2-нижнее тавровых соединений;
В1 - вертикальное (сварка снизу вверх);
В1(РF)
Н1(РА)
П2(РD)
В2- вертикальное (сварка сверху вниз);
П1- потолочное;
П2- потолочное тавровых соединений
40.
39Типы контрольных сварных соединений при сварке труб
из полимерных материалов
а
муфта
нагреватель
а - соединение муфтой;
б - соединение седловым
ответвлением.
> 300 мм
41.
40Размеры деталей для стыковых контрольных сварных
соединений металлических труб
42.
41. Размеры деталей для угловых контрольных сварных
соединений труб между собой и труб с листами.
При 1 > 6 мм, а < 0,51; при I < 6 мм, 0,51 < а < (2 = 0,71).
43.
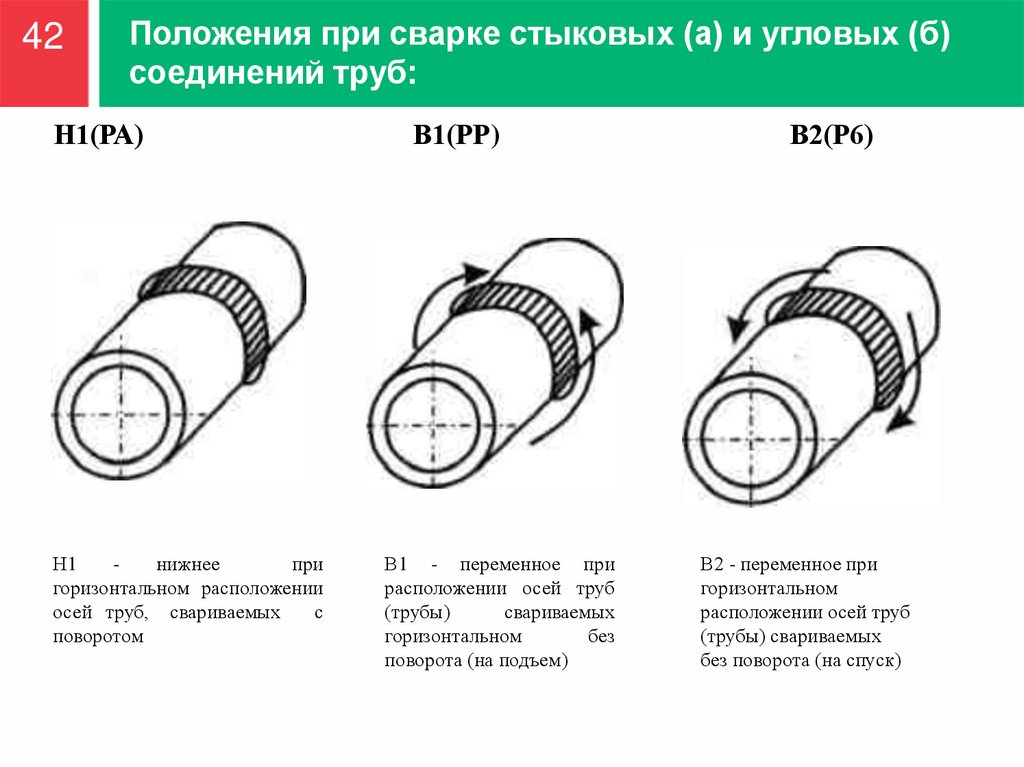
42Положения при сварке стыковых (а) и угловых (б)
соединений труб:
Н1(РА)
Н1
нижнее
при
горизонтальном расположении
осей труб, свариваемых
с
поворотом
В1(РР)
В1 - переменное при
расположении осей труб
(трубы)
свариваемых
горизонтальном
без
поворота (на подъем)
В2(Р6)
В2 - переменное при
горизонтальном
расположении осей труб
(трубы) свариваемых
без поворота (на спуск)
44.
43Положения при сварке стыковых (а) и угловых (б)
соединений труб:
Н1 - нижнее
при
горизонтальном
расположении осей труб, свариваемых
с
поворотом;
Н2
нижнее
при
вертикальном
расположении оси трубы, свариваемой без
поворота или с поворотом и горизонтальном
расположении оси трубы, привариваемой с
поворотом;
В1 - переменное при горизонтальном
расположении осей труб (трубы) свариваемых
без поворота (на подъем);
В2 - переменное при горизонтальном
расположении осей труб (трубы) свариваемых
без поворота (на спуск);
Г - горизонтальное при вертикальном
расположении осей труб, свариваемых без
поворота или с поворотом;
Н45 - переменное при наклонном
расположении осей труб (трубы) свариваемых
без поворота;
П2 - потолочное при вертикальном
расположении оси трубы, свариваемой без
поворота или с поворотом
45.
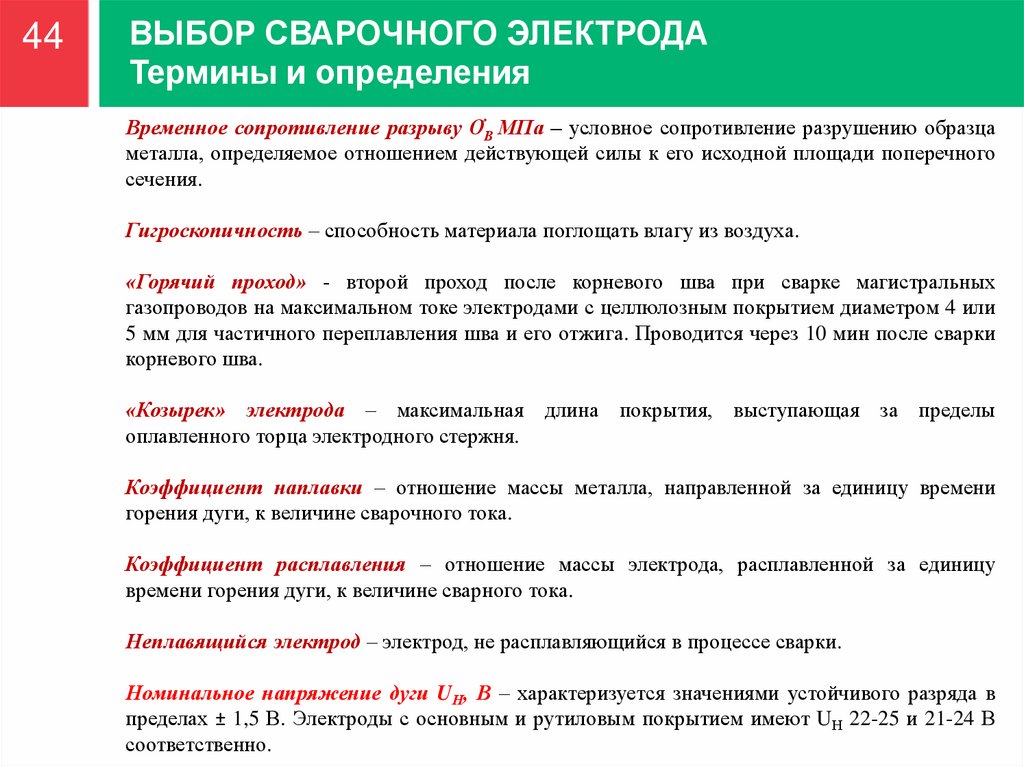
44ВЫБОР СВАРОЧНОГО ЭЛЕКТРОДА
Термины и определения
Временное сопротивление разрыву ƠВ МПа – условное сопротивление разрушению образца
металла, определяемое отношением действующей силы к его исходной площади поперечного
сечения.
Гигроскопичность – способность материала поглощать влагу из воздуха.
«Горячий проход» - второй проход после корневого шва при сварке магистральных
газопроводов на максимальном токе электродами с целлюлозным покрытием диаметром 4 или
5 мм для частичного переплавления шва и его отжига. Проводится через 10 мин после сварки
корневого шва.
«Козырек» электрода – максимальная длина покрытия, выступающая за пределы
оплавленного торца электродного стержня.
Коэффициент наплавки – отношение массы металла, направленной за единицу времени
горения дуги, к величине сварочного тока.
Коэффициент расплавления – отношение массы электрода, расплавленной за единицу
времени горения дуги, к величине сварного тока.
Неплавящийся электрод – электрод, не расплавляющийся в процессе сварки.
Номинальное напряжение дуги UН, В – характеризуется значениями устойчивого разряда в
пределах ± 1,5 В. Электроды с основным и рутиловым покрытием имеют UН 22-25 и 21-24 В
соответственно.
46.
45ВЫБОР СВАРОЧНОГО ЭЛЕКТРОДА
Термины и определения
Обратная полярность – полярность, при которой электрод присоединяется к
положительному полюсу источника питания дуги постоянного тока, а объект сварки – к
отрицательному.
Оптимальный сварочный ток IO, A – характеризуется значениями, при которых масса
наплавленного металла равна или больше массы расплавленного при сварке в любых
пространственных положениях, а разбрызгивание электродного металла не превышает 4%.
Плавящийся электрод – электрод, расплавляющийся при сварке и служащий присадочным
материалом.
Покрытие электрода – смесь вещества, нанесенная на металлический стержень для
улучшения ионизации дуги, защиты расплавленного металла от воздуха, металлургической
обработки сварочной ванны.
Покрытый электрод – плавящийся электрод, на поверхности которого есть покрытие
неразрывно связанное с металлом электродного стержня.
«Примерзание» электрода – прилипание электрода к изделию без образования дуги в начале
сварки.
Прямая полярность – полярности, при которой электрод присоединяется к отрицательному
плюсу источника питания дуги постоянного тока, а объект сварки – к положительному.
47.
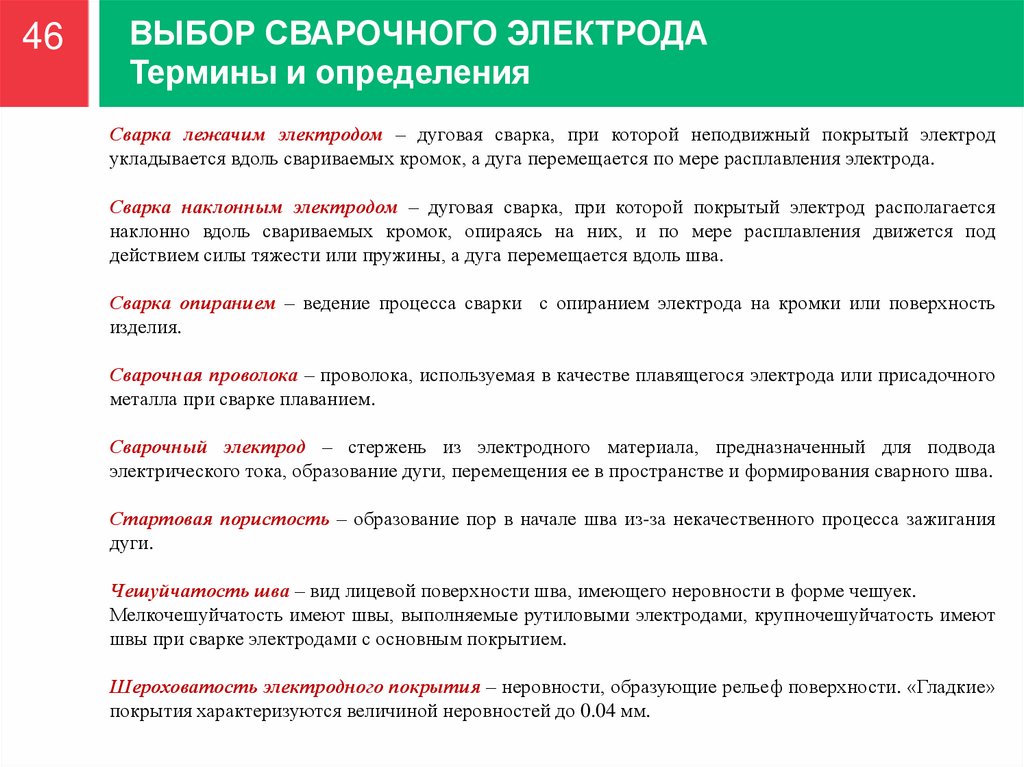
46ВЫБОР СВАРОЧНОГО ЭЛЕКТРОДА
Термины и определения
Сварка лежачим электродом – дуговая сварка, при которой неподвижный покрытый электрод
укладывается вдоль свариваемых кромок, а дуга перемещается по мере расплавления электрода.
Сварка наклонным электродом – дуговая сварка, при которой покрытый электрод располагается
наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под
действием силы тяжести или пружины, а дуга перемещается вдоль шва.
Сварка опиранием – ведение процесса сварки с опиранием электрода на кромки или поверхность
изделия.
Сварочная проволока – проволока, используемая в качестве плавящегося электрода или присадочного
металла при сварке плаванием.
Сварочный электрод – стержень из электродного материала, предназначенный для подвода
электрического тока, образование дуги, перемещения ее в пространстве и формирования сварного шва.
Стартовая пористость – образование пор в начале шва из-за некачественного процесса зажигания
дуги.
Чешуйчатость шва – вид лицевой поверхности шва, имеющего неровности в форме чешуек.
Мелкочешуйчатость имеют швы, выполняемые рутиловыми электродами, крупночешуйчатость имеют
швы при сварке электродами с основным покрытием.
Шероховатость электродного покрытия – неровности, образующие рельеф поверхности. «Гладкие»
покрытия характеризуются величиной неровностей до 0.04 мм.
48.
47ПОКРЫТЫЕ ЭЛЕКТРОДЫ
49.
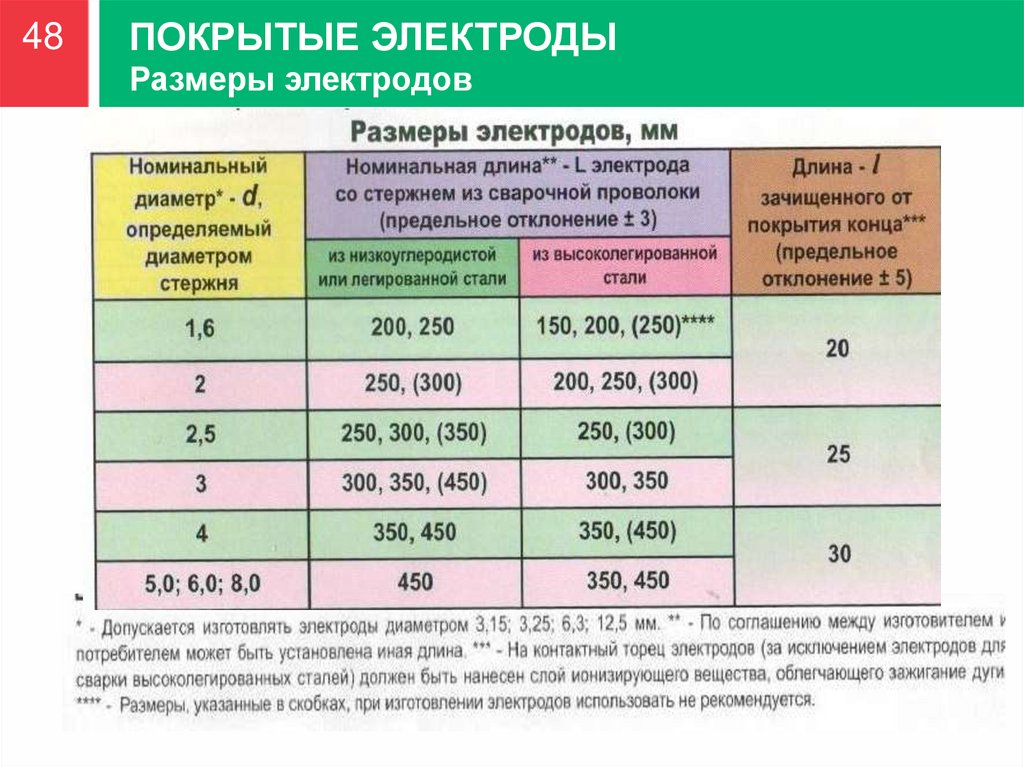
48ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Размеры электродов
50.
49ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Классификация покрытых электродов
51.
50ПОКРЫТЫЕ ЭЛЕКТРОДЫ
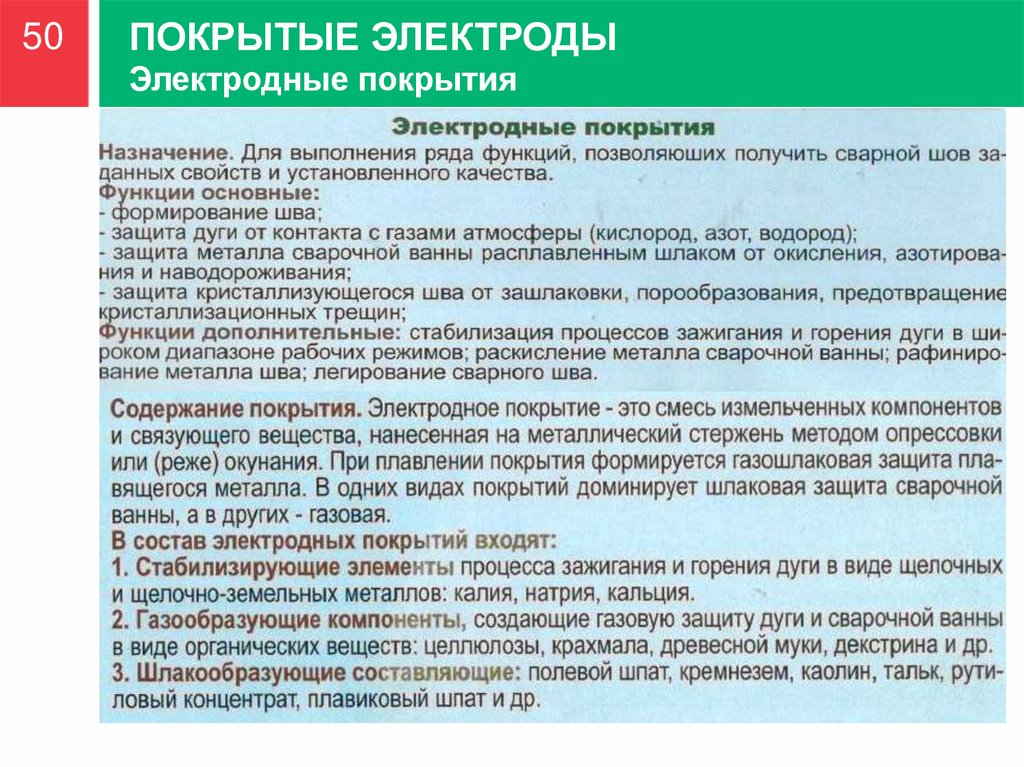
Электродные покрытия
52.
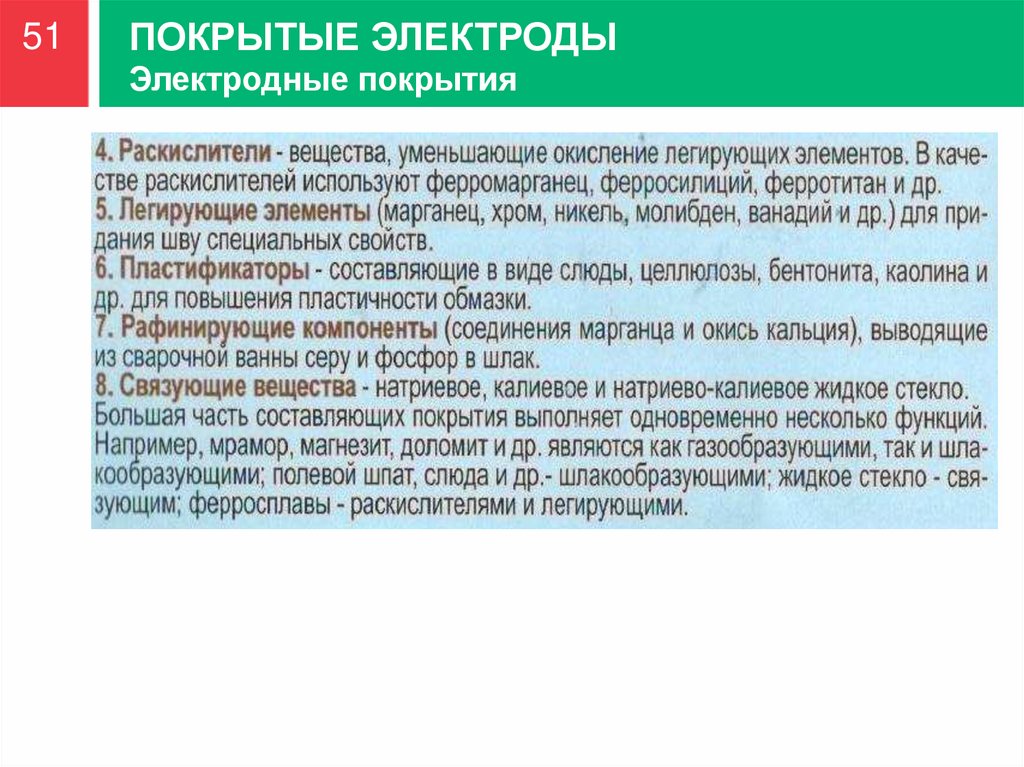
51ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Электродные покрытия
53.
52ПОКРЫТЫЕ ЭЛЕКТРОДЫ
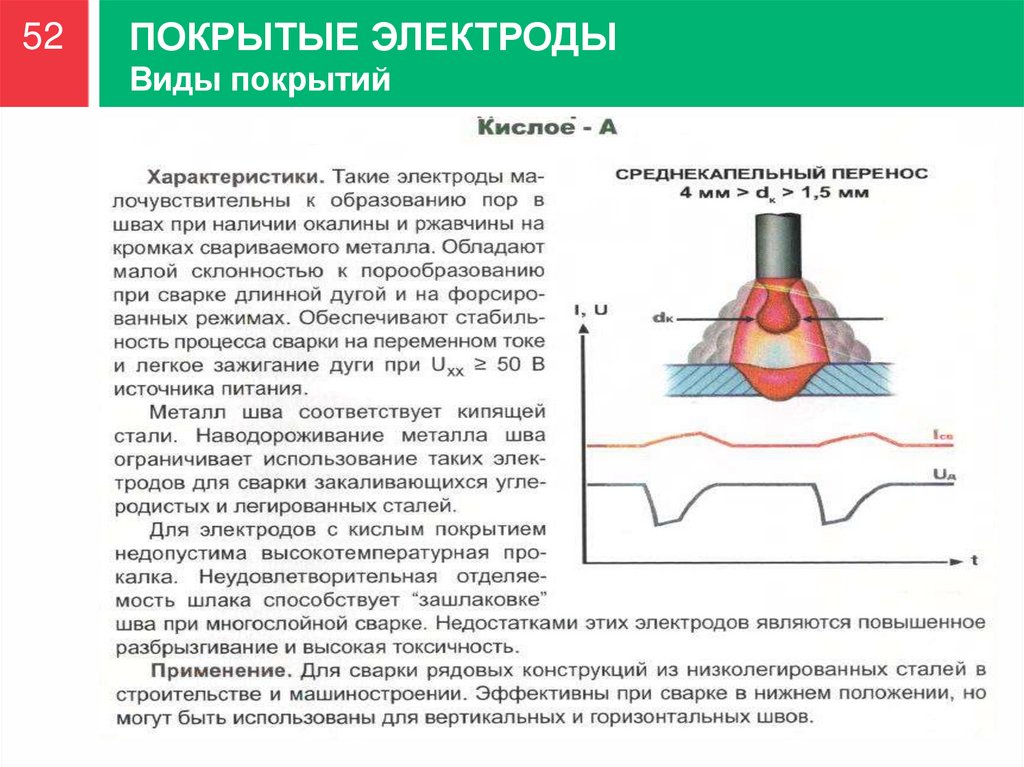
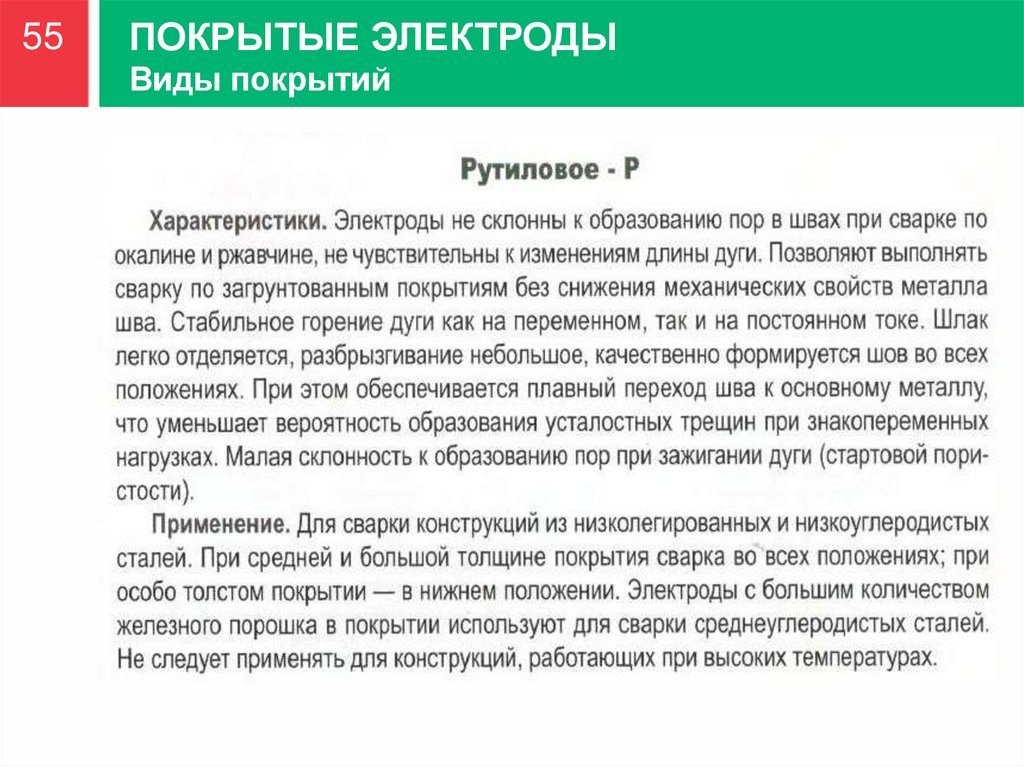
Виды покрытий
54.
53ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Виды покрытий
55.
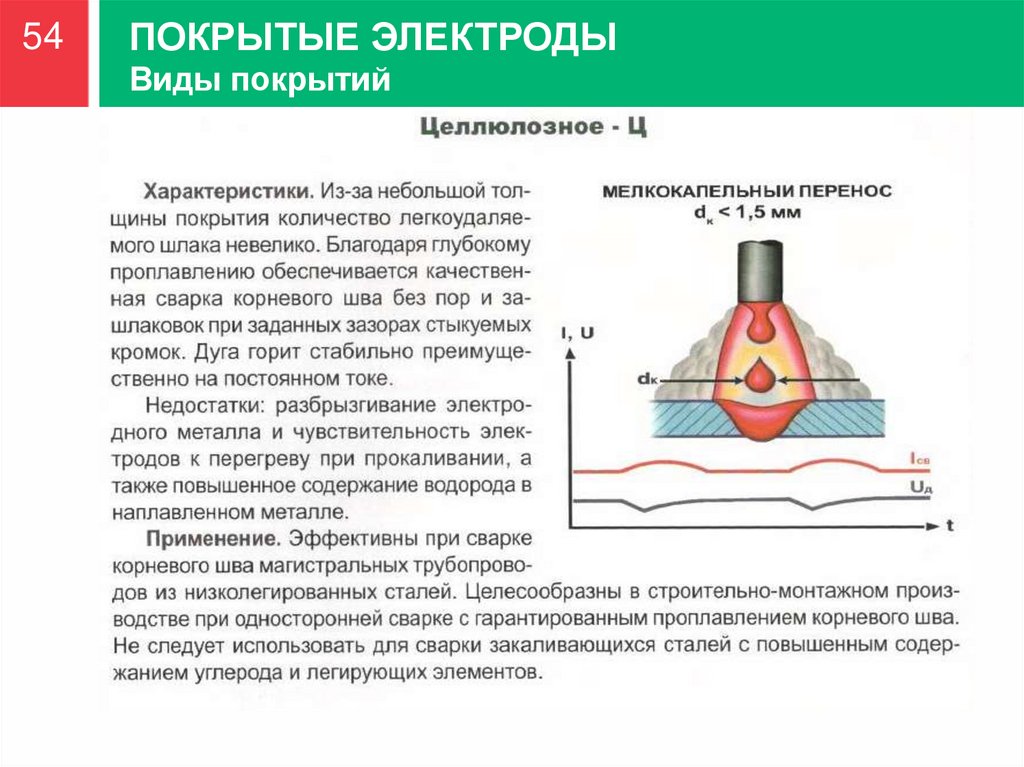
54ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Виды покрытий
56.
55ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Виды покрытий
57.
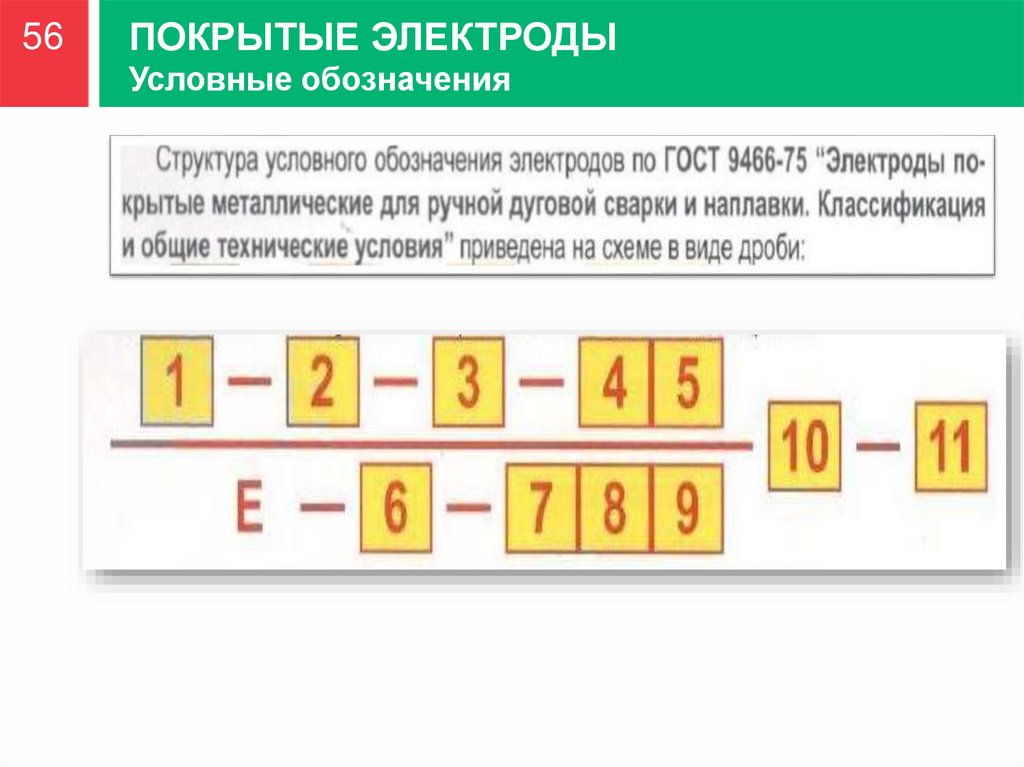
56ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
58.
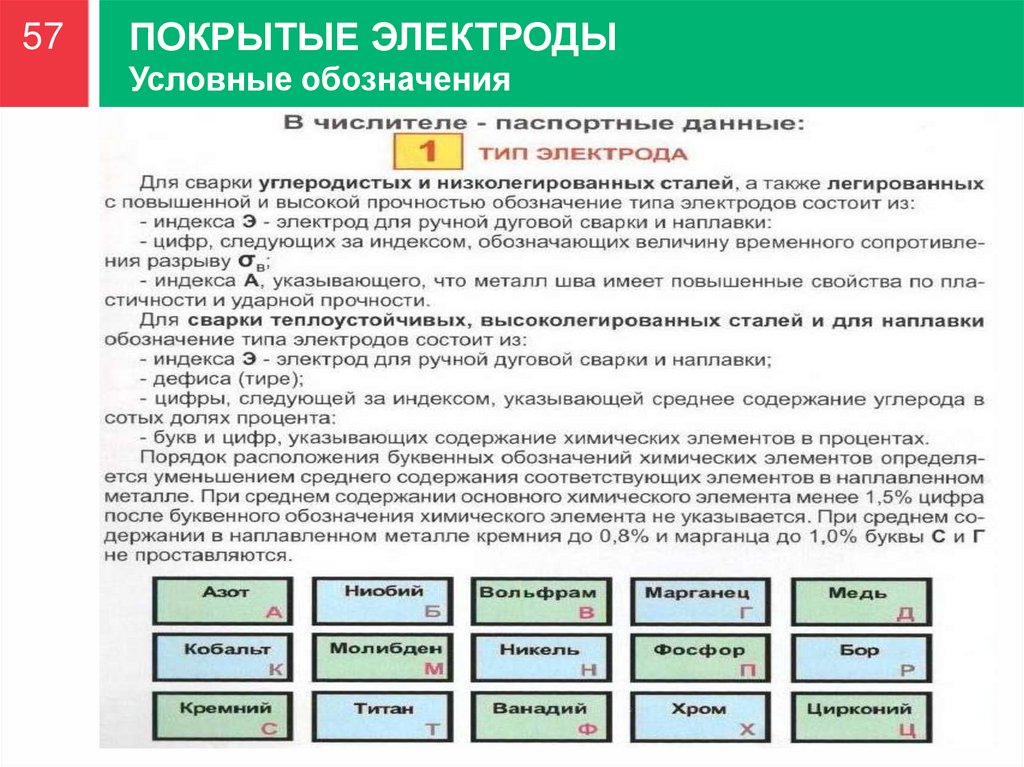
57ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
59.
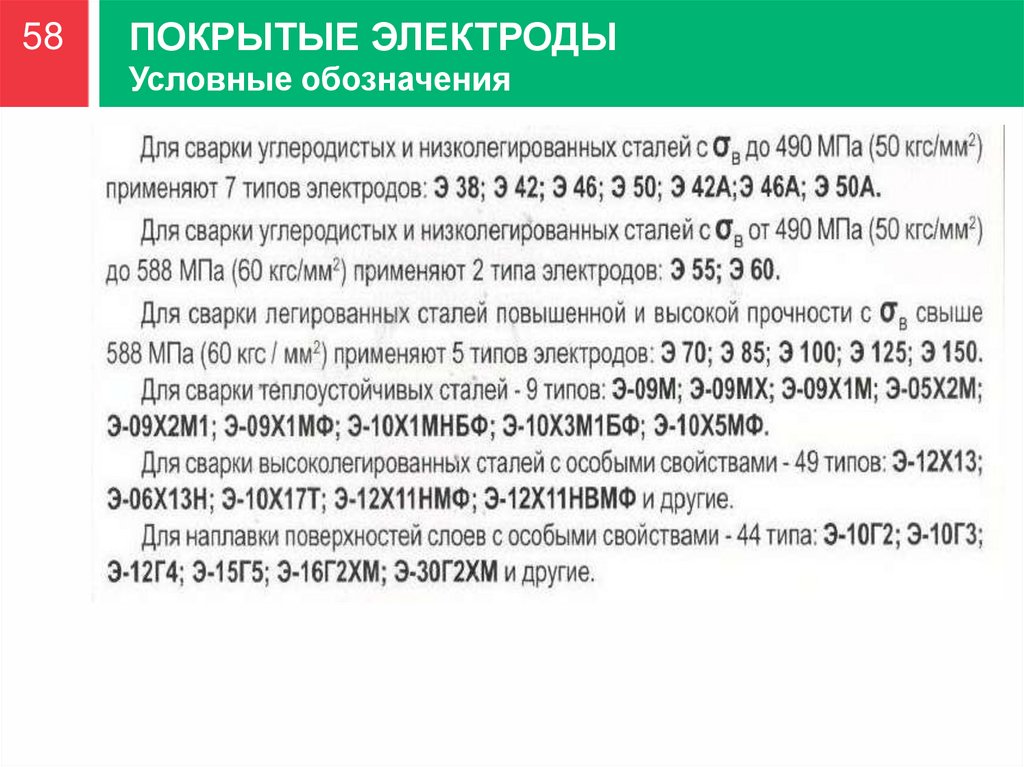
58ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
60.
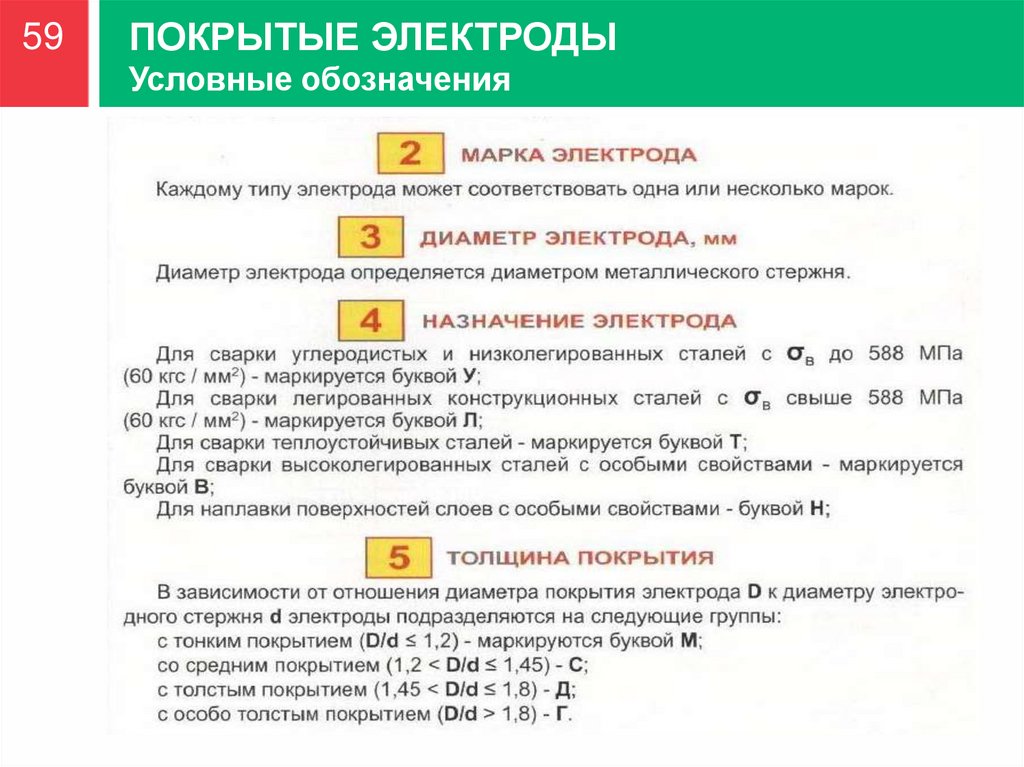
59ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
61.
60ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
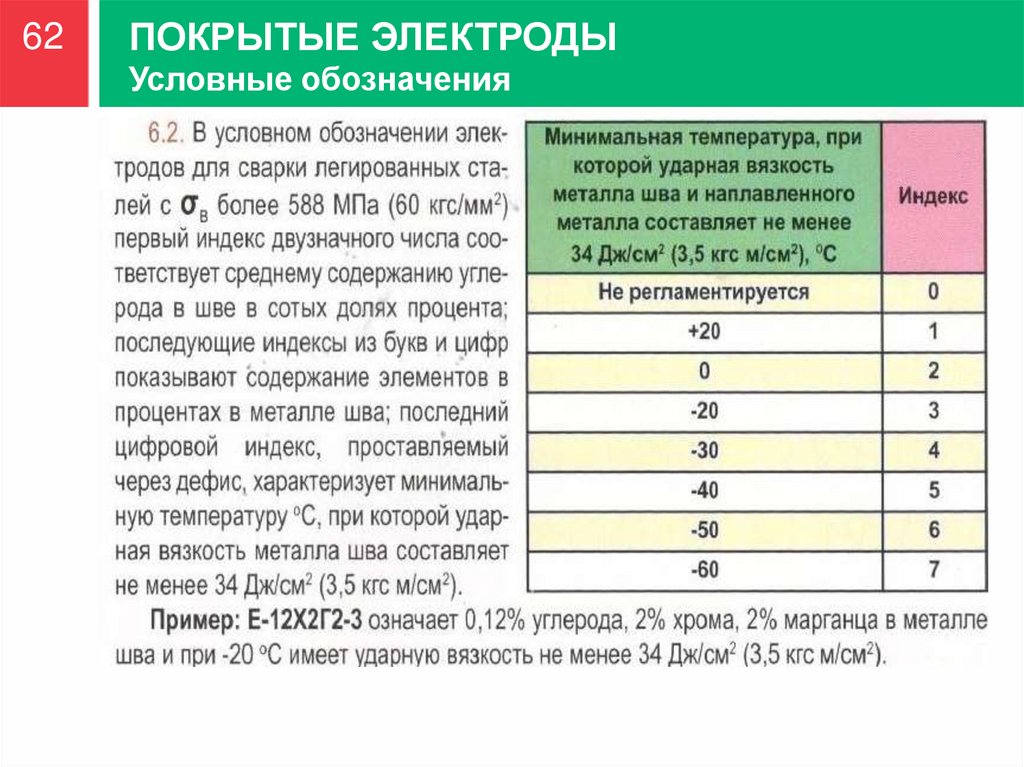
62.
61ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
63.
62ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
64.
63ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
65.
64ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
66.
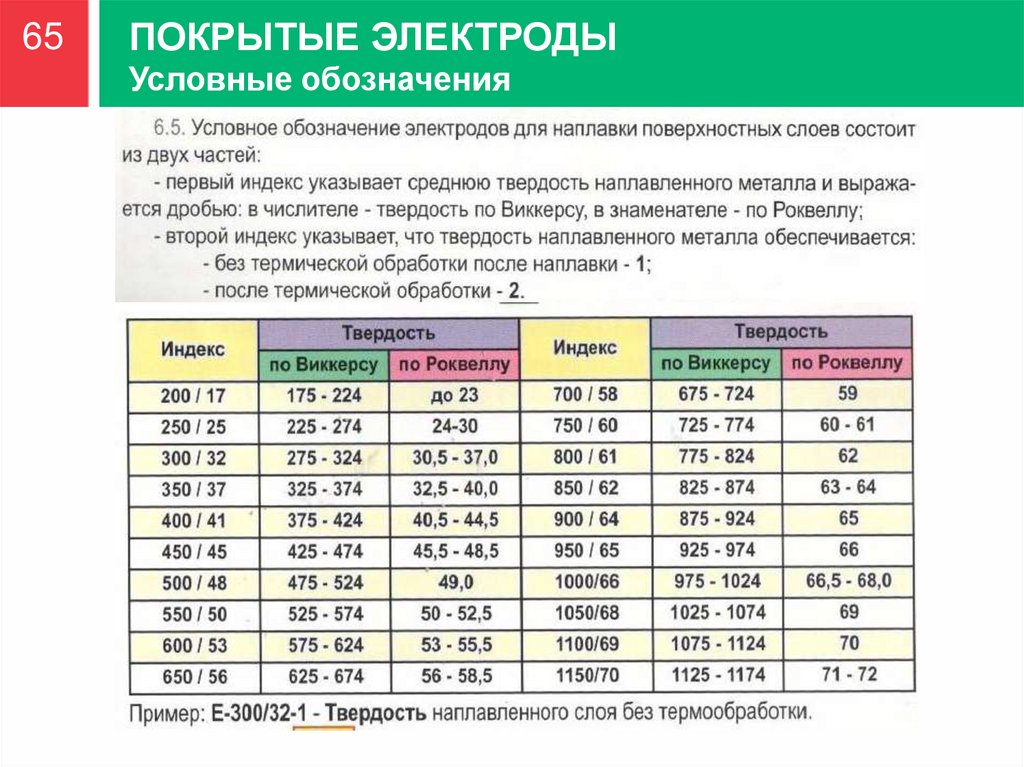
65ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
67.
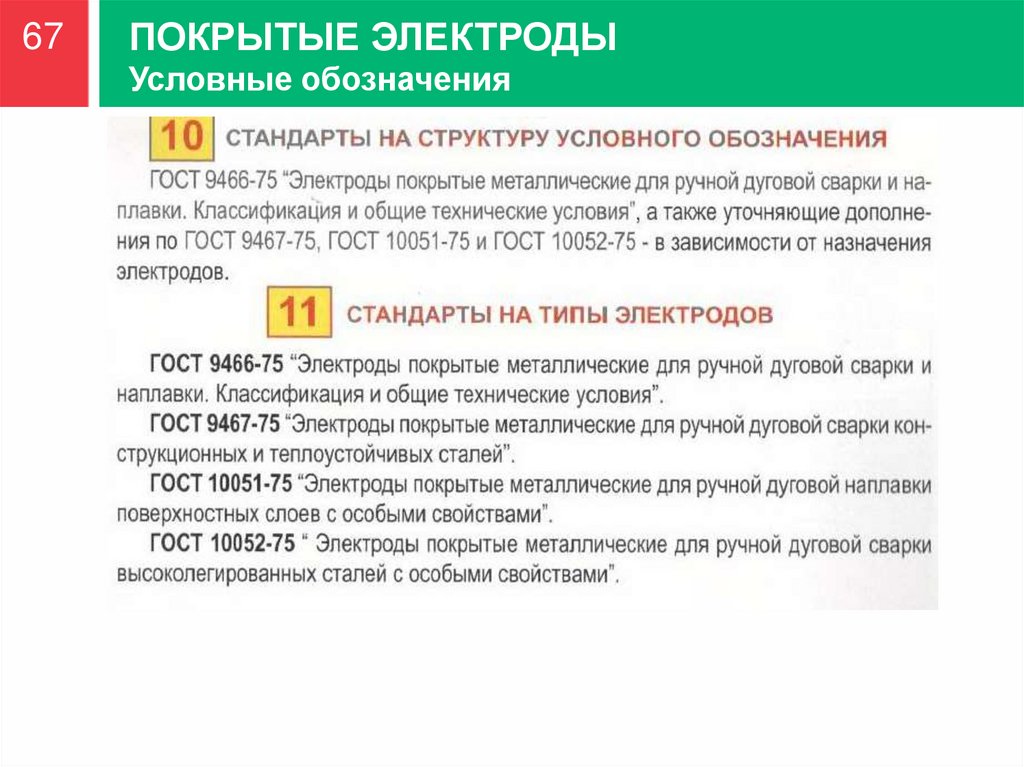
66ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
68.
67ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Условные обозначения
69.
68ПОКРЫТЫЕ ЭЛЕКТРОДЫ
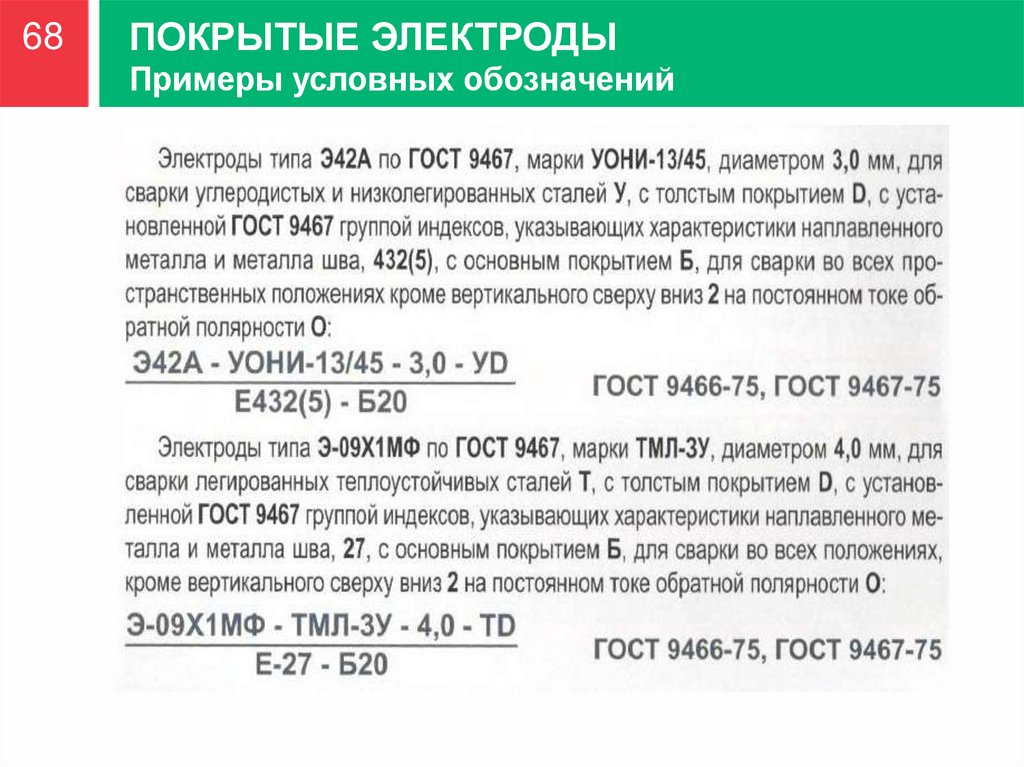
Примеры условных обозначений
70.
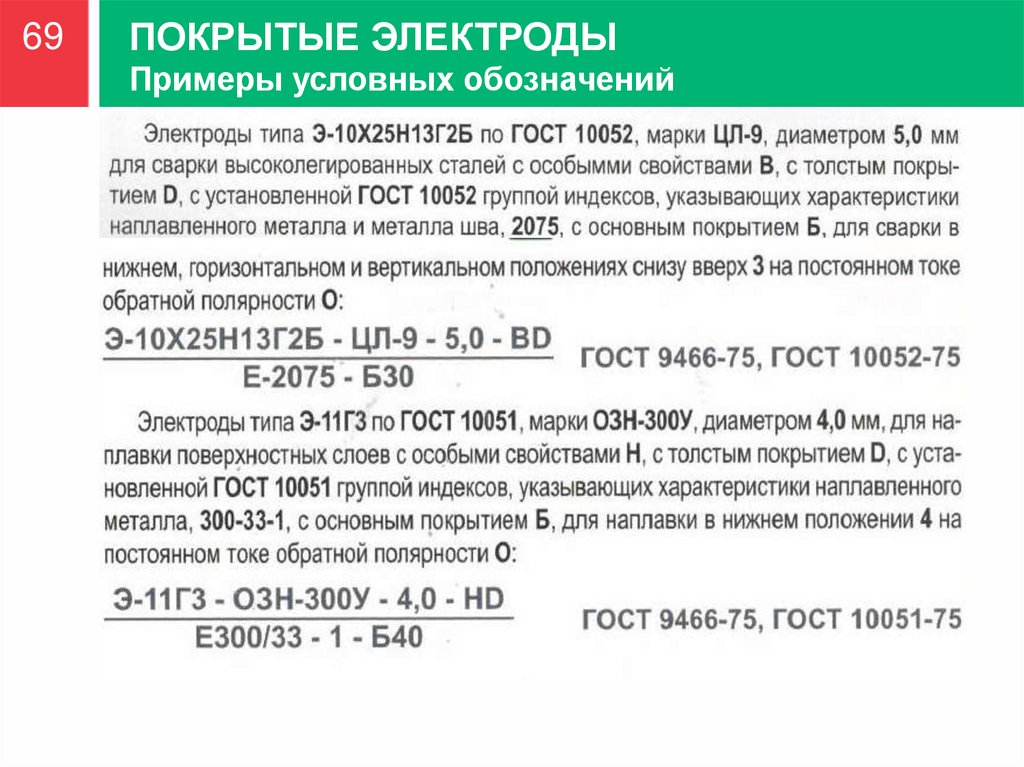
69ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Примеры условных обозначений
71.
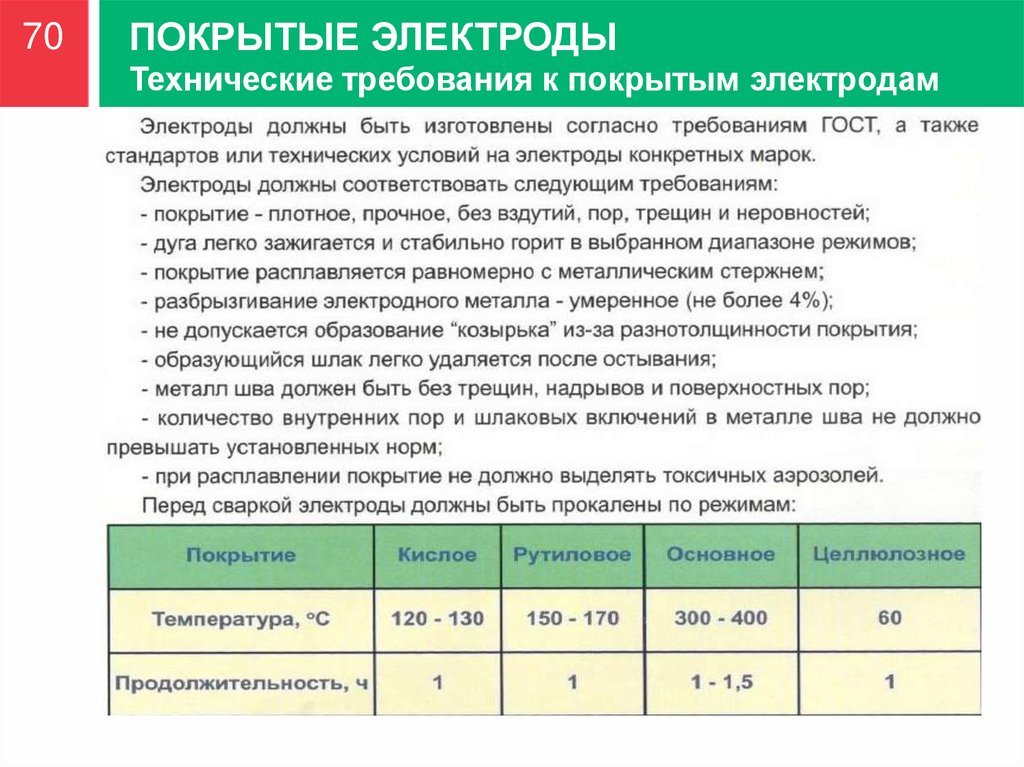
70ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Технические требования к покрытым электродам
72.
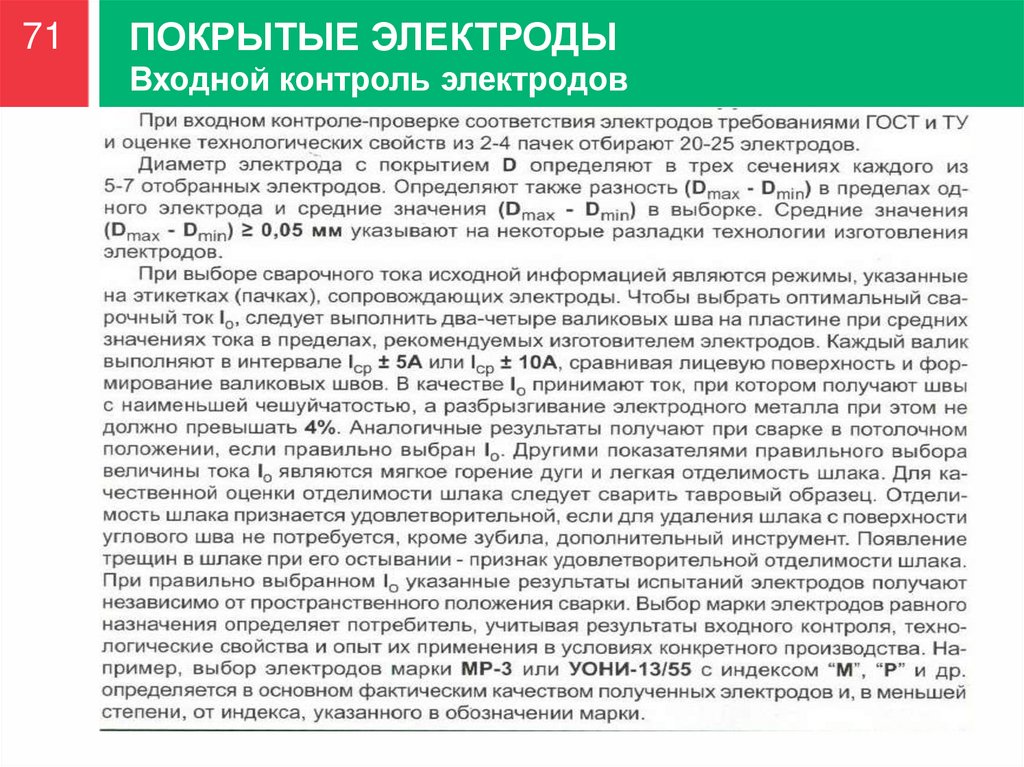
71ПОКРЫТЫЕ ЭЛЕКТРОДЫ
Входной контроль электродов
73.
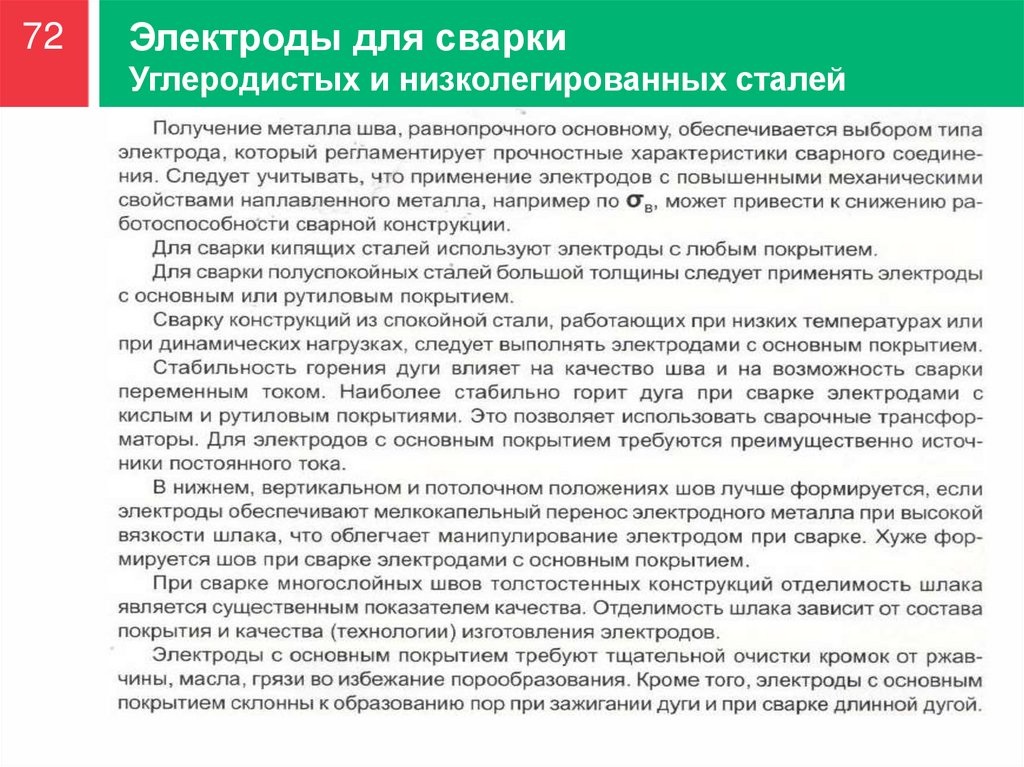
72Электроды для сварки
Углеродистых и низколегированных сталей
74.
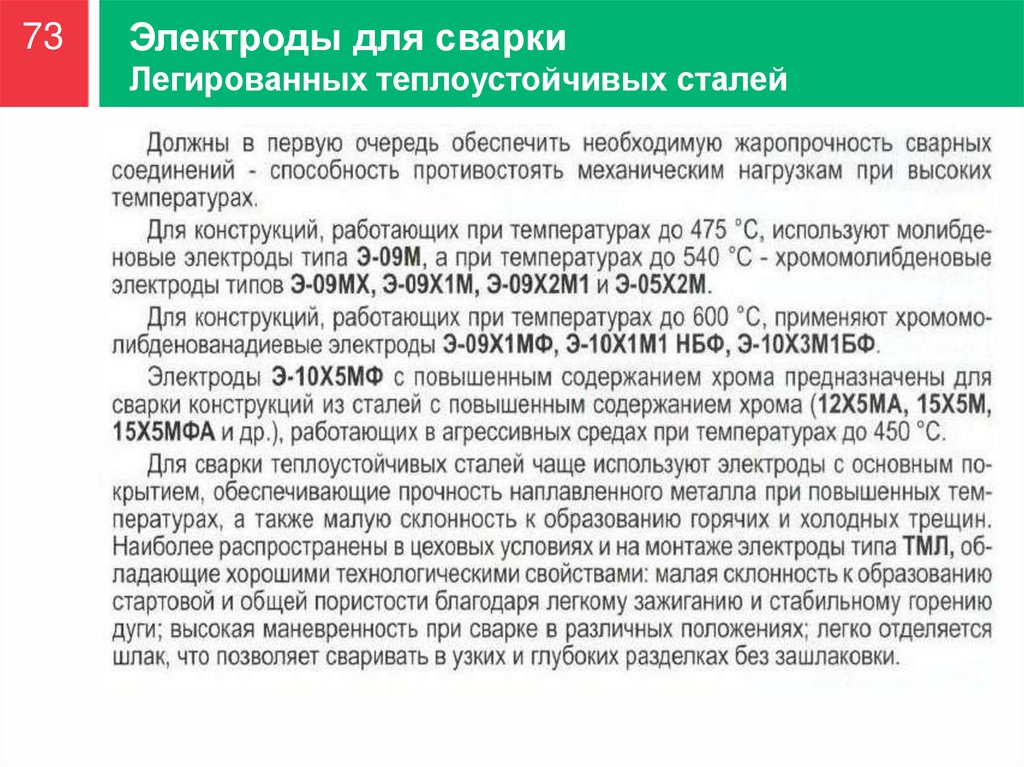
73Электроды для сварки
Легированных теплоустойчивых сталей
75.
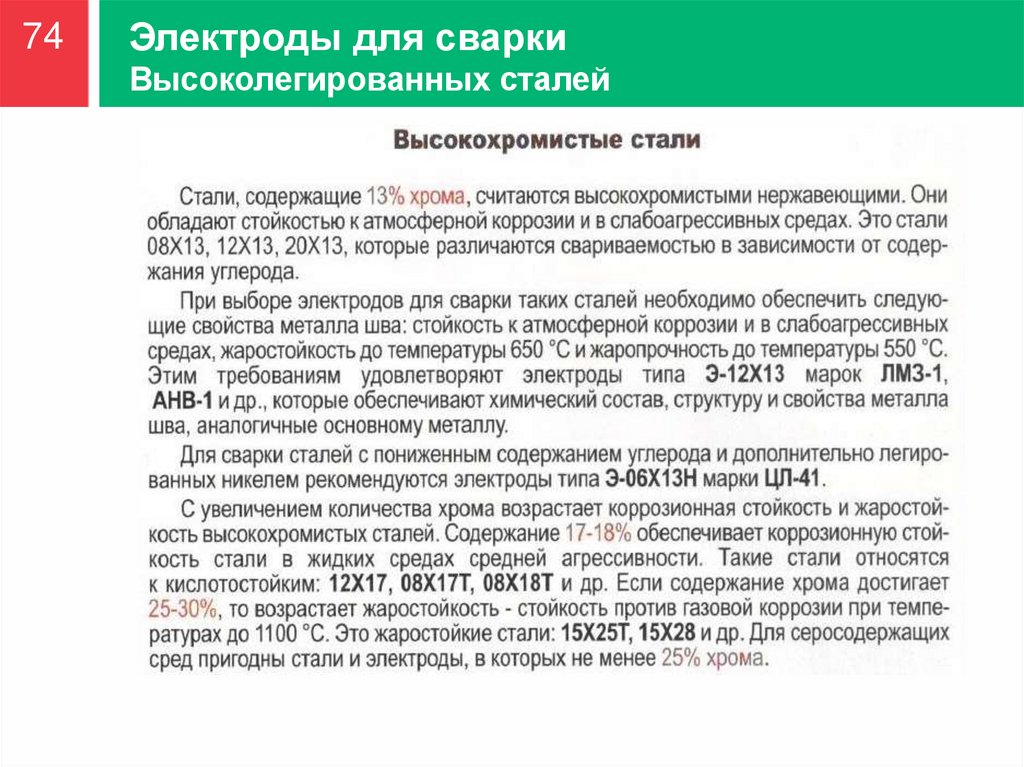
74Электроды для сварки
Высоколегированных сталей
76.
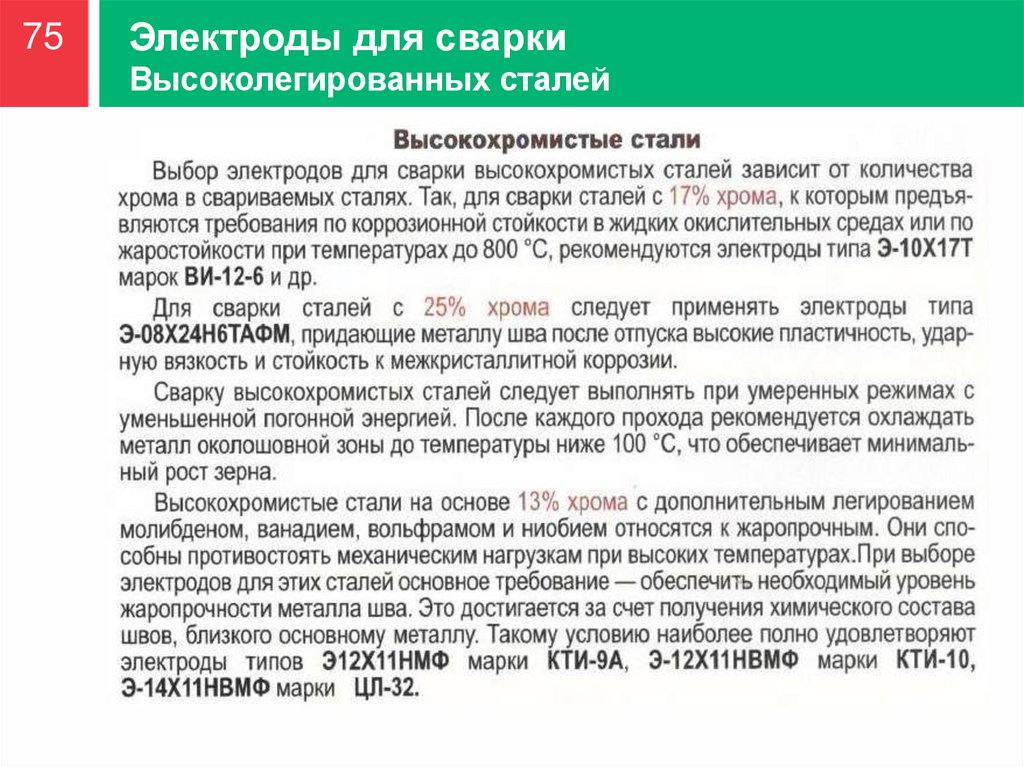
75Электроды для сварки
Высоколегированных сталей
77.
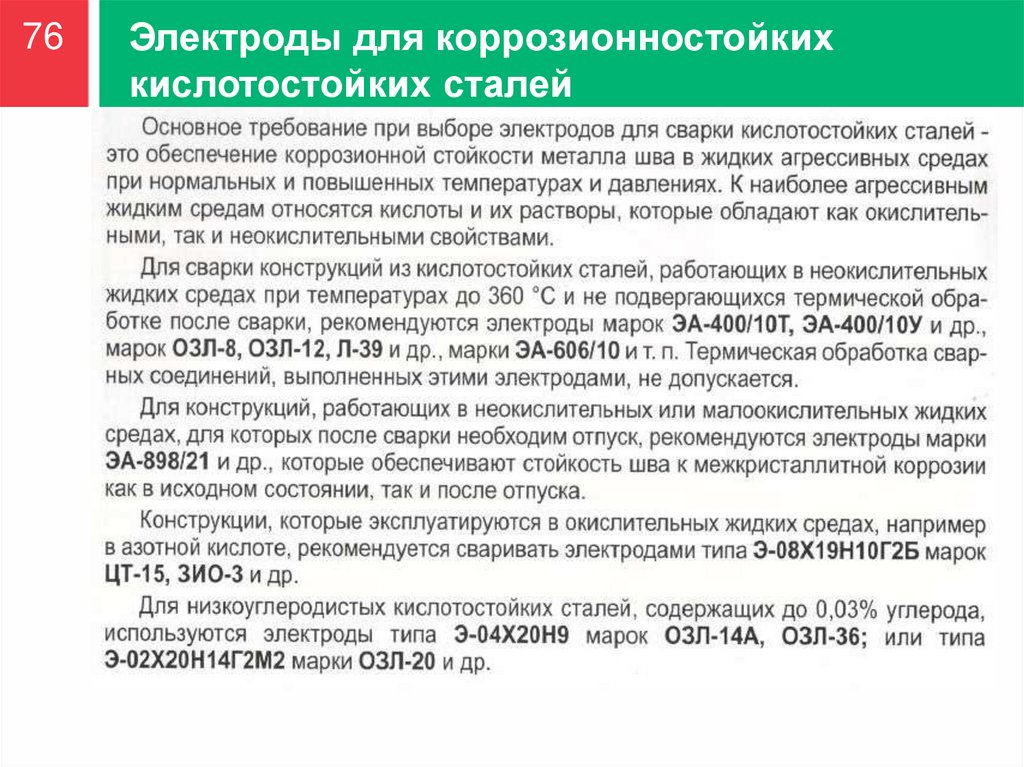
76Электроды для коррозионностойких
кислотостойких сталей
78.
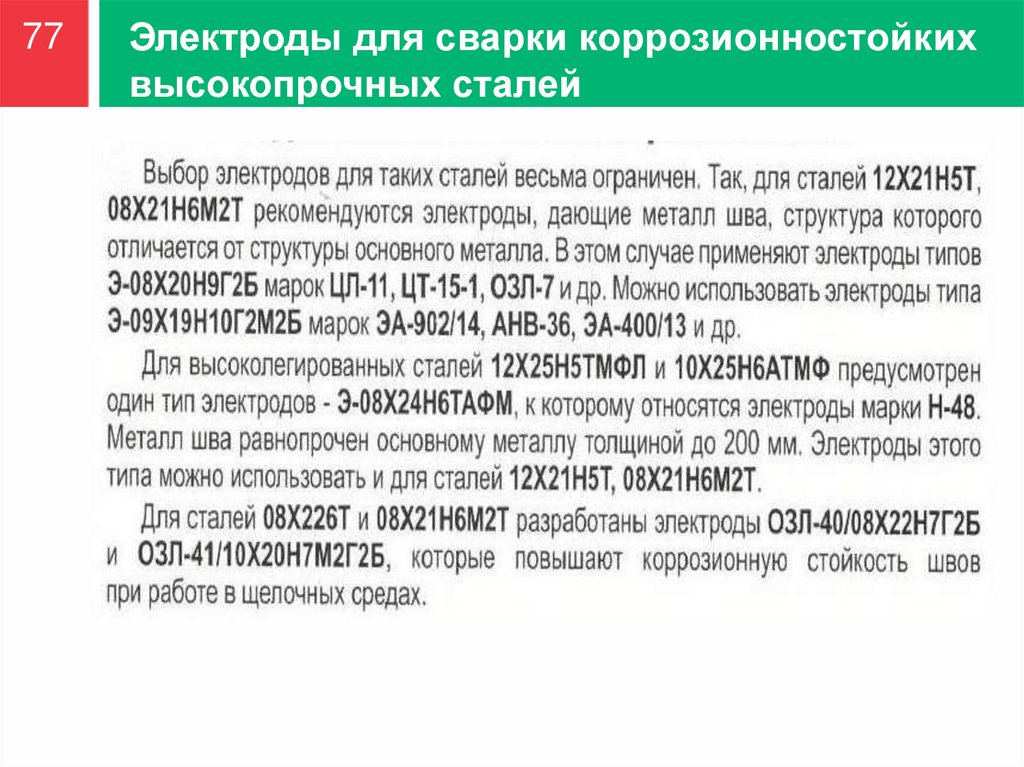
77Электроды для сварки коррозионностойких
высокопрочных сталей
79.
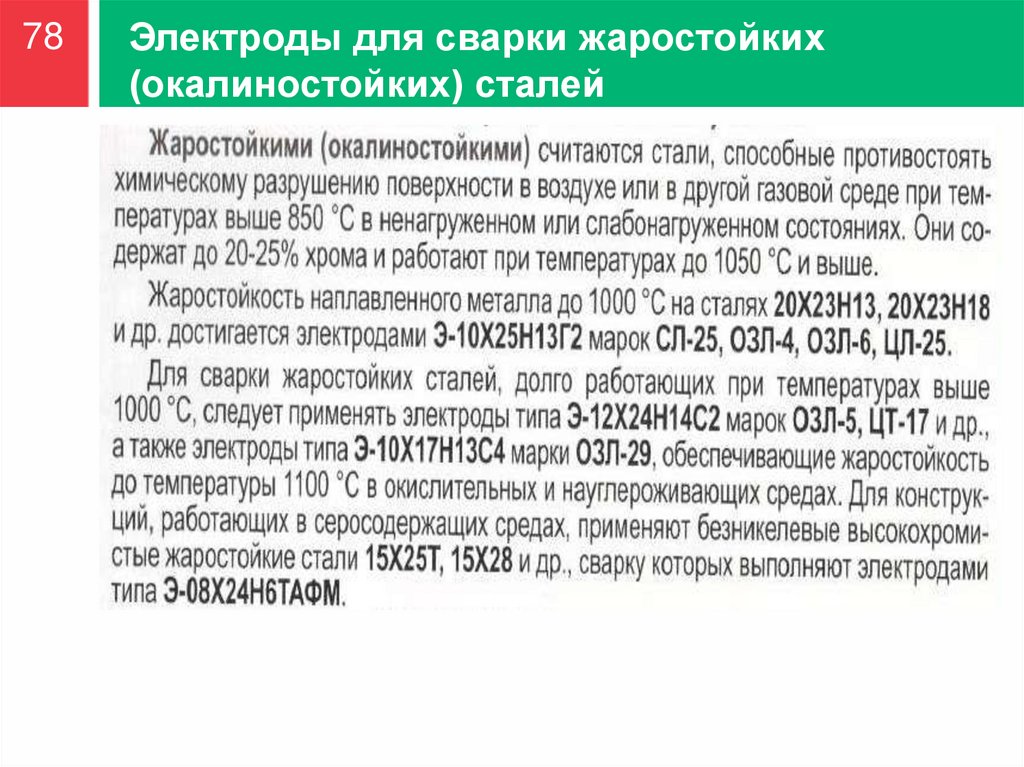
78Электроды для сварки жаростойких
(окалиностойких) сталей
80.
79Электроды для сварки жаростойких
(окалиностойких) сталей
81.
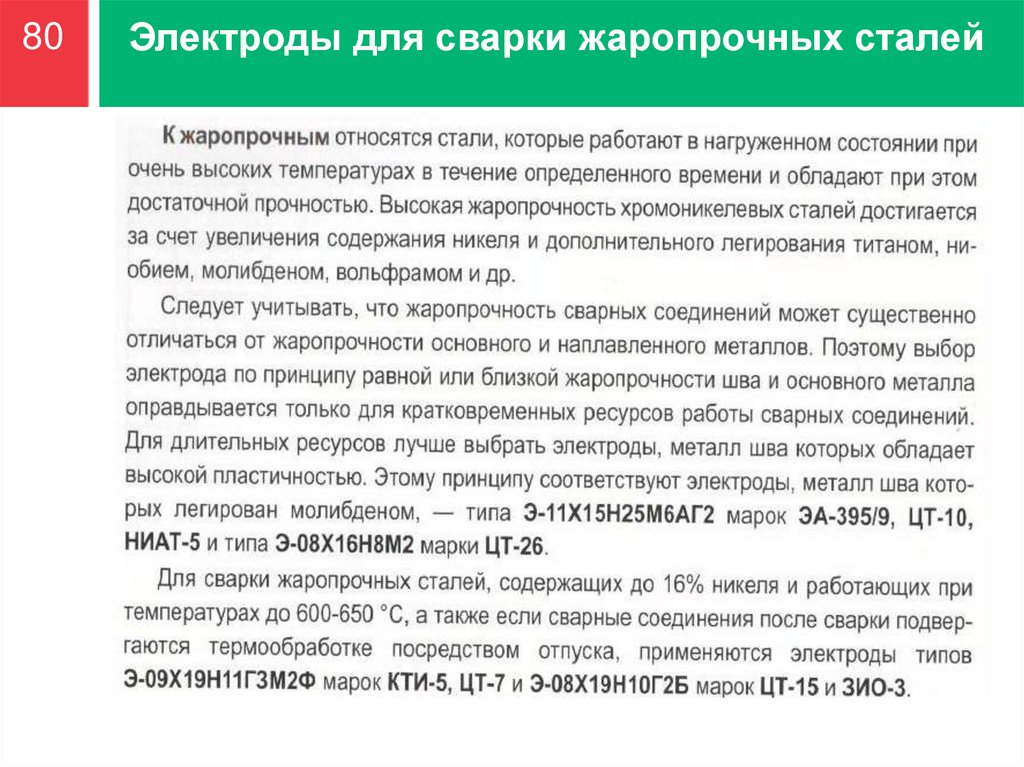
80Электроды для сварки жаропрочных сталей
82.
81Электроды для сварки жаропрочных сталей
83.
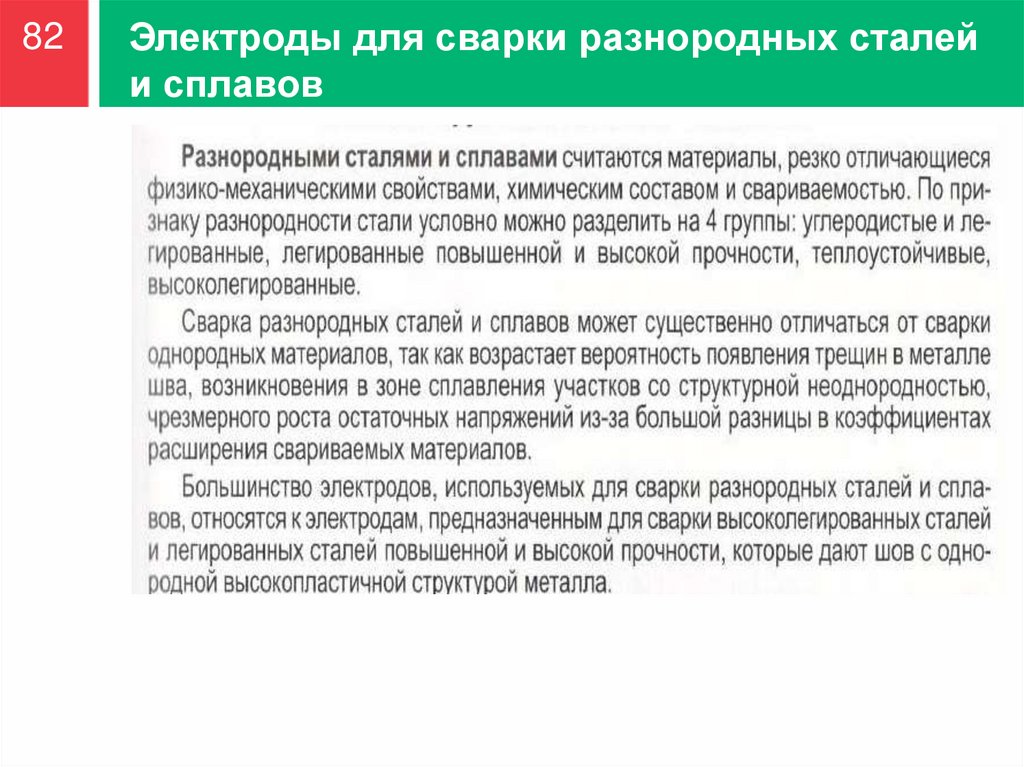
82Электроды для сварки разнородных сталей
и сплавов
84.
83Электроды для сварки разнородных сталей
и сплавов
85.
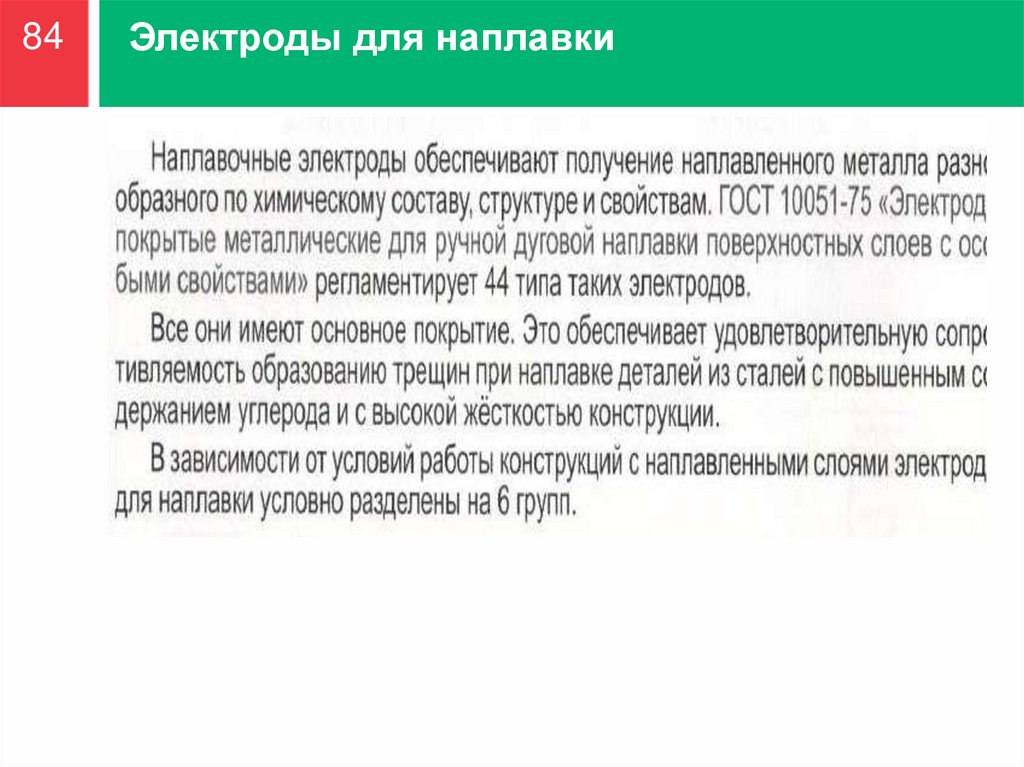
84Электроды для наплавки
86.
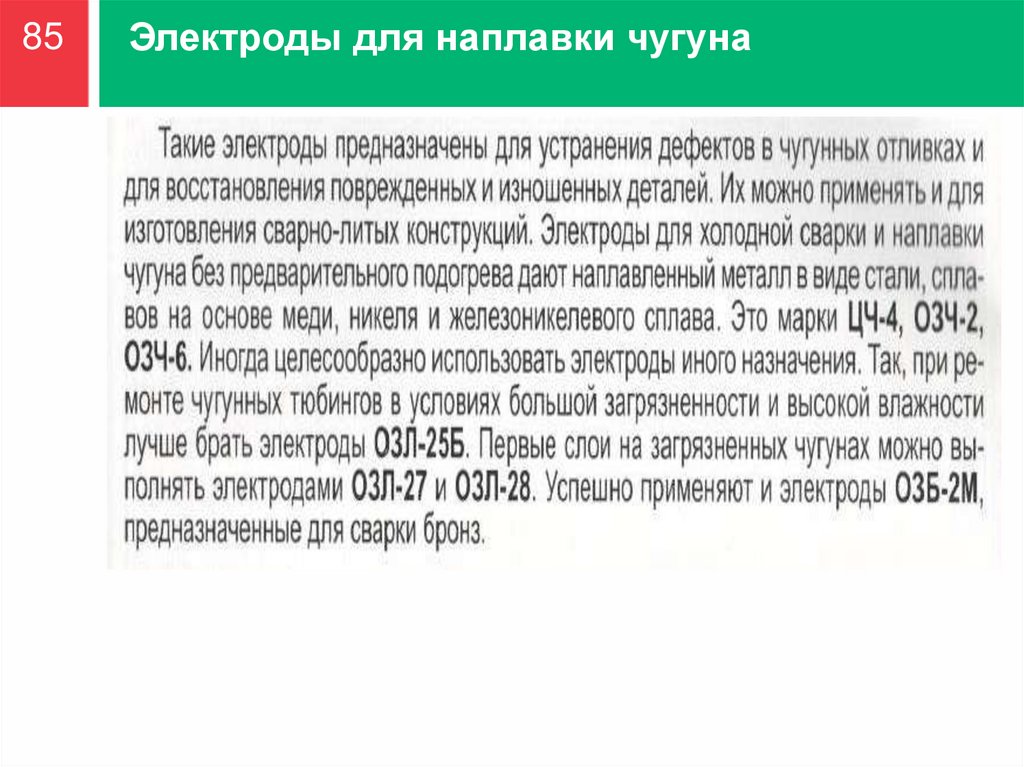
85Электроды для наплавки чугуна
87.
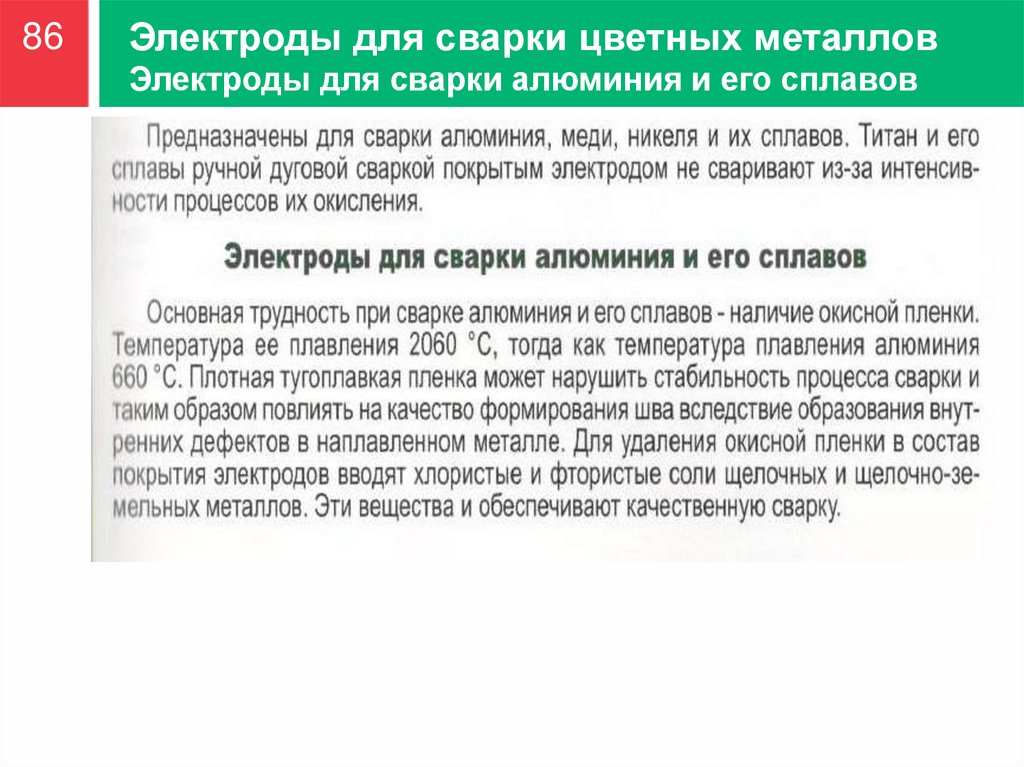
86Электроды для сварки цветных металлов
Электроды для сварки алюминия и его сплавов
88.
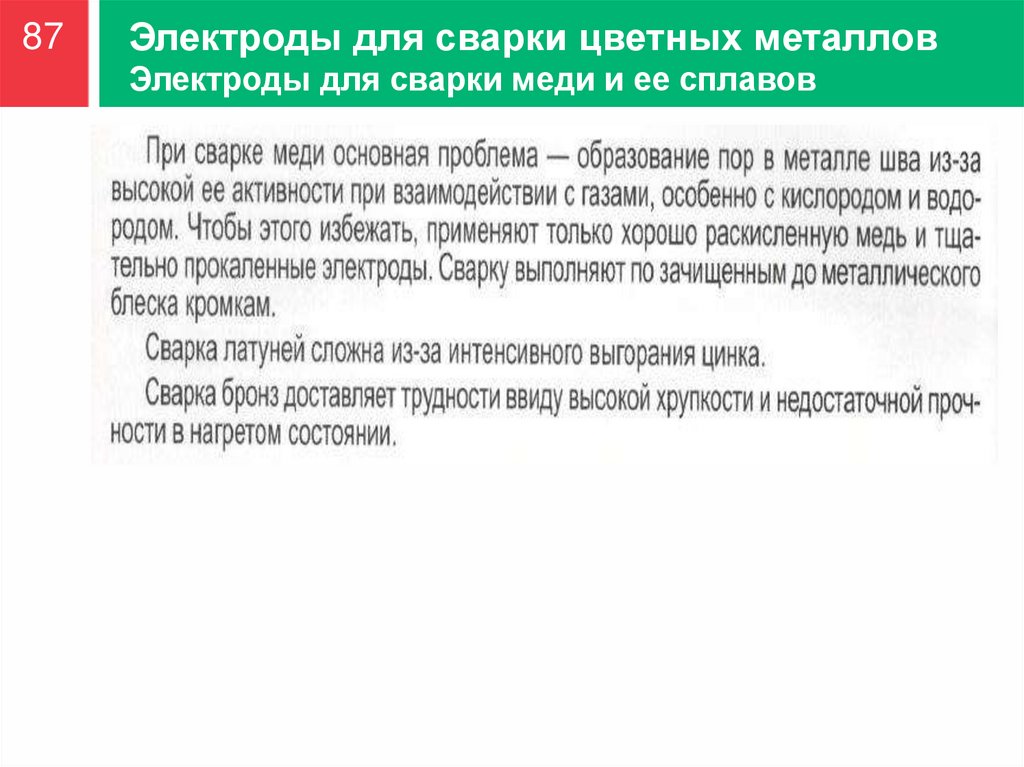
87Электроды для сварки цветных металлов
Электроды для сварки меди и ее сплавов
89.
88Электроды для сварки цветных металлов
Электроды для сварки никеля и его сплавов
90.
89Электроды для сварки цветных металлов
Электроды для резки металла