




 Промышленность
ПромышленностьПохожие презентации:






")



Подготовка металла под сварку. Сборка деталей под сварку
1.
2.
Подготовку свариваемых кромок деталей большой толщины выполняюткислородной резкой или обработкой на строгальных или фрезерных
станках; для подготовки тонколистового металла используют
кромкогибочные прессы или специальные станки.
3.
• Гибку деталей и заготовок проводят на металлогибочных вальцах. Здесьже изготавливают обечайки для сварки различных емкостей
цилиндрической формы.
4.
Основные типы, конструктивные элементы и размеры сварныхсоединений из сталей, выполняемых ручной дуговой сваркой, установлены
ГОСТ 5264—80, в котором предусмотрено четыре типа соединений в
зависимости от толщины свариваемых деталей. По форме подготовленных
кромок соединения бывают с отбортовкой кромок, без скоса кромок и со
скосом кромок. Выполнять швы можно как с одной стороны соединений
(односторонние),
так
и
с
двух
сторон
(двухсторонние).
5.
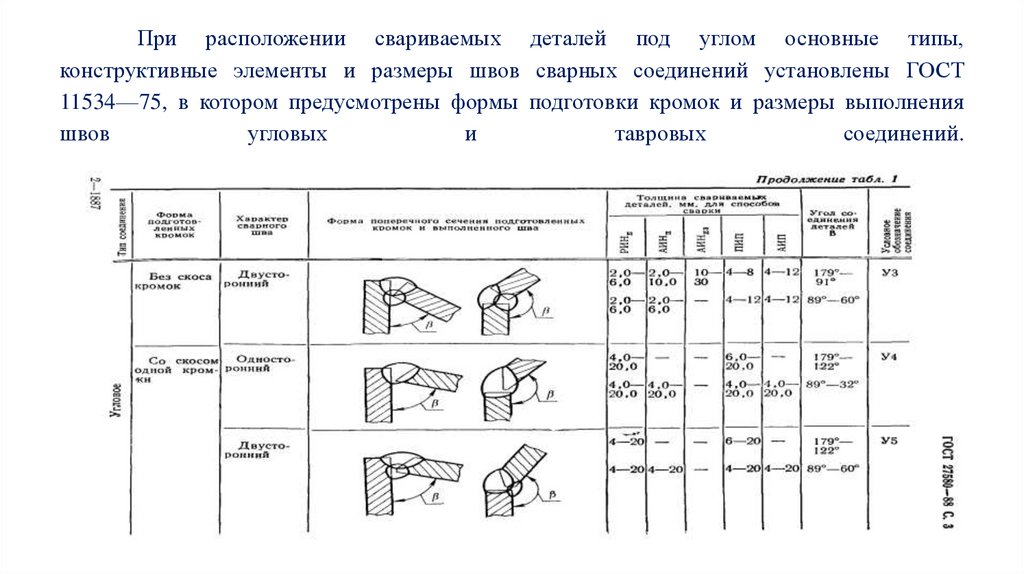
При расположении свариваемых деталей под углом основные типы,конструктивные элементы и размеры швов сварных соединений установлены ГОСТ
11534—75, в котором предусмотрены формы подготовки кромок и размеры выполнения
швов
угловых
и
тавровых
соединений.
6.
Подготовка кромок под сварку включает в себя их тщательную очистку отржавчины, окалины, краски, масла и других загрязнений поверхности. Кромки
очищают стальными вращающимися щетками, гидропескоструйным и
дробеметным способами, шлифовальными кругами, пламенем сварочной
горелки,
травлением
врастворах
кислот
и
щелочей.
7.
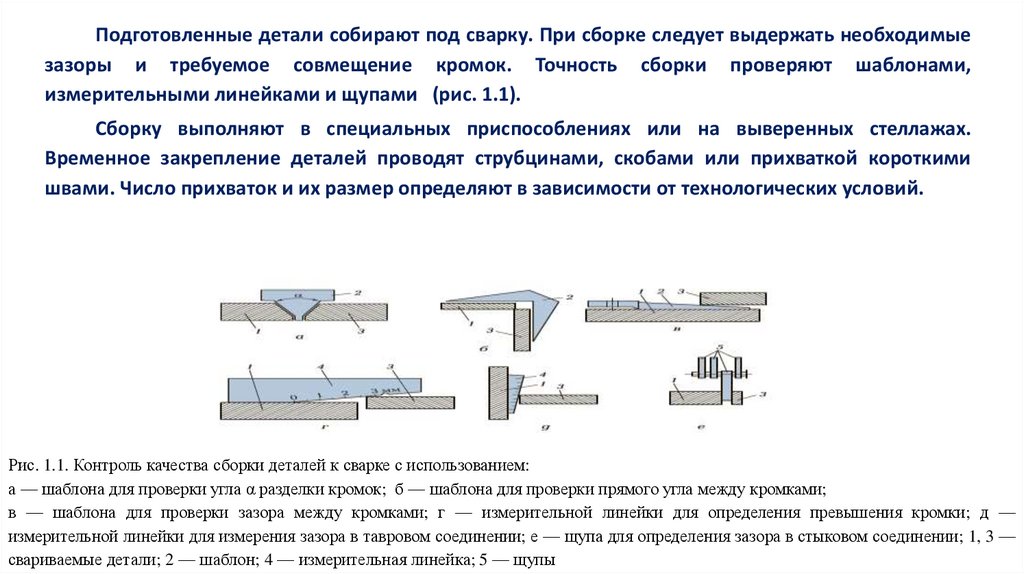
Подготовленные детали собирают под сварку. При сборке следует выдержать необходимыезазоры и требуемое совмещение кромок. Точность сборки проверяют шаблонами,
измерительными линейками и щупами (рис. 1.1).
Сборку выполняют в специальных приспособлениях или на выверенных стеллажах.
Временное закрепление деталей проводят струбцинами, скобами или прихваткой короткими
швами. Число прихваток и их размер определяют в зависимости от технологических условий.
Рис. 1.1. Контроль качества сборки деталей к сварке с использованием:
а — шаблона для проверки угла α разделки кромок; б — шаблона для проверки прямого угла между кромками;
в — шаблона для проверки зазора между кромками; г — измерительной линейки для определения превышения кромки; д —
измерительной линейки для измерения зазора в тавровом соединении; е — щупа для определения зазора в стыковом соединении; 1, 3 —
свариваемые детали; 2 — шаблон; 4 — измерительная линейка; 5 — щупы
8.
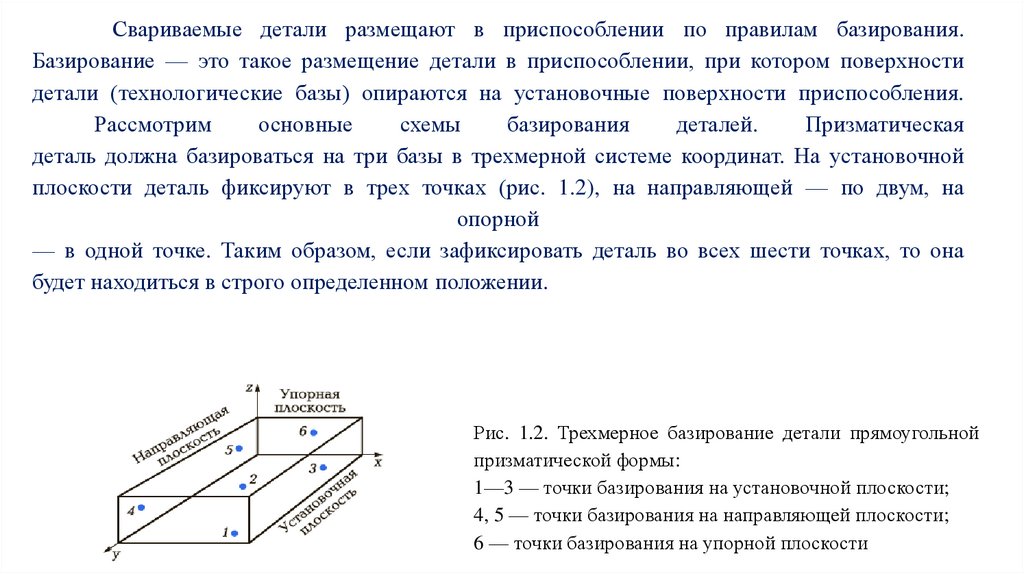
Свариваемые детали размещают в приспособлении по правилам базирования.Базирование — это такое размещение детали в приспособлении, при котором поверхности
детали (технологические базы) опираются на установочные поверхности приспособления.
Рассмотрим
основные
схемы
базирования
деталей.
Призматическая
деталь должна базироваться на три базы в трехмерной системе координат. На установочной
плоскости деталь фиксируют в трех точках (рис. 1.2), на направляющей — по двум, на
опорной
— в одной точке. Таким образом, если зафиксировать деталь во всех шести точках, то она
будет находиться в строго определенном положении.
Рис. 1.2. Трехмерное базирование детали прямоугольной
призматической формы:
1—3 — точки базирования на установочной плоскости;
4, 5 — точки базирования на направляющей плоскости;
6 — точки базирования на упорной плоскости
9.
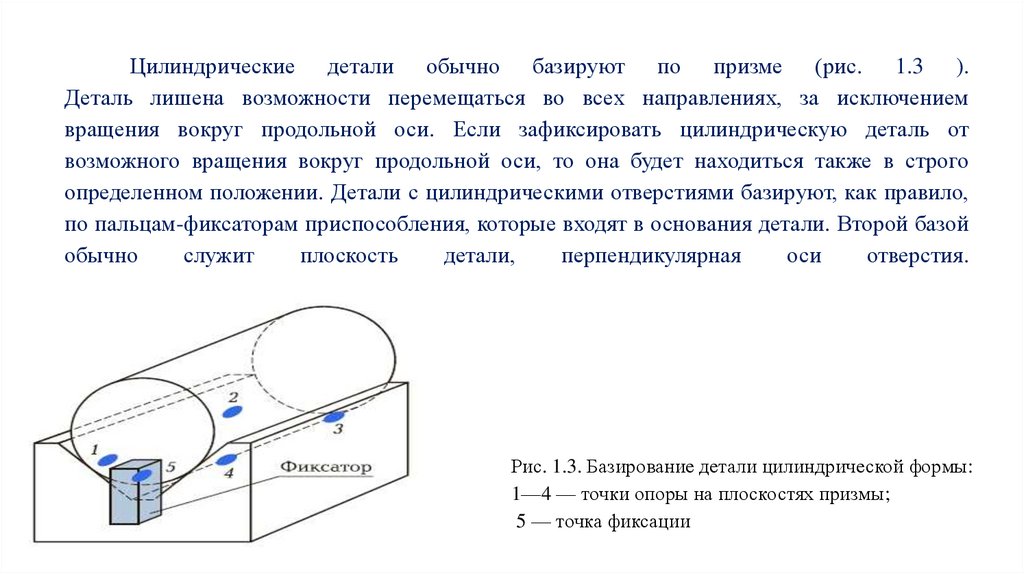
Цилиндрические детали обычно базируют по призме (рис. 1.3 ).Деталь лишена возможности перемещаться во всех направлениях, за исключением
вращения вокруг продольной оси. Если зафиксировать цилиндрическую деталь от
возможного вращения вокруг продольной оси, то она будет находиться также в строго
определенном положении. Детали с цилиндрическими отверстиями базируют, как правило,
по пальцам-фиксаторам приспособления, которые входят в основания детали. Второй базой
обычно
служит
плоскость
детали,
перпендикулярная
оси
отверстия.
Рис. 1.3. Базирование детали цилиндрической формы:
1—4 — точки опоры на плоскостях призмы;
5 — точка фиксации
10.
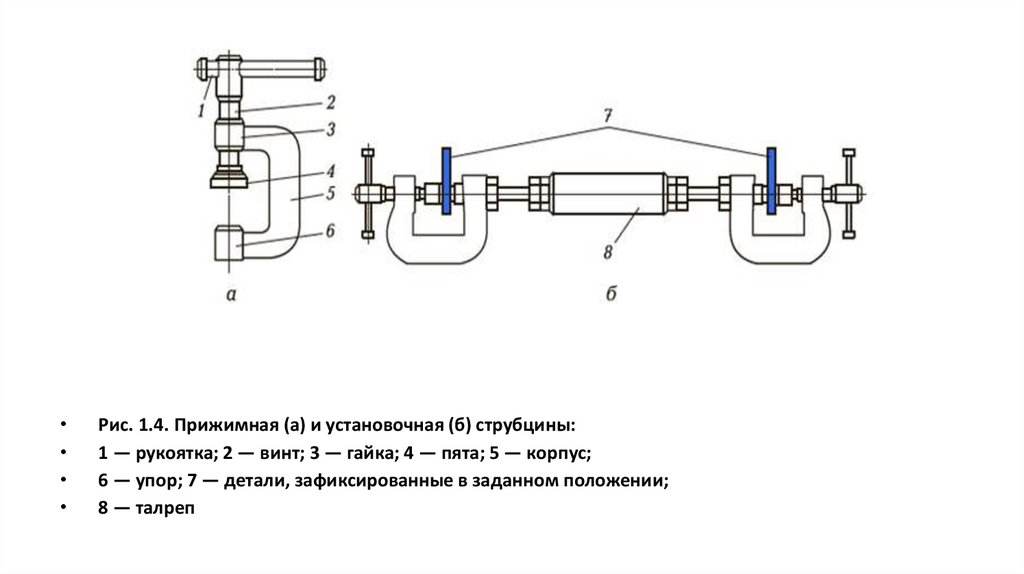
Рис. 1.4. Прижимная (а) и установочная (б) струбцины:
1 — рукоятка; 2 — винт; 3 — гайка; 4 — пята; 5 — корпус;
6 — упор; 7 — детали, зафиксированные в заданном положении;
8 — талреп
11.
• Для сварки мелких деталей и узлов применяют сварочные столы саналогичными пазами для закрепления деталей перед сваркой. При
установке свариваемых узлов в удобное для сварки положение вместо
сварочных столов применяют манипуляторы.
• Манипуляторы позволяют вращать собранный под сварку узел с
заданной скоростью при сварке деталей цилиндрической формы, а также
изменять угол наклона оси вращения. Для сварки крупногабаритных
листовых конструкций применяют различные кондукторы, стенды и
кантователи.
• Собранные под сварку изделия контролируют в основном по
сопрягаемым и габаритным размерам. Изделия после сварки
контролируют по техническим условиям на свариваемое изделие, в
которых указаны требования к качеству сварных швов и их размерам.