 Промышленность
ПромышленностьПохожие презентации:










Автоматизированные комплексы литья под давлением
1.
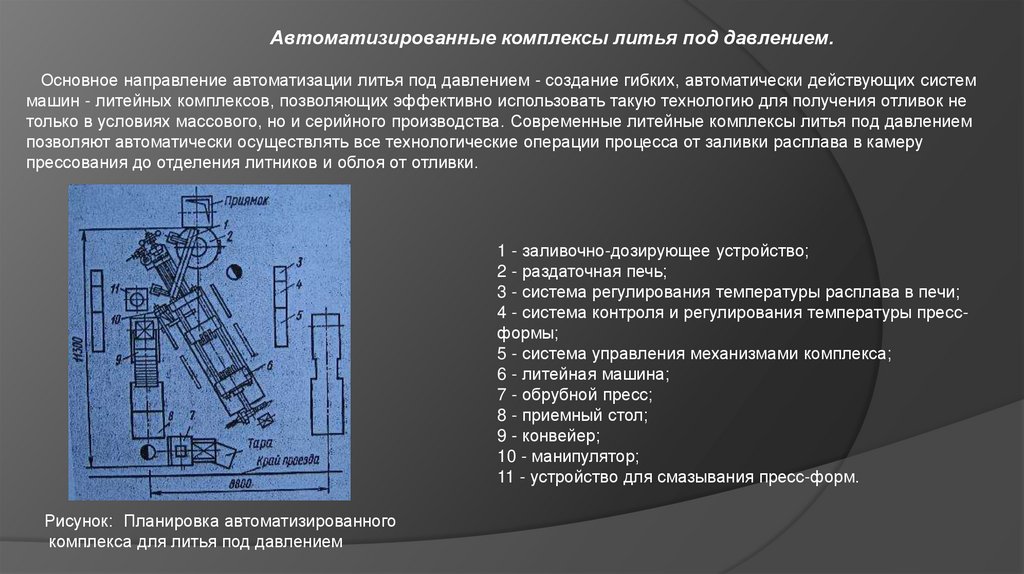
Автоматизированные комплексы литья под давлением.Основное направление автоматизации литья под давлением - создание гибких, автоматически действующих систем
машин - литейных комплексов, позволяющих эффективно использовать такую технологию для получения отливок не
только в условиях массового, но и серийного производства. Современные литейные комплексы литья под давлением
позволяют автоматически осуществлять все технологические операции процесса от заливки расплава в камеру
прессования до отделения литников и облоя от отливки.
1 - заливочно-дозирующее устройство;
2 - раздаточная печь;
3 - система регулирования температуры расплава в печи;
4 - система контроля и регулирования температуры прессформы;
5 - система управления механизмами комплекса;
6 - литейная машина;
7 - обрубной пресс;
8 - приемный стол;
9 - конвейер;
10 - манипулятор;
11 - устройство для смазывания пресс-форм.
Рисунок: Планировка автоматизированного
комплекса для литья под давлением
2.
На рисунке представлена планировка автоматизированного комплекса машин для литья под давлением. Основакомплекса - машина 6 с холодной камерой прессования, имеющая быстродействующий механизм прессования,
оснащенная приборами для контроля работы и наладки механизмов прессования и запирания пресс-формы. Смазывание
рабочей поверхности пресс-формы производится автоматическим устройством 11. Расплав подается из раздаточной печи 2
заливочно-дозирующим устройством 1 в камеру прессования машины. После затвердевания и охлаждения отливки
происходят раскрытие пресс-формы, выталкивание отливки и ее съем манипулятором 10, который может помещать
отливку в ванну с охлаждающей водой. Далее отливка по конвейеру 9 перемещается на приемный стол 5 и после осмотра
оператором переносится им в штамп обрубного пресса 7, откуда отливка попадает в тару. Комплекс управляется системой
управления 5. Для поддержания заданных температурных режимов процесса машина имеет систему охлаждения прессформы, управляемую аппаратурой 4, и систему 3 регулирования температуры расплава в раздаточной печи.
Комплекс может работать в автоматическом режиме, однако на практике он обслуживается одним, реже двумя
операторами: один из них следит за работой машины, заливочно-дозирующего устройства, за раскрытием пресс-формы, за
полнотой извлечения отливки из пресс-формы и т. д.; другой - за работой охладительного конвейера, транспортировкой
отливок к обрубному прессу, контролирует качество отливок и обрубку их на прессе. Это связано с достаточно высокой
вероятностью сбоев в системе управления современных комплексов для литья под давлением, которые могут привести к
выходу из строя дорогостоящей оснастки и оборудования.
Важнейшей предпосылкой дальнейшего повышения количества отливок и эффективности литья под давлением является
создание автоматизированных комплексов, гибких производственных систем и роторных линий литья под давлением,
гибких автоматизированных производств.
Программами технического перевооружения предусматривается интенсивное обновление парка оборудования,
применение ЭВМ для управления процессами и производством, ужесточение требований техники безопасности, улучшение
условий труда, повышение внимания к охране окружающей среды.