
 Промышленность
ПромышленностьПохожие презентации:










Автоматизированные комплексы литья под давлением
1.
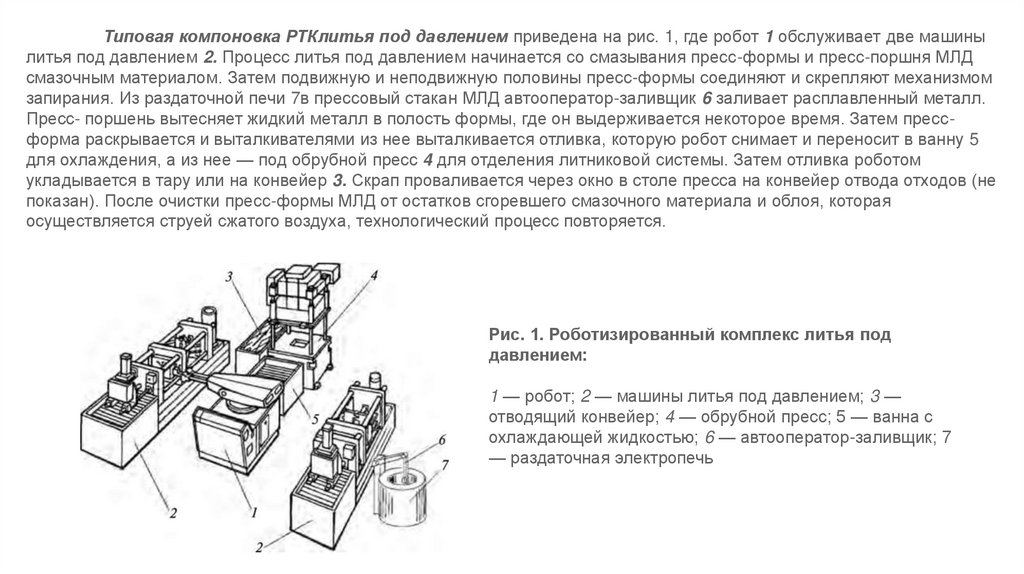
Типовая компоновка РТКлитья под давлением приведена на рис. 1, где робот 1 обслуживает две машинылитья под давлением 2. Процесс литья под давлением начинается со смазывания пресс-формы и пресс-поршня МЛД
смазочным материалом. Затем подвижную и неподвижную половины пресс-формы соединяют и скрепляют механизмом
запирания. Из раздаточной печи 7в прессовый стакан МЛД автооператор-заливщик 6 заливает расплавленный металл.
Пресс- поршень вытесняет жидкий металл в полость формы, где он выдерживается некоторое время. Затем прессформа раскрывается и выталкивателями из нее выталкивается отливка, которую робот снимает и переносит в ванну 5
для охлаждения, а из нее — под обрубной пресс 4 для отделения литниковой системы. Затем отливка роботом
укладывается в тару или на конвейер 3. Скрап проваливается через окно в столе пресса на конвейер отвода отходов (не
показан). После очистки пресс-формы МЛД от остатков сгоревшего смазочного материала и облоя, которая
осуществляется струей сжатого воздуха, технологический процесс повторяется.
Рис. 1. Роботизированный комплекс литья под
давлением:
1 — робот; 2 — машины литья под давлением; 3 —
отводящий конвейер; 4 — обрубной пресс; 5 — ванна с
охлаждающей жидкостью; 6 — автооператор-заливщик; 7
— раздаточная электропечь
2.
Автоматизация процесса литья под давлением с помощью робота удобна и выгодна при серийномпроизводстве. Робот легко программируется по контрольным точкам, индивидуальным для каждой новой
отливки. Способ автоматизации, при котором отливки просто падают из пресс-формы в ванну с охлаждающей
жидкостью, не позволяет проконтролировать их целостность, а с помощью робота можно обеспечить
аккуратную их укладку. Большое значение имеет то обстоятельство, что робот легко можно
запрограммировать на управление смазочным пистолетом, с таким расчетом, чтобы он наносил смазку только
на ту поверхность пресс-формы, где это необходимо. Робот может также наносить смазку и с помощью кисти
во время рабочего цикла, поэтому не требуется делать перерыва в работе машины.
Время, необходимое для составления
программы для этого процесса, составляет всего
несколько минут. Наладка же автоматического,
механического и пневматического смазочного
оборудования заняла бы несколько дней.
Наконец, робот имеет еще одно преимущество —
при передаче отливок под обрезной пресс он
всегда постоянно ориентирует их в пространстве
в нужном положении, тогда как на конвейер,
проходящий через охладительный бак, отливки
падают беспорядочно. Важной характеристикой
промышленных роботов является их
универсальность.