
 Промышленность
ПромышленностьПохожие презентации:
")









Розробка та дослідження нових композитів на основі кубічного нітриду бору для оснащення різальних інструментів
1.
1«Розробка та дослідження нових композитів на основі кубічного нітриду бору
для оснащення різальних інструментів, які застосовуються в умовах ударних
навантажень»
Керівник проекту – Денис САВЧЕНКО, канд. техн. наук, старший науковий співробітник
відділу №6 Інституту надтвердих матеріалів ім. В.М. Бакуля НАН України
Виконавці проекту:
с.н.с., к.т.н. Юлія РУМЯНЦЕВА (створення композитів на основі ПКНБ)
с.н.с., к.т.н. Сергій КЛИМЕНКО (виготовлення різальних інструментів та їх
випробування)
н.с., к.т.н. Анатолій ЧУМАК (виготовлення різальних інструментів та їх випробування)
Метою НП було створення та дослідження композитів на основі кубічного-нітриду бору та
виготовлення на його основі різальних інструментів для обробки важкооброблюваних
матеріалів, обробка яких характеризується значними ударними навантаженнями, шляхом
пошарового армування матриці композиту оксидними та безоксидними мікроволокнами
тугоплавких сполук, що дозволить підвищити міцність, тріщиностійкість та зносостійкість
інструменту
2.
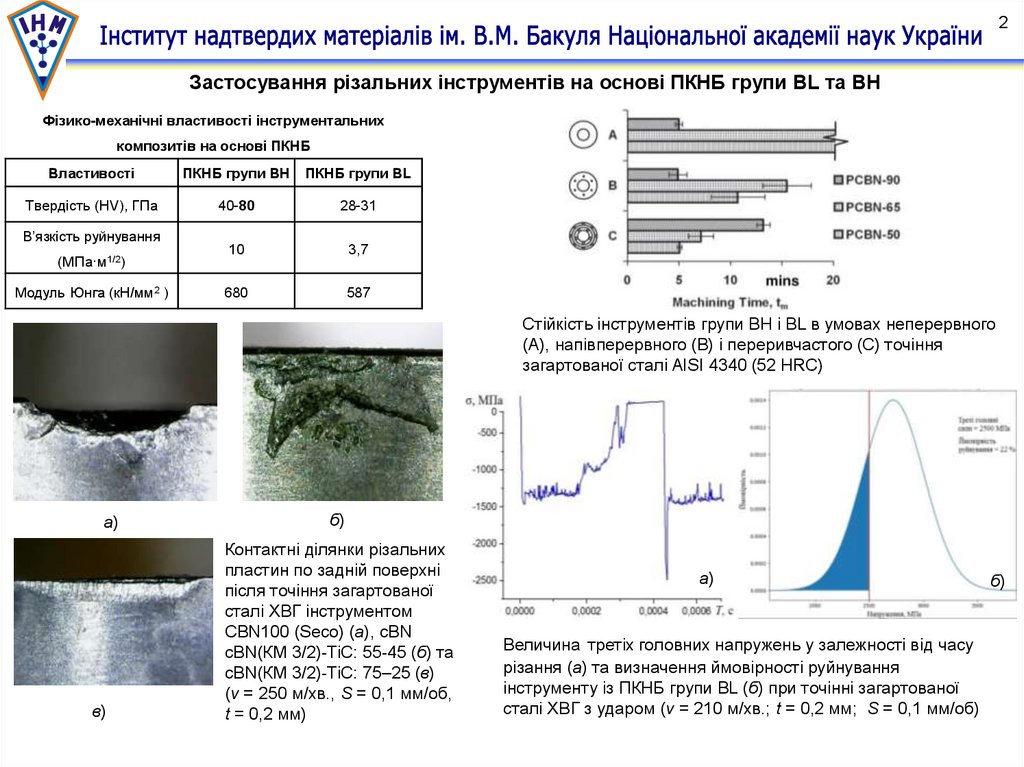
2Застосування різальних інструментів на основі ПКНБ групи BL та ВН
Фізико-механічні властивості інструментальних
композитів на основі ПКНБ
Властивості
ПКНБ групи BH
ПКНБ групи BL
Твердість (HV), ГПа
40-80
28-31
10
3,7
680
587
В’язкість руйнування
(МПа·м1/2)
Модуль Юнга (кН/мм2 )
Стійкість інструментів групи BH і BL в умовах неперервного
(А), напівперервного (В) і переривчастого (С) точіння
загартованої сталі AISI 4340 (52 HRC)
а)
в)
б)
Контактні ділянки різальних
пластин по задній поверхні
після точіння загартованої
сталі ХВГ інструментом
CBN100 (Seco) (а), cBN
cBN(КМ 3/2)-TiC: 55-45 (б) та
cBN(КМ 3/2)-TiC: 75–25 (в)
(v = 250 м/хв., S = 0,1 мм/об,
t = 0,2 мм)
а)
Величина третіх головних напружень у залежності від часу
різання (а) та визначення ймовірності руйнування
інструменту із ПКНБ групи ВL (б) при точінні загартованої
сталі ХВГ з ударом (v = 210 м/хв.; t = 0,2 мм; S = 0,1 мм/об)
б)
3.
3Концепція створення інструментів із ПКНБ групи BL шляхом армування волокнами
тугоплавких сполук
За рахунок додаткової фінішної
обробки поверхонь інструменту,
направленої на зміну геометрії
різальної кромки
Підвищення стійкості інструментів із
ПКНБ групи BL при обробці із
ударними навантаженнями можливо
досягти декількома шляхами
За рахунок зміни умов
контактування на робочих
поверхнях інструменту
За рахунок зміни структури та
хімічного складу композиту
а)
б)
Структура композиту із вмістом
cBN 60 об. % зі зв’язкою TaN
армована мікроволокнами
Si3N4 (а) та Al2O3 (б), величина
зносу різальних пластин із
ПКНБ армованих оксидними та
безоксидними волокнами (в)
в)
Принципова схема архітектури двошарового
композиту із ПКНБ
4.
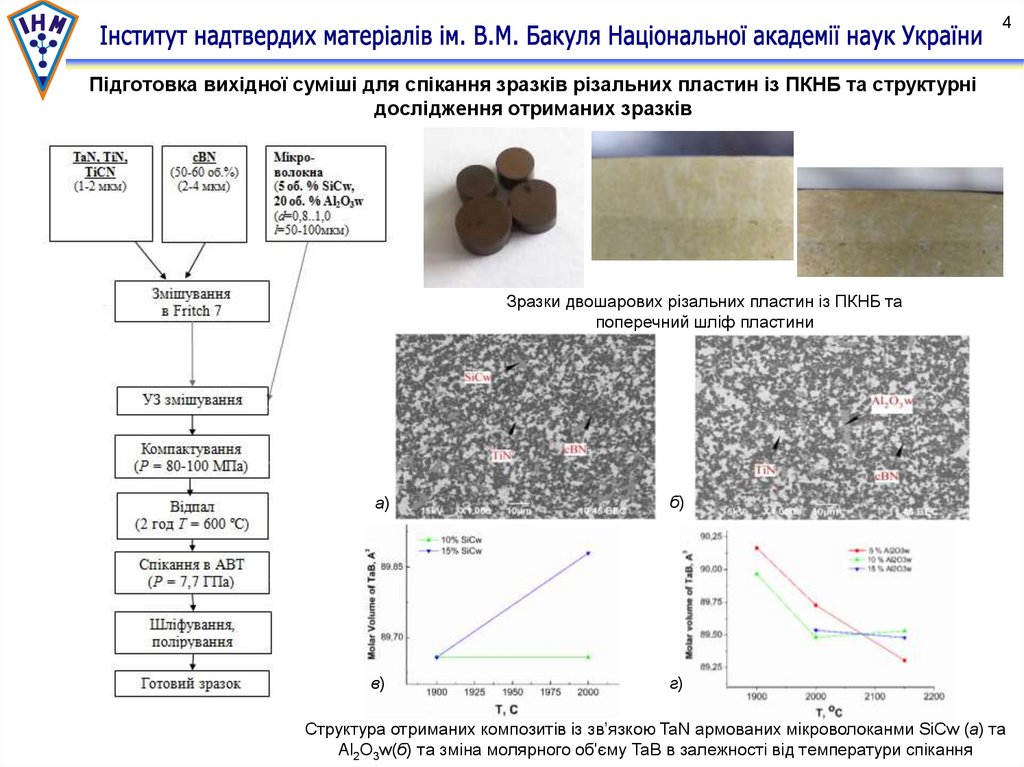
4Підготовка вихідної суміші для спікання зразків різальних пластин із ПКНБ та структурні
дослідження отриманих зразків
Зразки двошарових різальних пластин із ПКНБ та
поперечний шліф пластини
а)
б)
в)
г)
Структура отриманих композитів із зв’язкою TaN армованих мікроволоканми SiCw (а) та
Al2O3w(б) та зміна молярного об'єму TaB в залежності від температури спікання
5.
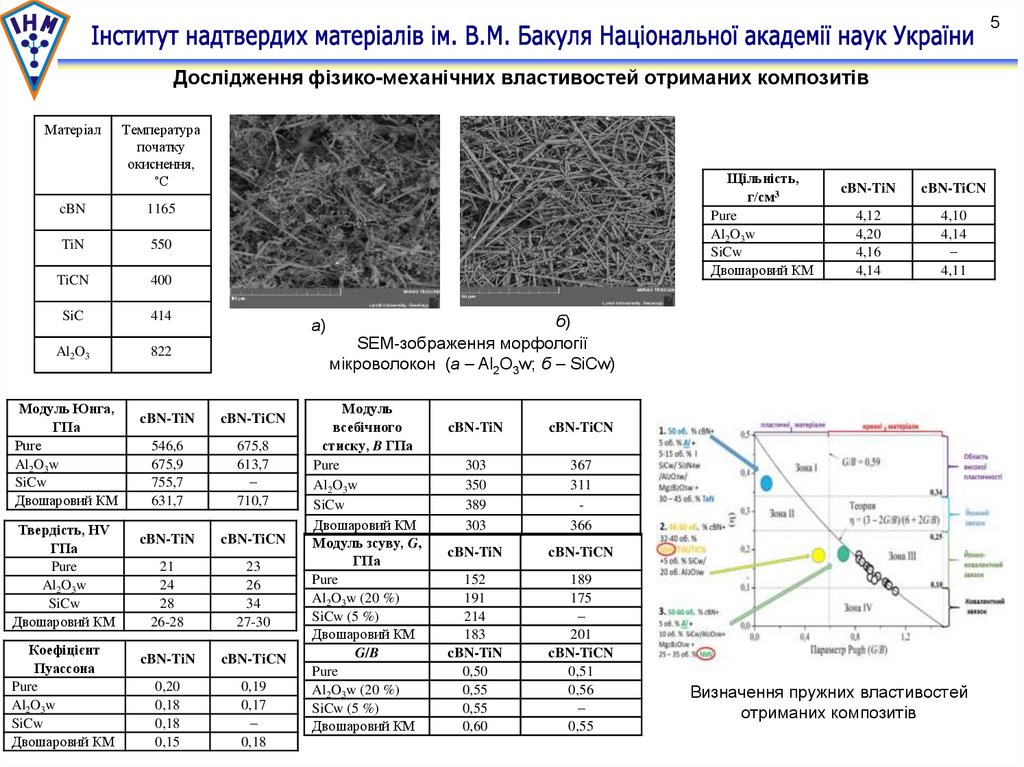
5Дослідження фізико-механічних властивостей отриманих композитів
Матеріал
Температура
початку
окиснення,
°С
cBN
1165
TiN
550
TiCN
400
SiC
414
Al2O3
822
Модуль Юнга,
ГПа
Рure
Al2O3w
SiCw
Двошаровий КМ
Твердість, HV
ГПа
Pure
Al2O3w
SiCw
Двошаровий КМ
Коефіцієнт
Пуассона
Pure
Al2O3w
SiCw
Двошаровий КМ
Щільність,
г/см3
Pure
Al2O3w
SiCw
Двошаровий КМ
а)
cBN-TiN
cBN-TiCN
546,6
675,9
755,7
631,7
675,8
613,7
–
710,7
cBN-TiN
cBN-TiCN
21
24
28
26-28
23
26
34
27-30
cBN-TiN
cBN-TiCN
0,20
0,18
0,18
0,15
0,19
0,17
–
0,18
cBN-TiN
cBN-TiCN
4,12
4,20
4,16
4,14
4,10
4,14
–
4,11
б)
SEM-зображення морфології
мікроволокон (а – Al2O3w; б – SiCw)
Модуль
всебічного
стиску, B ГПа
Pure
Al2O3w
SiCw
Двошаровий КМ
Модуль зсуву, G,
ГПа
Pure
Al2O3w (20 %)
SiCw (5 %)
Двошаровий КМ
G/B
Pure
Al2O3w (20 %)
SiCw (5 %)
Двошаровий КМ
cBN-TiN
cBN-TiCN
303
350
389
303
367
311
366
cBN-TiN
cBN-TiCN
152
191
214
183
cBN-TiN
0,50
0,55
0,55
0,60
189
175
–
201
cBN-TiCN
0,51
0,56
–
0,55
Визначення пружних властивостей
отриманих композитів
6.
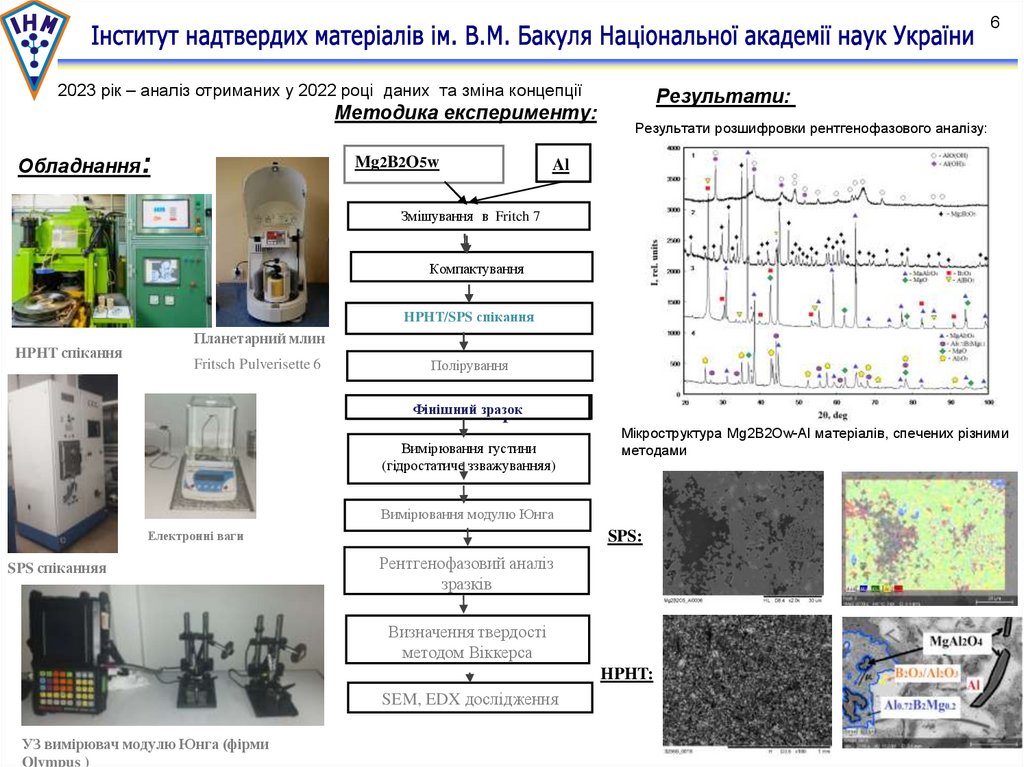
62023 рік – аналіз отриманих у 2022 році даних та зміна концепції
Методика експерименту:
Обладнання:
Mg2B2O5w
Результати:
Результати розшифровки рентгенофазового аналізу:
Al
Змішування в Fritch 7
Компактування
HPHT/SPS спікання
HPHT спікання
Планетарний млин
Fritsch Pulverisette 6
Полірування
Фінішний
зразок
Finish sample
Вимірювання густини
(гідростатиче ззважуванняя)
Мікроструктура Mg2B2Ow-Al матеріалів, спечених різними
методами
Вимірювання модулю Юнга
Електронні ваги
SPS спіканняя
SPS:
Рентгенофазовий аналіз
зразків
Визначення твердості
методом Віккерса
HPHT:
SEM, EDX дослідження
УЗ вимірювач модулю Юнга (фірми
Olympus )
7.
7Лінійний КТР, ꞏ106 K
MgO
MgAl2O4
Mg2B2O5w
Al18B4O33
B2O3
AlBO3
Al2O3
Al
11,8 (at 400K)
8,65–9,05 (20-1200 K)
18– вздовж волокон
2– радіальний
1,9 – ввздовж волокон,
4,59 – радіальний
3,7
7,3
6–8 (за кімн.
температури)
8–9 – до 1000°C)
7–8 – до 1500°C)
22,2–23,1
Моляярний
cc/mol
11,28 (400K)
40,41
48,78
обєм, Густина, г/cм3 E, ГПa
3,54–3,58
3,57
3,08
270
264.5–280
264
612,28
2,94–2,96
400
28,29
240
26,575
2,45–3,14
3,50
3,95
63–93
321–346
315–413
10
2,7
70
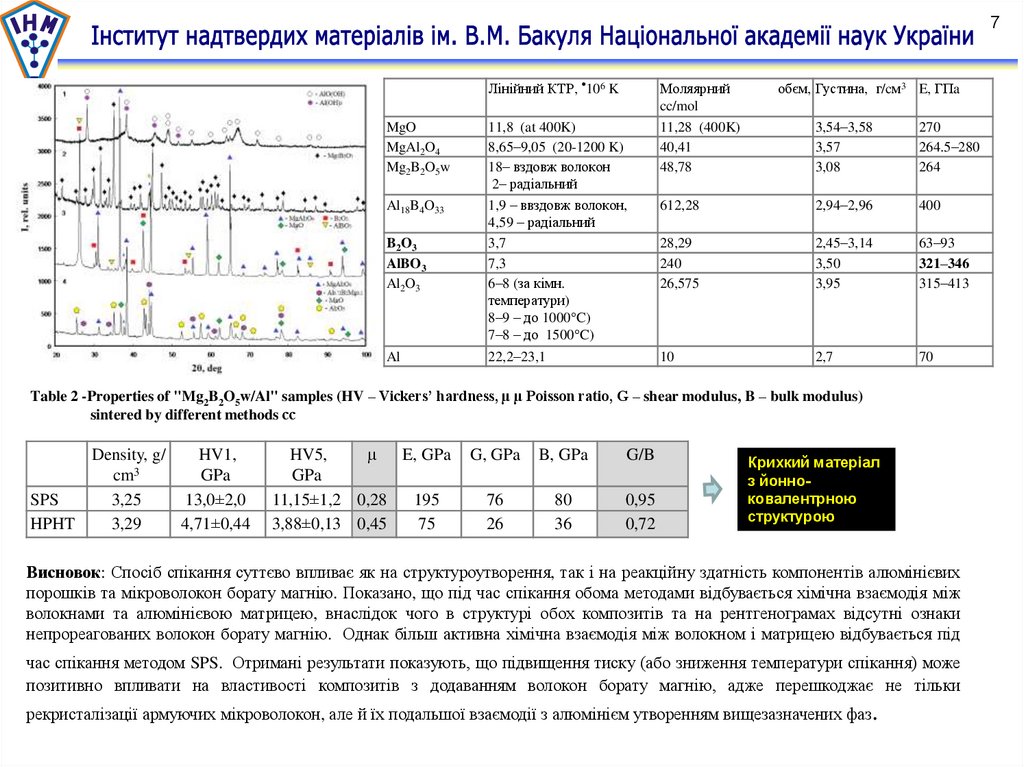
Table 2 -Properties of "Mg2B2O5w/Al" samples (HV – Vickers’ hardness, µ µ Poisson ratio, G – shear modulus, B – bulk modulus)
sintered by different methods сс
Density, g/
HV1,
3
cm
GPa
SPS
3,25
13,0±2,0
HPHT
3,29
4,71±0,44
HV5,
µ E, GPa
GPa
11,15±1,2 0,28
195
3,88±0,13 0,45
75
G, GPa
B, GPa
G/B
76
26
80
36
0,95
0,72
Крихкий матеріал
з йонноковалентрною
структурою
Висновок: Спосіб спікання суттєво впливає як на структуроутворення, так і на реакційну здатність компонентів алюмінієвих
порошків та мікроволокон борату магнію. Показано, що під час спікання обома методами відбувається хімічна взаємодія між
волокнами та алюмінієвою матрицею, внаслідок чого в структурі обох композитів та на рентгенограмах відсутні ознаки
непрореагованих волокон борату магнію. Однак більш активна хімічна взаємодія між волокном і матрицею відбувається під
час спікання методом SPS. Отримані результати показують, що підвищення тиску (або зниження температури спікання) може
позитивно впливати на властивості композитів з додаванням волокон борату магнію, адже перешкоджає не тільки
рекристалізації армуючих мікроволокон, але й їх подальшої взаємодії з алюмінієм утворенням вищезазначених фаз.
8.
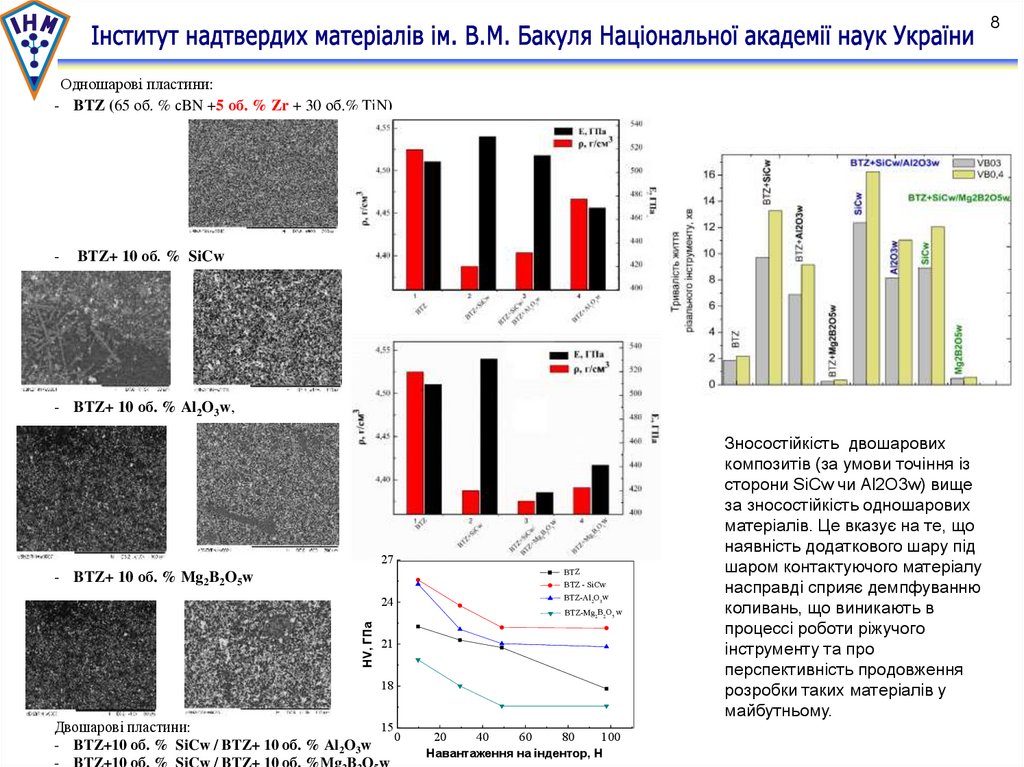
8Одношарові пластини:
- BTZ (65 об. % сBN +5 об. % Zr + 30 об.% TiN)
-
BTZ+ 10 об. % SiCw
- BTZ+ 10 об. % Al2O3w,
27
BTZ
- BTZ+ 10 об. % Mg2B2O5w
BTZ - SiCw
HV, ГПа
24
BTZ-Al2O3w
BTZ-Mg2B2O5 w
21
18
15
Двошарові пластини:
0
- BTZ+10 об. % SiCw / BTZ+ 10 об. % Al2O3w
- BTZ+10 об. % SiCw / BTZ+ 10 об. %Mg B O w
20
40
60
80
100
Навантаження на індентор, H
Зносостійкість двошарових
композитів (за умови точіння із
сторони SiCw чи Al2O3w) вище
за зносостійкість одношарових
матеріалів. Це вказує на те, що
наявність додаткового шару під
шаром контактуючого матеріалу
насправді сприяє демпфуванню
коливань, що виникають в
процессі роботи ріжучого
інструменту та про
перспективність продовження
розробки таких матеріалів у
майбутньому.
9.
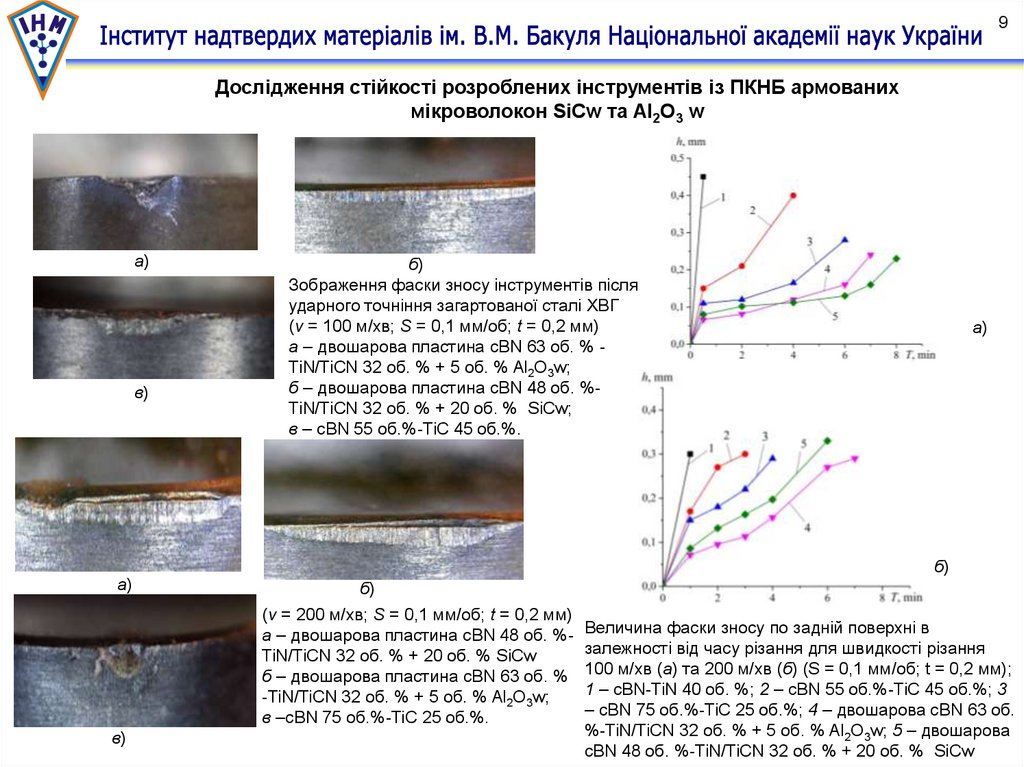
9Дослідження стійкості розроблених інструментів із ПКНБ армованих
мікроволокон SіCw та Al2O3 w
а)
в)
а)
в)
б)
Зображення фаски зносу інструментів після
ударного точніння загартованої сталі ХВГ
(v = 100 м/хв; S = 0,1 мм/об; t = 0,2 мм)
а – двошарова пластина cBN 63 об. % TiN/TiCN 32 об. % + 5 об. % Al2O3w;
б – двошарова пластина cBN 48 об. %TiN/TiCN 32 об. % + 20 об. % SiCw;
в – cBN 55 об.%-TiC 45 об.%.
а)
б)
б)
(v = 200 м/хв; S = 0,1 мм/об; t = 0,2 мм)
а – двошарова пластина cBN 48 об. %- Величина фаски зносу по задній поверхні в
залежності від часу різання для швидкості різання
TiN/TiCN 32 об. % + 20 об. % SiCw
б – двошарова пластина cBN 63 об. % 100 м/хв (а) та 200 м/хв (б) (S = 0,1 мм/об; t = 0,2 мм);
1 – cBN-TiN 40 об. %; 2 – cBN 55 об.%-TiC 45 об.%; 3
-TiN/TiCN 32 об. % + 5 об. % Al2O3w;
– cBN 75 об.%-TiC 25 об.%; 4 – двошарова cBN 63 об.
в –cBN 75 об.%-TiC 25 об.%.
%-TiN/TiCN 32 об. % + 5 об. % Al2O3w; 5 – двошарова
cBN 48 об. %-TiN/TiCN 32 об. % + 20 об. % SiCw
10.
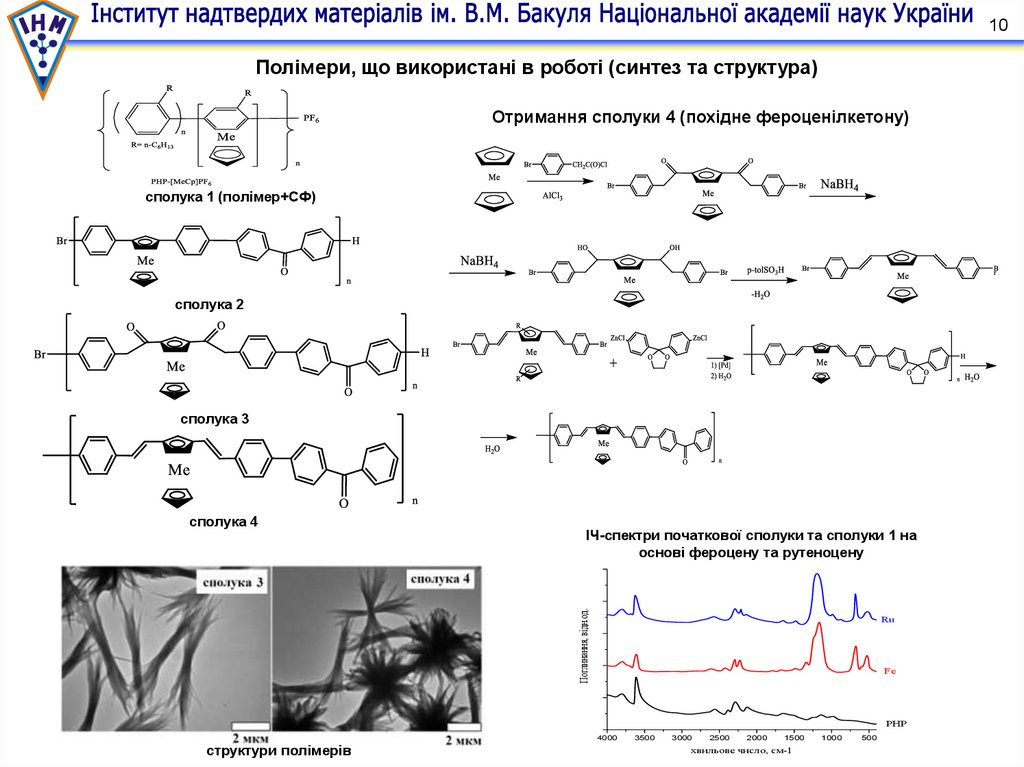
10Полімери, що використані в роботі (синтез та структура)
Отримання сполуки 4 (похідне фероценілкетону)
сполука 1 (полімер+СФ)
сполука 2
сполука 3
ІЧ-спектри початкової сполуки та сполуки 1 на
основі фероцену та рутеноцену
Поглинання, відн.од.
сполука 4
Ru
Fe
PHP
4000
структури полімерів
3500
3000
2500
2000
1500
хвильове число, см-1
1000
500
11.
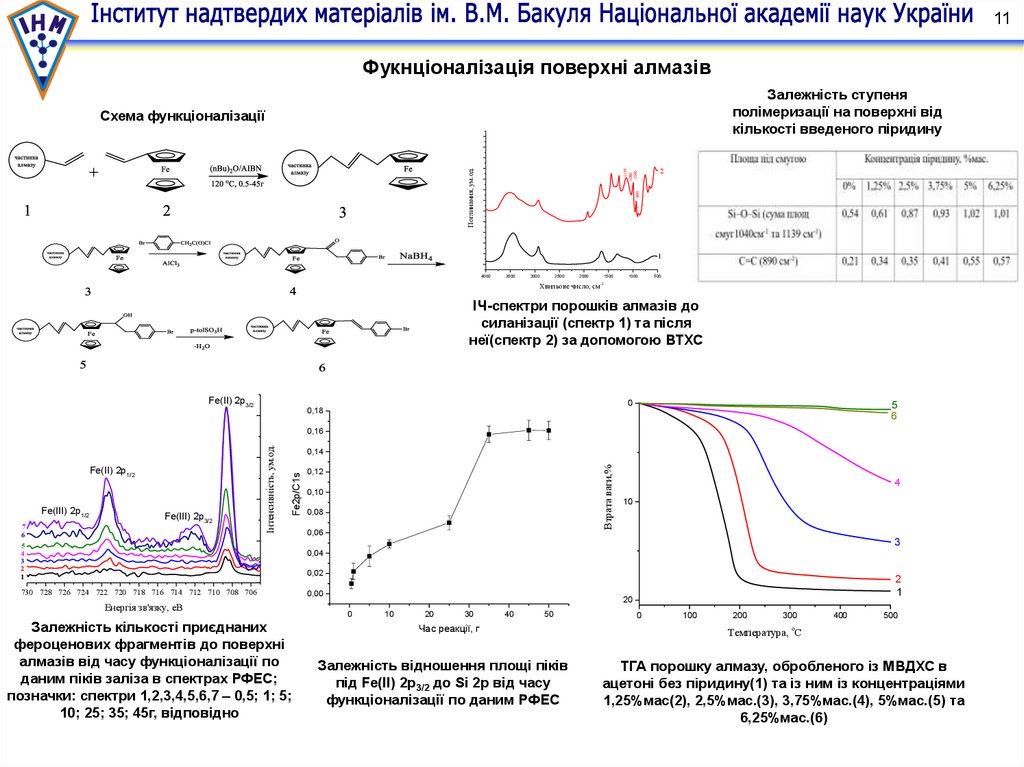
11Фукнціоналізація поверхні алмазів
Залежність ступеня
полімеризації на поверхні від
кількості введеного піридину
2
890
1139
1080
1040
Поглинання, ум.од.
Схема функціоналізації
1
4000
3500
2500
3000
2000
1500
1000
500
Хвильове число, см-1
ІЧ-спектри порошків алмазів до
силанізації (спектр 1) та після
неї(спектр 2) за допомогою ВТХС
Fe(II) 2p3/2
0
0,18
5
6
Fe(III) 2p3/2
Втрата ваги,%
Fe(III) 2p1/2
7
6
0,14
Fe2p/C1s
Fe(II) 2p1/2
Інтенсивність, ум.од.
0,16
0,12
0,10
0,08
0,06
4
10
3
5
4
3
2
1
0,04
0,02
730 728 726 724 722 720 718 716 714 712 710 708 706
Енергія зв'язку, еВ
Залежність кількості приєднаних
фероценових фрагментів до поверхні
алмазів від часу функціоналізації по
даним піків заліза в спектрах РФЕС;
позначки: спектри 1,2,3,4,5,6,7 – 0,5; 1; 5;
10; 25; 35; 45г, відповідно
0,00
2
1
20
0
10
20
30
40
50
Час реакції, г
Залежність відношення площі піків
під Fe(II) 2p3/2 до Si 2p від часу
функціоналізації по даним РФЕС
0
100
200
300
400
500
Температура, оС
ТГА порошку алмазу, обробленого із МВДХС в
ацетоні без піридину(1) та із ним із концентраціями
1,25%мас(2), 2,5%мас.(3), 3,75%мас.(4), 5%мас.(5) та
6,25%мас.(6)
12.
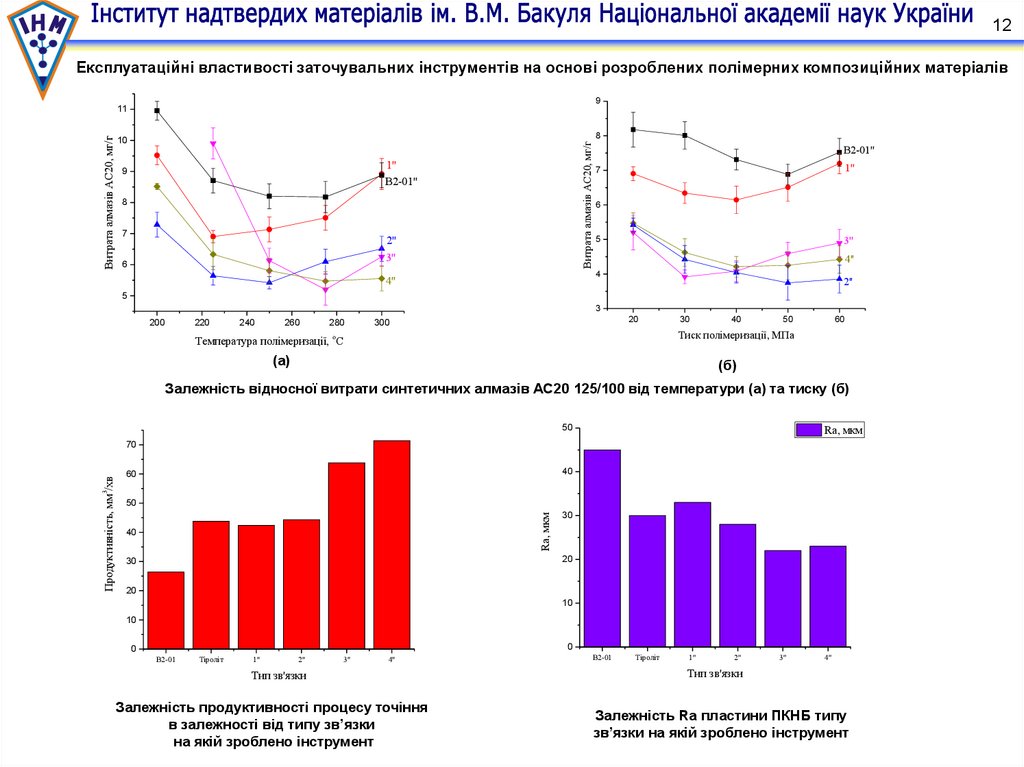
12Експлуатаційні властивості заточувальних інструментів на основі розроблених полімерних композиційних матеріалів
9
8
10
Витрата алмазів АС20, мг/г
Витрата алмазів АС20, мг/г
11
1''
В2-01''
9
8
7
2''
3''
6
В2-01''
1''
7
6
3''
5
4''
4
4''
2''
5
3
200
220
240
260
280
20
300
30
40
50
60
Тиск полімеризації, МПа
о
Температура полімеризації, С
(а)
(б)
Залежність відносної витрати синтетичних алмазів АС20 125/100 від температури (а) та тиску (б)
Ra, мкм
50
40
60
50
Ra, мкм
Продуктивність, мм3/хв
70
40
30
20
30
20
10
10
0
0
В2-01
Тіроліт
1''
2''
3''
4''
В2-01
Тіроліт
1"
2"
3"
4"
Тип зв'язки
Тип зв'язки
Залежність продуктивності процесу точіння
в залежності від типу зв’язки
на якій зроблено інструмент
Залежність Ra пластини ПКНБ типу
зв’язки на якій зроблено інструмент
13.
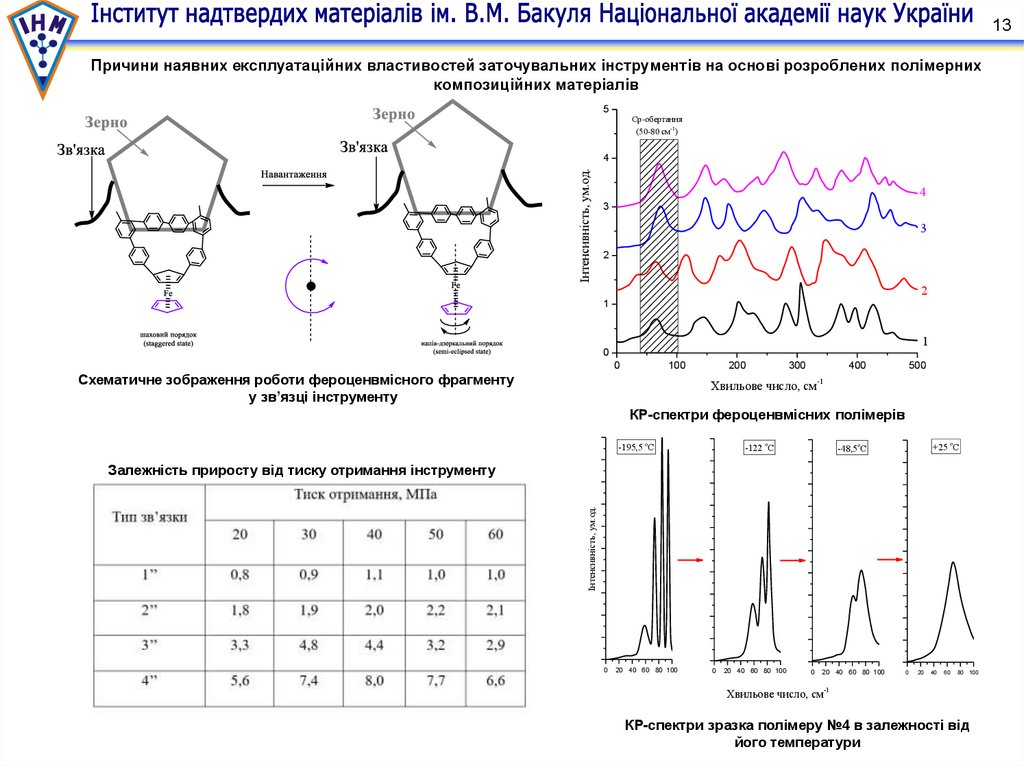
13Причини наявних експлуатаційних властивостей заточувальних інструментів на основі розроблених полімерних
композиційних матеріалів
5
Ср-обертання
(50-80 см-1)
Інтенсивність, ум.од.
4
4
3
3
2
2
1
1
0
0
100
Схематичне зображення роботи фероценвмісного фрагменту
у зв’язці інструменту
200
300
400
Хвильове число, см
500
-1
КР-спектри фероценвмісних полімерів
-195,5 oC
-122 oC
+25 oC
-48,5oC
Інтенсивність, ум.од.
Залежність приросту від тиску отримання інструменту
0
20 40 60 80 100
0
20 40 60 80 100
0
20 40 60 80 100
Хвильове число, см
0
20
40
60
80 100
-1
КР-спектри зразка полімеру №4 в залежності від
його температури
14.
14Головні висновки за результатами виконаної роботи за 2022-2023рр
1. Розроблено концепцію створення двошарових різальних композитів із ПКНБ групи BL, яка полягає у пошаровому армуванню оксидними
мікроволокнами Al2O3w для зменшення хімічної взаємодії з оброблюваним матеріалом та безоксидними мікроволокнами SiCw для підвищення фізикомеханічних властивостей композиту, забезпечення таких характеристик буде достатніми для проведення обробки загартованих сталей в умовах
динамічних навантажень на швидкостях різання до 200 м/хв.
2. Встановлено, що додавання мікроволокон SiC та Al2O3 до складу cBN дозволило підвищити щільність спечених композитів із 4,12 г/см3 до 4,20 г/см3
для композитів із мікроволокнами SiC та до 4,16 г/см3 для композитів із мікроволокнами Al2O3, підвищення щільності зразків із мікроволокнами Al2O3
пов’язано з більш високою текучістю оксидних порошків, що дозволяє максимально підвищити щільність вже на етапі попереднього пресування.
3. Проведені експериментальні дослідження із використанням інструментів із низьким вмістом бору (КНБ–TiC(45 об. %)–Si3N4), із застосуванням
інформаційного покриття, дозволили кількісно оцінити розміри зони контакту стружки із передньою поверхнею інструментів, визначити коефіцієнт
усадки стружки в залежності від режимів різання та порівняти із аналогічними експериментальним даними отриманими для інструментів із ПНТМ на
основі КНБ (борсиніт).
4. На основі значень складових сили різання виконано теоретичний розрахунок рівня максимальних контактних нормальних та дотичних напружень
для інструментів із ПНТМ на основі КНБ та інструментів із низьким вмістом бору та показано характер їх розподілу вздовж ділянки контакту по
передній поверхні інструменту. На основі розрахунку еквівалентних напружень показано, що інструменти із низьким вмістом бору працюють з
меншими напруженнями в порівнянні із ПНТМ на основі КНБ (борсиніт), що пов’язано із зменшенням рівня дотичних напружень.
5. Аналіз епюр розподілу нормальних та дотичних напружень вздовж ділянки контакту по передній поверхні для інструментів із низьким вмістом бору
та інструментів із ПНТМ на основі КНБ (борсиніт) показав, що при точінні інструментом із низьким вмістом бору в зоні контакту виникають нормальні
напруження до 3,0 ГПа та дотичні до 0,18 ГПа в порівнянні із ПНТМ на основі КНБ (борсиніт) – 2,1 ГПа та 0,58 ГПа відповідно, зростання рівня
нормальних напружень пов’язано із зменшенням довжини контакту стружки, дотичні напруження мають менші значення в зв’язку із збільшенням
температури різання.
6. Встановлено, що при обробці загартованої сталі із ударними навантаженнями на швидкості різання до 100 м/хв. найвищою стійкістю володіє
сторона різальної пластини армована мікроволокнами SiCw за рахунок вищої твердості, а шар Al2O3w, володіючи нижчими фізико-механічними
властивостями, забезпечує демпферний підшар, поглинаючи імпульсні ударні навантаження, які на низьких швидкостях різання можуть бути в 1,5 рази
більшими чим на високих швидкостях. На швидкостях різання до 200 м/хв. сторона різальної пластини армована мікроволокнами Al2O3w демонструє
вищу зносостійкість, знижуючи інтенсивність протікання механізмів зношування пов'язаних із хімічною взаємодією із оброблюваним матеріалом, при
цьому шар армований мікроволокнами SiCw строює жорстку основу запобігаючи механічному руйнуванню інструменту.
7. Було синтезовано ряд олігомерів, що містили металоценові фрагменти. Дані матеріали були використані в якості основи для створення полімерного
інструменту для заточування пластин з ПКНБ. Концепція використання саме таких матеріал базується на можливості розсіювання ними тепла та
механічних навантажень, що надходять в матеріал в процесі експлуатації інструменту з нього. Розсіювання, в свою чергу, було пов’язане із обертання
циклопентадієнільних кілець, що входили до складу олігомерів і відповідно до полімерів та композиційних матеріалів на їх основі. Для використання
були обрані чотири сполуки, а саме три похідних фероценілкетонів та металоценовий комплекс полі(н-гексілфенілену)
8. Були проведені дослідження експлуатаційних характеристик розроблених заточувальних інструментів при обробці різців з ПКНБ. Оптимальними
умовами отримання інструменту слід вважати діапазон температур 230–270 оС, та діапазон тисків 30–50 МПа (в залежності від зв’язки). При цьому
стає можливим зменшення витрати алмазу в 1,2–1,9 разу. При використанні інструменту із оптимальними показниками при обробці різців з ПКНБ дає
можливість зменшити шорсткість поверхні. Параметр Ra знижується в 1,36-1,95 разу. Окрім цього стає можливим підвищення продуктивності точіння в
2,8–3,5 разу
15.
15Публікації за результатами виконання наукового проекту
2022 рік
1.Клименко С. А. Розробка концепції створення композитів із ПКНБ групи BL, армованих оксидними та безоксидними волокнами тугоплавких сполук / С. А. Клименко,
Ю. Ю. Румянцева, Д. О. Савченко, А. О. Чумак // Молода наука - роботизація і нано-технології сучасного машинобудування: збірник наукових праць Міжнародної
молодіжної науково-технічної конференції, 20 червня 2022 р.. / за заг. ред. С. В. Ковалевського, д-ра техн. наук., проф., and Hon.D.Sc., Prof. Predrag Dašić–
Краматорськ : ДДМА, 2022. – С. 106-111.
2.Клименко С. Ан. Дослідження контактних напружень та розрахунок йомвірності руйнування інструментів із ПКНБ групи BL при ударних навантаженнях / С. Ан. Клименко,
А.О. Чумак, А.С. Манохін, С.А. Клименко, Ю.Ю. Румянцева // Важке машинобудування. Проблеми та перспективи розвитку. Матеріали XX Міжнародної науково-технічної
конференції 01 – 03 вересня 2022 року / за заг. ред. В. Д. Ковальова. — Краматорськ-Тернопіль: ДДМА, 2022. – 93-94.
3. Rumiantseva Yu. Yu. Reactive interaction of BN with a TaN in the presence of various whiskers crystals and liquid aluminium / Yu.Yu. Rumiantseva, V. Z. Turkevych, P.
Klimchyk et al. // Joint Meeting of the Polish Synchrotron Radiation Society and SOLARIS Centre Users, Poland 20-23,September. – рр. 65-66.
4. Результати отримані в рамках виконання наукового проєкту увійшли до реферату дисертації на здобуття наукового ступеня кандидата технічних наук: Чумак А. О.
Підвищення стійкості інструментів з надтвердих композитів кубічного нітриду бору групи BL при фінішній лезовій обробці загартованих сталей : автореф. дис. на
здобуття наук. ступеня канд. техн. наук : спец. 05.03.01 "Процеси механічної обробки, верстати та інструменти" / Чумак А. О. – Київ, 2022. – 18 с.
2023 рік
1.Особливості реакційної взаємодії нітриду бору з нітридом танталу за присутності мікроволокон та рідкого алюмінію / Ю. Ю. Румянцева та ін. Надтверді
матеріали. № 6. С. 13–16.
2.Pashchenko, E.O., Savchenko, D.O., Skorkhod, S.V. et al. Promising Binders of Complex Oligophenylenes Compounds with Metals for Creating Composites Based on
Adaptive Hybrid-Structured Polymer Systems. J. Superhard Mater. 45, 46–53 (2023). https://doi.org/10.3103/S1063457623010082
3.Exploring the reactivity of aluminum powder with Mg2B2O5w across varied pressure and temperature conditions / Y. Rumiantseva et al. Надтверді, композиційні
матеріали та покриття: отримання, властивості, застосування : Тези доповідей Дванадцятої конференції молодих вчених та спеціалістів, Київ, 19–20
Жовтня 2023. Київ, 2023. С. 36–37. URL: http://www.ism.kiev.ua/images/Thesis12.pdf (date of access: 29.11.2023).
4. Чумак А., Клименко С., Савченко Д. Дослідження контактної взаємодії в зоні різання при обробці важкооброблюваних конструкційних сталей інструментами із пкнб.
Надтверді, композиційні матеріали та покриття: отримання, властивості, застосування : Тези доповідей Дванадцятої конференції молодих вчених та спеціалістів, Київ,
19–20 Жовтня 2023. Київ, 2023. С. 3–4. URL: http://www.ism.kiev.ua/images/Thesis12.pdf (date of access: 29.11.2023)
5.The investigation of Al/Mg2B2O5w composites sintered by SPS and HPHT methods: chemical interaction, microstructure and mechanical properties / Y.
Rumiantseva et al. 2nd conference on FAST/SPS from reseach to industry : Conference proceedings, Krakow, 16–18 October 2023.
6. Результати отримані в рамках виконання наукового проєкту увійшли до навчального посібника: Миронюк О. В., Савченко Д. О., Мельник Л. І. Спеціальні розділи
хімічної технології переробки полімерів : навч. посіб. Київ : КПІ ім. Ігоря Сікорського, 2023. 294 с. URL: https://ela.kpi.ua/handle/123456789/60978 (дата звернення:
01.12.2023).
7.Klymenko S. Bi-layer cBN-based composites reinforced with oxide and non-oxide microfibers of refractory compounds / S. Klymenko, Zhang Hao, D. Savchenko, A. Chumak,
S. Klymenko and ets. // Part B: Journal of Engineering Manufacture. - manuscript ID is JEM-23-0766. (прийнята на рецензію).
8.Electrophysical characteristics of cBN–NbN composite ceramics doped with Al2O3, Si3N4 and SiC / Y. Y. Rumiantseva et al. Metallophysics and advanced
technologies, pp. 743-752, vol.46 (6), 2023.
9.Consecutive solid-phase hBN(1) cBN to hBN(2) transformations at 7 GPa under extremely high temperature gradients / P. Klimczyk, I.A, Petrusha, Yu. Yu.
Rumiantseva et al. Tooling material science. 2023., pp.225 -235
10. PCBN cutting tool efficiency in machining of cemented carbides/ Alexsander S. Osipov, Piotr Klimczyk, Igor A. Petrusha, Yurii A. Melnichuk, Lucyna Jaworska,
Kinga Momot and Yuliia Yu. Rumiantseva International Journal of Refractory Metals and Hard Materials Binderless (under review)