










 СВАРКА")










 Промышленность
ПромышленностьПохожие презентации:
")









Основы технологии сварочного производства
1. ОСНОВЫ ТЕХНОЛОГИИ СВАРОЧНОГО ПРОИЗВОДСТВА
2. ОБЩАЯ ХАРАКТЕРИСТИКА СВАРОЧНОГО ПРОИЗВОДСТВА
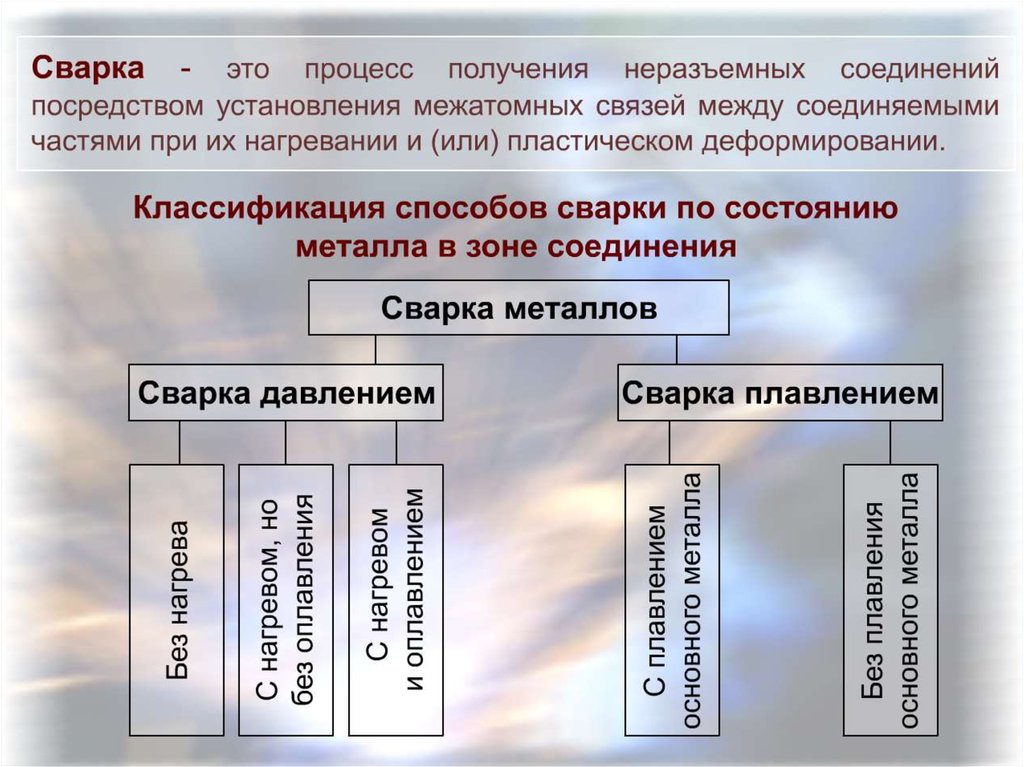
Сваркой называется процесс получения неразъемного соединенияконструкционных материалов путем местного приложения химической,
физической или механической энергии.
Сварка металлов происходит за счет межмолекулярных или межатомных
связей в металле соединения (сил сцепления).
Объем изготовленных сварных конструкция за последние 50 лет вырос более чем в
50 раз. Наибольший удельный вес в России занимает сварка плавлением.
Масса сварных конструкций составляет 50% от массы конструкций в автомобиле.
Трудоемкость сварных работ равна 20% от трудоемкости изготовления автомобиля.
Преимущества (по сравнению с болтовыми и заклепочными соединениями):
1) экономия металла до 30%;
2) повышение производительности труда на 20-25%;
3) автоматизация процесса;
4) возможность применения:
для наплавки изношенных поверхностей деталей;
для устранения дефектов (трещины, раковины и др.);
5) близкие к сварке процессы используются при резке металлов (плазменная резка
и др.)
3.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИСВАРКА
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
-РУЧНАЯ;
-ПОЛУАВТОМАТИЧЕСКАЯ;
-АВТОМАТИЧЕСКАЯ.
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
-ТЕРМИЧЕСКАЯ;
-ТЕРМОМЕХАНИЧЕСКАЯ;
-МЕХАНИЧЕСКАЯ.
3
4.
5.
6.
СВАРКА ТРЕНИЕМСварка трением относится к процессам, в которых используются взаимное
перемещение свариваемых поверхностей, давление и кратковременный нагрев. В
результате нагрева и сжатия происходит совместная пластическая деформация.
Сварное соединение образуется вследствие возникновения металлических связей
между чистыми контактирующими поверхностями.
7.
8.
СВАРКА ТРЕНИЕМПрименяется для соединения частей промежуточного вала коробки передач
автомобиля, клапанов механизма газораспределения, режущего инструмента.
8
9.
СВАРКА ТРЕНИЕМ-
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
небольшая энергоемкость процесса;
высокая производительность;
возможность автоматизации;
высокие механические характеристики и качество сварного изделия.
-
Недостатки:
сложность необходимого оборудования;
узкий спектр применения метода;
невозможность применения в непроизводственных условиях;
ограниченность по номенклатуре свариваемых материалов.
9
10.
11. СВАРКА ВЗРЫВОМ
Области примененияизготовление биметаллических листов
металлов и сплавов в любых сочетаниях;
изготовление сплошных и полых
цилиндрических композиционных заготовок
для профильного проката и непосредственного
использования в деталях машин;
облицовка заготовок деталей машин
(например, лопастей гидротурбин) металлами
и сплавами;
изготовление из разнородных металлов и
сплавов плоских композиционных карточек с
высокопрочным соединением слоев, вырезки
из них поперек слоев переходников
необходимой конфигурации (полос, колец,
фланцев и т. п.) и вварки их обычными
способами между деталями из одноименных
материалов;
изготовление волокнистых композиционных
материалов с неограниченным числом слоев
матрицы и волокон;
нанесения порошковых покрытий на
металлические поверхности.
Граница раздела металлов в
соединениях, сваренных взрывом.
Вверху – ниобий, внизу – медь
(х100х)
12.
13.
КОНТАКТНАЯ СВАРКАВИДЫ
ШОВНАЯ
ТОЧЕЧНАЯ
СТЫКОВАЯ
контактная сварка — процесс образования неразъемных соединений в результате
нагрева металла проходящим электрическим током и пластической деформации зоны
соединения под действием сжимающего усилия.
Характерная особенность этих процессов – пластическая деформация, в ходе
которой формируется сварное соединение.
Прочность соединения определяется размером и структурой сварной точки,
которые зависят от формы и размеров контактной поверхности электродов, силы
сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния
поверхностей свариваемых деталей.
14. ШОВНАЯ (РОЛИКОВАЯ) СВАРКА
Шовная (роликовая) сварка– разновидность контактной
сварки, при которой
заготовки соединяются
непрерывным или
прерывистым швом,
состоящим из отдельных
сварных точек, в результате
приложения усилия сжатия и
подвода тока к
вращающимся дисковым
электродам (роликам).
В зависимости от характера перемещения деталей и подачи сварочного тока
различают следующие способы шовной сварки:
- непрерывная;
- прерывистая;
- шаговая
15. СПОСОБЫ ШОВНОЙ СВАРКИ
непрерывнаяшаговая
прерывистая
16. СТЫКОВАЯ СВАРКА
При стыковой сварке для разогрева основного металла используютэлектрическую дугу. Она комбинирует в себе контактную сварку, дуговую
сварку и сварку давлением. Стыковой сваркой изготавливают крепкое, чистое
сварочное соединение.
Для осуществления стыковой
сварки заготовки соединяются
под небольшим давлением.
Через основной металл
пропускают большой ток
низкого напряжения. Когда ток
установится, заготовки очень
медленно разводятся. Это
вызывает появление между
ними электрической дуги.
Дуга разогревает поверхности
обеих деталей, и после
достаточного разогрева они
сжимаются под очень
высоким давлением.
17.
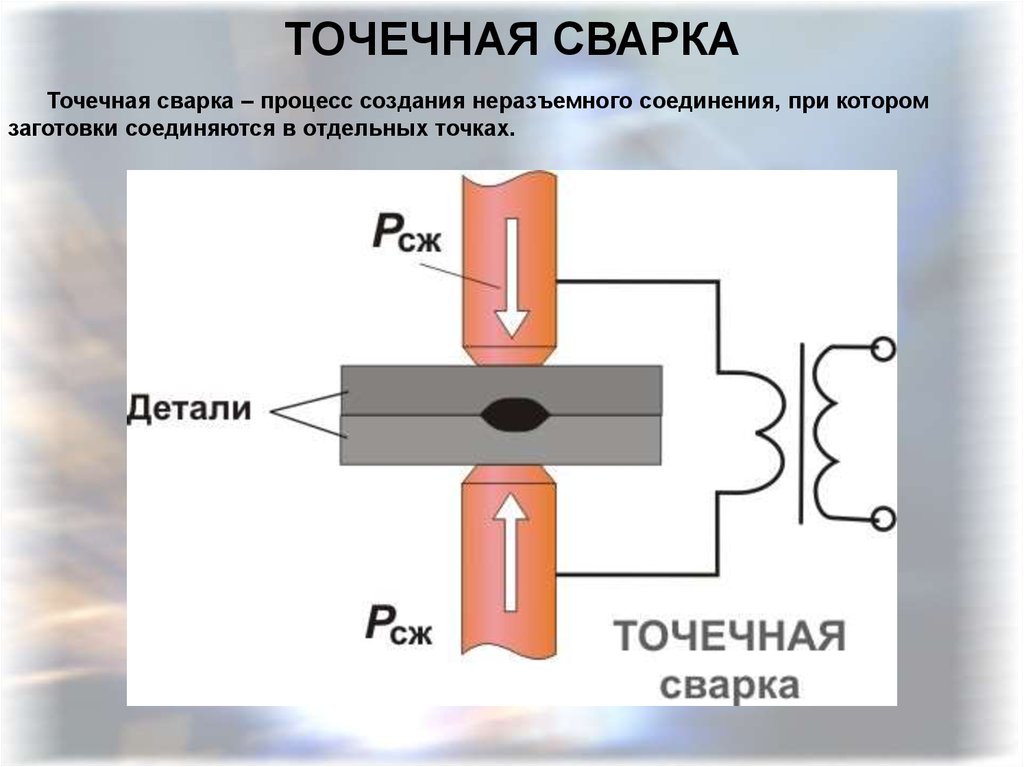
ТОЧЕЧНАЯ СВАРКАТочечная сварка – процесс создания неразъемного соединения, при котором
заготовки соединяются в отдельных точках.
18.
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКАПрименяется для соединения тончайших деталей (до 0,02 мкм) электронных
приборов, для сварки стальных конструкций из листов толщиной до 20 мм в
автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и
других отраслях промышленности.
19.
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКАПреимущества (по сравнению с ручной сваркой покрытыми электродами):
- уменьшение времени сварки;
- химический состав зоны соединения не изменяется;
- высокое давление, действующее на металл, практически исключает
образование пористости;
- возможность механизации и автоматизации процесса сварки.
-
Недостатки:
ограниченность соединения толстостенных заготовок;
легко соединяются лишь однородные металлы и сплавы…
20.
21.
22.
23.
24.
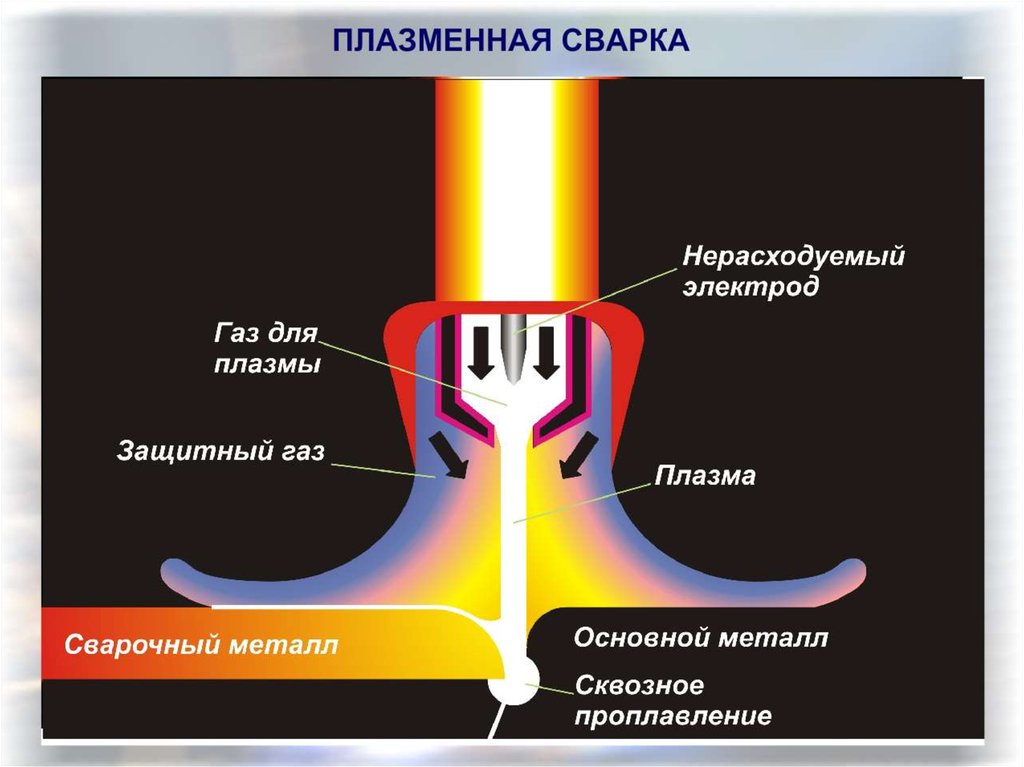
25. ПЛАЗМЕННАЯ СВАРКА
Плазма - ионизированный газ,содержащий электрически заряженные
частицы и способный проводить ток.
Ионизация газа происходит при его
нагреве. Степень ионизации тем выше,
чем выше температура газа. В
центральной части сварочной дуги газ
нагрет до температур 5000-30000° С,
имеет высокую электропроводность, ярко
светится и представляет собой типичную
плазму. Плазменную струю, используемую
для сварки и резки, получают в
специальных плазматронах, в которых
нагревание газа и его ионизация
осуществляются дуговым разрядом в
специальных камерах.
26. ЛАЗЕРНАЯ СВАРКА
Light amplification by thestimulated emission of radiation
(Усиление света посредством
индуцирования эмиссии
излучения)
Лазер – это устройство, в
котором какой-либо вид
энергии (тепловая,
химическая или электронная)
преобразуется в энергию
электромагнитного поля в
лазерный луч.