


















 Экономика
Экономика Менеджмент
МенеджментПохожие презентации:



")






Планирование производства и сбыта продукции
1. Тема 5 Планирование производства и сбыта продукции
Планирование на предприятиик.э.н., доцент СПбГПУ Левенцов В.А.
2. Содержание
1.2.
3.
4.
5.
6.
Выталкивающая и вытягивающая система
планирования
Работа без запасов JIT
Система «Toyota»
Работа предприятия при зависимом спросе (MRP)
Развитие систем «Планирование ресурсов на
предприятии»
Стратегия размещения в производственных и
сервисных системах
к.э.н., доцент Левенцов В.А.
3. Концепции оперативного управления производством
Вытягивание («Точно в срок»)Поставщик
Оперирующая система
СПРОС
Выталкивание
Оперирующая система
Свободные ресурсы
3
к.э.н., доцент Левенцов В.А.
4. Этапы развития концепции JIT
Генри Форд в начале ХХ-го века.30 годы – японская промышленность.
70 годы ХХ века – концерн «Тоёта».
Поддерживающая система «Канбан».
Производство модульной продукции (повторяющееся
производство)
4
к.э.н., доцент Левенцов В.А.
5. Внешне ориентированная система JIT
Основная задача – сведение к минимуму запасов изаделов в производственном процессе.
JIT определяется как система производства
необходимых компонент изделий в требуемых
количествах точно в то время, когда в них возникла
потребность, а не заранее.
5
к.э.н., доцент Левенцов В.А.
6. Выталкивающие и вытягивающие системы управления производством
Дискретное производство (характерно для промышленности) –характеризуется прерывностью производственного процесса.
При организации движения материального потока можно
выделить два подхода:
Принцип выталкивания предмета с предыдущей позиции на последующую
Принцип вытягивания предмета последующей позиции с предыдущей
Различия касаются способов управления движением потоков:
степени централизации планирования (централизованное и
децентрализованное планирование)
6
к.э.н., доцент Левенцов В.А.
7. Выталкивающая система с централизованным планированием
Центральный орган планированияСклад
готовой
продукции
Каждое подразделение получает конкретное задание на
плановый период и отчитывается перед центральным
плановым органом. Каждое подразделение существует
изолированно «не беспокоясь о соседях». Часто возникают
избытки или дефициты. Сегодня используется в
заготовительном производстве
7
к.э.н., доцент Левенцов В.А.
8. Вытягивающая система с децентрализованным планированием
Центральный орган планированияСклад
готовой
продукции
Предполагает укрупненное централизованное
планирование выпуска готовой продукции в
соответствие со спросом.
8
к.э.н., доцент Левенцов В.А.
9. Преимущества системы «Точно в срок»
Минимизация незавершенного производстваСокращение затрат на складирование
Если запасы на входе системы поддерживались для защиты оперирующей
системы от срывов поставок, то JIT требует чтобы эти проблемы были
решены: привлечение нескольких поставщиков.
Сокращение длительности производственного
цикла
Необходимо устранить причины неожиданного выхода из строя
оборудования.
9
к.э.н., доцент Левенцов В.А.
10. Структура системы «Тоёта»
«ТОYOТА»Структурная
перестройка производства
Работа с надежными
поставщиками
«Выравнивание»
производства
Глубокая инженерная
подготовка производства
Оперативное управление
на основе JIT
Подготовка рабочихуниверсалов
и гибкая их расстановка
Тотальный контроль
качества
Вовлечение всего персонала предприятия в творческий процесс
совершенствования производства
10
к.э.н., доцент Левенцов В.А.
11. Совершенствование производственной структуры
Переход к предметной специализацииРазработчики системы «Тоёта» выделяют четыре
этапа приближения фирмы к оптимуму:
1.
Технологическая форма специализации (универсальность,
сложные маршруты, большие транспортные издержки)
2.
«Распределенное» поточное производство (попеременная работа
нескольких однопредметных поточных линий и работа одной переналаживаемой)
3.
4.
11
«Многопредметная линия» со сплошным запуском
Сближение в пространстве разнородных технологических
процессов
к.э.н., доцент Левенцов В.А.
12. Глубокая инженерная подготовка производства
Высокая переналаживаемость и работа малымипартиями
Переналадка бывает внутренняя и внешняя. Внешняя
производится вне оборудования и совмещается с
обработкой предыдущей партии. Внутренняя
производится на оборудовании после окончания
обработки предыдущей партии.
12
к.э.н., доцент Левенцов В.А.
13. Другие методы достижения эффективного управления производством
Подготовка рабочих универсалов и гибкая ихрасстановка (Направлено на рациональное использование рабочей силы)
«Выравнивание» производства по спросу (приспособление
производства к изменяющемуся спросу).
Оперативное управление на основе концепции JIT
Тотальный контроль качества
13
к.э.н., доцент Левенцов В.А.
14. Информационная система «Канбан»
Основана на движении карточек (4 вида)Карточка заказа – сколько и чего надо изготовить
- Мелкие партии
- Крупные партии
Карточка отбора (транспортные) – сколько и чего надо
забрать со склада
- Внешние
- Внутренние
14
к.э.н., доцент Левенцов В.А.
15. Схема движения карточек KANBAN
к.э.н., доцент Левенцов В.А.16. Система централизованного планирования
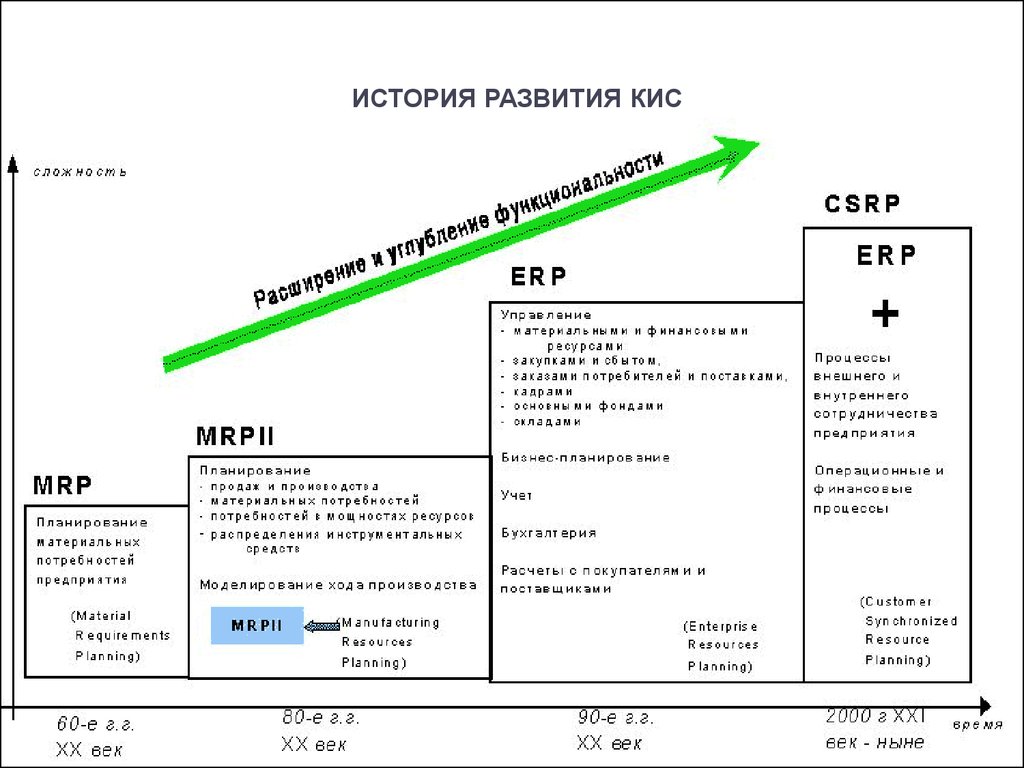
Первоначально управление производством развивалоськак управление запасами (нижнего уровня иерархии)
В 60-х годах утвердился термин
Materiel Requirements Planning (MRP) планирование потребности в материалах (в
компонентах изделия)
к.э.н., доцент Левенцов В.А.
16
17. Механизм планирования потребности в компонентах
СПРОСЗАПАСЫ
ВЕДОМОСТЬ
состава изделия
Планирование потребности
в компонентах изделия
Производственный
план
Исполнение
План закупок
к.э.н., доцент Левенцов В.А.
17
18.
ИСТОРИЯ РАЗВИТИЯ КИС18