









 Промышленность
ПромышленностьПохожие презентации:










Разработка технологического процесса изготовления сварной конструкции «Опора цилиндрическая»
1.
ТЕМА КУРСОВОГО ПРОЕКТА«Разработка технологического процесса
изготовления сварной конструкции «Опора
цилиндрическая»
Обучающийся: Андрейцов И. А.
Группы: СП34-1
Тольятти, 2022
2.
АКТУАЛЬНОСТЬ ТЕМЫВ настоящее время сварка является крупным самостоятельным видом
производства и применяется для создания и возведения принципиально
новых конструкций и сооружений, для ремонта машин и аппаратов,
получения изделий со специальными свойствами.
Сварка широко применяется во многих отраслях промышленности и в
последние годы вытеснила способ получения неразъемного соединения
деталей с помощью Сварка имеет преимущества по сравнению с другими
видами получения неразъемных соединений.
3.
ЦЕЛЬ КУРСОВОГО ПРОЕКТАРазработать технологический процесс- ручной дуговой
сварки конструкции с минимальными затратами труда
и материалов с использованием прогрессивного
оборудования
4.
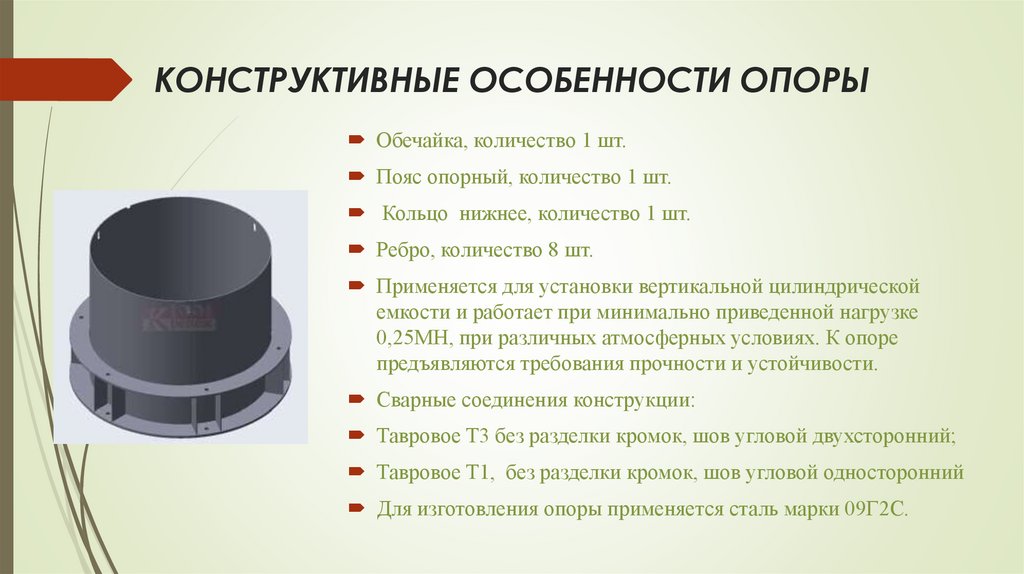
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ОПОРЫОбечайка, количество 1 шт.
Пояс опорный, количество 1 шт.
Кольцо нижнее, количество 1 шт.
Ребро, количество 8 шт.
Применяется для установки вертикальной цилиндрической
емкости и работает при минимально приведенной нагрузке
0,25МН, при различных атмосферных условиях. К опоре
предъявляются требования прочности и устойчивости.
Сварные соединения конструкции:
Тавровое Т3 без разделки кромок, шов угловой двухсторонний;
Тавровое Т1, без разделки кромок, шов угловой односторонний
Для изготовления опоры применяется сталь марки 09Г2С.
5.
ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССАВЫБИРАЮТСЯ:
СВАРОЧНЫЕ МАТЕРИАЛЫ
для ручной дуговой сварки стали марки 09Г2С:
электрод типа Э46А, марки АНО-6.
Покрытие - смешанное: рутиловое и кислое.
Можно вести сварку во всех положениях, кроме
вертикального сверху вниз, на постоянном токе
обратной полярности.
Данная марка электрода обеспечит все предъявляемые к
конструкции требования.
6.
РЕЖИМ РУЧНОЙ ДУГОВОЙ СВАРКИТип
Толщина Диаметр
Соединения металла электрода
S, мм
d э, мм
Т1 и Т3
12; 30
4,0
Сила
сварочного
тока
I св , А
176
Напряжение
на дуге
U д, В
22-28
Скорость
сварки
V св, м/ч
4
Род и
полярность тока
Постоянный
обратной
полярности
7.
ОБОРУДОВАНИЕ ДЛЯ СВАРКИСварочный выпрямитель для РДС ВД-306
Св. ток (номинальный)
315 А
Длит. включения, ПВ
60 %
Напряжение питания
3х380 В (при частоте 50 Гц)
Мощность потребления
Интервал регулирования
тока для сварки
Напряжение холостого хода
До 20 кВА
От 45 до 315 А
70 В
8.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА• Внешний осмотр и измерения. Контроль - 100%.
.
Для выявления наружных дефектов:
непроваров, наплывов,
подрезов, наружных трещин и пор, проводят визуальный
осмотр невооруженным глазом или с применением лупы 10-ти
кратного увеличения.
В угловом шве, таврового соединения – катет шва на
соответствие ГОСТ 5264-80.
• Ультразвуковой контроль для выявления внутренних
дефектов в сварных швах конструкции.
9.
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИОпасные и вредные производственные факторы при сварке:
• поражение электрическим током;
• отравления и поражения слизистых оболочек выделяющимися
вредными газами и аэрозолями могут;
• ожоги от излучения дуги и брызг расплавленного металла;
• механические травмы;
• пожароопасность
Необходимо соблюдать все правила техники безопасности и
противопожарные мероприятия для предотвращения
получения травм.
10.
На основании решенных задач былспроектирован технологический процесс
изготовления опоры, по которому должен
работать сварщик, неукоснительно соблюдая
его. Согласно технологическому процессу
оплачивается труд сварщика.
11.
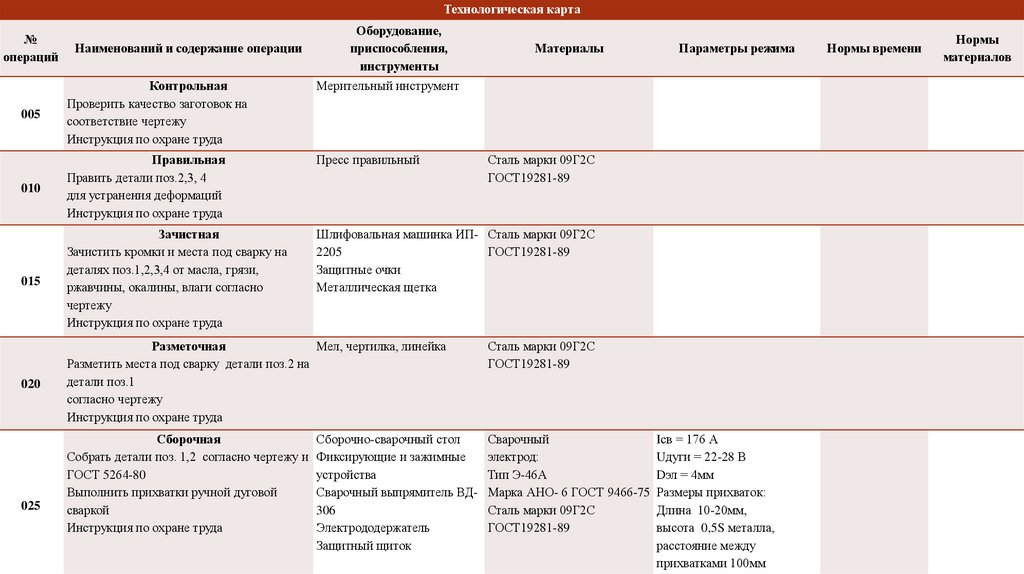
Технологическая карта№
операций
Наименований и содержание операции
Оборудование,
приспособления,
инструменты
Материалы
Мерительный инструмент
005
Контрольная
Проверить качество заготовок на
соответствие чертежу
Инструкция по охране труда
Пресс правильный
010
Правильная
Править детали поз.2,3, 4
для устранения деформаций
Инструкция по охране труда
015
Зачистная
Зачистить кромки и места под сварку на
деталях поз.1,2,3,4 от масла, грязи,
ржавчины, окалины, влаги согласно
чертежу
Инструкция по охране труда
Шлифовальная машинка ИП- Сталь марки 09Г2С
2205
ГОСТ19281-89
Защитные очки
Металлическая щетка
Сталь марки 09Г2С
ГОСТ19281-89
020
Разметочная
Мел, чертилка, линейка
Разметить места под сварку детали поз.2 на
детали поз.1
согласно чертежу
Инструкция по охране труда
Сборочная
Собрать детали поз. 1,2 согласно чертежу и
ГОСТ 5264-80
Выполнить прихватки ручной дуговой
сваркой
Инструкция по охране труда
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
025
Сборочно-сварочный стол
Фиксирующие и зажимные
устройства
Сварочный выпрямитель ВД306
Электрододержатель
Защитный щиток
Параметры режима
Сталь марки 09Г2С
ГОСТ19281-89
Iсв = 176 А
Uдуги = 22-28 В
Dэл = 4мм
Размеры прихваток:
Длина 10-20мм,
высота 0,5S металла,
расстояние между
прихватками 100мм
Нормы времени
Нормы
материалов
12.
Зачистная030 Зачистить прихватки от шлака
Инструкция по охране труда
Технологическая карта
Шлифовальная машинка ИП-2205
Сталь марки 09Г2С
Защитные очки Металлическая щетка ГОСТ19281-89
Шлакоотделитель
Контроль качества сборки
Линейка
Контролировать качество сборки и прихваток внешним Контрольный угольник
Шаблон
035 осмотром и измерениями При наличии дефектов
прихватки переварить.
Инструкция по охране труда
Сварочная
Заварить шов №1 ручной дуговой сваркой согласно
чертежу
040 Соединение тавровое Т1, шов односторонний
угловой, катет шва 10 мм согласно ГОСТ 5264-80
Инструкция по охране труда
Сборочно-сварочный стол
Фиксирующие и зажимные устройства
Сварочный выпрямитель ВД-306
Электрододержатель
Защитный щиток
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
Зачистная
Зачистить сварной шов от шлака
045 Инструкция по охране труда
Шлифовальная машинка ИП-2205
Защитные очки
Металлическая щетка
Шлакоотделитель
Сталь марки 09Г2С
ГОСТ19281-89
Разметочная
Мел, чертилка, линейка
Разметить места под сварку для детали поз.4 на детали
050 поз.3,1
согласно чертежу
Инструкция по охране труда
Сталь марки 09Г2С
ГОСТ19281-89
Сборочная
Собрать сваренный узел и деталь поз.4 согласно
чертежу по разметке
Выполнить прихватки ручной дуговой сваркой ГОСТ
055
5264-80
Инструкция по охране труда
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
Сборочно-сварочный стол
Фиксирующие и зажимные устройства
Сварочный выпрямитель ВД-306
Электрододержатель
Защитный щиток
Iсв = 176 А
Uдуги = 22-28 В
Dэл = 5мм
Vсв = 4 м/ч
Iсв = 176 А
Uдуги = 22-28 В
Dэл = 4 мм
Размеры прихваток:
Длина - 10-20мм,
Высота - 0,5S металла
Расстояние между
Тш = 161 мин Расход
электродов
3,5 кг
13.
Зачистная060 Зачистить прихватки от шлака
Инструкция по охране труда
Технологическая карта
Шлифовальная машинка ИП-2205
Сталь марки 09Г2С
Защитные очки Металлическая щетка ГОСТ19281-89
Шлакоотделитель
Контрольная
Контролировать качество сборки и прихваток
065 внешним осмотром и измерениями. При наличии
Инструкция по охране труда дефектов прихватки
переварить.
Линейка
Контрольный угольник
Шаблон
Сварочная
Заварить шов № 2 ручной дуговой сваркой согласно
чертежу
070 Соединение тавровое Т3, шов односторонний катет
шва 10 мм согласно ГОСТ 5264-80
Инструкция по охране труда
Сборочно-сварочный стол
Фиксирующие и зажимные устройства
Сварочный выпрямитель ВД-306
Электрододержатель
Защитный щиток
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
Зачистная
075 Зачистить сварные швы от шлака
Инструкция по охране труда
Шлифовальная машинка ИП-2205
Защитные очки
Металлическая щетка
Сталь марки 09Г2С
ГОСТ19281-89
Контроль качества сварки
Контролировать качество сварных швов на наличие
наружных дефектов внешним осмотром и
080
измерениями
Инструкция по охране труда
Линейка
Контрольный угольник
Шаблон
Сталь марки 09Г2С
ГОСТ19281-89
Сборочная
Собрать сваренный узел и деталь поз.3 согласно
чертежу и ГОСТ 5264-80
Выполнить прихватки ручной дуговой сваркой
085
Инструкция по охране труда
Сборочно-сварочный стол
Фиксирующие и зажимные устройства
Сварочный выпрямитель ВД-306
Электрододержатель
Защитный щиток
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
Iсв = 176 А
Uдуги = 22-28 В
Dэл = 5мм
Vсв = 4 м/ч
Iсв = 176 А
Uдуги = 22-28 В
Dэл = 4 мм
Размеры прихваток:
Длина 10-20мм,
высота 0,5S металла
расстояние между
прихватками 100мм
Тш = 53,6 мин Расход
электродов
4,0 кг
14.
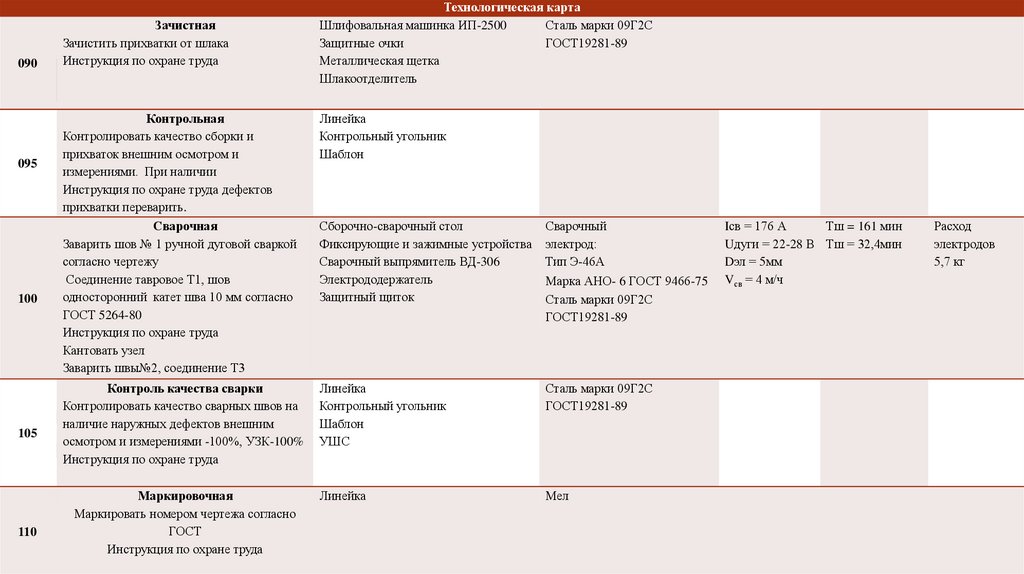
090095
100
105
110
Зачистная
Зачистить прихватки от шлака
Инструкция по охране труда
Технологическая карта
Шлифовальная машинка ИП-2500
Сталь марки 09Г2С
Защитные очки
ГОСТ19281-89
Металлическая щетка
Шлакоотделитель
Контрольная
Контролировать качество сборки и
прихваток внешним осмотром и
измерениями. При наличии
Инструкция по охране труда дефектов
прихватки переварить.
Сварочная
Заварить шов № 1 ручной дуговой сваркой
согласно чертежу
Соединение тавровое Т1, шов
односторонний катет шва 10 мм согласно
ГОСТ 5264-80
Инструкция по охране труда
Кантовать узел
Заварить швы№2, соединение Т3
Линейка
Контрольный угольник
Шаблон
Сборочно-сварочный стол
Фиксирующие и зажимные устройства
Сварочный выпрямитель ВД-306
Электрододержатель
Защитный щиток
Сварочный
электрод:
Тип Э-46А
Марка АНО- 6 ГОСТ 9466-75
Сталь марки 09Г2С
ГОСТ19281-89
Контроль качества сварки
Контролировать качество сварных швов на
наличие наружных дефектов внешним
осмотром и измерениями -100%, УЗК-100%
Инструкция по охране труда
Линейка
Контрольный угольник
Шаблон
УШС
Сталь марки 09Г2С
ГОСТ19281-89
Линейка
Мел
Маркировочная
Маркировать номером чертежа согласно
ГОСТ
Инструкция по охране труда
Iсв = 176 А
Тш = 161 мин
Uдуги = 22-28 В Тш = 32,4мин
Dэл = 5мм
Vсв = 4 м/ч
Расход
электродов
5,7 кг