







 Промышленность
ПромышленностьПохожие презентации:










Разработка технологического процесса изготовления сборки и сварки опорной колонны
1.
Здравствуйте уважаемая комиссия.Я Слесарев В.М.
Вашему вниманию представляется выпускная
квалификационная работа – дипломный проект
Тема дипломного проекта :
Разработка технологического
процесса изготовления сборки и
сварки опорной колонны.
2.
.1. Объектом разработки является технология изготовления
металлоконструкции.
2. Предметом разработки является процесс сборки и сварки
коробчатой балки для мостовых кранов.
3 Целью дипломного проекта является разработка
технологического процесса изготовления коробчатой балка для
мостовых кранов под флюсом.
Задачи: (для достижения цели)
1 - Проанализировать базовый вариант изготовления коробчатой
балки.
2 – Подобрать и обосновать проектируемый способ сварки
металлоконструкции.
3 – Произвести необходимые расчёты режима сварки.
4 – Выбрать и обосновать сварочное, сборочное оборудование.
5 – Разработать технологию сборки и сварки коробчатой балки.
6 – Рассмотреть контроль качества сварной конструкции.
3.
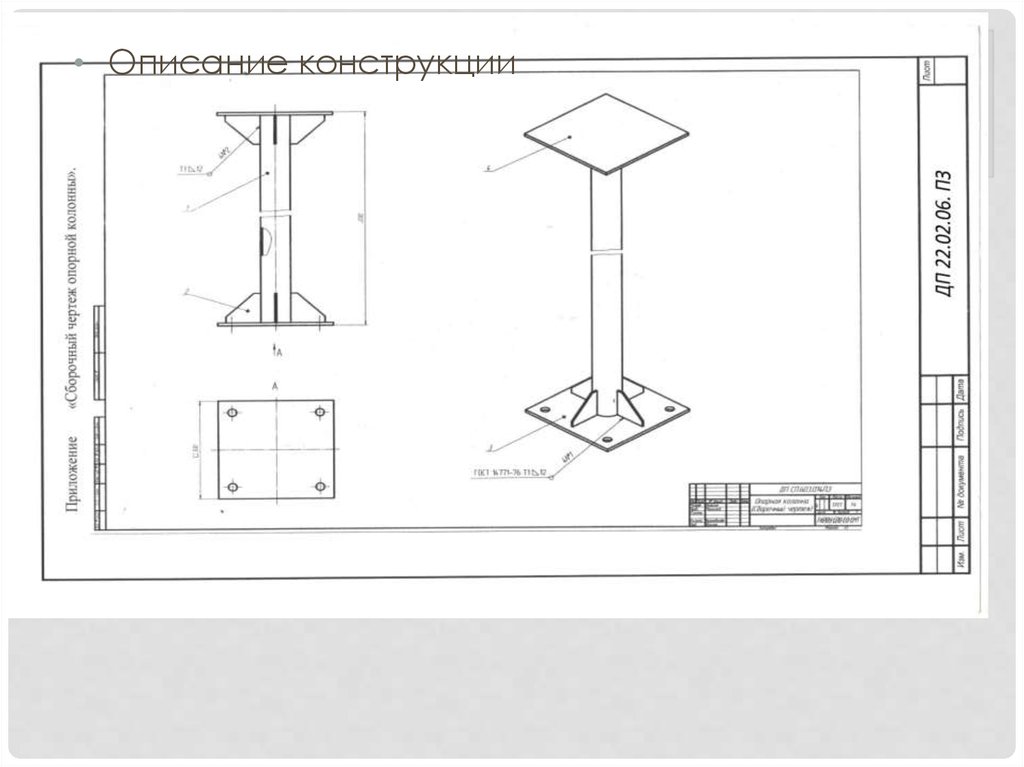
• Описание конструкции4. Колонны состоят из трех основных частей: стержня, являющегося основным несущим элементом колонны; оголовка, служащего опорой
КОЛОННЫ СОСТОЯТ ИЗ ТРЕХ ОСНОВНЫХЧАСТЕЙ:
СТЕРЖНЯ, ЯВЛЯЮЩЕГОСЯ
ОСНОВНЫМ НЕСУЩИМ ЭЛЕМЕНТОМ КОЛОННЫ;
ОГОЛОВКА, СЛУЖАЩЕГО ОПОРОЙ ДЛЯ
ВЫШЕЛЕЖАЩИХ КОНСТРУКЦИЙ И ЗАКРЕПЛЕНИЯ
ИХ НА КОЛОННЕ; БАЗЫ, РАСПРЕДЕЛЯЮЩЕЙ
СОСРЕДОТОЧЕННУЮ НАГРУЗКУ ОТ КОЛОННЫ ПО
ПОВЕРХНОСТИ ФУНДАМЕНТА, ОБЕСПЕЧИВАЮЩЕЙ
КРЕПЛЕНИЕ С ПОМОЩЬЮ АНКЕРНЫХ БОЛТОВ.
5.
Характеристика изделияИзделие изготавливается из стали ВСт3сп ГОСТ 330-94. –
Конструкционная углеродистая обыкновенного качества.
Ст - Сталь обыкновенного качества;
В – группа стали спокойная.
Цифра после - Ст – условный номер марки в зависимости от
химического состава стали;
сп – спокойная (степень раскисления)
6.
Свариваемость сталиВо избежание дефектов сварных швов предварительно определяем
свариваемость стали на холодные и горячие трещины.
Определяем по углероду эквивалентному.
При подсчёте углерод эквивалентный Cэ Свариваемость хорошая
,практически без ограничений.
7.
Выбор способа сваркиОпорная колонна относится к ответственным сварным
конструкциям, она будет использоваться в строительстве.
Проведем анализ способов сварки, с целью выбора наиболее
подходящего способа:
Ручная дуговая сварка по всем параметрам подходит для данной
конструкции.
Полуавтоматическая сварка в среде защитных газов очень
распространенный процесс, поэтому подходит в данном СЛУЧАИ
Электрошлаковая сварка не подходит в силу конструктивных
особенностей нашего изделия и расположения швов.
Контактная сварка не подходит, так как ее применяют для сварки
листовых конструкций.
Газовую сварку в основном применяют для сварки деталей с малой
толщиной стенок.
Иные способы сварки: лазерная сварка, сварка в
вакууме, импульсная сварка не рассматриваем в силу малой их
распространенности, сложности и высокой стоимости
оборудования
8.
Обоснование выбора вида, метода, способа сваркиСварка
в
защитных
газах
(С02),
имеет
ряд
неоспоримых
преимуществ перед другими способами:
• Высокая производительности по сравнению РДС
• Выбор способа сварки зависит от типа производства и количества и
особенностей изготовления выпускаемой продукции.
• Тип нашего производства - единичный, то есть номенклатура выпускаемой продукции
неустойчива и продукция выпускается в небольших количествах.
Конструкция состоит из нескольких сварных швов средней протяженности.
Поэтому с целью повышении производительности наиболее рационально применять не ручную
дуговую сварку , а полуавтоматическую сварку в активных защитных газах.
• Простота оборудования;
• Невысокая стоимость сварочных материалов;
• Отсутствие высоких требований по квалификации сварщика;
• Высокое качество сварных соединений разнообразных металлов и их сплавов разной толщины.
• Возможность сварки в различных пространственных положениях;отсутствие операции по засыпке и
уборке флюса и удалению шлака;
• Возможность наблюдения за образованием шва и простота механизации и автоматизации процесса.
К недостаткам данного способа сварки относиться необходимость в принятие защитных мер против
световой и тепловой радиации дуги, возможность нарушения газовой защиты при сдувании струи и в
некоторых случаях затруднения, возникающие при осуществлении водяного охлаждения горелок.
9.
Выбор сварочных материалов1.Сварочная проволока св08г2с
2.В качестве защитной атмосферы сварочной ванны при сварке
от проникновения кислорода и азота воздуха применяется
сварочная углекислота (углекислый газ 〖СО〗_2) по ГОСТ 8050-76
с содержанием не менее 99,5%
10. Режимы сварки
РЕЖИМЫ СВАРКИ• Iсв (сила сварочного тока, А), Uд( напряжение дуги,В) ,
Vсв( скорость сварки. см/с) , Vп.пр.( скорость подачи
сварочной проволоки, см/с), расход защитного газа,
л/мин.
• -диаметр сварочной проволоки 1,6 мм;
• - напряжение на дуге 32 В;
• - сила сварочного тока 300А;
• -скорость сварки 28 м/час;
• - расход углекислого газа 18 л/мин.
11.
Сварочный аппарат COMPACT 4100SYNДанные серии сварочных полуавтоматов предназначены для работы в
автосервисах, для монтажных и ремонтных работ, для мелкосерийного и
серийного производства металлоконструкций. Все аппараты данных серий
могут работать на открытом воздухе. Для защиты зоны сварки от воздуха
применяется СО2 или смеси газов.
Аппараты серии COMPACT могут
использоваться для сварки металлоконструкций сложного сечения (толщина
5-6 мм), рассчитаны на длительный режим работы (1,5-2 рабочие смены).
12.
• При использовании специальных роликов и комплектующих кгорелке применяются и для сварки алюминиевых сплавов.
Преимущества источника питания:
• Настраиваемый тормозной шпиндель исключает провисание
проволоки.
• Система быстрого тормоза QBS на двигателе
подающего механизма для постоянного и повторяющегося
зажигания дуги
13.
• описание сборки и сварки.. Подготовка поверхности к сварке.
Перед сборкой под сварку опорной колонны нужно проверить
на наличие загрязнений поверхности соединяемых элементов. При
загрязнении
поверхностей нефтепродуктами нужно их удалить
(очистить) ветошью. Предварительная зачистка до металлического
блеска стыков соединяемых элементов на ширину не менее 20мм в
обе стороны от стыка не требуется, т.к. Ст3Сп обладает отличной
свариваемостью и на качестве сварных швов незначительные
загрязнения поверхности не окажет серьезного влияния.
14.
2. Сборка под сварку элементов опорной колонны. Разметка соединяемых
элементов производится на стадии механической обработки ребра, основания,
подставки на обрабатывающем центре с ЧПУ. Сборку выполняем на прихватках,
без выполнения каких либо специальных приспособлений.
стойку
Устанавливаем
на подставку и выполняем прихватку в четырех точках по всему
периметру основания с шагом 90 градусов . Длина прихватки 20-25 мм. Затем
устанавливаем последовательно четыре ребра и прихватываем каждый стык в
двух точках прихватками 20-25 мм. Осматриваем прихватки на наличие трещин,
пор, непроваров. При обнаружении дефектов, дефектную прихватку удалить
абразивной машинкой и выполнить вновь, с повторным осмотром. Сборку
(прихватку) основания и трубы-стойки выполняем аналогично.
15.
3. Сварка опорной колонны.
• Устанавливаем собранную на прихватках опорную колонну
вертикально. Выполняем сварку кольцевого шва стойки с
подставкой в 1 проход с катетом углового шва 12 мм. Затем в
шахматном порядке, «крест-накрест»,
швы ребер с подставкой. Затем
выполняем угловые
поворачиваем опорную
колонну на 180 градусов и выполняем сварку ребер с
основанием и стойкой по вышеприведенному алгоритму.
16. Контроль
КОНТРОЛЬ• Чтобы обеспечить высокое качество и надежность сварных соединений, необходимо выполнить
предварительный контроль, пооперационный контроль, контроль готовых сварных соединений.
• При предварительном контроле следует проверить:
• - сварочные материалы (электроды, сварочную, проволоку, флюсы и газы) и материал для
дефектоскопии;
• -сварочное оборудование, сборочно-сварочные приспособления, контрольно-измерительные приборы,
инструмент, аппаратуру и приборы для проведения дефектоскопии.
• Обязательно должна быть проверена квалификация сварщиков, контролеров и инженерно-технических
работников, занимающихся вопросами контроля сварных швов.
• Пооперационный контроль включает: контроль подготовки деталей под сварку, режимов сварки и
правильности наложения швов;
• - контроль в процессе сварки за состоянием оборудования, за качеством и соответствием присадочных
материалов и контрольно-измерительных приборов.
• Контроль готовых сварных соединений выполняют после выполнения термической обработки (если
она предусмотрена требованиями технологического процесса).
17.
В нашем случае, мы проводим 100 %-ный визуальный
контроль невооруженным глазом. При наличии в сварном
слое трещин, сколов, свищей и прожогов, опорная колонна
бракуется и отправляется на исправление (вырезка,
вырубка дефектов и повторная заварка).
В сварных швах не допускаются трещины, подрезы,
несоответствие
чешуйчатость.
катета
шва,
грубая
волнистость
и
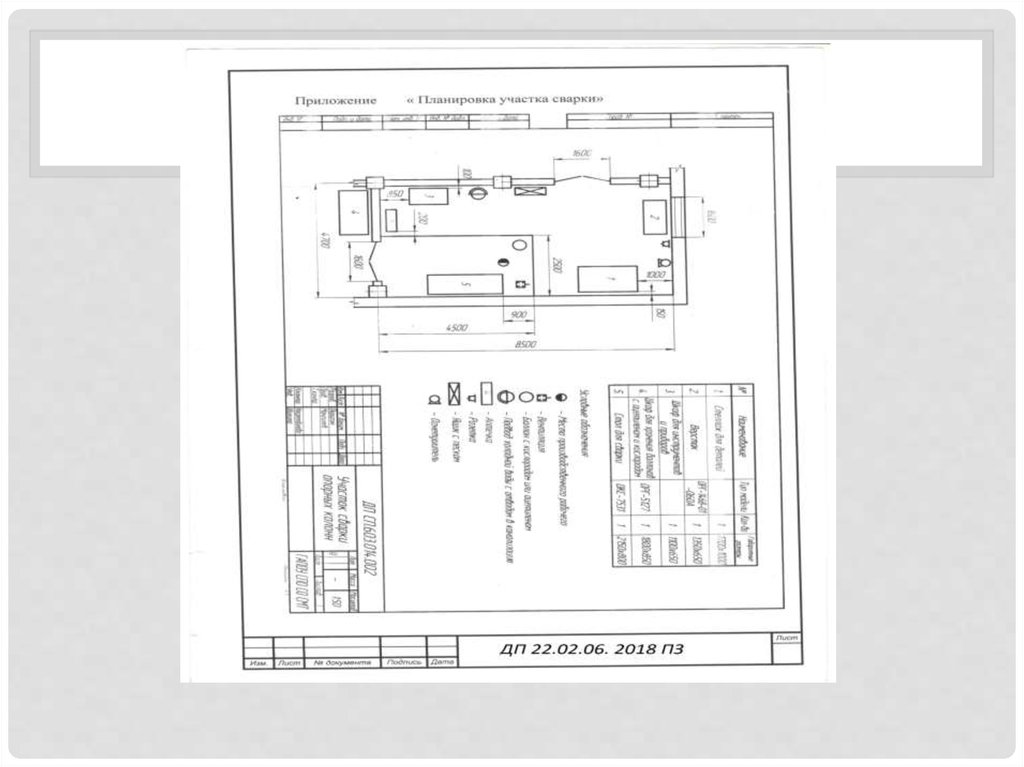
18. Описание планировки участка.
ОПИСАНИЕ ПЛАНИРОВКИ УЧАСТКА.Предприятия
производства
единичного
и
характеризуются
мелкосерийного
непостоянными
по
интенсивности и направлению технологическими маршрутами
перемещения грузов внутри цеха.
• При разработке планировки сварочного участка по сварке
опорных колонн необходимо учитывать габаритные размеры
изготавливаемой конструкции. Так,
длина нашей колонны
составляет 3030 мм. Из условий годовой программы выпуска (100
опорных колонн), мы принимаем
сварки в среде углекислого газа.
1 пост
полуавтоматической
19.
20.
• В дипломном проекте так же расмотренны :• Безопасность и экологичность проекта