


























 Промышленность
ПромышленностьПохожие презентации:










Влажно - тепловая обработка швейных изделий
1. ВЛАЖНО - ТЕПЛОВАЯ ОБРАБОТКА ШВЕЙНЫХ ИЗДЕЛИЙ
2. СПОСОБЫ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ:
• Конструктивный, с использованием членения поверхностиодежды на части, т.е. детали. Механическое воздействие на
полуфабрикат.
• Метод воздействия на «грубую» структуру швейных
материалов, с использованием драпировочных свойств и
подвижной сетчатой структуры материалов, изменение углов
между нитями. Физико-механическое воздействие на
полуфабрикат.
• Метод воздействия на «тонкую» структуру материалов
характеризуется физико-химическим воздействием на
молекулярную структуру швейных материалов. Данный метод
предусматривает несколько видов обработки:
Сухая тепловая обработка ( температура+давление) – для
материалов с большим содержанием синтетики ( более 70%)
или чисто синтетические (способ выдавливания).
ВТО, на материал воздействует тепло, давление и влага –
для материалов чистошерстяных и полушерстяных с
содержанием синтетических волокон (до 30%).
ВТО с введением химических средств для изделий
повышенной формоустойчивости.
3. ПРОЦЕСС ВТО ДЕЛИТСЯ НА ЧЕТЫРЕ ЭТАПА :
1. Перевод волокон материала в высокоэластическоесостояние (воздействие тепла и влаги на ткань
ослабляет действие межмолекулярных сил в волокнах).
2. Формование материала, т.е. изменение конфигурации
цепей волокон.
3. Сушка материала, фиксация полученной формы (при
этом восстанавливаются связи между молекулами уже
при новой конфигурации их цепей).
4. Охлаждение материала и окончательная фиксация
формы.
4. Высокополимерные материалы при воздействии на них тепла могут находиться в трех состояниях: I – стеклообразное ( деформации очень малы и о
Высокополимерные материалы при воздействии на них тепламогут находиться в трех состояниях:
I – стеклообразное ( деформации очень малы и обратимы, область
температур до тс;
II – высокоэластическое ( увеличение деформации, но она остается
обратимой, область температур от Тс до Тт используется при ВТО);
III – вязкотекучее (деформации необратимые).
дефор
мация
III
I
II
ТХР – Температура хрупкости;
ТС – Температура стеклования;
ТТ – Температура теплостойкости;
ТТЕК – Температура текучести.
Тхр
Тс
Тт
Область ВТО
Ттек
t0С
5. Способы ВТО
• Утюжка (глажение) – способ, при котором гладящаяповерхность перемещается по ткани под некоторым
давлением.
• Прессование – способ, при котором ткань
сжимается между двумя горячими, но не
перемещающимися поверхностями.
• Пропаривание – способ, при котором давление на
ткань производится паром без воздействия горячей
поверхности. В этом случае в качестве оборудования
используются либо отпариватели, либо
паровоздушные манекены.
6. Оборудование для ВТО
Утюги;
Гладильные столы;
Универсальное прессовое оборудование;
Специальное прессовое оборудование;
Вспомогательное оборудование.
7. УТЮГИ ДЕЛЯТСЯ:
• По массе:- Для платьево-блузочного ассортимента (3 – 5 кг);
- Для пальтово-костюмного ассортимента (6 – 8 кг).
• По способу нагрева:
- Электрические;
- Паровые;
- Электропаровые
8. Электрические утюги
• утюг У-3 массой 3 кг (ЗАО «Ростовскийна-Дону завод «АГАТ»»);• утюги фирма «Макпи» (Италия) массой
1,0; 1,25; 1,5; 2,7 и 3,5 кг.
9. электропаровые утюги:
• УПП-М – массой 2,5 кг (Орловский опытноэкспериментальный завод «Легмаш»),• УТП-2ЭП (ЗАО «Ростовский-на-Дону завод
«АГАТ»») массой 3 кг;
• утюги фирма «Макпи» (Италия) массой 1,25;
1,5 и 1,7 кг для разутюживания швов с
охлаждением.
• Паровые утюги фирма «Макпи» (Италия)
массой 1,2 и 1,6 кг.
10.
11.
12. Утюжильные колодки: а – для разутюживания прямых швов; б – швов рукавов; в – швов обтачивания; г – плечевых швов и шва втачивания воротника
в горловину; д – коротких швов;е – для обработки плечевой части пиджаков;
ж – для обработки плечевой части пальто
а
б
г
е
в
д
ж
13. ПРЕССЫ РАЗЛИЧАЮТСЯ ПО:
• ДАВЛЕНИЮ МЕЖДУ ПОДУШКАМИ:-
ЛЕГКИЕ (ДАВЛЕНИЕ ДО 14,5 КН),
СРЕДНИЕ (ДАВЛЕНИЕ ДО 29,5 КН);
ТЯЖЕЛЫЕ (ДАВЛЕНИЕ БОЛЕЕ 29,5 КН);
• ПО ТИПУ ПРИВОДА:
-
ГИДРАВЛИЧЕСКИЕ,
ПНЕВМАТИЧЕСКИЕ,
ЭЛЕКТРОМЕХАНИЧЕСКИЕ;
• ПО ТИПУ НАГРЕВА:
-
ЭЛЕКТРИЧЕСКИЕ,
ЭЛЕКТРОПАРОВЫЕ;
• ПО НАЗНАЧЕНИЮ:
-
УНИВЕРСАЛЬНЫЕ;
СПЕЦИАЛЬНЫЕ.
14.
• Пневматические прессы предназначены для эксплуатациина предприятиях с централизованным снабжением сжатого
воздуха, пара и вакуума. По окончании прессования
пневмоклапаны обеспечивают выпуск воздуха из
цилиндров в атмосферу и возвратными пружинами
приводят механизм и верхнюю подушку в исходное
положение.
Например, пресс марки ППУ-2 предназначен для
внутрипроцессной и окончательной обработки изделий,
содержащих натуральные и синтетические волокна.
• Недостатки пневматического пресса - необходимость
установки дорогостоящей и повышающей
эксплуатационные расходы компрессорной станции, а
также выбрасывание в помещение сжатого воздуха,
ухудшающее гигиенические условия работы. Связь пресса
с системой подачи воздуха снижает маневренность пресса
при перестройке потока.
15.
• Электромеханические прессы имеют большуюманевренность, сравнительно бесшумный привод.
Например, пресс марки Cs-311 фирмы
«Паннония» (Венгрия) предназначен для
внутрипроцессной и окончательной ВТО изделий:
верхней одежды, белья, трикотажных.
В прессе можно применять сменные подушки.
В прессе установлены механизм опускания и
подъема верхней подушки, система
пароснабжения, отсоса влаги и
электрооборудование.
16.
• Гидравлические прессы позволяют получать высокоедавление между подушками, имеют большую
маневренность.
Например, пресс марки ПГУ-3 с подушкой УП-3Э (плоская
универсальная размерами 1300х300мм) предназначен для
приутюживания клапанов, листочек, манжет, воротников,
лацканов и для других операций ВТО изделий.
Для закрывания верхней и нижней подушек и создания необходимого
усилия прессования используется индивидуальный гидравлический
привод. Он состоит из гидробака и лопастного насоса, который
нагнетает в рабочие силовые цилиндры масло из гидробака по
трубопроводу. Лопастной насос приводится в действие
электродвигателем.
• При эксплуатации прессов с гидравлическим приводом
необходимо обращать особое внимание на герметичность
систем, проводить профилактический осмотр для
предупреждения загрязнения маслом наружных частей
привода.
17. К группе специальных прессов относятся прессы, на которых выполняют операции определенного назначения.
При изготовлении платьев и белья используют
настольные фальцпрессы для загибания краев деталей
(планок, застежек, накладных карманов и т. д.).
Для приутюживания окатов рукавов используются ПЛГС,
Для сутюживания посадки по проймам рукавов – прессы
СПР-1, СПР-2, СПР-3(с пневматическим приводом), прессы
СПРГ-1, СПРГ-2, СПРГ-3 (с гидравлическим приводом),
пресс ПМ-1 – для приутюживания манжет мужских сорочек,
прессы ГПКС-П, ГПКС-Л – для обработки шлиц и низа
спинок пальто,
пресс БФС бортоформовочный – для мужских пальто,
18. Комплект оборудования для ВТО мужского пиджака фирмы «Макпи»
19. Варианты нижних подушек карусельного пресса модели 503.11 фирмы «Макпи»
503.11-1106 с прямолинейными подушками;503.11-1111 с прямолинейными подушками и устройством для
поперечного натяжения штанин, позволяющим избежать при
отделке отпечатка боковых швов;
503.11-1100 с дельтаобразными подушками.
20. Установка фирмы «Макпи»: а – модели 287 для прессования стана сорочки, плечевого пояса и боковых швов за один цикл; б – пресс модели 209.18 для о
Установка фирмы «Макпи»:а – модели 287 для прессования стана сорочки, плечевого
пояса и боковых швов за один цикл;
б – пресс модели 209.18 для обработки воротников и
манжет
21. Прессование плеч сорочки: а — с расширителем; б — без расширителя
22. Стол модели 127 фирмы «Макпи» для складывания сорочек
23. Отпариватель модели 046 фирмы «Макпи»: 1 – всасывающая труба; 2 – шланг подачи пара; 3 – элемент электронагрева; 4 – камера перегрева пара; 5 –
Отпариватель модели 046 фирмы «Макпи»:1 – всасывающая труба;
2 – шланг подачи пара;
3 – элемент электронагрева;
4 – камера перегрева пара;
5 – съемная щетка.
24.
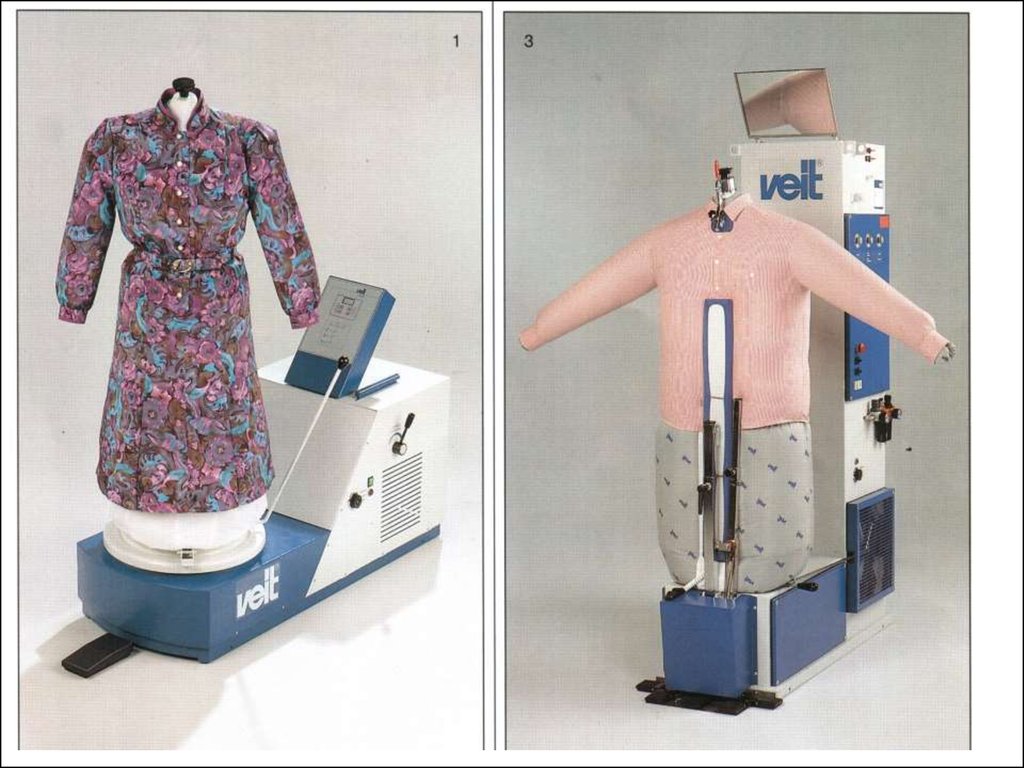
• Паровоздушные манекены предназначены дляокончательной ВТО плечевых изделий. В оборудовании
этого вида использован способ одновременного
воздействия тепла и влаги на всю обрабатываемую
поверхность изделий, благодаря чему паровоздушные
манекены имеют высокую производительность.
• ПВМГ-1 используется для отпаривания плечевых
изделий пальтово-костюмного ассортимента;
• МБ-401 – для отглаживания верхних участков брюк и
юбок;
• МПВУ-02 – для ВТО плечевых изделий из синтетических
и натуральных волокон.
25.
26.
27.
• Пресс-отпариватель отличается тем, что приработе подушки плотно зажимают
обрабатываемую деталь, верхняя подушка
обогревается паром и имеет множество
отверстий для его выхода.
• Утюжильные столы – один из наиболее
распространенных и простых по конструкции
видов оборудования. По конструкции различают
утюжильные столы с установкой основной
гладильной подушки на центральной опоре и с
установкой ее консольно.
28.
• Утюжильный стол марки СУ-М-1предназначен для ВТО верхних изделий
(для внутрипроцессной обработки пиджака,
внутрипроцессной и окончательной
обработки пиджака, внутрипроцессной и
окончательной обработки пальто и других
изделий) на предприятиях, оборудованных
технологическими установками по
производству промышленного пара.
• Рабочим органом стола является
прямоугольная подушка, которая
нагревается паром и имеет устройство для
отсоса пара.
29. Утюжильный стол модели 350 фирмы «Макпи» для разутюживания боковых швов брюк, юбок, платьев
30.
• Гладильные столы СУ-В применяют для внутрипроцессной ВТОженских и детских платьев;
• СУ-М (с механическим утюгом) – для различных швейных изделий;
• СУ-ОК (с электропаровым утюгом УПП-3М) – для мужских пиджаков;
• СУ-ОП – для пальто;
• СУ-1 Пл – для ВТО платьев.
• Гладильные столы могут быть составной частью утюжильной линии.
- линия Л1-СУ предназначена для легкой одежды.
- Помимо утюжильных столов СУ-1 Пл в нее входят паровые установки
УП-13 М, паро- и вакуум-проводы, катионовый водоумягчитель ВК-1 и
вакуумная установка УВГ-1.
- Утюжильная линия комплектуется 4…6 утюжильными столами и
установками, дающими промышленный пар.
- Электропаровой утюг УЭП является основным рабочим органом
утюжильного стола. Температура подошвы утюга регулируется
терморегулятором. При нажатии на педаль вакуум-отсоса (при
подключении стола к централизованному отсосу) открывается
вакуумный клапан и изделие просушивается.