 Промышленность
ПромышленностьПохожие презентации:

")




")



Технология сборки сварных и вальцованных соединений
1.
Технология сборки сварных ивальцованных соединений
2.
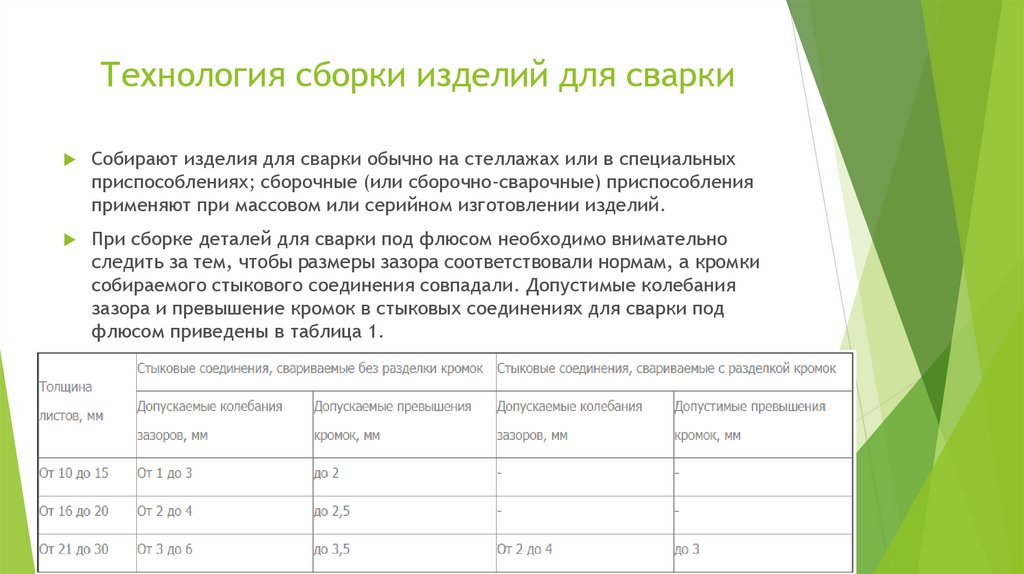
Технология сборки изделий для сваркиСобирают изделия для сварки обычно на стеллажах или в специальных
приспособлениях; сборочные (или сборочно-сварочные) приспособления
применяют при массовом или серийном изготовлении изделий.
При сборке деталей для сварки под флюсом необходимо внимательно
следить за тем, чтобы размеры зазора соответствовали нормам, а кромки
собираемого стыкового соединения совпадали. Допустимые колебания
зазора и превышение кромок в стыковых соединениях для сварки под
флюсом приведены в таблица 1.
3.
Величина допустимых зазоров в стыке в значительной степени зависит от наличияи формы подкладок. В тавровых соединениях, собираемых для последующей
сварки наклонным электродом поперек шва, зазор между соединяемыми
элементами может быть до 2 мм. В нахлесточных соединениях зазор между
листами не должен превышать 1,5 мм.
Требования к зазорам при сборке соединений для полуавтоматической сварки в
углекислом газе менее жесткие, чем для автоматической сварки в углекислом
газе и тем более для сварки под флюсом.
После установки деталей и выверки правильности сборки выполняют прихватку
соединений при помощи дуговой ручной сварки или полуавтоматической сварки в
углекислом газе.
Прихватки при сборке соединений под сварку в углекислом газе должны
выполняться толстопокрытыми электродами соответствующей марки либо
полуавтоматом в углекислом газе проволокой, предназначенной для сварки
данной стали.
Длина прихватки зависит от толщины свариваемого металла и составляет от 20 до
80 мм. Расстояние между прихватками по длине соединения должно быть не
больше 500 мм, особенно в соединениях из толстолистового металла.
4.
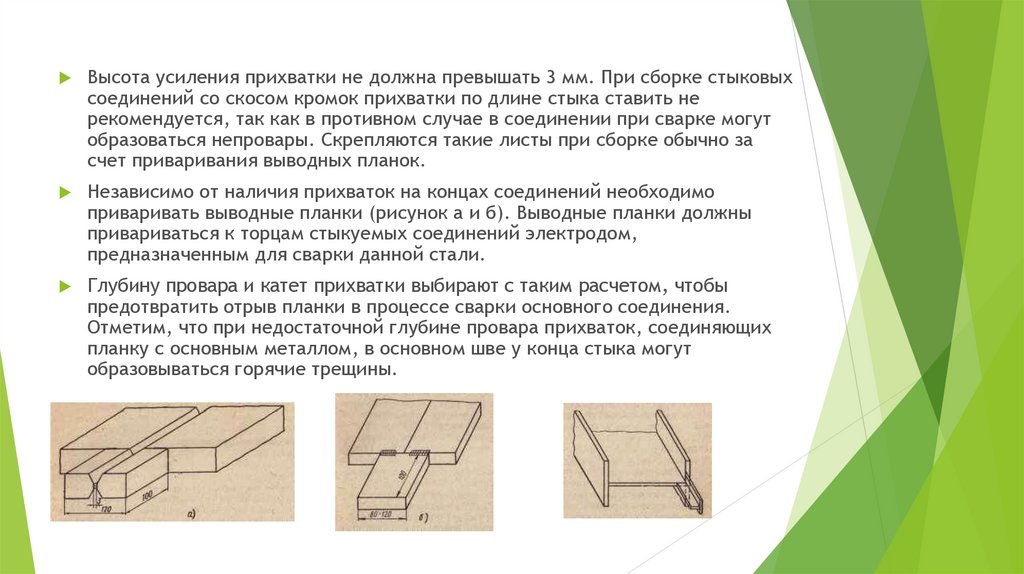
Высота усиления прихватки не должна превышать 3 мм. При сборке стыковыхсоединений со скосом кромок прихватки по длине стыка ставить не
рекомендуется, так как в противном случае в соединении при сварке могут
образоваться непровары. Скрепляются такие листы при сборке обычно за
счет приваривания выводных планок.
Независимо от наличия прихваток на концах соединений необходимо
приваривать выводные планки (рисунок а и б). Выводные планки должны
привариваться к торцам стыкуемых соединений электродом,
предназначенным для сварки данной стали.
Глубину провара и катет прихватки выбирают с таким расчетом, чтобы
предотвратить отрыв планки в процессе сварки основного соединения.
Отметим, что при недостаточной глубине провара прихваток, соединяющих
планку с основным металлом, в основном шве у конца стыка могут
образовываться горячие трещины.
5.
Оформление домашнего заданияОформить конспект в тетради
Ответить на контрольные работы
Оформлять работу письменно в тетради или в электронном документе
Word
Оформленную работу отправлять на электронную почту
ewgenij.butsikin@yandex.ru до 30.05.2020
Кто оформляет работу в тетради присылает фото ответов на вопросы
В письме укажите свою группу и фамилию.
6.
Домашнее заданиеКонтрольные вопросы:
1.Поясните почему сварку деталей по возможности необходимо выполнять
на сварочных столах.
2.Какие требования охраны труда необходимо соблюдать при работе с
электродуговой и полуавтоматической сваркой.
3.Поясните каким должен быть зазор на свариваемых деталях при работе
с полуавтоматическим сварочным аппаратом.
4.Поясните как необходимо делать прихватки при сборке стыковых
соединений.
5.Поясните в результате чего могут образоваться горячие трещены.