 Инженерная графика
Инженерная графикаПохожие презентации:










Разработка технологического процесса изготовления штампованной поковки
1.
КУРСОВАЯ РАБОТА НА ТЕМУ:РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ИЗГОТОВЛЕНИЯ
ШТАМПОВАННОЙ ПОКОВКИ
Выполнил студент группы Е483: Виноградов И.М.
Руководитель: Филин Д.С.
2.
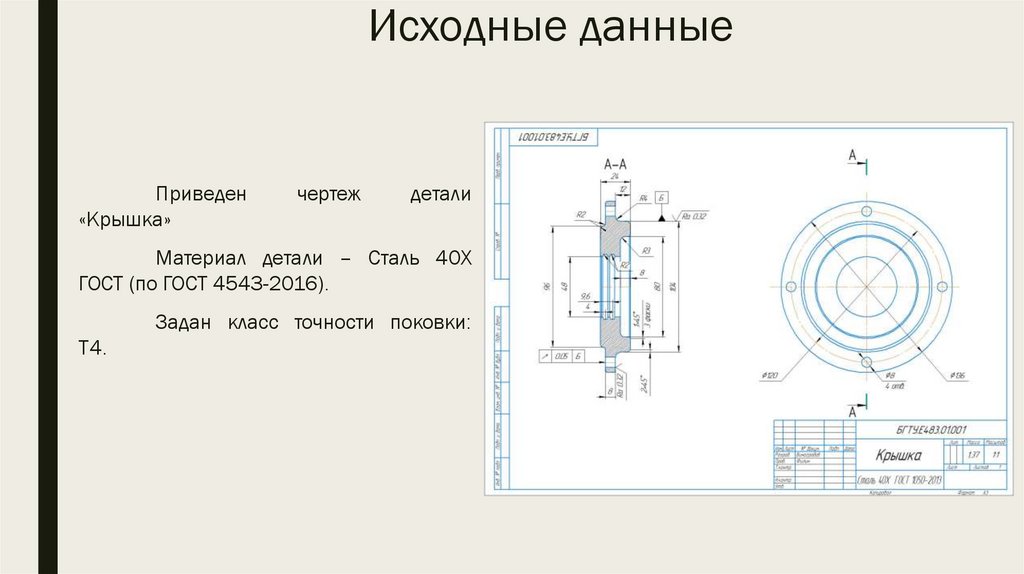
Исходные данныеПриведен
«Крышка»
чертеж
детали
Материал детали – Сталь 40Х
ГОСТ (по ГОСТ 4543-2016).
Задан класс точности поковки:
Т4.
3.
Цель и задачи работыЦелью работы является разработка технологического процесса изготовления
штампованной поковки детали «Крышка»
Задачи работы:
1. Классифицировать поковку для изготовления детали, определить индекс.
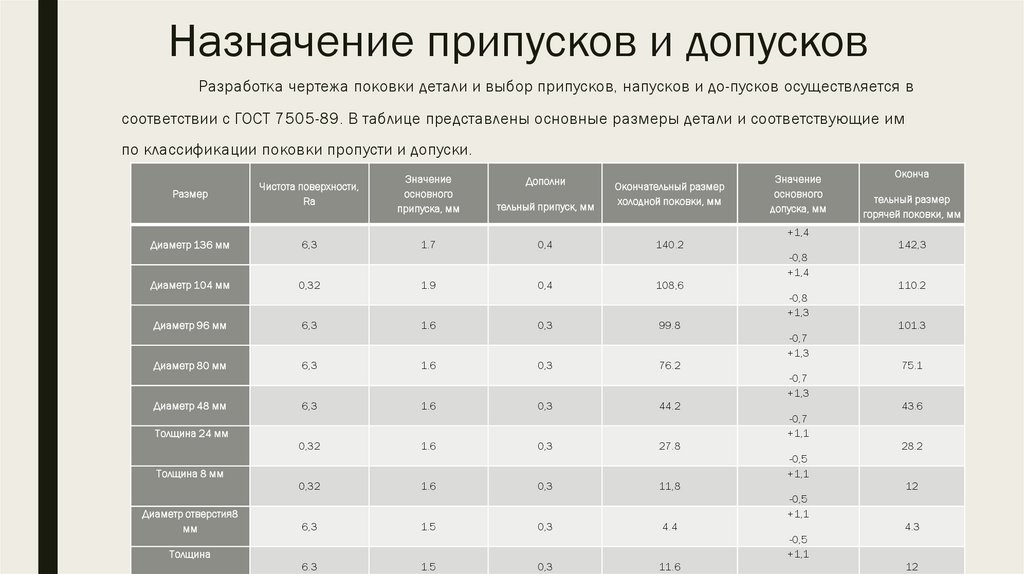
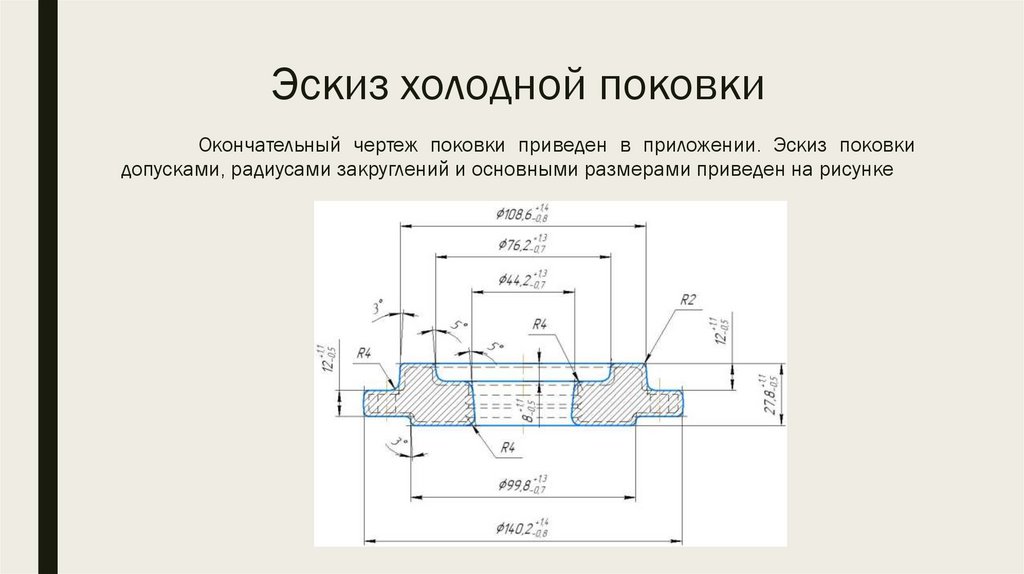
2. Определить основные и дополнительные припуски, напуски и допуски на размеры, а также
допустимые отклонения формы .Построить чертежи холодной и горячей поковки.
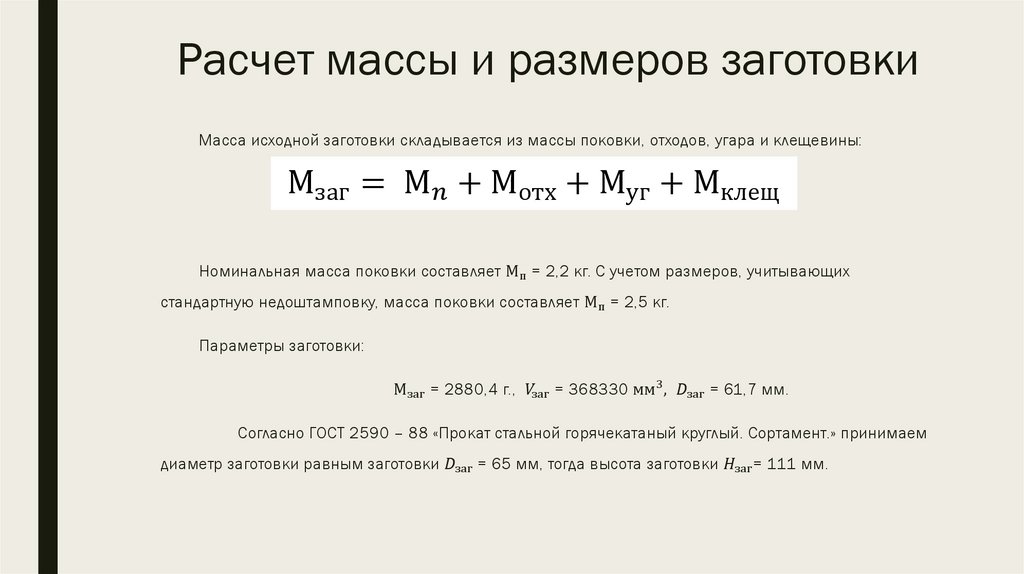
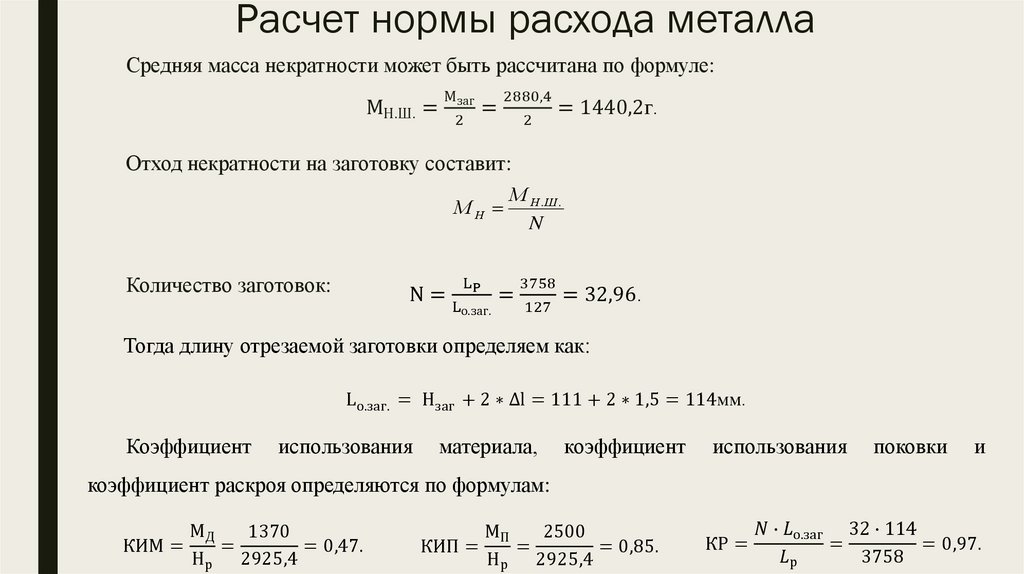
3. Определить массу и размеры заготовки для изготовления поковки, провести расчет нормы
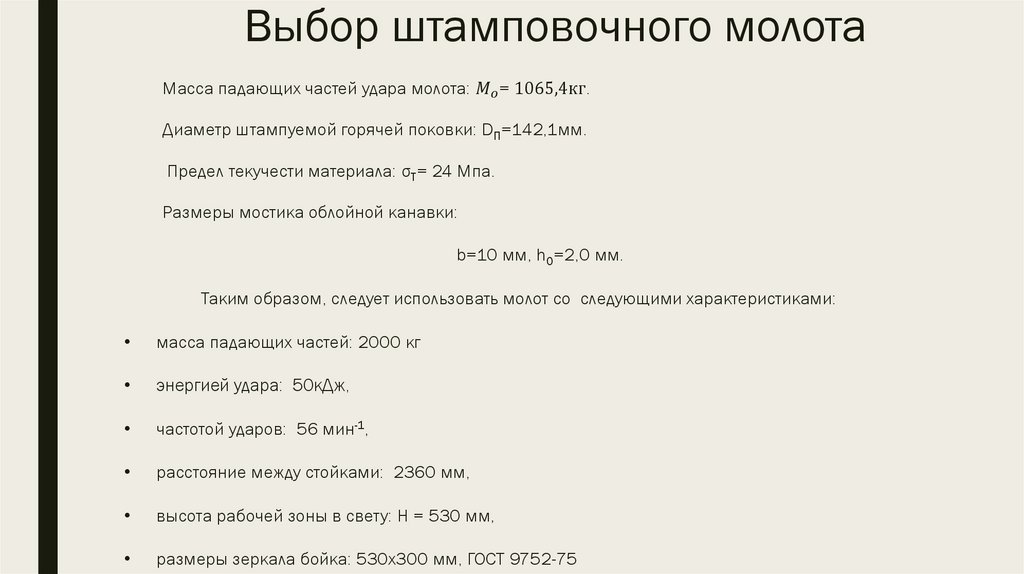
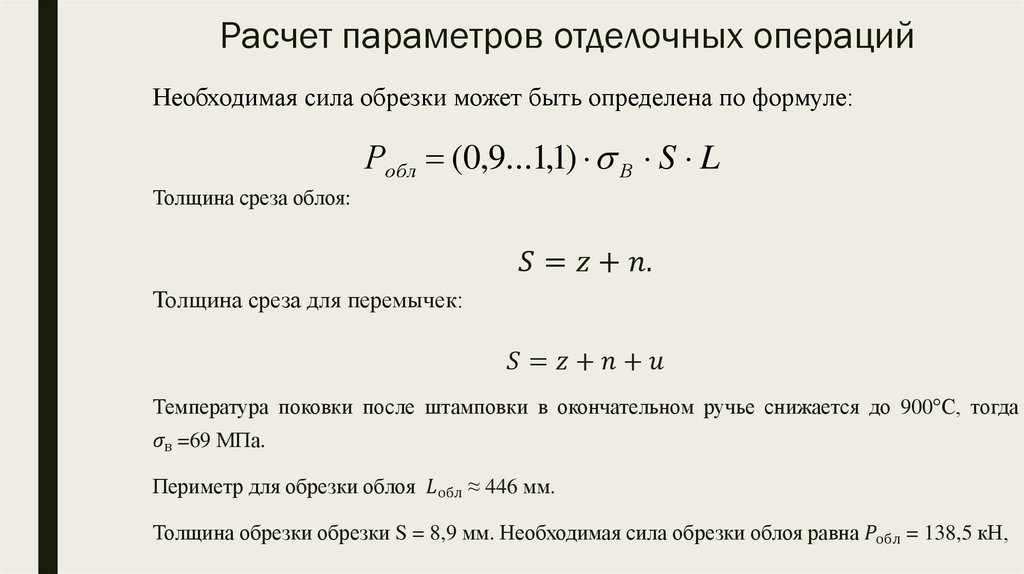
расхода металла, провести расчет массы падающих частей молота, силы обрезки облоя и
пробивки перемычек, назначить температурный режим штамповки и термообработки, а также
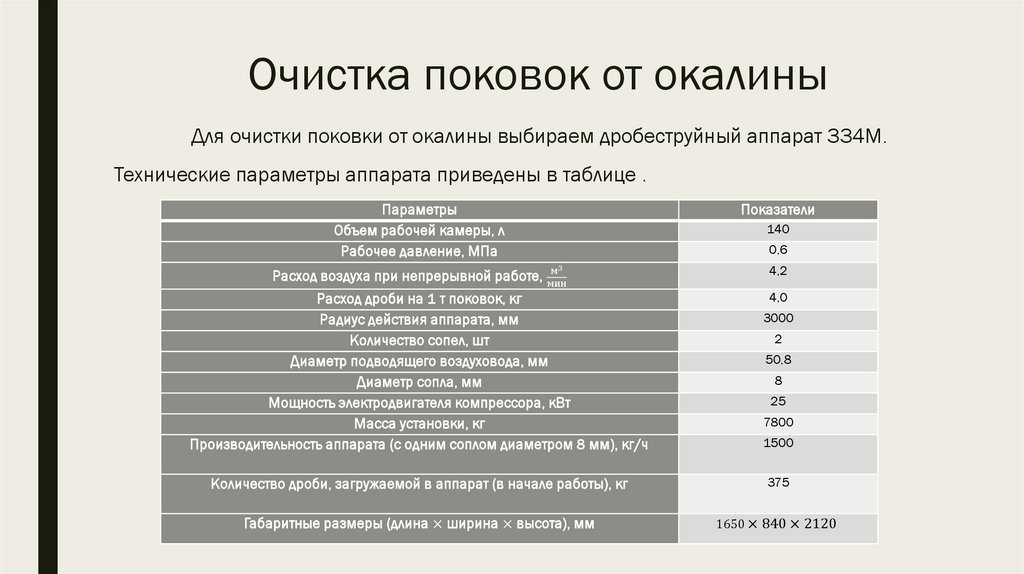
способ очистки.
4. Выбрать заготовительные и штамповочные ручьи.
4.
Классификация поковки и присвоениеиндекса
Номинальная масса детали согласно чертежу – 1,37 кг.
Деталь является круглой в плане, и может быть отнесена к группе 2.1, поэтому коэффициент для
определения расчетной массы поковки Kр= 1,6. Масса расчетной поковки составляет 2,2 кг.
В качестве фигуры простой формы, в которую можно вписать деталь, выбираем цилиндр.
Размеры цилиндра составляют соответственно: