








 Промышленность
Промышленность Инженерная графика
Инженерная графикаПохожие презентации:










Разработка технологического процесса и штамповой оснастки для производства детали «Стакан»
1.
Выпускная квалификационная работа на тему:Разработка технологического процесса и
штамповой оснастки для производства детали
«Стакан»
Выполнила студентка группы 1211
Алимова. В.А.
Специальность 22.02.05 Обработка металлов давления
Руководитель: Алешин Е.Ю.
2.
Актуальность3.
Основная цельЦель дипломной работы - разработка технологического
процесса и штамповой оснастки для изготовления детали
«Стакан». В процессе выполения работы требуется сделать
чертеж холодной поковки, определить размеры исходной
заготовки,и подобрать требуемое оборудование
4.
В качестве исходного задания был дан чертеж детали«Стакан». Данная деталь изготавливается из материала
Сталь 45 ГОСТ 1050-88.
Рисунок 1 – Деталь «Стакан»
5.
Чертеж холодной поковки разрабатываем всоответствии с ГОСТ 7505-89.
РИСУНОК 2- Чертеж холодной поковки
6.
.7.
Выбор КГШП К8544По силе окончательной штамповки с учетом габаритных
размеров штампа выбираем пресс К8544.
Номинальное усилие 25000 кН
Ход ползуна 350 мм
Расстояние между столом и ползуном 890 мм
Расстояние между столом и ползуном 890 мм
Мощность двигателя главного движения 970 кВт
Размер стола ширина/длинна 1200/1400 мм
Габариты станка
Длинна Ширина Высота (мм) 5350_4680_6400
Масса 200000 кг.
8.
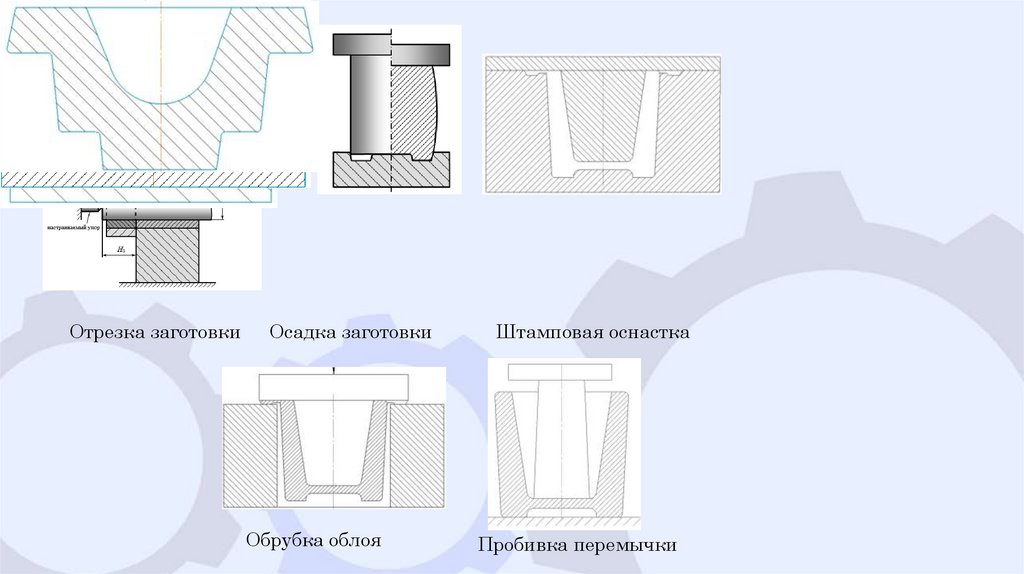
ТехнологияОтрезка заготовки
Осадка заготовки
Обрубка облоя
Штамповая оснастка
Пробивка перемычки
9.
Вариант штампа для прошивкиРисунок 2.4 - Совмещенный штамп для круглых в плане
поковок с диаметром прошиваемого отверстия менее 60 мм
1 — обрезной пуансон; 2 — нижний башмак;
3 — прошивной пуансон; 4 — обрезная матрица;
5 — верхний башмак
10.
11.
Финишная обработкаВ данном случае будем использовать
двухкамерный дробеструйный аппарат
модели 334, который позволяет производить
очистку сложных поковок с глубокими
полостями типа стаканов и втулок с фланцами.
Характеристика аппарата:
Объем рабочей камеры, л……………………………………………….140
Рабочее давление, МПа………………………………………………….0,6
Расход воздуха при непрерывной работе, м3/мин……………………..3.6
Расход дроби на одну тонну поковок, кг…………………………..2.4 ÷ 3.5
Радиус действия аппарата, мм…………………………………………3000
Вес, кг…………...………………………………………………………810
Габаритные размеры, мм:
длина……………………………………………………………..1500
ширина…………………………………………………………...1040
высота……………………………………………………………2040
Рисунок 2.5 - Двухкамерный дробеструйный
аппарат модели 334
12.
ЗаключениеСуществующие
позволило
технологические
процессы
были
усовершенствованы,
что
повысить ее качество и конкурентоспособность, а также уменьшить
количество оборудования и переходов, что уменьшило штучное время на
изготовление поковки.
По результатам проделанной работы можно сделать выводы о том, что
предлагаемая технология более экономичные по сравнению с существующими.
13.
СПАСИБО ЗАВНИМАНИЕ!