













Похожие презентации:










Конструкция изделия как информационный объект для моделирования технологического процесса
1. лк2. Конструкция изделия как информационный объект для моделирования технологического процесса
План:1 Графическая модель сборки швейного изделия
(конструктивный граф)
2 Выделение КТМ с использованием
конструктивного графа
3 КТМ как система. Конструктивное и
технологическое решение КТМ
2.
1 Графическая модель сборки швейного изделия(конструктивный граф)
Конструкция – состав и взаимное расположение
частей какого-либо устройства или объекта, а также
само устройство или объект.
Процесс сборки конструкции швейных изделий можно представить как
множество скачкообразных переходов предметов труда из одного
конструктивного состояния в другое – более крупное.
Конструктивное состояние предмета труда – это форма,
взаимное положение и связь частей (элементов)
конструкции изделия.
Каждый такой переход достигается соответствующим набором т.н.о.,
составляющим в совокупности элемент ТПШИ.
3.
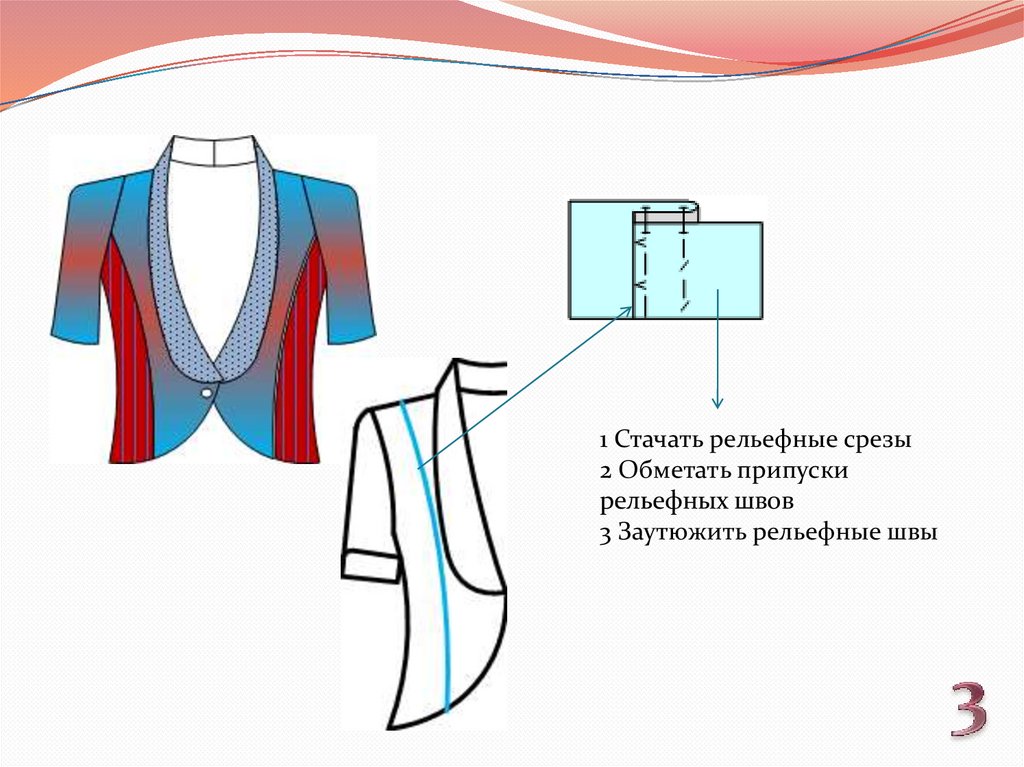
1 Стачать рельефные срезы2 Обметать припуски
рельефных швов
3 Заутюжить рельефные швы
4.
Конструктивный графG = (X, U)
Вершинам данного графа X = {xi} соответствуют различные
конструктивные состояния предметов труда
Рёбра, соединяющие вершины U = {uj} обозначают
конструктивные переходы, т.е. переходы предметов труда
из предыдущего конструктивного состояния в
последующее, более крупное
5.
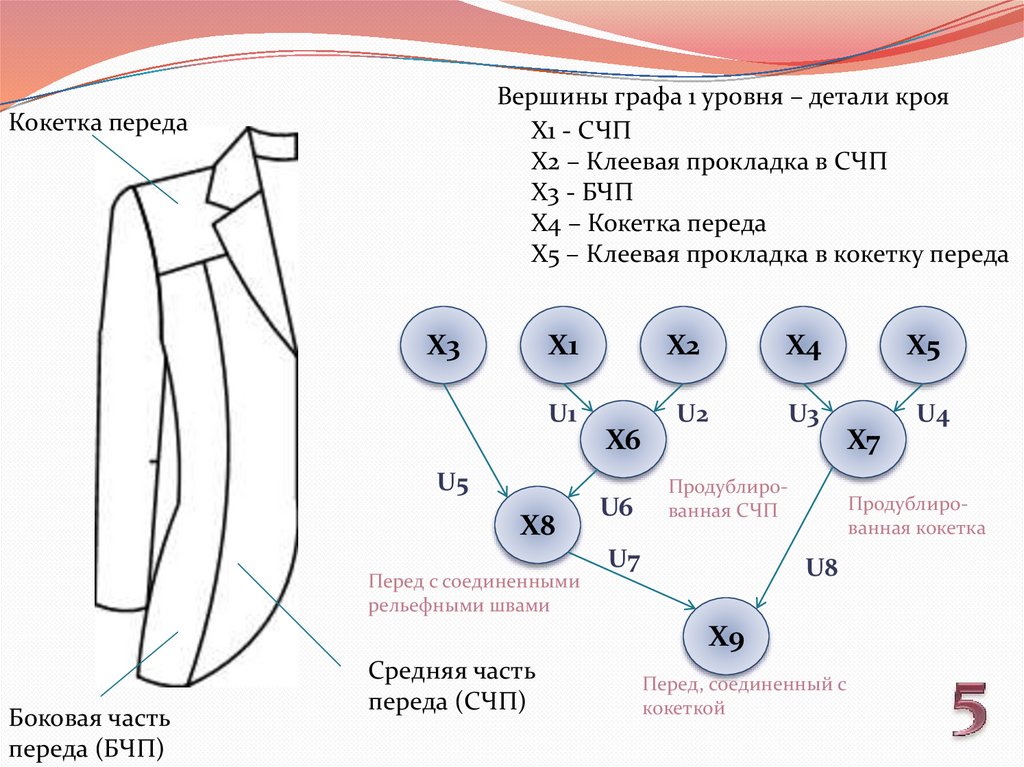
Вершины графа 1 уровня – детали крояХ1 - СЧП
Х2 – Клеевая прокладка в СЧП
Х3 - БЧП
Х4 – Кокетка переда
Х5 – Клеевая прокладка в кокетку переда
Кокетка переда
Х3
Х1
U1
U5
Х8
Перед с соединенными
рельефными швами
Х2
Х6
U6
Х4
U2
U3
Продублированная СЧП
U7
Боковая часть
переда (БЧП)
Х7
U4
Продублированная кокетка
U8
Х9
Средняя часть
переда (СЧП)
Х5
Перед, соединенный с
кокеткой
6.
Классификация конструктивных состоянийДК – деталь кроя – часть плоскости раскраиваемого
материала, ограниченного контурами срезов.
ДИ – деталь изделия – производится из ДК
посредством начальной технологической
обработки (НТО) или без нее.
НТО – любая обработка на детали кроя, кроме соединения ее с другой деталью кроя
(вытачки, защипы, обметывание срезов, вышивка, фальцевание).
Если НТО = 0, то говорят об условном переходе ДК в ДИ.
СЕ – сборочная единица – конструктивное состояние
предмета труда, образующееся при изготовлении
швейного изделия и состоящее из двух и более деталей
изделия, могут быть простыми и сложными.
7.
ПСЕ – простые сборочные единицы – образуютсяпутем одновременного или последовательного
соединения деталей изделия.
ПСЕ1 (первого порядка) – одновременное соединение
нескольких ДИ.
ПСЕ2…n (второго, третьего и последующих порядков) –
образуются путем присоединения к ПСЕn-1 одной или нескольких ДИ
ССЕ – сложные сборочные единицы – образуются
путем последовательного или параллельного
соединения нескольких ПСЕ и ДИ.
ССЕ1 - минимальное количество ПСЕ в ССЕ1 равно двум.
ССЕ2…n – получаются при соединении ССЕn-1 их с ПСЕ или ДИ.
СК – сборочный комплекс представляет собой
конструктивно и технологически завершенную часть
конструкции изделия, составляющую основной
элемент ее сборки.
8.
БЧПДК1
СЧП
клеевая
в СЧП
ДК2
ДК3
НТО=0
клеевая в
кокетку
кокетка
ДК4
ДК5
НТО=0
ДИ1
НТО=0
ДИ3
ДИ2
ПСЕ1
ПСЕ2
9.
2 Выделение КТМ с использованиемконструктивного графа
1 Технологическая завершенность
обработки относительно
самостоятельной части изделия
2 Функциональная целостность
3 Отсутствие причинно-следственных
связей с методами обработки других
частей изделия.
конструктивнотехнологический
модуль
КТМ изделия характеризует функционально завершенную
в технологическом отношении
по обработке и сборке одной относительно
самостоятельной
изделия .
ПРИМЕРЫ КТМ: обработка вытачек, дублирование деталей,
обтачивание клапана, соединение подзора с подкладкой кармана
10.
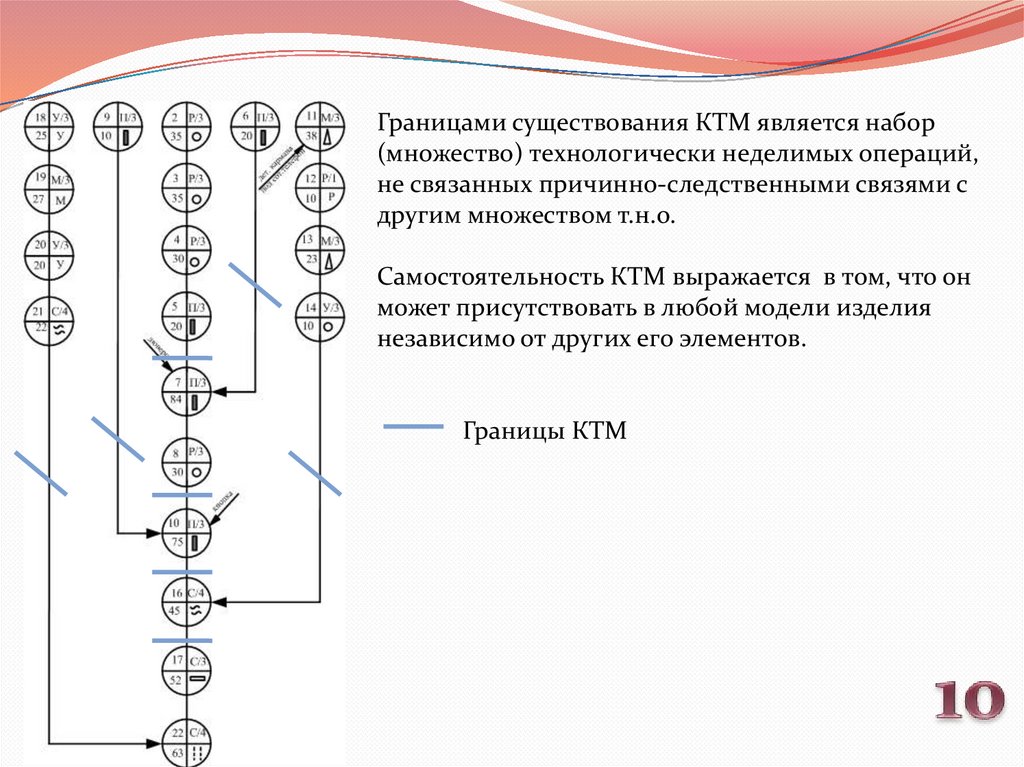
Границами существования КТМ является набор(множество) технологически неделимых операций,
не связанных причинно-следственными связями с
другим множеством т.н.о.
Самостоятельность КТМ выражается в том, что он
может присутствовать в любой модели изделия
независимо от других его элементов.
Границы КТМ
11.
Конструктивный графГраф ТПШИ
- идентичность структур конструктивных
переходов при сборке конструкции изделия и
технологических процессов, обеспечивающих
эти переходы;
- отсутствие причинно-следственных связей
между процессами, обеспечивающими каждый
конструктивный переход, возможность
альтернативного решения частей задачи.
12.
Выделение КТМ по конструктивному графу1 этап. Разбить (разрезать) КГ на подграфы,
отражающие конструктивные переходы предметов
труда
2 этап. Каждому элементарному графу поставить в
соответствие КТМ.
13.
Выделение КТМ по конструктивному графуБЧП
ДК1
СЧП
клеевая
в СЧП
ДК2
ДК3
НТО=0
клеевая в
кокетку
кокетка
ДК4
ДК5
НТО=0
ДИ2
ДИ1
НТО=0
ДИ3
ПСЕ1
ПСЕ2
14.
Задача разрезания конструктивного графаG = (X, U)
Вершины X = {xi} ,рёбра U = {uj}
Нужно разрезать КГ на подграфы
gk ={x, u}
x X , u U , k 1,..., n
где n –число подграфов, на которые разрезается граф.
15.
БЧПДК1
СЧП
клеевая
в СЧП
ДК2
ДК3
НТО=0
клеевая в
кокетку
кокетка
ДК4
ДК5
НТО=0
ДИ2
ДИ1
НТО=0
ДИ3
ПСЕ1
ДК2
ДК3
ПСЕ2
ДИ2
ДИ1
ПСЕ1
ДИ2
16.
Укрупненный графДК1
ДК2
ДК3
ДК4
ДИ2
ДИ1
ДК5
ДИ3
ПСЕ1
ПСЕ2
17.
Граф ТПШИ на основе укрупненного графаПрисоединение кокетки
Дублирование кокетки
Соединение
рельефных срезов
Дублирование СЧП
18.
Разрезание укрупненного графа5 Притачать кокетку к переду, М/3
6 Заутюжить шов притачивания кокетки к
переду в сторону кокетки, У/2
2 Продублировать
кокетку клеевой
прокладкой, П/2
3 Стачать рельефные
срезы, М/3
4 Заутюжить
рельефные швы, У/3
1 Продублировать СЧП
клеевой прокладкой, П/2
19.
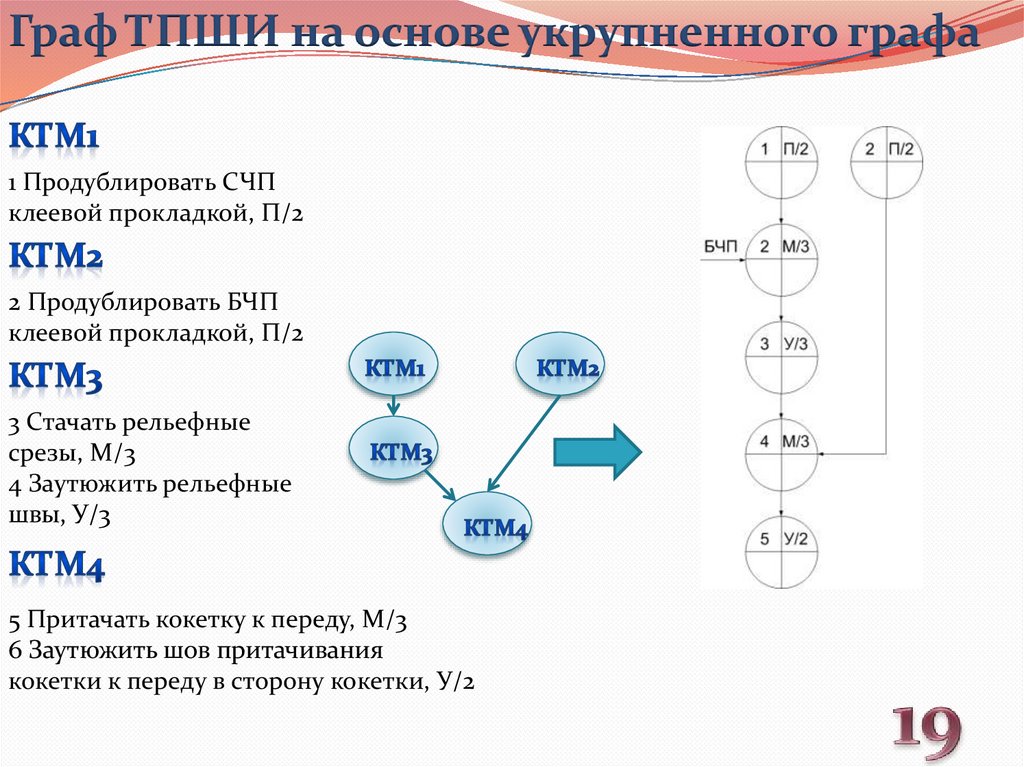
Граф ТПШИ на основе укрупненного графа1 Продублировать СЧП
клеевой прокладкой, П/2
2 Продублировать БЧП
клеевой прокладкой, П/2
3 Стачать рельефные
срезы, М/3
4 Заутюжить рельефные
швы, У/3
5 Притачать кокетку к переду, М/3
6 Заутюжить шов притачивания
кокетки к переду в сторону кокетки, У/2
20. 3 КТМ как система. Конструктивное и технологическое решение КТМ
обеспечение конструктивного перехода предметатруда из предыдущего относительно завершенного
состояния в последующее посредством набора т.н.о.
устанавливает связи между т.н.о.
КТМ – элемент ТПШИ
могут быть конструктивными и технологическими.
21.
Конструктивное решение КТМКХ1
КХ2
КХ3
тип и подтип конструктивных элементов,
обеспечивающих переход конструкции
изделия из одного состояния в другое;
пространственное решение КТМ;
атрибуты внешнего вида конструкции
изделия
КРКТМ = {КХ1, КХ2,КХ3}.
22.
Конструктивное решение КТМКХ1
тип КЭ - поверхность, срез, ГОЭ или
готовое изделие
КХ2
определяется взаимным
расположением деталей и их КЭ
КХ3
Характеристика формы КЭ,
выполняемых отделочных строчек и пр.
КРКТМ = {КХ1, КХ2,КХ3}.
23.
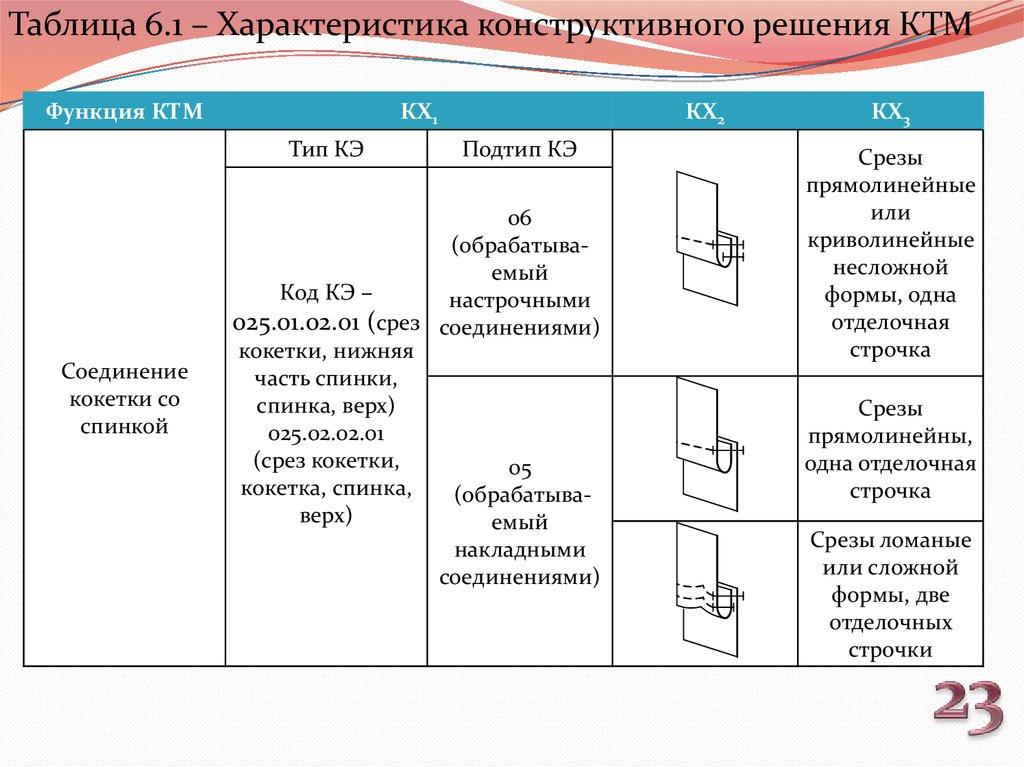
Таблица 6.1 – Характеристика конструктивного решения КТМФункция КТМ
КХ1
Тип КЭ
Соединение
кокетки со
спинкой
КХ2
Подтип КЭ
06
(обрабатываемый
Код КЭ –
настрочными
025.01.02.01 (срез соединениями)
кокетки, нижняя
часть спинки,
спинка, верх)
025.02.02.01
(срез кокетки,
05
кокетка, спинка,
(обрабатываверх)
емый
накладными
соединениями)
КХ3
Срезы
прямолинейные
или
криволинейные
несложной
формы, одна
отделочная
строчка
Срезы
прямолинейны,
одна отделочная
строчка
Срезы ломаные
или сложной
формы, две
отделочных
строчки
24.
Технологическое решение КТМТРКТМ = {МО, МС, МОС}
где МО – множество операций по обработке,
МС – соединению,
МОС – последующей обработке частей изделия.
25.
Системный подход к объекту и процессумоделирования КТМ предполагает выполнение
следующих этапов:
формирование функции КТМ;
определение допустимых вариантов КР КТМ;
установление содержание функции КТМ, его
элементарных подфункций;
проектирование вариантов ТР и структуры КТМ.
26.
2 Проектирование конструктивного решения КТМПризнаки, по которым осуществляется выбор КР КТМ:
количество обрабатываемых (соединяемых) деталей;
количество обрабатываемых (соединяемых) КЭ;
конфигурация линии среза (линии перегиба) в
изделии;
взаимное расположение деталей относительно линии
соединения;
расположение припусков соединения относительно
линии соединения и т.д.
27.
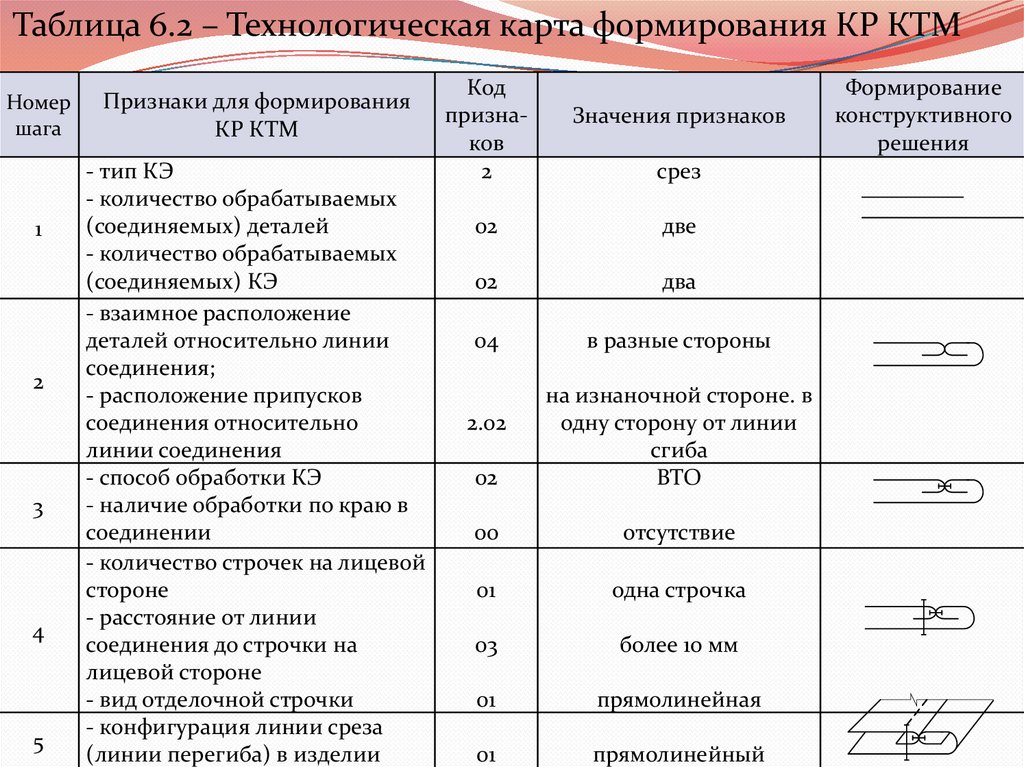
Таблица 6.2 – Технологическая карта формирования КР КТМНомер
шага
1
2
3
4
5
Признаки для формирования
КР КТМ
- тип КЭ
- количество обрабатываемых
(соединяемых) деталей
- количество обрабатываемых
(соединяемых) КЭ
- взаимное расположение
деталей относительно линии
соединения;
- расположение припусков
соединения относительно
линии соединения
- способ обработки КЭ
- наличие обработки по краю в
соединении
- количество строчек на лицевой
стороне
- расстояние от линии
соединения до строчки на
лицевой стороне
- вид отделочной строчки
- конфигурация линии среза
(линии перегиба) в изделии
Код
признаков
2
Значения признаков
срез
02
две
02
два
04
в разные стороны
02
на изнаночной стороне. в
одну сторону от линии
сгиба
ВТО
00
отсутствие
01
одна строчка
03
более 10 мм
01
прямолинейная
01
прямолинейный
2.02
Формирование
конструктивного
решения
28.
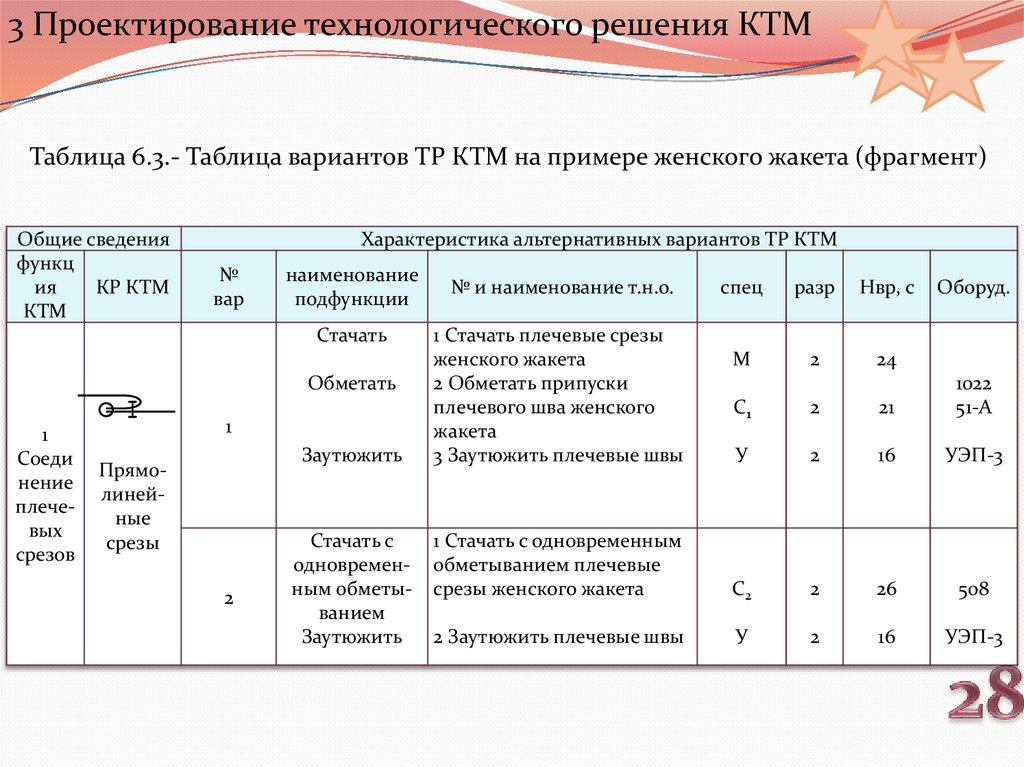
3 Проектирование технологического решения КТМТаблица 6.3.- Таблица вариантов ТР КТМ на примере женского жакета (фрагмент)
Общие сведения
функц
ия
КР КТМ
КТМ
Характеристика альтернативных вариантов ТР КТМ
№
вар
наименование
подфункции
Стачать
Обметать
1
Соеди
нение
плечевых
срезов
1
Заутюжить
Прямолинейные
срезы
2
Стачать с
одновременным обметыванием
Заутюжить
№ и наименование т.н.о.
1 Стачать плечевые срезы
женского жакета
2 Обметать припуски
плечевого шва женского
жакета
3 Заутюжить плечевые швы
спец
разр
Нвр, с
М
2
24
Оборуд.
С1
2
21
1022
51-А
У
2
16
УЭП-3
1 Стачать с одновременным
обметыванием плечевые
срезы женского жакета
С2
2
26
508
2 Заутюжить плечевые швы
У
2
16
УЭП-3