

































































 Промышленность
ПромышленностьПохожие презентации:










Вспомогательное оборудование и аппаратура ТИГ. Способы зажигания дуги
1. Вспомогательное оборудование и аппаратура ТИГ
Способы зажигания дуги2.
3. Выбор способа сварки на аппарате
4. Зажигание дуги может осуществляться:
• Разрядом высоковольтного источника –осциллятора
– При сварке дуга возбуждается с расстояния 12мм
• Способ мягкого пуска (автоматическое
снижение тока 10-30% от сварочного тока)
• Коротким замыканием – редко,
нежелательно
5.
6.
7. Установки для ТИГ сварки
• Источник тока для сварки неплавящимся электродомобычно конструктивно объединяется с устройством для
поджига дуги и аппаратурой управления циклом сварки
и подачей защитного газа.
• Это устройство снабжается сварочной горелкой или
комплектом горелок на разные токи, комплектом
соединительных проводов и шлангов.
• Источник тока для сварки переменным током включает
в себя устройство для подавления постоянной составляющей тока, с ним конструктивно объединяется также
стабилизатор горения дуги.
• В таком виде эти изделия содержат все необходимое
для ручной сварки и называются установками для
сварки постоянным или соответственно переменным
током.
8. Импульсные стабилизаторы дуги
• Основным недостатком работытрансформатора является невысокая
стабильность горения дуги.
• Для ликвидации этого недостатка
применяют импульсные стабилизаторы
дуги. (УСГД)
9. Стабилизатор
• расширяет технологические возможностисварочного трансформатора и позволяет
• выполнять сварку на переменном токе
– электродами УОНИ(для РДС),
– ручную дуговую сварку неплавящимся
электродом изделий из легированных сталей и
алюминиевых сплавов.
• позволяет экономичнее использовать
электроэнергию,
• уменьшить эксплуатационные расходы,
• ликвидировать магнитное дутье.
10. Осциллограммы источника переменного тока
без вспомогательных устройствсо вспомогательными устройствами
11. Устройства подавления постоянной составляющей тока
Из-за различия теплофизических свойств вольфрама и материала свариваемых
деталей и разных условий нагрева анодного и катодного участков дуги при сварке на
переменном токе значения напряжения дуги при положительном и отрицательном
полупериоде тока отличаются, то есть нарушается симметрия полупериодов
относительно нулевого значения и появляется так называемая постоянная
составляющая тока IПС.
Наличие IПС приводит к затрудненному зажиганию дуги при отрицательных
полупериодах, а на малых токах дуга начинает работать как выпрямительный
вентиль и стабильность ее горения резко падает.
Кроме того, постоянная составляющая тока увеличивает магнитное сопротивление
вторичных обмоток силового трансформатора и снижает мощность, отдаваемую
дуге.
Самым простым способом компенсации постоянной составляющей тока IПС
является включение в сварочный контур параллельно вторичной обмотке силового
трансформатора RC цепочки, которая состоит из мощного резистора и
электролитического конденсатора.
При разрядке конденсатор дает импульсы тока в обратной полярности, что смещает
отрицательные полупериоды тока и убирает постоянную составляющую тока IПС.
Другой способ компенсации IПС — включение в сварочный контур
полупроводникового однополупериодного выпрямителя или тиристорного
коммутатора.
12. Генераторы импульсов
• представляют собой достаточно сложнуюэлектронную схему и обычно применяются в
мощных промышленных установках.
• Они осуществляют цикл сварки, существенно
повышающий качество сварного соединения.
13. Генератор
• управляет открытием электромагнитного газовогоклапана и позволяет осуществлять
предварительный (до зажигания дуги) и
последующий (после гашения дуги) обдув
защитным газом.
– Регулирование времени плавного нарастания тока до
номинального уровня при зажигании дуги
предохраняет вольфрамовый электрод от разрушения
и попадания частичек вольфрама в сварной шов.
– Регулирование времени плавного снижения тока при
окончании сварки предотвращает образование кратера
и пористости.
14. Предварительная подача газа.
• При зажигании дуги, в случаенедостаточной защиты зоны сварки, дуга
горит нестабильно и происходит
интенсивный износ электрода, поэтому
начинают подавать защитный газ
за 0,1 - 0,5 сек до запуска дуги.
• Это действие называется подачей
защитного газа до зажигания дуги.
15. Продувка газом после окончания сварки
• если выключать защитный газ одновременно спрекращением дуги, вольфрамовый электрод и
ванна расплавленного металла, находящиеся в
раскаленном состоянии, подвергаются
значительному окислению, что приводит к
износу электрода и сварочным дефектам
• Чтобы предотвратить это, необходимо
продолжать подавать защитный газ в течение
5-30 сек, пока электрод и ванна расплавленного
металла не остынут достаточно.
16. Схема управления последовательностью
• Как изложено выше, в качестве схемы управления дляАргонодуговой сварки существуют схема генерации высокой
частоты, схема управления защитным газом и т.д., которые
осуществляют ряд действий;
– (1) Нажатием выключателя горелки начнется подаваться защитный
газ.
будет приложено напряжение высокой частоты, под наведением
которого зажжется дуга.
– (2) В случае сварки на постоянном токе после зажигания дуги
напряжение высокой частоты автоматически прекращается, но в
случае сварки на переменном токе приложение высокой частоты
продолжается и в процессе сварки.
– (3) Повторным нажатием выключателя горелки дуга прекратится
, но защитный газ будет подаваться в течение несколько секунд.
• Управление этими действиями
управления последовательностью
осуществляет
схема
17.
• При такой схеме цикла сварки регулируются всесоставляющие цикла (токи и время)
• Наиболее важной составляющей является ток заварки
кратера — при плавном спаде тока в конце сварки
происходит равномерная и качественная заварка кратера
шва, что дает возможность завершать сварку на самом
изделии, не прибегая к трудоемкой технологии установки
выводных пластин
18. Управление циклом
• С помощью кнопки на горелке– 2-хтактный – для коротких швов
– 4-хтактный - при выполнении длинных швов
19. 2-тактный режим работы
• - 1-й такт: при нажатии кнопки горелкиначинается сварка
- 2-й такт: при отпускании кнопки горелки
сварка прекращается
20. 4-тактный режим
• - 1-й такт: при нажатии кнопки горелки начинается сварка напониженном «стартовом» токе, что позволяет аккуратно
подготовить сварочную ванну. Стартовый ток регулируется
отдельной рукояткой.
• - 2-й такт: при отпускании кнопки аппарат переключается в
основной режим, и сварка продолжается на установленном
«основном» токе.
• - 3-й такт: при повторном нажатии кнопки горелки сварочный
аппарат переходит в режим «заварки кратера». В этом режиме
устанавливается пониженный «ток заварки кратера» что
позволяет качественно завершить сварочный шов
• - 4-й такт: при отпускании кнопки горелки сварка прекращается.
21.
• В некоторых аппаратах режим стартового токаи заварки кратера отсутствуют, и используется
упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки
начинается сварка
- 2-й такт: при отпускании кнопки сварка
продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки
сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки
сварка прекращается.
22.
23. Циклограмма аргоно-дуговой сварки
24. Источник постоянного тока
25. Источник переменного тока
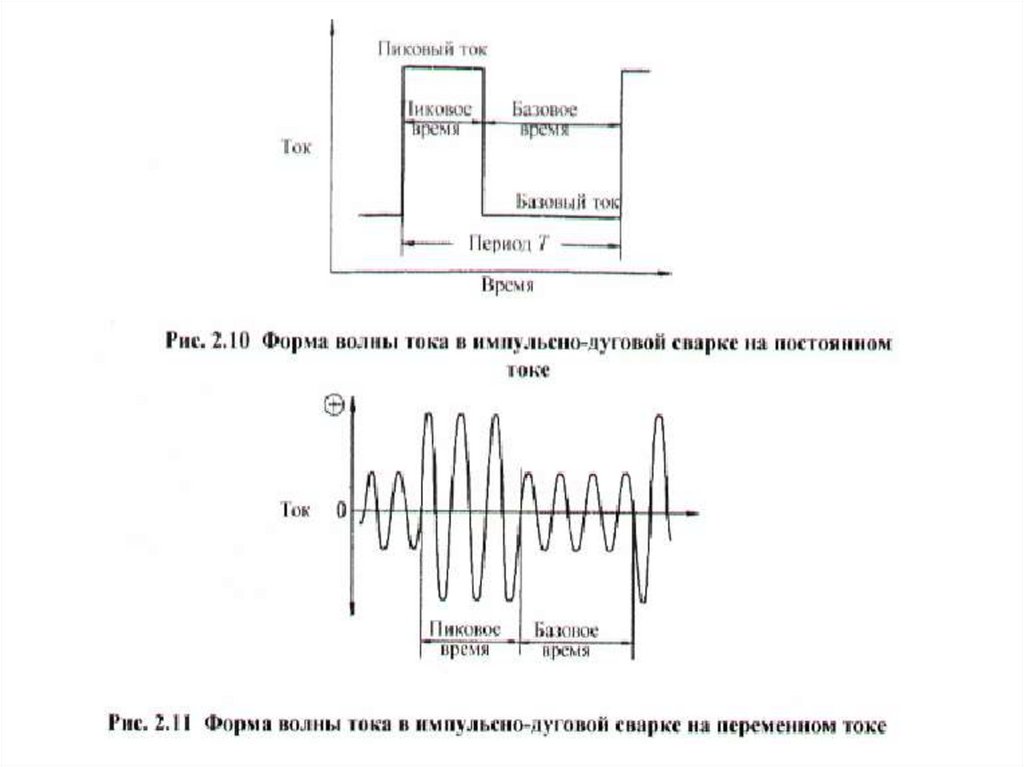
26. Источники питания импульсно-дуговой сварки
Источники питания импульснодуговой сварки• Под импульсно-дуговой сваркой
подразумевается сварка, при которой силе
тока придают изменение по определенным
периодам и используют источник питания
импульсно-дуговой сварки.
• Импульсно-дуговая сварка может быть
произведена на постоянном токе и на
переменном токе
27.
28. по частоте импульсно-дуговая сварка подразделяется
• (1) Импульс низкой частоты (несколько Гцили менее),
• (2) Импульс средней частоты (несколько
десятков Гц - несколько сотен Гц),
• (3) Импульс высокой частоты (несколько
сотен Гц или более).
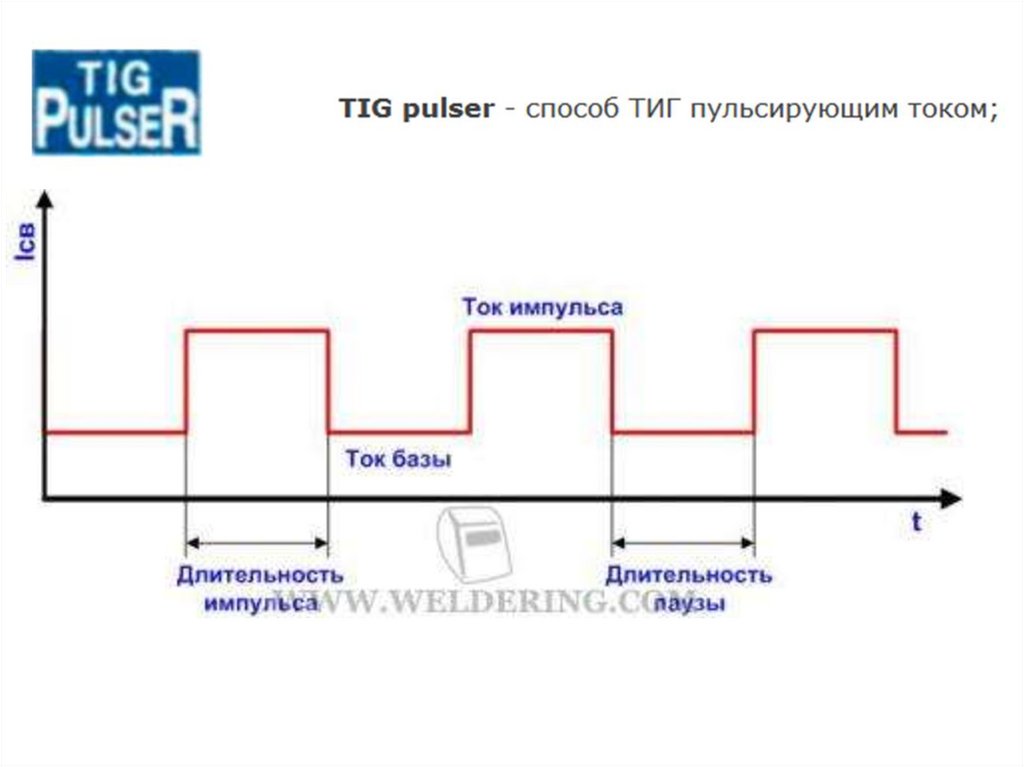
29. Импульсный режим тиг сварки
• одна из важнейших функций аргонодуговогоаппарата.
– в течение сварочного цикла ток сварки меняется
от максимального (ток импульса) до
минимального (ток паузы) значения с
определенной частотой.
– существенно облегчает процесс на малых токах,
– обеспечивает устойчивость дуги,
– минимизирует коробление металла и перегрев.
30.
31. Сварка в импульсном режиме
• ведется на постоянном и переменном токе.• ее применяют для металлов небольших
толщин
• в том случае, если процесс проводится без
присадочного прутка.
• при правильном подборе параметров
импульсов и пауз удается
– снизить опасность прожога и
– получить равномерное проплавление шва по всей
длине с минимальными деформациями.
32. Импульсный режим сварки
• устанавливаются два уровня тока:– ток импульса и ток базы.
• Значение тока базы выбирается из условия
поддержания горения дуги.
• Плавление основного металла осуществляется
током импульса,
• во время паузы сварочная ванна остывает (вплоть
до полной кристаллизации в зависимости от
параметров импульсного режима).
• Длительности импульса и паузы могут
регулироваться.
33.
• При импульсной сварке шов выглядит, какряд наложенных друг на друга сварных
точек, причем степень их перекрытия
зависит от скорости сварки.
34.
35.
• Программное управление током в такихисточниках осуществляется с помощью
маломощного генератора импульсов полупроводникового мультивибратора
36. Источник разнополярных импульсов
37.
https://www.youtube.com/watch?time_continue=154&v=wuu8DOX-1is&feature=emb_logo
38. комплект оборудования
должен обеспечить• поставку аргона,
• регулировать режим его подачи,
• иметь источник тока и
• устройства для розжига дуги.
39.
40. Основными элементами установок для ТИГ сварки являются
– источник питания,– осциллятор,
– стабилизатор дуги,
– генератор импульсов тока,
– регулятор нарастания/спада тока,
– устройство подавления постоянной
составляющей тока и
– электромагнитный газовый клапан.
41. Обычно в одном корпусе с источником питания размещаются
• система охлаждения сварочной горелки(встроенный водоохладитель при жидкостной
системе охлаждения) и
• электронные схемы системы управления
сварочным процессом, включающие
– осцилляторы (возбудители дуги),
– устройства подавления постоянной составляющей тока
(используются в установках переменного тока),
– генераторы импульсов,
– устройства заварки кратера (блоки формирования
спада тока),
– фильтры и т. д
42. Подпишите перечисленные составляющие схемы.
43.
44.
Сварочная горелка45. назначение горелки для дуговой сварки ТИГ
• жесткое фиксирование вольфрамовогоэлектрода (W-электрода) в требуемом
положении,
• подвод к нему электрического тока и
• равномерного распределения потока
защитного газа вокруг сварочной ванны
• охлаждения токоведущих частей воздухом
или водой
46.
47.
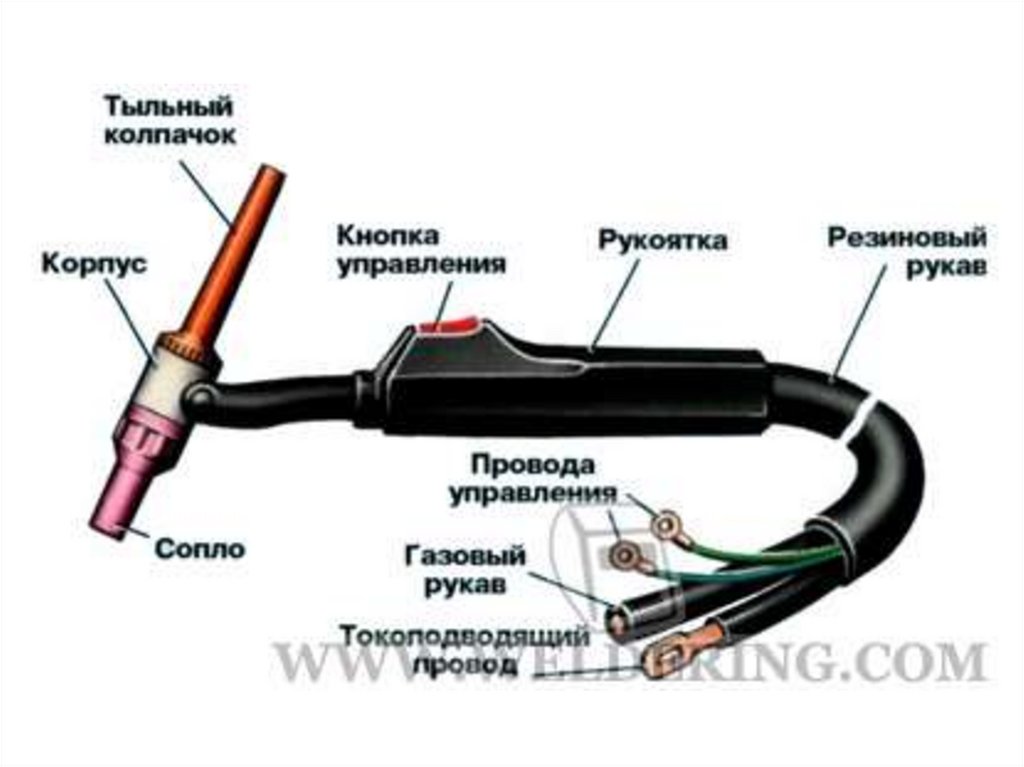
48. Сварочная горелка
• Она состоит из корпуса (ручки) и головки покрытойизолирующим материалом.
• в рукоятку горелки встроена кнопка управления для
включения и выключения тока сварки и защитного газа.
– Некоторые современные горелки имеют кнопку
управления током в процессе сварки.
• Цанга позволяет жестко закрепить W-электрод в горелке;
– для этого необходимо закрутить тыльный колпачок до
отказа.
• Обычно, тыльный колпачок достаточно длинный, чтобы
вместить в себя всю длину электрода, как это показано на
рисунке. Но для работы в стесненных условиях горелки могут
снабжаться и короткими колпачками
49.
50.
51.
• Для закрепления W-электрода откручиваюттыльный колпачок, освобождая цангу.
• В зависимости от диаметра электрода
подбирают цангу нужного размера.
• Вставив электрод в цангу, а цангу в корпус,
фиксируют необходимое положение электрода,
навернув тыльный колпачок до отказа.
• В горелках с уменьшенной высотой головки
цангу с электродом зажимают поворотом
сопла.
• Керамические сопла крепятся к головке
горелки на резьбе или с помощью внешней
разжимной цанги (например, у горелки ЭЗР-5)
52.
• https://www.youtube.com/watch?time_continue=326&v=I5DoP8dD7Lk&feature=emb_logo
53. Подписать:
54.
• Горелки для сварки ТИГ разработаны самыхразных конструкций и размеров
• На размер горелки влияет то, как горелка
будет нагреваться и охлаждаться при
сварке
55.
Диаметр вольфрамового электрода, ммДиаметр выходного отверстия сопла, мм
2-3
10-12
4
12-16
5
14-18
6
16-22
56. Конструкция горелки зависит от
• максимального требуемого тока,• условий ее применения
• условий охлаждения
– воздушного охлаждения - охлаждение потоком
защитного газа
– с водяным охлаждением, для использования на
повышенных токах сварки
57. Горелки
• воздушного охлаждения, в зависимости отмодели, рассчитаны на токи 50- 150 А,
• водоохлаждаемые на 250-600 А.
• https://www.youtube.com/watch?time_conti
nue=20&v=9IkOsDKJF-M&feature=emb_logo
58.
59. Горелка для аргонодуговой сварки АГНИ-12М
Электрод 1,сопло 2, цанга 3,
диффузор 4, колпачок 5,
головка 6, корпус 7,
кнопка 8, ручка 9,
штуцер 10, хвостовик 11.
а – конструкция; б – монтаж коммуникаций;
в – сменные детали
Соединение горелки с
коммуникациями:
газовый шланг 14
крепится на штуцере 10.
Провод управления 13
двумя жилами
припаивается к
контактам кнопки 8.
Сварочный кабель 15 при
вращении горелки
притягивается накидной
гайкой 12 к хвостовику 11
с образованием
надежного контакта.
60. Расходники для TIG сварки
• https://vistekweld.ru/catalog/raskhodnye_detali_dlya_svarki/raskhodniki_dlya_tig_svarki/
61.
62. Газовое сопло
• Функцией газового сопла является направлятьзащитный газ в зону сварки с тем, чтобы он
замещал окружающий воздух.
• Газовое сопло крепится к горелке ТИГ на резьбе,
что, в случае необходимости, облегчает его замену.
• Они обычно изготавливаются из керамического
материала для того, чтобы противостоять
интенсивному нагреву.
• Как правило, диаметр сопла подбирают исходя из
диаметра электрода, где его внутренний диаметр
должен быть равен 4-м диаметрам электрода
63. Газовые линзы
• металлическаяпятислойная решетка,
встроенная в сопло,
– придает потоку газа
большую ламинарность,
обеспечивающую более
надежную защиту, так как
такой поток более
устойчив к воздействиям
поперечных воздушных
потоков и действует на
большее расстояние.
64.
Обычное соплоСопло с газовой линзой
65.
• https://www.youtube.com/watch?time_continue=48&v=R8tXxvaNFhE&feature=emb_logo
– ( сборка газовых линз)
• https://vistek-weld.ru/reviewsarticles/preimushchestva-i-nedostatkigazovykh-linz/
– (преимущество линз)
66. Газовые линзы
• Расход защитного газа снижается примернона 50%.
• Вылет электрода можно увеличить до 15-20
мм,
– что улучшает обзор места сварки или позволяет
выполнять сварку в более труднодоступных
местах.
• Снижается риск образования дефектов
сварки, связанных со сквозняками.
67.
68.
• Все комплектующие к газовым горелкам,различаются размерами.
– Например для электрода ф1,6мм необходимо
применять цангу и цангодержатель именно для
1,6мм.
– Соответственно
– для 2,4мм применяются цанги и
цангодержатели ф2,4мм,
– для ф3,2мм - 3,2мм соответственно.