



.")






























 Промышленность
ПромышленностьПохожие презентации:




 неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций")





Режимы сварки и настройки аппарата
1. Режимы сварки и настройки аппарата.
2.
• Мы разобрали что необходимо сварщикудля организации сварочного поста ТИГ
сварки
3.
• Источники питания:– https://fubag.ru/tips/vybor-apparata-argonodugovoy-svarki-5glavnykh-printsipov/
• Выбор аппарата аргонодуговой сварки – 5 главных принципов
• Газовое оборудование:
– https://svarkamall.ru/obzory/94-podbor-gorelki-tig.html
• горелки
• Редуктора/регуляторы
• Сварочные материалы:
– https://fubag.ru/tips/uroki-svarki-kak-vybrat-gaz-elektrod-isvarochnuyu-provoloku-dlya-tig-svarki/
• Как выбрать газ, электрод и сварочную проволоку для TIG-сварки.
• Средства защиты
– https://fubag.ru/tips/pravilnyy-vybor-svarochnoy-maski-svetofiltrkonstruktsiya-funktsional/
• Правильный выбор сварочной маски – Светофильтр, Конструкция,
Функционал
4.
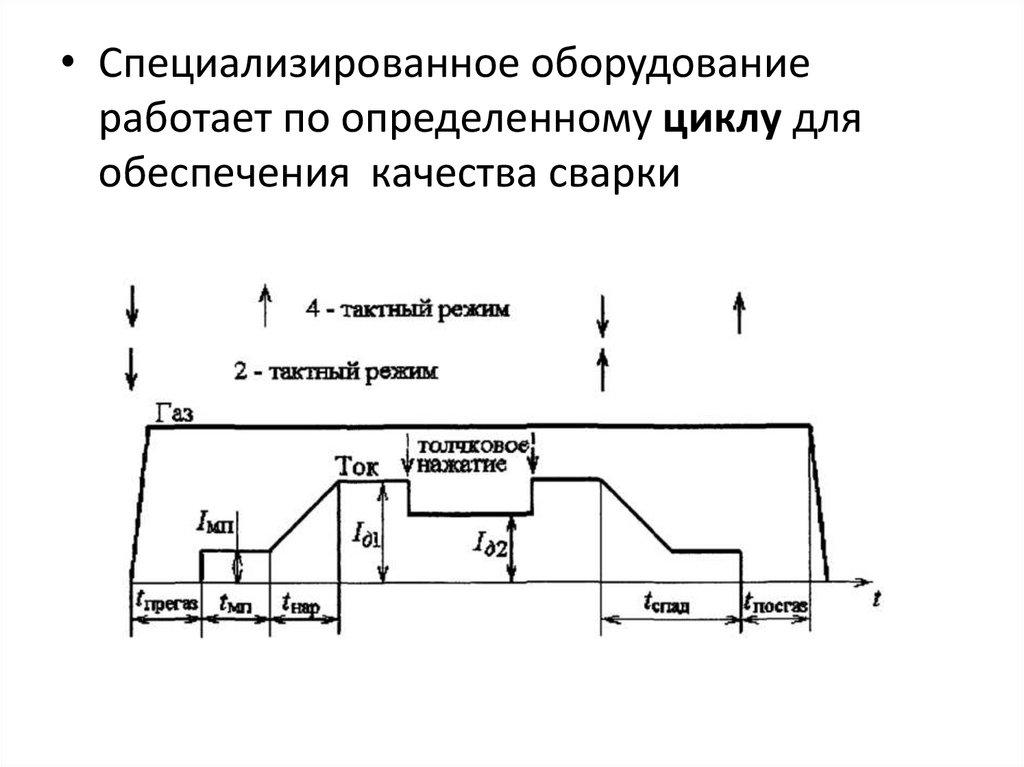
• Специализированное оборудованиеработает по определенному циклу для
обеспечения качества сварки
5.
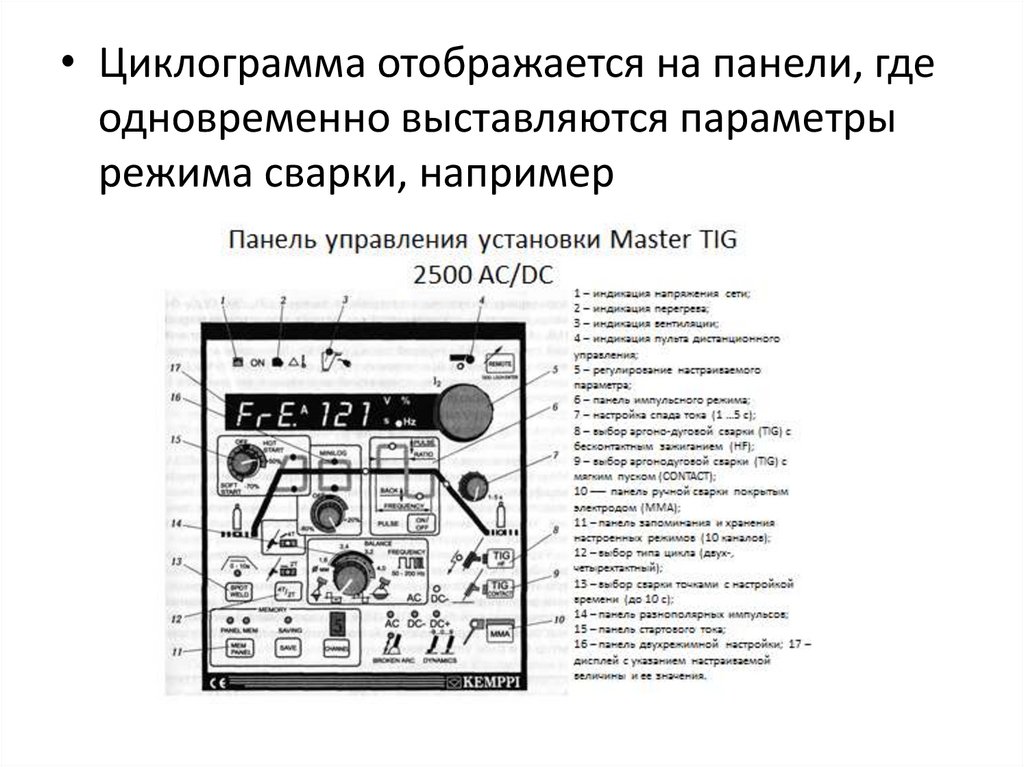
• Циклограмма отображается на панели, гдеодновременно выставляются параметры
режима сварки, например
6. Род тока и полярность , способ зажигания дуги
TIG pulserTIG contact
ARC LIFT
7. Подъем дуги (ARC LIFT).
• При работе аппаратом с контактным поджигом длязажигания дуги необходимо коснуться вольфрамовым
электродом свариваемой детали, затем плавно отвести
электрод на расстояние 3...5 мм от свариваемого
металла.
• При контакте электрода с металлом в момент поджига
дуги расплавленный металл налипает на кончик
электрода, чем вызывает его окисление и снижает
ресурс.
Чтобы этого избежать, в момент касания электродом
металла функция «ARC LIFT» снижает выходной ток до
минимального значения, а после отведения электрода
от металла и зажигания дуги ток плавно увеличивается
до установленного значения
8. Осциллятор
• Чтобы полностью исключить контакт электрода сметаллом, используется функция бесконтактного
поджига дуги.
• Для этой цели аппараты оборудуются
высоковольтным осциллятором.
• Для того чтобы начать сварку, необходимо поднести
электрод на расстояние 3…4 мм к свариваемой
детали и нажать кнопку горелки.
• Осциллятор подает на электрод короткие
слаботочные импульсы высокого напряжения,
которые вызывают пробой воздушного промежутка
и зажигают сварочную дугу
9. Предварительная продувка.
• Для того чтобы исключить окисление поверхностиметалла при начале сварки, необходимо
предварительно создать атмосферу защитного газа
в области горения сварочной дуги, поэтому при
нажатии кнопки горелки, сначала открывается
газовый клапан, затем, через некоторое время,
включается источник сварочной дуги.
• Время предварительной продувки регулируется в
диапазоне 0…3 с и устанавливается сварщиком,
исходя из практического опыта.
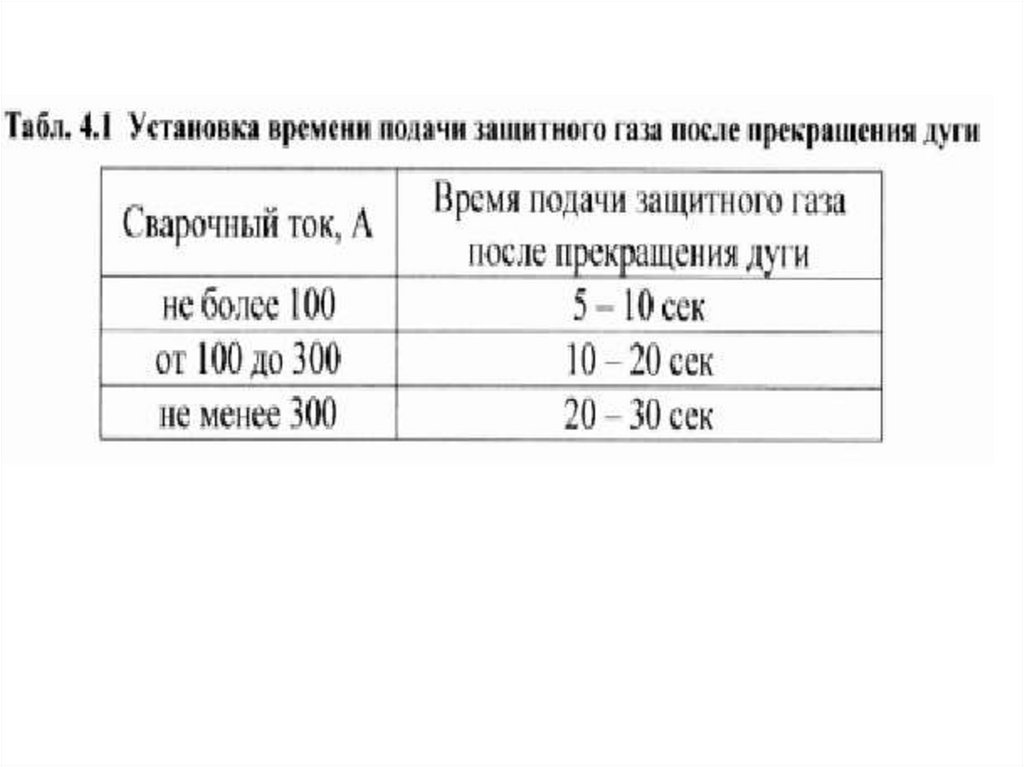
10. Продувка после сварки
• После завершения сварки необходимоподдерживать атмосферу защитного газа
вокруг сварочной ванны до полной
кристаллизации расплавленного металла,
чтобы не допустить его окисления.
• Время продувки после завершения сварки
регулируется в диапазоне 0…10 с и
устанавливается сварщиком, исходя из
практического опыта.
11. Выбор режима сварки
• С помощью кнопки на горелке– 2-хтактный – для коротких швов
– 4-хтактный - при выполнении длинных швов
• При нажатии на кнопку на горелке сила тока
устанавливается стартовой
• Когда кнопку отпускаем, ток начинает повышаться до
рабочего за определенное время
• Ток установился рабочий. Выполняем сварку.
• В конце сварки нажимаем на кнопку на горелке.Ток
начинает снижаться за определенное время до тока
заварки кратера.
• Отпускаем кнопку. Процесс сварки прекращается.
12. Плавное нарастание тока
• Upslope• в настраиваемом интервале обеспечивает
постепенный нагрев электрода и
предотвращает начальный выплеск
сварочной ванны и оплавление кромки
тонкого металла
13. Спад тока сварки.
• Downslope• Для того чтобы качественно завершить сварочный
шов.
• В этом случае при завершении сварки после
отпускания кнопки горелки сварочный ток плавно
снижается от установленного значения до
минимального, после чего сварка прекращается.
• Время, в течение которого происходит снижение
тока сварки регулируется в диапазоне 0…10 с.
14. Посмотрите эти функции в настройках аппарата для ТИГ сварки
1. https://www.youtube.com/watch?v=Bl4_gMlXmw8
2. https://www.youtube.com/watch?v=69IjJ
V_u04g
3. https://www.youtube.com/watch?v=lT5
UFzTRr7E
4. https://www.youtube.com/watch?v=1Vk
GcrCxgUE
5. https://www.youtube.com/watch?v=CSy
_gV6iXfk
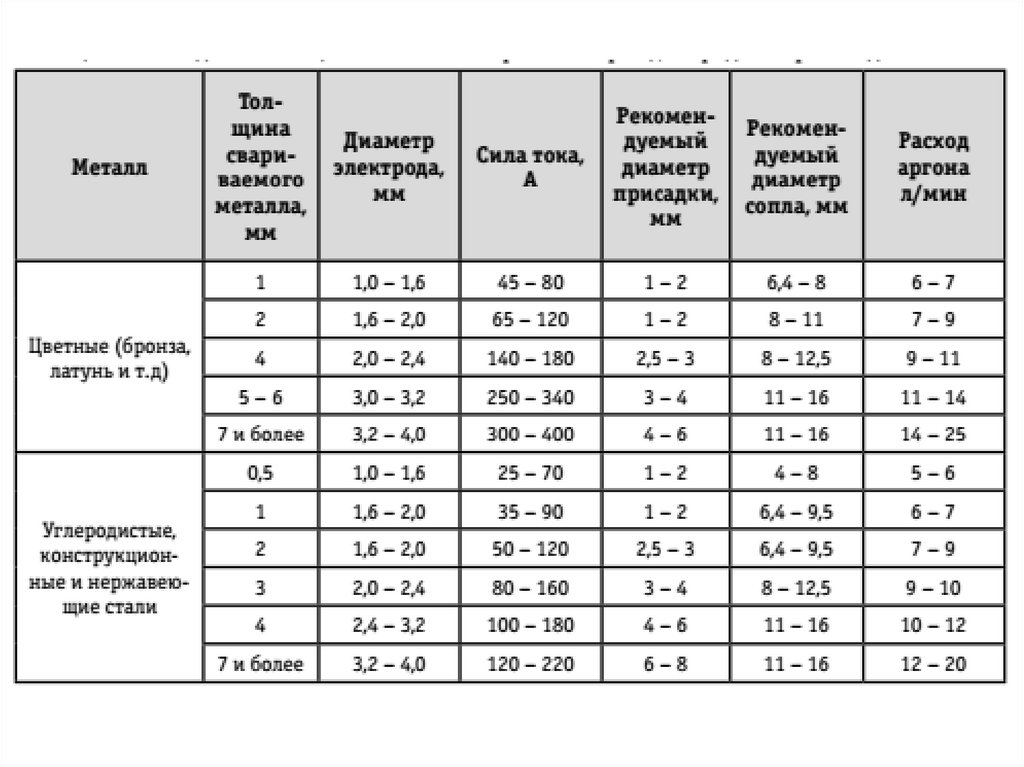
15. Параметры режима сварки ТИГ
16. Настройка режима
заключается в выборе и установке следующихпараметров:
• род тока и полярность дуги,
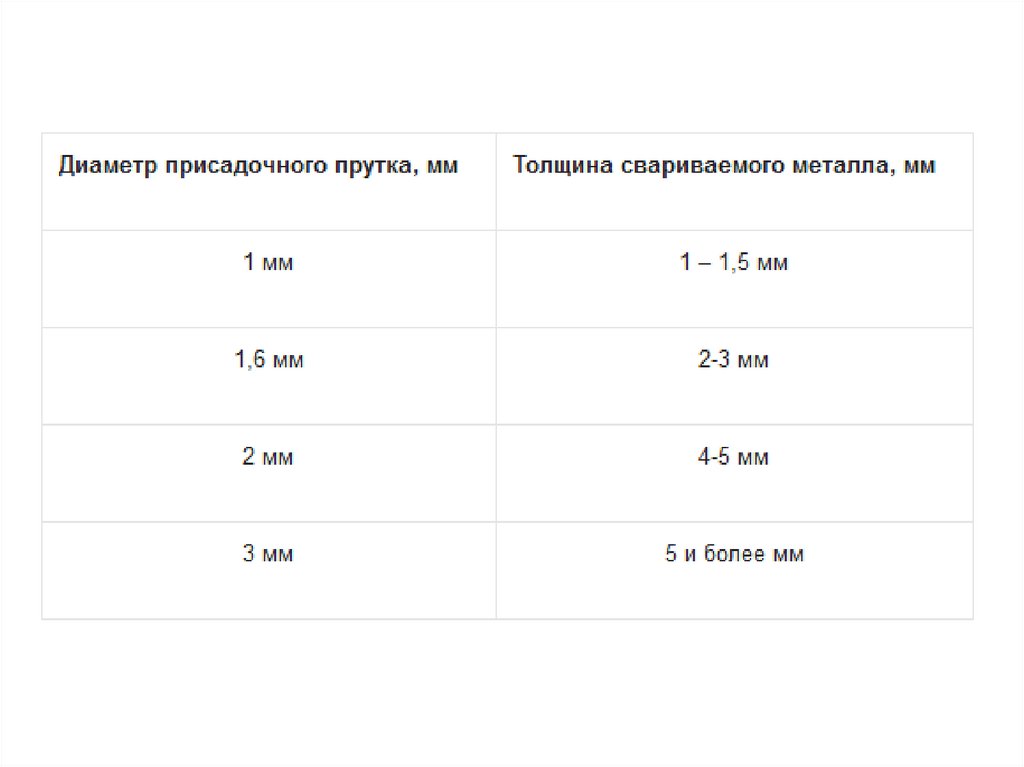
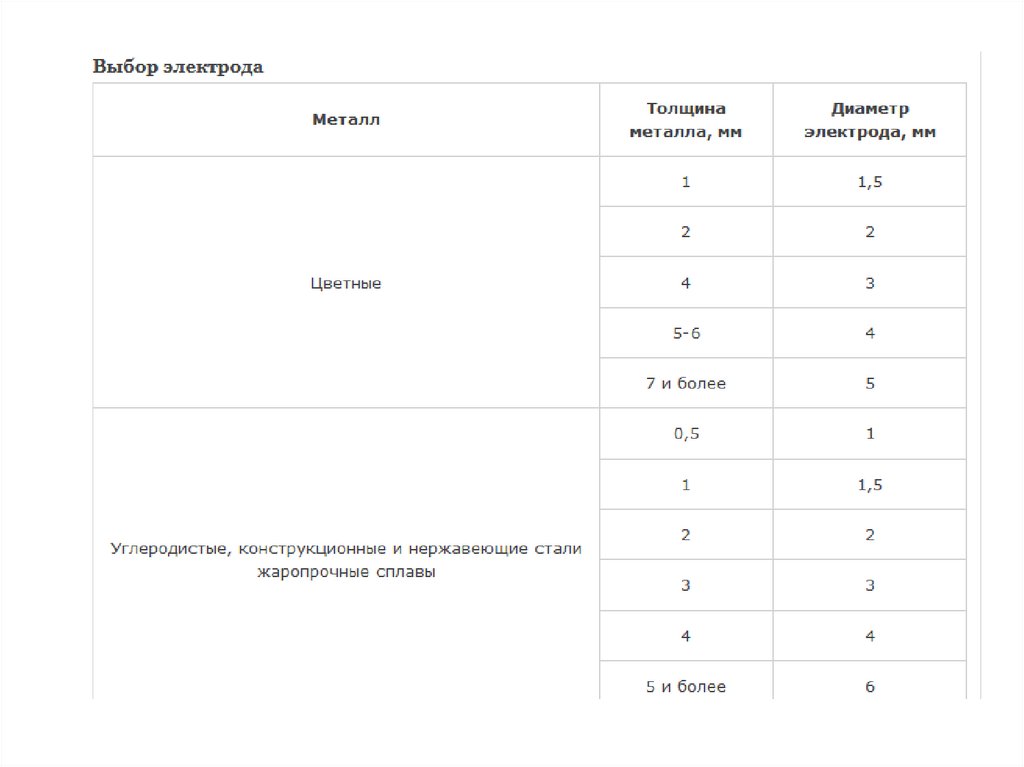
• марка и диаметр электрода,
• диаметр и марка присадочной проволоки,
• сила тока,
• длина и напряжение дуги,
• расход аргона,
• скорость сварки.
17. Циклограмма процессов сварки неплавящимся электродом
18. Род тока и полярность дуги
• зависят от вида свариваемого металла.• Сварку большинства металлов, кроме алюминия, ведут
на постоянном токе дугой прямой полярности. При этом
наблюдается наиболее благоприятное распределение
тепловой энергии дуги, большая ее часть идет на
расплавление основного металла, меньшая — на нагрев
электрода.
• Дуга переменного тока используется для сварки
алюминия и его сплавов, магния и бериллия. В
полупериоде прямой полярности («-» на электроде)
идет интенсивное плавление основного металла. В
полупериоде обратной полярности («+» на электроде)
протекает процесс катодного распыления оксидной
пленки.
19.
20. Электроды
• диаметром 0,5... 10 мм по ГОСТ 23949—80• Наибольшее применение нашли электроды из
– чистого вольфрама марки ЭВЧ и
– лантанированные марки ЭВЛ (1,1... 1,4 % лантана).
• Лантан в составе электрода усиливает эмиссию
электронов, облегчает зажигание дуги и на
30...50% повышает допустимую токовую
нагрузку, позволяет сварку на постоянном и
переменном токе
21.
22.
23.
24.
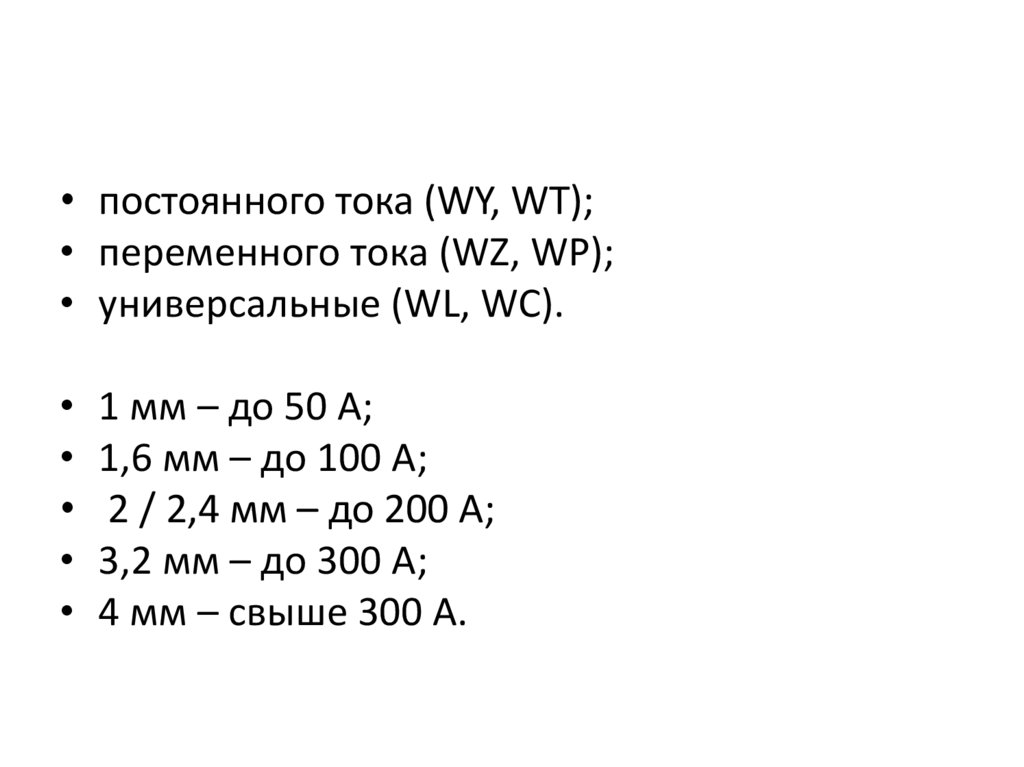
• постоянного тока (WY, WT);• переменного тока (WZ, WP);
• универсальные (WL, WC).
1 мм – до 50 А;
1,6 мм – до 100 А;
2 / 2,4 мм – до 200 А;
3,2 мм – до 300 А;
4 мм – свыше 300 А.
25.
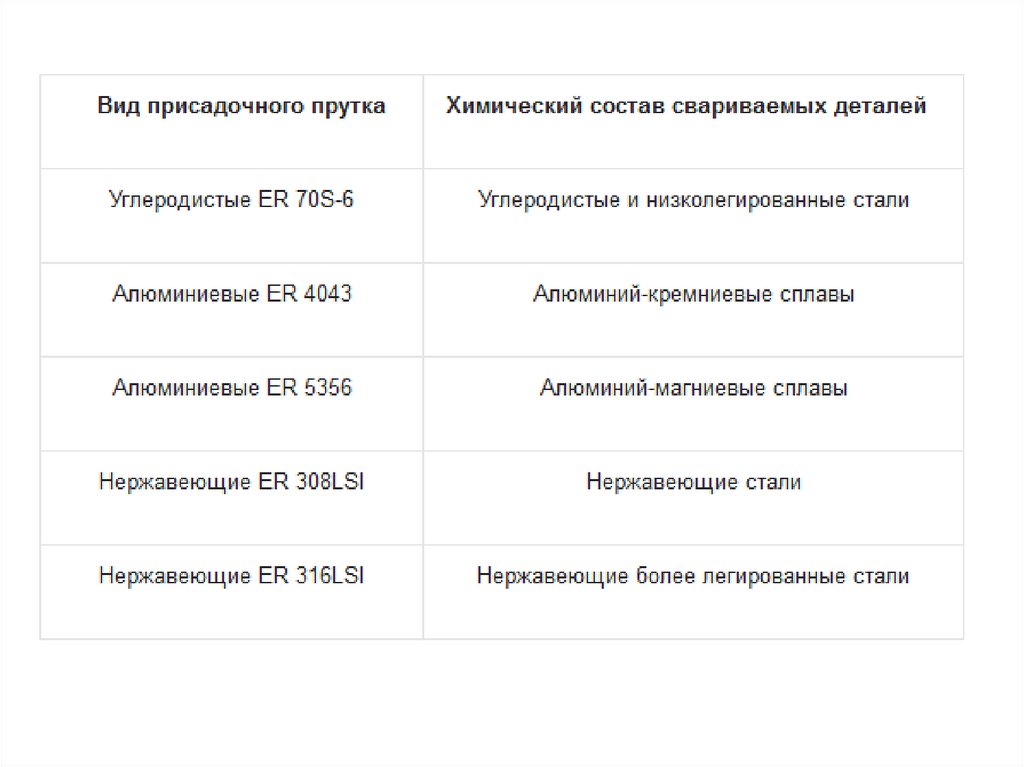
26. Подбор присадочной проволоки соответственно марке стали.
• Присадочную проволоку следует выбиратьмаксимально приближенную к
химическому составу основного металла
– Для сварки низкоуглеродистой стали(если есть
необходимость в ТИГ сварке )– легированные
проволоки
27.
28.
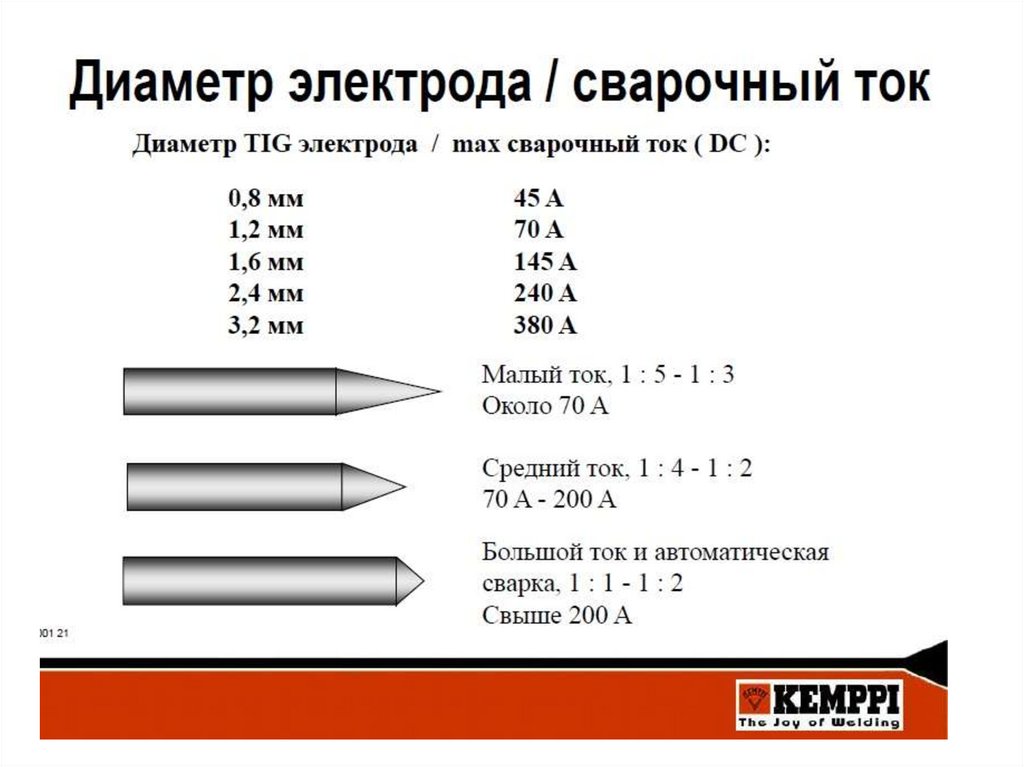
29. Сварочный ток
определяется• диаметром W-электрода, его маркой
• материалом ,толщиной и разделкой кромок
свариваемого изделия
• родом и полярностью тока.
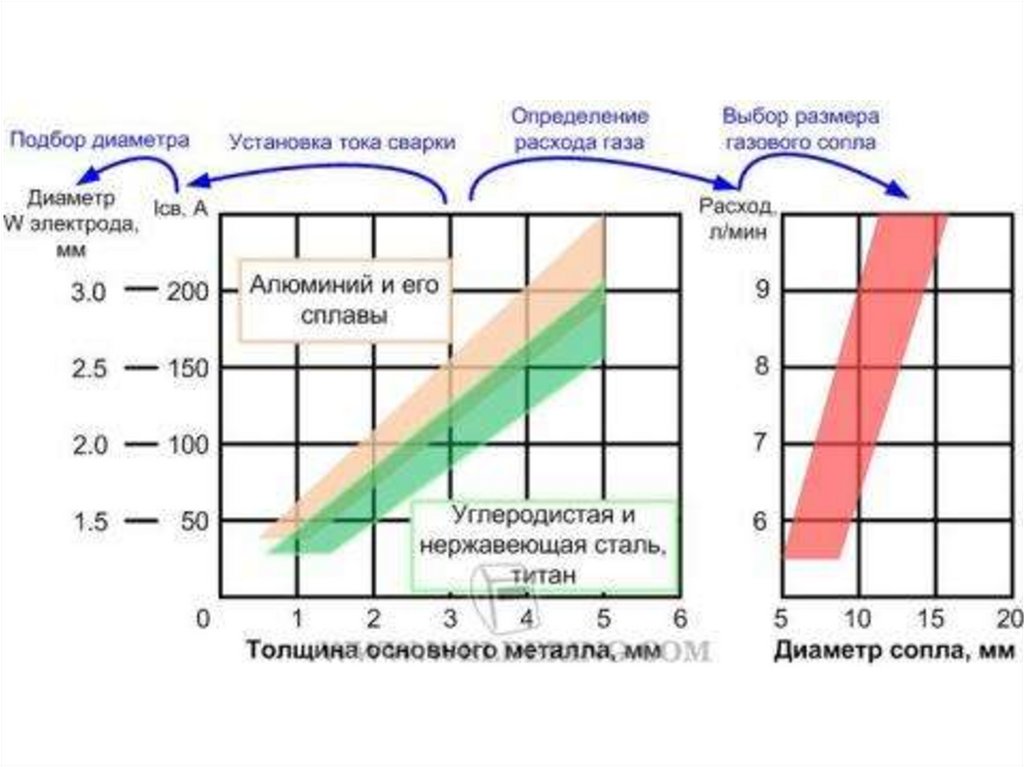
30. Регулировка тока сварки.
Основная обязательная функциялюбого аппарата для аргонодуговой сварки
Ток сварки выбирается сварщиком в зависимости
от толщины и марки свариваемого металла,
разделки кромок т.д.
• по рекомендуемым таблицам
• по формулам
• исходя из личного опыта сварщика, с учетом
реальных условий.
31. Ток
• Например, при сварке стальных деталейтолщиной до 4 мм без разделки кромок ток
можно принять по соотношению
Iд = (50...75)δ.
• При
большей
толщине
приходится
выполнять скос кромок, а для заполнения
разделки
использовать
присадочную
проволоку диаметром dnp = (0,5... 1)dэ
32.
• Чтобы различить подходящий сварочныйток, можно ориентироваться на то, что
через 2-3 секунды после горения дуги
образуется ванна расплавленного металла
диаметром 3-5 мм.
Если
• образованная ванна расплавленного металла меньше
чем это значение, можно предположить, что
установленный сварочный ток слишком слаб.
• образованная ванна расплавленного металла
больше, чем это значение, сварочный ток слишком
большой.
33.
34.
35. Длину дуги
• принимают в зависимости от толщины детали и тока.• Рекомендуется вести сварку на минимально короткой
дуге, что соответствует пониженным напряжениям на
ней.
• Оптимальная длина дуги составляет 1,5-3 мм, что
соответствует напряжению на дуге 11-14 В
• Самые тонкие детали сваривают при длине дуги 0,5...2
мм.
• В случае сварки с подачей присадочной проволоки
длину дуги приходится увеличивать до 4 мм.
• При повышенных напряжениях увеличивается ширина
шва, уменьшается глубина проплавления и ухудшается
защита зоны сварки
36. Напряжение дуги
• меняется в интервале 10...30 В,• при сварке на переменном токе —
несколько выше.
• Стандартом ГОСТ Р МЭК 60974-1—2004 при
сварке на постоянном токе предусмотрено
рациональное соотношение между током и
напряжением Uд = 10 + 0,04Iд.
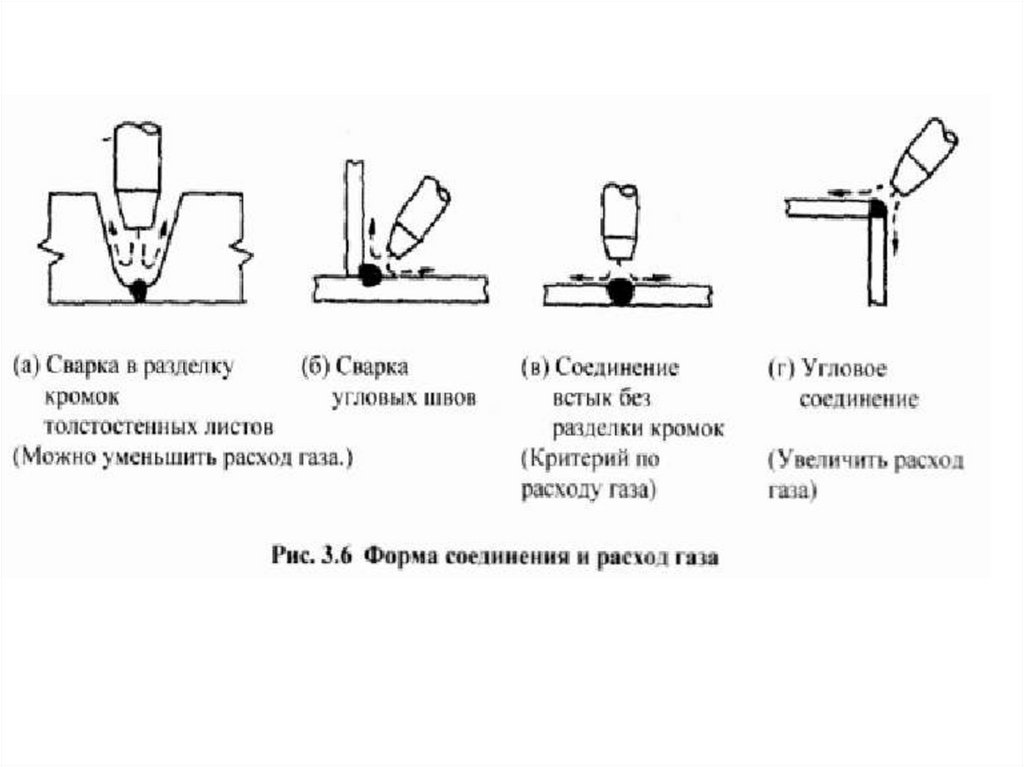
37. Расход аргона
• зависит от вида свариваемого материала, видашва (стыковой, угловой) и тока.
• выбирают таким, чтобы сохранялся
ламинарный поток струи газа, надежно
защищающий сварочную ванну
• В интервале токов от 50 до 500 А расход
увеличивается от 3 до 20 л/мин.
• При сварке материалов, особенно
чувствительных к влиянию воздушной среды,
приходится защищать кроме лицевой обратную
сторону шва.
38. Качество струйной защиты
• От конструкции и размеров сопла• Расхода защитного газа
• Расстояния от среза сопла до поверхности
свариваемого материала
39.
• Истечение газов из сопла горелки носиттурбулентный характер.
• Лишь только внутренняя часть газовой
струи состоит из чистого защитною газа ядра. Длина его в 1,5-4 раза больше
диаметра сопла.
• В периферийной же части потока защитный
газ смешивается с окружающим воздухом
40.
41.
• https://weldering.com/gazovaya-zashchita• Н=1,5….4 диаметра сопла
• L= 7-15 мм
42.
43.
44. Для улучшения защиты
• при сварке на ветру и на повышенныхскоростях рекомендуется увеличить расход
газа и диаметр сопла,
• Использовать газовые линзы
• приблизить горелку к детали.
• Для ограждения от ветра зону сварки
закрывают малогабаритными экранами,
укрепленными на детали, или
переносными укрытиями.
45.
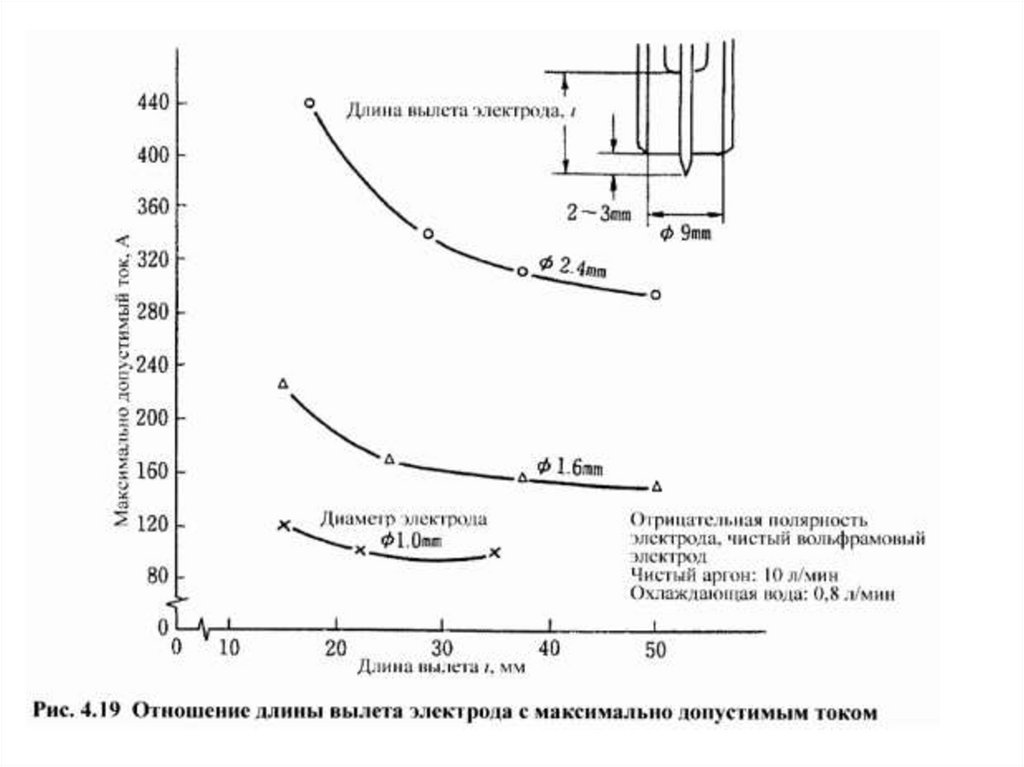
46. выпуск электрода
• Расстояние между концом электрода иторцом сопла горелки
• при сварке стыковых соединений должен
составлять 3-5 мм,
• угловых и тавровых 5-8 мм.
47.
48.
• Боковая поверхность и торец электрода приправильном выборе параметров режима сварки и
размеров электрода должны блестеть.
• Если поверхность матовая, это означает, что
тепловая нагрузка на электрод превышает
допустимую.
• Если поверхность электрода после сварки
приобретает синий, черный цвет или имеет
зеленый налет, значит, расход аргона недостаточен
или время продувки горелки аргоном после
отключения дуги мало.
49. Скорость сварки
• зависит от толщины детали и мощностидуги.
• Типичные значения скорости 2...100 м/ч.