


































")






















 Промышленность
ПромышленностьПохожие презентации:










Технология и организация высокотехнологичного производства
1. Технология и организация высокотехнологичного производства
2.
Машиностроительное
производство – производство с
преимущественным применением
методов технологии машиностроения
при выпуске изделий.
3.
• Технология – от греческого techne – искусство, мастерство,умение;
logos – учение, наука.
Имеет два значения:
• Совокупность приемов, способов получения материалов или
изделий;
• Научная дисциплина, изучающая и совершенствующая эти
приемы и способы.
• Технологию рассматривают либо в связи с конкретной отраслью
производства (строительства, автостроения и т.п.), либо в
зависимости от способов получения или обработки
определенных материалов (тканей, металлов и т.п.)
4.
Технология машиностроения – область
науки и техники, которая включает
совокупность средств, приемов, способов и
методов человеческой деятельности,
используемых для изготовления изделий
машиностроительной промышленности.
Основной объект рассмотрения в
технологии машиностроения – изделие
(деталь) в процессе его изготовления.
Основная задача технолога – получить
изделие (деталь) соответствующую ее
чертежу и техническим условиям,
обеспечивая максимальную
производительность и минимальную
себестоимость.
5. Машиностроительное производство и его характеристики
• 1. Виды изделий.• Изделие – единица промышленной
продукции, количество которой
может исчисляться в штуках
(экземплярах).
6.
• К изделиям допускается относитьзавершенные и незавершенные
предметы производства, в том числе
заготовки.
Изделием также называется любой
предмет или набор предметов
производства, подлежащих
изготовлению на предприятии.
7.
• Изделия, в зависимости от ихпроизводственного назначения, делят
на изделия основного производства,
предназначенные для поставки
(реализации), и на изделия
вспомогательного производства,
предназначенные только для
собственных нужд предприятия
(объединения), изготавливающего их.
8.
• Изделия, предназначенные дляпоставки (реализации) и одновременно
используемые предприятием,
изготовляющим их, следует относить к
изделиям основного производства
9.
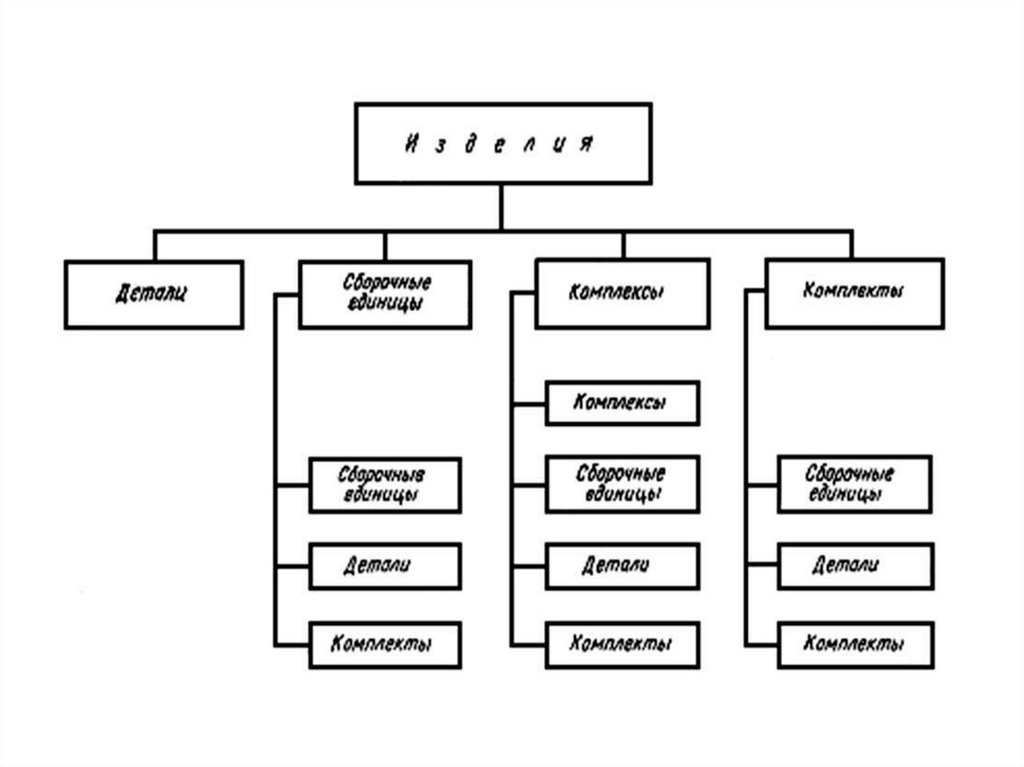
• Устанавливаются следующие видыизделий: детали, сборочные единицы,
комплексы, комплекты.
Изделия в зависимости от наличия или
отсутствия в них составных частей делят
на:
• а) неспецифицированные (детали) – не
имеющие составных частей;
• б) специфицированные (сборочные единицы,
комплексы, комплекты) – состоящие из двух
и более составных частей.
10.
11.
Деталь – изделие, изготовленное
из однородного по наименованию и
марке материала, без применения
сборочных операций.
12. Примеры деталей
13.
• Эти же изделия, подвергнутые покрытиям(защитным или декоративным), независимо
от вида, толщины и назначения покрытия или
изготовленные с применением местной
сварки, пайки, склейки, сшивки и т.п.,
например: винт, подвергнутый
хромированию; трубка, спаенная или
сваренная из одного куска листового
материала; коробка, склеенная из одного
куска картона.
14. Примеры деталей
15.
• Сборочная единица – изделие,составные части которого подлежат
соединению между собой на
предприятии-изготовителе
сборочными операциями
(свинчиванием, сочленением, клепкой,
сваркой, пайкой, опрессовкой,
развальцовкой, склеиванием, сшивкой,
укладкой).
16. Примеры сборочных единиц
17.
• К сборочным единицам, при необходимости, также относят:• а) Изделия, для которых конструкцией предусмотрена разборка
их на составные части предприятием-изготовителем, например
для удобства упаковки и транспортирования;
• б) совокупность сборочных единиц и (или) деталей, имеющих
общее функциональное назначение и совместно
устанавливаемых на предприятии-изготовителе в другой
сборочной единице, например: электрооборудование станка,
автомобиля, самолета; комплект врезного замка (замок,
запорная планка, ключи);
• в) совокупность сборочных единиц и (или) деталей, имеющих
общее функциональное назначение, совместно уложенных на
предприятии-изготовителе в укладочные средства (футляр,
коробку и т.п.), которые предусмотрено использовать вместе с
уложенными в них изделиями, например: готовальня, комплект
концевых плоскопараллельных мер длины.
• г) упаковочную единицу, представляющее изделие,
создаваемое при соединении упаковочной продукции с
упаковкой
18. Примеры сборочных единиц
19.
• Комплекс – два и болееспецифицированных изделия, не
соединенных на предприятииизготовителе сборочными
операциями, но предназначенных для
выполнения взаимосвязанных
эксплуатационных функций.
20.
• Каждое из этих специфицированных изделий, входящих вкомплекс, служит для выполнения одной или нескольких
основных функций, установленных для всего комплекса,
например: цех-автомат; завод-автомат; автоматическая
телефонная станция; бурильная установка; корабль;
персональных компьютер.
В комплекс, кроме изделий, выполняющих основные
функции, могут входить детали, сборочные единицы и
комплекты, предназначенные для выполнения
вспомогательных функций, например: детали и сборочные
единицы, предназначенные для монтажа комплекса на месте
его эксплуатации; комплект запасных частей, укладочных
средств, тары и др.
21.
22.
• Комплект – два и более изделия,несоединенных на предприятииизготовителе сборочными
операциями и представляющих набор
изделий, имеющих общее
эксплуатационное назначение
вспомогательного характера.
23. Примеры комплектов
24.
• Заготовка – предметтруда, из которого
изменением формы,
размеров, свойств
поверхности и (или)
материала
изготавливают
деталь.
Исходная
заготовка – заготовка
перед первой
технологической
операцией.
25.
• 2. Технологические процессы.Совокупность всех действий людей
и орудий труда, необходимых на
данном предприятии для
изготовления продукции, называют
производственным процессом.
26.
Технологический процесс – часть
производственного процесса,
содержащая целенаправленные
действия по изменению и (или)
определению состояния предмета
труда.
27.
В зависимости от назначения
различают: технологические
процессы изготовления, контроля и
ремонта.
28.
В зависимости от метода выполнения
различают: технологические процессы,
относящиеся к формообразованию, обработке и
сборке.
Формообразование – изготовление заготовки
или изделия из жидких, порошковых или волокновых
материалов. Например: технологические процессы
литья, формования, гальванопластики, спекания.
Обработка – действие, направленное на
изменение свойств предмета труда при
выполнении технологического процесса. Например,
технологические процессы обработки: резанием,
давлением, термической, электрофизической,
электрохимической, нанесения покрытия,
слесарной.
Сборка – образование соединений составных
частей изделия. Например, технологические
процессы: сварки, клёпки, пайки, склеивания.
29.
По признаку организации производстваразличают: единичные, типовые и
групповые технологические процессы.
Единичный технологический процесс –
технологический процесс
изготовления изделия одного
наименования, типоразмера и
исполнения независимо от типа
производтва.
30.
• Типовой технологический процесс –технологический процесс
изготовления группы изделий с
общими конструктивными и
технологическими признаками.
31. Поршни двигателей внутреннего сгорания, для которых может быть разработан типовой технологический процесс
32.
• Групповой технологический процесс –технологический процесс
изготовления группы изделий с
разными конструктивными, но
общими технологическими
признаками.
33.
34. 3. Средства выполнения технологических процессов
• Для изготовления изделий на предприятиинеобходимы средства технологического оснащения и
исполнители.
• Исполнитель в технологической системе – человек
осуществляющий в технологической системе
трудовую деятельность по непосредственному
изменению и (или) определению состояния
предметов производства, техническому
обслуживанию или ремонту средств
технологического оснащения.
• Средства технологического оснащения (СТО) –
совокупность орудий производства, необходимых
для осуществления технологического процесса.
35.
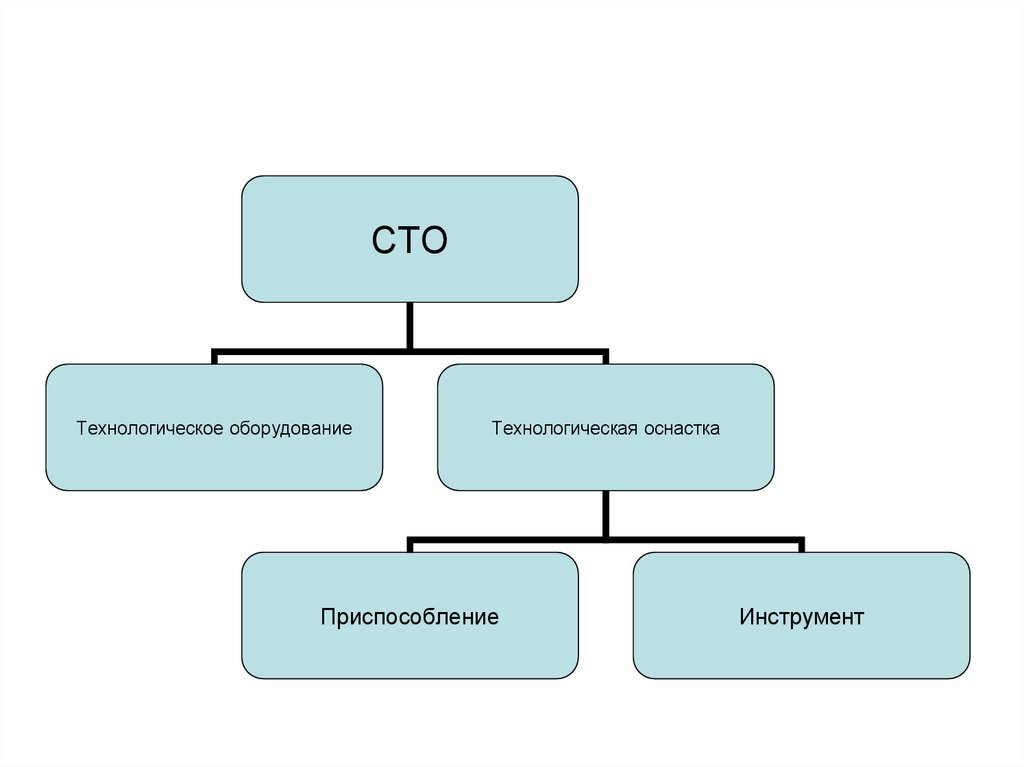
СТОТехнологическое оборудование
Технологическая оснастка
Приспособление
Инструмент
36.
• В общем случае СТО делят на оборудованиеи оснастку.
• Технологическое оборудование – СТО, в
которых для выполнения определённой
части технологического процесса
размещаются материалы или заготовки,
средства воздействия на них, а также
технологическая оснастка.
37. Примеры технологического оборудования
38.
• Технологическая оснастка - средстватехнологического оснащения, дополняющее
технологическое оборудование, для
выполнения определенной части
технологического процесса.
(Режущий инструмент, штампы,
приспособления, калибры, модели, литейные
формы, стержневые ящики и т.д.)
39.
• Приспособление - технологическаяоснастка предназначенная
для установки или направления
предмета труда или инструмента
при выполнении технологической
операции.
40. примеры приспособлений
41.
• Инструмент - технологическаяоснастка, предназначенная для
воздействия на предмет труда с
целью изменения его состояния.
42. примеры металлорежущего инструмента
43.
• СТО представляют собой элементытехнологической системы , т.е. части
технологической системы, условно
принимаемые неделимыми на данной
стадии их анализа.
• Технологическая система (ТС)–
совокупность функционально
взаимосвязанных СТО, предметов
производства и исполнителей для
выполнения в регламентированных
условиях производства заданных
технологических процессов или операций.
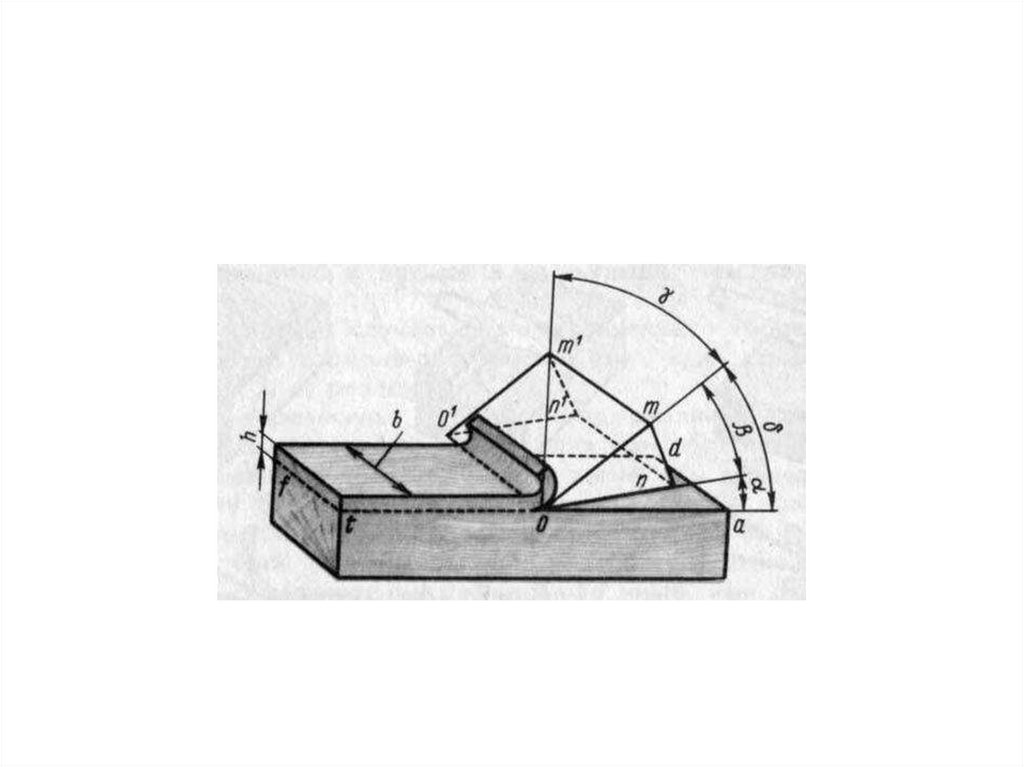
44. 4. Кинематические элементы и характеристики резания.
• Обработкарезанием обработка,
заключающаяся в
образовании новых
поверхностей
отделением
поверхностных
слоёв материала с
образованием
стружки.
45.
46.
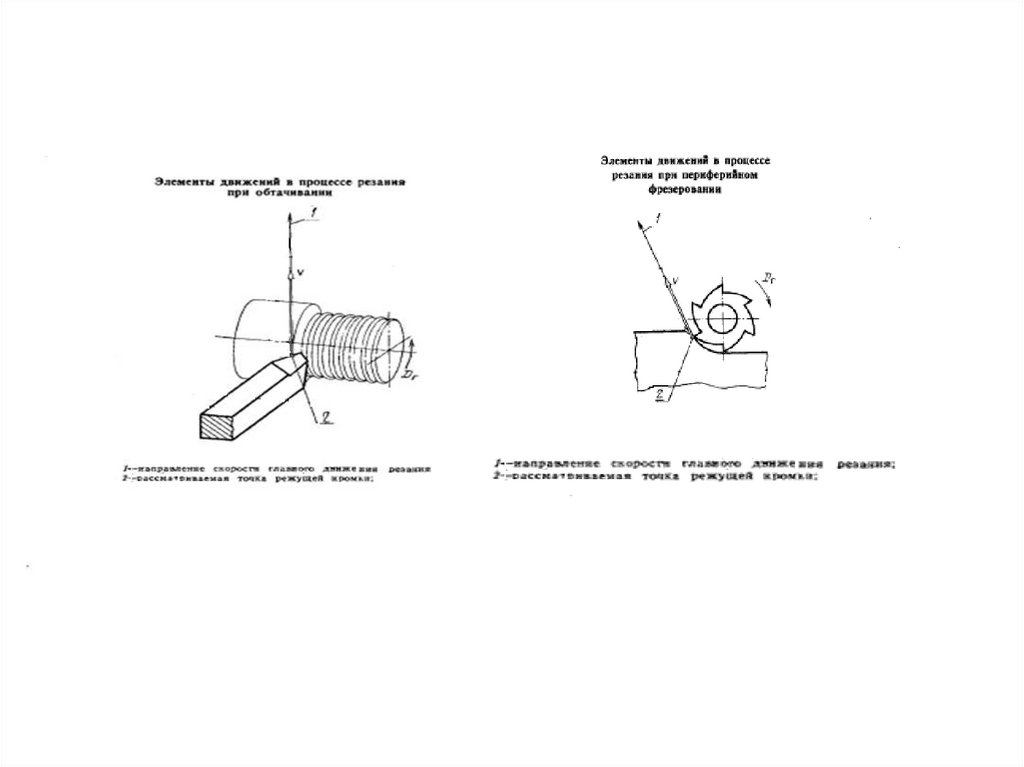
• Главное движение резания (главноедвижение) (Dr) - прямолинейное,
поступательное или вращательное
движение заготовки или режущего
инструмента, происходящее с наибольшей
скоростью в процессе резания.
• Характеризуется скоростью главного
движения (V) - скоростью
рассматриваемой точки режущей кромки
или заготовки в
главном движении резания.
47.
48.
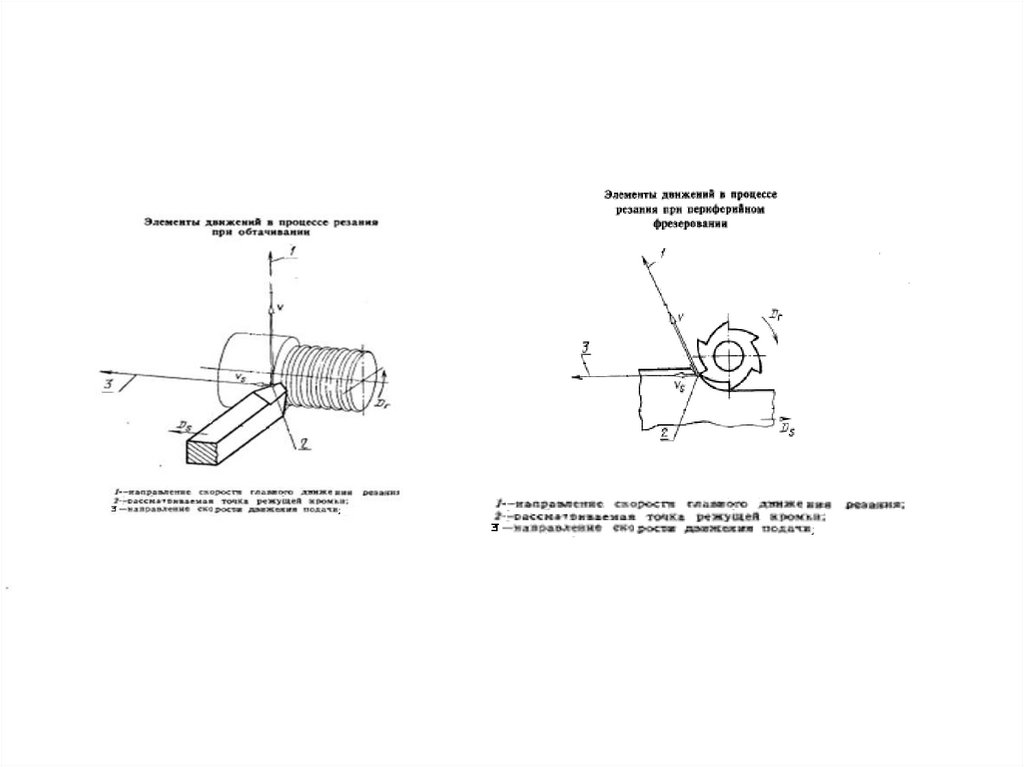
• Движение подачи (Ds) прямолинейное, поступательное,иливращательное движение режущего
инструмента или заготовки, скорость
которого меньше скорости главного
движения, предназначенное для того,
чтобы распространить отделение
слоя материала на всю
обрабатываемую поверхность.
49.
50.
• Характеристики:• Скорость движения подачи (скорость
подачи) (Vs) - скорость рассматриваемой
точки режущей кромки в движении подачи.
• Подача (S) - отношение расстояния,
пройденного рассматриваемой точкой
режущей кромки или заготовки вдоль
траектории этой точки в движении подачи,
к соответствующему числу циклов или
определённых долей цикла другого движения
во время резания.
51.
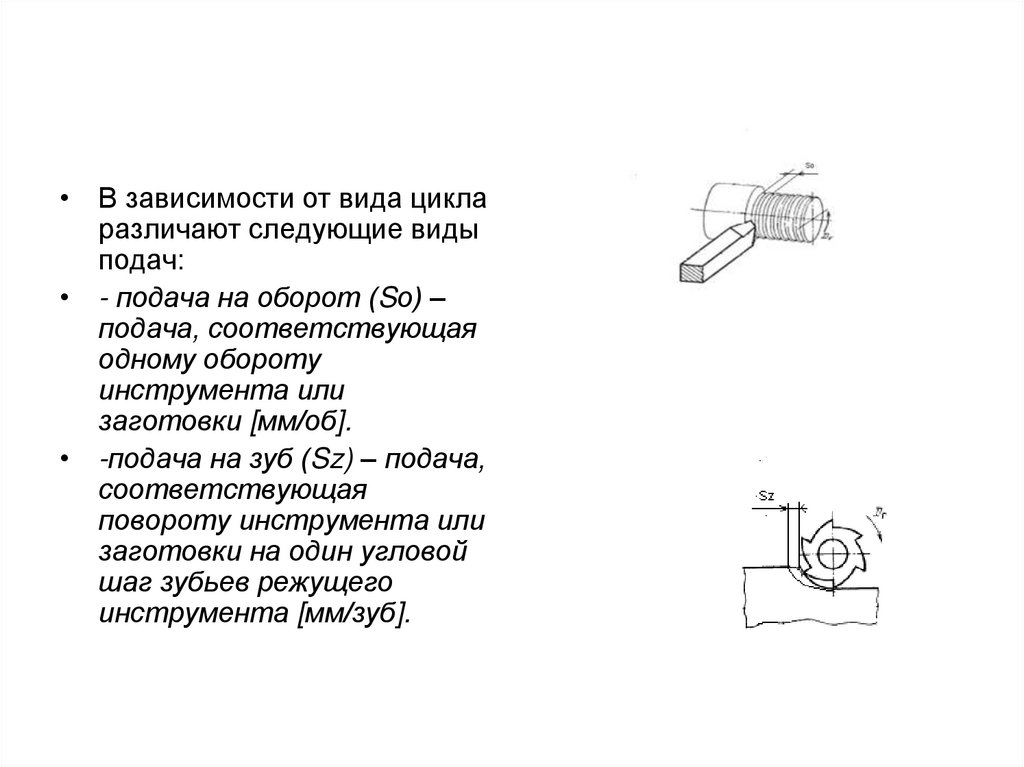
• В зависимости от вида цикларазличают следующие виды
подач:
• - подача на оборот (Sо) –
подача, соответствующая
одному обороту
инструмента или
заготовки [мм/об].
• -подача на зуб (Sz) – подача,
соответствующая
повороту инструмента или
заготовки на один угловой
шаг зубьев режущего
инструмента [мм/зуб].
52.
• -подача на ход (Sх) –подача,
соответствующая
одному ходу заготовки
или инструмента
[мм/ход].
• - подача на двойной ход
(S2х) – подача,
соответствующая
одному двойному ходу
заготовки или
инструмента
[мм/дв.ход]
53.
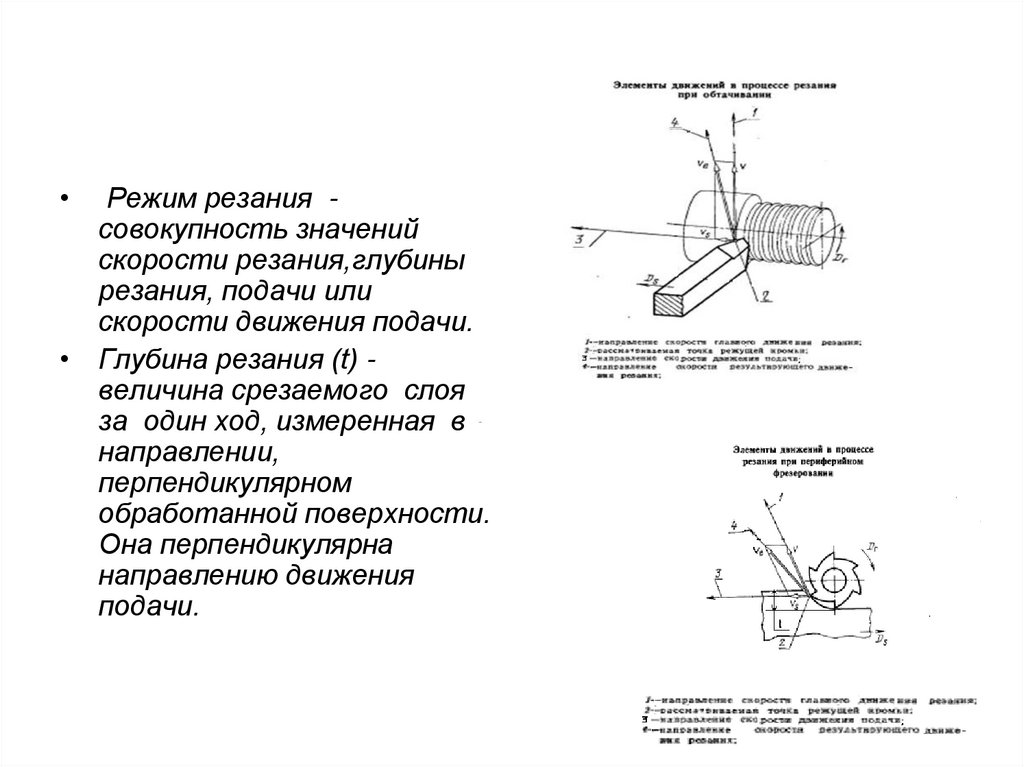
Режим резания совокупность значений
скорости резания,глубины
резания, подачи или
скорости движения подачи.
• Глубина резания (t) величина срезаемого слоя
за один ход, измеренная в
направлении,
перпендикулярном
обработанной поверхности.
Она перпендикулярна
направлению движения
подачи.
54.
Сила резания (Р)равнодействующая сил,
действующих на режущий
инструмент при обработке
резанием.
Рz - главная составляющая
силы резания - составляющая силы
резания, совпадающая по
направлению со скоростью
главного движения резания в
вершине лезвия.
Рх - осевая составляющая составляющая силы резания,
параллельная оси главного
вращательного движения резания.
Ру - радиальная составляющая составляющая силы резания,
направленная по радиусу главного
вращательного движения резания
в вершине лезвия
55. 5. Технологическая операция и её элементы.
• Технологическая операция – законченнаячасть технологического процесса,
выполняемая на одном рабочем месте.
• Рабочее место – элементарная единица
структуры предприятия, где размещены
исполнители работы, обслуживаемое
технологическое оборудование, часть
конвейера, на ограниченное время оснастка
и предметы труда.
56. Элементы технологической операции
Технологическая операцияУстанов
Технологический переход
Вспомогательный ход
Рабочий ход
Вспомогательных переход
приём
позиция
57.
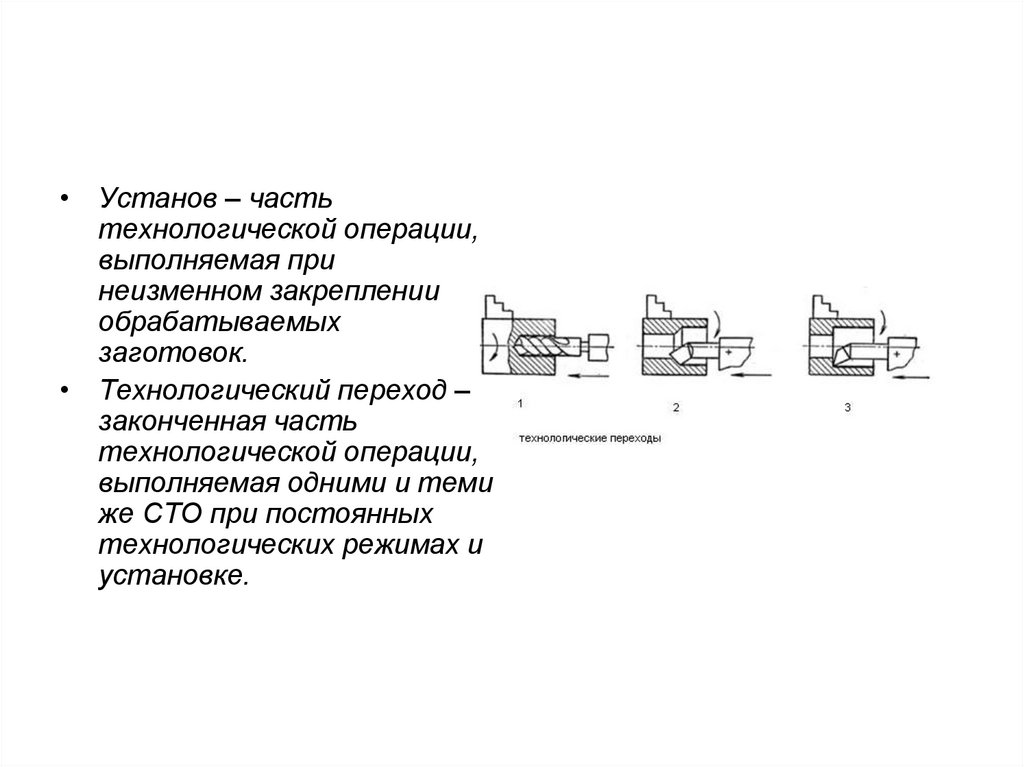
• Установ – частьтехнологической операции,
выполняемая при
неизменном закреплении
обрабатываемых
заготовок.
• Технологический переход –
законченная часть
технологической операции,
выполняемая одними и теми
же СТО при постоянных
технологических режимах и
установке.
58.
Рабочий ход – законченная
часть технологического
перехода, состоящая из
однократного перемещения
инструмента относительно
заготовки, сопровождаемого
изменением формы, размеров,
качества поверхности и
свойств заготовки.
Вспомогательный ход –
законченная часть
технологического перехода,
состоящая из однократного
перемещения инструмента
относительно заготовки,
необходимого для подготовки
рабочего хода.
59.
• Вспомогательный переход – законченная частьтехнологической операции, состоящая из действий
человека и (или) оборудования, которые не
сопровождаются изменением свойств предмета
труда, но необходимы для выполнения
технологического перехода. (Например, установка
заготовки, смена инструмента и т.д.)
• Приём – законченная совокупность действий
человека, применяемых при выполнении перехода
или его части и объединенных одним целевым
назначением. (Например, взять заготовку из тары,
зафиксировать ее в приспособлении и т.п.)
60.
• Позиция – фиксированноеположение, занимаемое
неизменно закрепленной
обрабатываемой
заготовкой (или собираемой
сборочной единицей)
совместно с
приспособлением
относительно
инструмента или
неподвижной части
оборудования при
выполнении определенной
части операции.
61. 6. Время выполнения операции
• Цикл технологической операции интервал календарного времени отначала до конца периодически
повторяющейся технологической
операции независимо от числа
одновременно изготовляемых (или
ремонтируемых) изделий.
62.
63.
• Штучное время - интервал времени,равный отношению цикла
технологической операции к числу
одновременно изготовляемых (или
ремонтируемых) изделий (или равный
календарному времени сборочной
операции).
64.
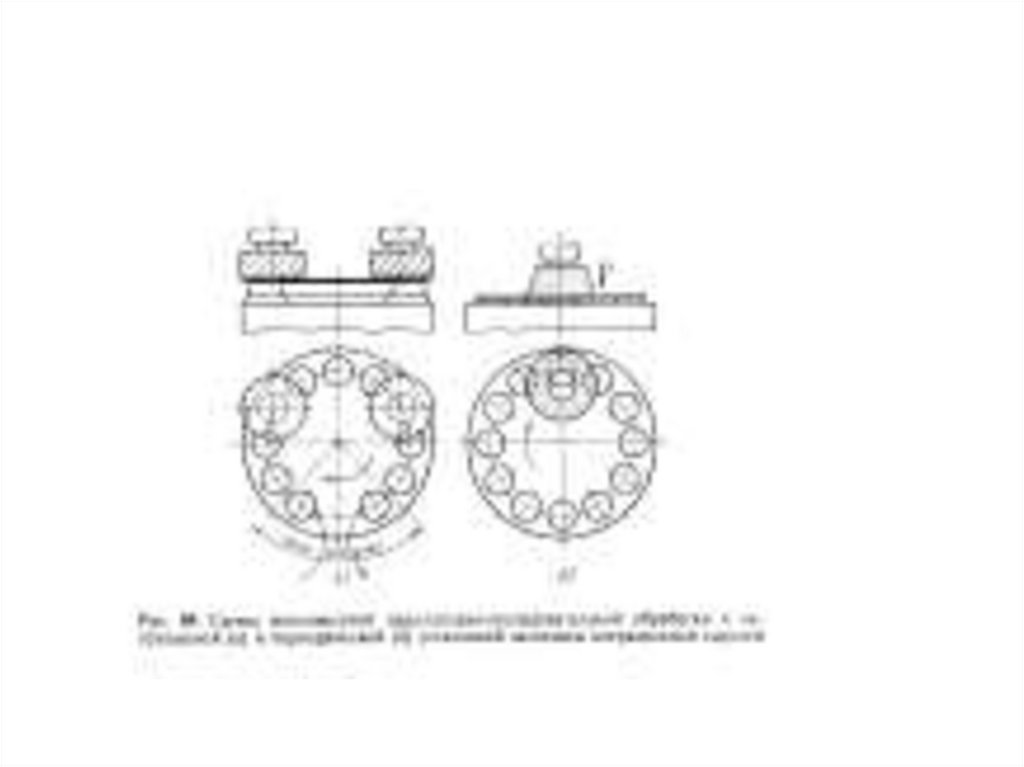
• В общем случае штучное время состоит изследующих элементов:
• Тшт = То + Тв + Тобсл + Тлп
• То - основное время - часть штучного времени
затрачиваемая на изменение и (или) последующее
определение состояния предмета труда.
Это время технологических переходов и может
быть определено расчетом на основе, например,
режимов резания.
• (То=L/Vs), где L – длина обработки; Vs – скорость
подачи
65.
• Тв - вспомогательное время - часть штучного времени,затрачиваемая на выполнение приемов, необходимых для
обеспечения изменения и последующего определения
состояния предмета труда.
Это время вспомогательных переходов и определяется в
зависимости от конкретных условий производства
(оборудования, оснастки и т.д.) аналитически по справочным
материалам с последующим уточнением в процессе работы.
• Часть штучного времени, равная сумме основного и
вспомогательного времени называется оперативным
временем (Топ = Тшт+Тв)
Оно используется, в частности, для определения других
элементов штучного времени
66.
Тобсл - время обслуживания рабочего места - часть
штучного времени затрачиваемая исполнителем на
поддержание средств технологического оснащения в
работоспособном состоянии и уход за ними и рабочим
местом.
Это время на подналадку средств технологического
оснащения, смену затупившегося инструмента, осмотр и
проверку оборудования, уборку стружки и т.д. Оно также
зависит от конкретных условий производства и состоит из
времени организационного обслуживания и технического
обслуживания (Тобсл. = Т тех. обсл. + Т орг. обсл.).
• Тлп - время на личные потребности - часть штучного
времени, затрачиваемая человеком на личные потребности,
а при утомительных работах, на дополнительный отдых.
Определяется в % к оперативному времени.
67.
В единичном и серийном производстве при относительно
частой смене изготавливаемых изделий необходимо учитывать
время на подготовку исполнителей и переоснащение средств
производства. Поэтому в расчетах используют
штучно-калькуляционное время:
Тш-к = Тшт + Тп-з/n
Тп-з - подготовительно-заключительное время интервал времени, затрачиваемый на подготовку
исполнителя или исполнителей и средств технологического
оснащения к выполнению технологической операции и
приведению последних в порядок после окончания смены и
(или) выполнения этой операции для партии предметов
труда.
n - количество изделий в партии.
68. 7. Типы производства и их характеристика
• Тип производства –классификационная категория
производства, выделяемая по
признакам широты номенклатуры,
регулярности, стабильности и
объёма выпуска продукции.
• Различают три типа производства:
единичное, серийное и массовое.
69.
• Единичное – производство, характеризуемое малым объёмомвыпуска одинаковых изделий, повторное изготовление
которых, как правило, не предусматривается.
• Используется универсальное оборудование и приспособления,
стандартный инструмент. Исходные заготовки
относительно невысокой точности простые по форме
(сортовой прокат, поковки, выполненные свободной ковкой)
либо изготовленные универсальными способами (литьё в
песчаные формы). Квалификация рабочих высокая, т.к. от неё
зависит качество продукции. Технологическая документация
упрощенная. Используется опытно-статистическое
нормирование труда.
70.
71.
• Массовое производство – производство, характеризуемоебольшим объёмом выпуска одинаковых изделий, непрерывно
изготовляемых продолжительное время, в течение которого
на большинстве рабочих мест выполняется одна рабочая
операция.
• Используется специализированное и специальное
высокопроизводительное оборудование, которое, как правило,
связывается транспортирующими устройствами.
Используются автоматические линии. Приспособления
быстродействующие с пневматическим, гидравлическим и др.
приводом. Может использоваться специальный инструмент.
Заготовки относительно высокой точности близкие по
форме к готовой детали. Квалификация рабочих в среднем не
высокая. Технологическая документация разрабатывается
подробно. Технические нормы рассчитываются и
экспериментально проверяются.
72. Автоматическая линия
73.
• Серийное производство – производство,характеризуемое изготовлением изделий
периодически повторяющимися партиями.
• По всем характеристикам серийное
производство занимает промежуточное
положение между единичным и массовым
производством.
• Это основной тип современного
машиностроительного производства, в
котором выпускается до 80% всей продукции
машиностроения.
74.
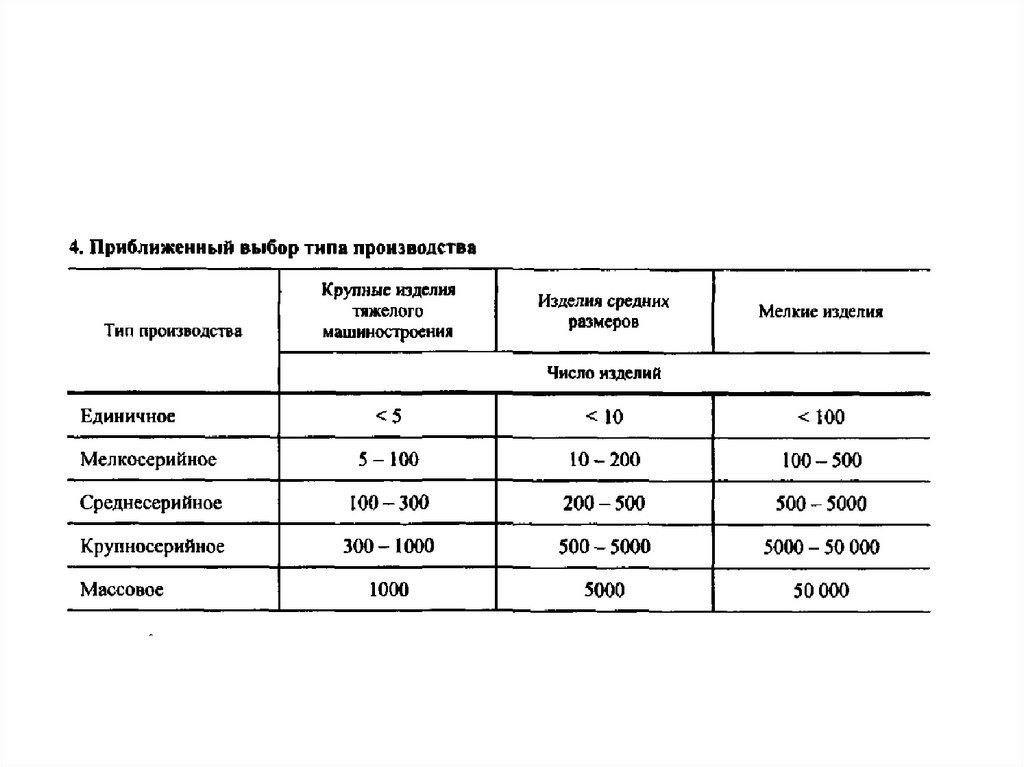
• Разница между единичным и массовым производствомдостаточно большая, поэтому в серийном производстве в
зависимости от количества изделий в партии или серии и
коэффициента закрепления операций различают:
мелкосерийное, среднесерийное и крупносерийное
производство.
• Крупносерийное производство по характеристикам близко к
массовому, мелкосерийное – к единичному. В среднесерийном
производстве широко применяются станки с ЧПУ, УСП
приспособления, при производстве заготовок используют
подкладные штампы, технологическая документация
подробно разрабатывается для наиболее ответственных и
сложных операций (маршрутно-операционное описание
технологических процессов).
75. Универсально-сборное приспособление (УСП)
76.
77.
• Коэффициент закрепления операций (Кз.о.)– отношение всехразличных технологических операций, выполненных или
подлежащих выполнению в течение месяца, к числу рабочих
мест.
Кз.о.= О/Р,
где О – число различных операций, Р – число рабочих мест на
которых выполняют различные операции.
• 1 < Кз.о. ≤ 10 – при крупносерийном производстве;
10 < Кз.о. ≤ 20 – при среднесерийном производстве;
20 < Кз.о. ≤ 40 – при мелкосерийном производстве.
При массовом производстве Кз.о. принимают равным 1.
При единичном производстве Кз.о. не регламентируется.
78. 8. Непоточное и поточное производство.
• Различают два метода организации производства – непоточный(групповой) и поточный.
• Непоточное производство характеризуется установкой
станков в цехе по их типам (токарные, фрезерные,
шлифовальные и т.п.), таким образом формируются
соответствующие участки. Заготовки обрабатывают
партиями на каждом рабочем месте и передают партиями
для выполнения следующей операции на другой участок.
Такой метод облегчает обслуживание рабочих мест, но из-за
большого времени пролёживания заготовок между
операциями и относительно больших путей их перемещений
эффективен в единичном и мелкосерийном производстве.
• При увеличении объёма выпуска такая организация
становится неэффективной из-за больших потерь времени.
В этом случае переходят к поточному производству.
79.
• Поточное производство – производство, характеризуемоерасположением СТО в последовательности выполнения
операций технологического процесса и определенным
интервалом выпуска изделий.
• Интервал времени, через который периодически
производится выпуск изделий определённого наименования,
типоразмера и исполнения называют тактом выпуска.
Фд 60
tв = -------- ,
N
где Фд - действительный фонд времени работы оборудования в
рассматриваемый период времени (год, месяц и т.д.), час;
N – объём выпуска продукции за этот период, шт.
80.
• Таким образом, оборудованиерасполагается в поточную линию в
последовательности выполнения
операций технологического процесса.
За каждым рабочим местом закреплена
операция. Заготовка после обработки
на рабочем месте без пролёживания
передаётся на следующее рабочее
место для выполнения следующей
операции.
81. схема поточной линии
82.
• Если время выполнения каждой операции (Тшт)одинаково, то работа на линии выполняется
непрерывным потоком. Но достичь такого равенства
для всех операций не удаётся. Поэтому необходимо
обеспечить непрерывность потока, выполнив
следующее условие:
• время выполнения каждой операции должно быть
равно или кратно такту выпуска
tштi
----- = К, где (К=1,2,3….)
tв
83. поточная линия со станками- дублёрами
84. Точность обработки
• 9. Точность обработки (общие понятия)• В машиностроении качество изделий тесно
связано с точностью обработки деталей.
Полученные при обработке размеры, форма
и расположение поверхностей определяют
фактические зазоры и натяги в соединениях
деталей, а следовательно, технические
параметры продукции, влияющие на ее
качество (мощность двигателей, точность
станков и т.д.), надежность и экономические
показатели производства и эксплуатации.
85.
В общем случае, под точностью понимают степень приближения
истинного значения рассматриваемого параметра к его
теоретическому номинальному, расчетному или идеальному
значению.
При обеспечении точности обработки рассматривают следующие
параметры:
1) Точность формы – степень соответствия отдельных участков детали
тем геометрическим образам, с которыми они отождествляются;
2) Точность размеров этих участков детали;
3) Точность взаимного расположения этих участков;
4) Шероховатость поверхности, т.е. степень соответствия участков
реальной поверхности идеальным геометрическим поверхностям.
86.
При изготовлении деталей действуют многочисленные
факторы, которые являются причиной отклонений полученных
параметров от теоретических. Поэтому, на практике удобно
говорить не о соответствии реальных и идеальных форм, а об
их различии, используя понятие «погрешность».
• В общем случае, погрешность – отклонение полученного
параметра от теоретического (идеального и т.п.).
87.
• Погрешности при изготовлении детали неизбежны,поэтому конструктор задает диапазоны, в пределах
которых параметры реальной детали могут
отклоняться от идеальных при условии обеспечения
качества изделия. Такие диапазоны определяют
существо понятия «допуск» на тот или иной
параметр (размер, форму, расположение). Поэтому,
когда говорят о точности обработки, то
подразумевают, что отклонения параметра будут
находиться в требуемых пределах (в допуске).(т.о.
допуск является основанием для определения
требуемой точности).
88.
• Основанием для определения требуемой точностиизделия при изготовлении являются указанные на
чертеже предельные отклонения размеров, а
также предельные отклонения формы и
расположения поверхностей.
При обработке партии заготовок вследствие
действия многочисленных факторов, влияющих на
точность, рассматриваемый параметр на
отдельной заготовке отличается от
аналогичного параметра другой заготовки.
Поэтому общую погрешность обработки
рассматривают как диапазон значений или поле
рассеяния значений параметра.
89.
Каждый метод и вид обработки имеет определенные технические
возможности по обеспечению точности размеров, формы и т.д.
В машиностроении различают два понятия: экономическая
точность и достижимая точность.
Экономическая точность - точность, которая обеспечивается
при оптимальных затратах для заданных условий
(производительности и т.п.).
Она всегда ниже, чем достижимая точность.
Достижимая точность – предельная точность, которая может
быть получена данным видом обработки при дополнительных
затратах (времени, и т.п.)
При выборе метода обработки руководствуются экономической
точностью.
90. 10. Методы достижения точности обработки
Метод пробных ходов иизмерений.
С короткого участка
обрабатываемой поверхности
заготовки, достаточного для
его измерения, снимается слой
материала в размер ØD
(пробная стружка). Проводится
измерение. Если полученный
размер соответствует
требуемому, то поверхность
обрабатывается на всю длину
L. Если нет, то
корректируется положение
инструмента и снова
снимается пробная стружка и
т.д.
L
Ø
91.
• Преимущества метода в том, что на неточномоборудовании можно получить высокую точность
обработки (достижимую точность). При
обработке партии заготовок нет необходимости
подналадки инструмента из-за его износа.
• Недостаток: зависимость от квалификации
рабочего. При обработке партии заготовок
большие потери времени на пробные ходы и
измерения.
• Метод наиболее эффективен в единичном и
мелкосерийном производстве.
92. Метод автоматического получения размеров на настроенных станках
ØL
93.
• Наладка станка осуществляется с помощью деталиэталона.Инструмент подводится до касания с эталоном. И его
положение фиксируется с помощью упоров,
соответствующих диаметральному и продольному размерам.
После наладки обрабатывается вся партия заготовок.
Преимущества: независимость от квалификации рабочего;
исключение потерь времени на пробные ходы и измерения;
возможность полной автоматизации операции.
Недостатки: зависимость от точности СТО; необходимость
выборочного контроля и подналадки инструмента по мере
его изнашивания.
Метод эффективен в крупносерийном и массовом производстве.
94. Качество поверхности
В условиях эксплуатации машины внешним
воздействиям в первую очередь подвергаются
поверхности их деталей. Очевидно, что
придание поверхностям деталей специальных
свойств способствует существенному
повышению показателей качества машин в
целом и в первую очередь показателей
надежности.
Качество поверхности – это
совокупность всех служебных свойств
поверхностного слоя материала.
Под термином «поверхностный слой»
понимается сама поверхность и некоторый
поверхностный слой, отличающийся от
материала сердцевины детали.
Качество поверхности является одним
из важнейших факторов, обеспечивающих
высокие эксплуатационные свойства деталей
машин. Наиболее существенным для
практических целей является установление
зависимости между параметрами конкретного
технологического процесса обработки,
показателями качества поверхностного слоя и
показателями деталей машин в эксплуатации.
Качество поверхностного слоя металла
обусловливается свойствами металла и
методами обработки: механической,
электрофизической, электрохимической,
термической и т.д.
S
H
95.
В соответствии с современными представлениями качество поверхностного
слоя является сложным комплексным понятием и определяется двумя группами
характеристик: геометрическими характеристиками и физико-механическими
(или физико-химическими) характеристиками.
К геометрическим характеристикам относят отклонения формы
(макрогеометрия), волнистость, шероховатость (микрогеометрия).
Эти характеристики обусловлены тем, что реальная поверхность детали,
полученная после механической обработки или формообразования отличается
от ее номинальной поверхности, изображаемой на чертеже.
Реальная поверхность имеет неровности различной формы и высоты.
Отклонения формы поверхности условно различают в зависимости от
отношения шага S к высоте неровностей Н: при S/Н<50 - шероховатость
поверхности, при S/Н=50...1000 - волнистость, (при S/Н>1000- отклонения
формы, которые, как правило, рассматривают отдельно).
К физико-механическим характеристикам относят микроструктуру,
микротвердость, поверхностные напряжения, химический состав и некоторые
другие показатели (электродный потенциал, адгезионные, электрические,
магнитные оптические и др.)
96. Значение припуска на обработку.
• Слой материала, удаляемый с поверхности заготовки в целяхдостижения заданных свойств обрабатываемой поверхности
называют припуском.
Высокие требования к детали, а также экономические
точность и качество поверхности, обусловленные
технологическими возможностями видов обработки, как
правило делают необходимым процесс удаления припуска
проводить в несколько этапов.
• В связи с этим различают:
- операционный припуск - припуск, удаляемый при
выполнении одной технологической операции;
- промежуточный припуск - припуск, удаляемый при
выполнении одного технологического перехода.
97.
• Назначение завышенных припусков (т.е.необоснованно больших) приводит к
непроизводительным потерям материала,
превращаемого в стружку; к повышению расхода
режущего инструмента и электроэнергии; к
увеличению трудоемкости изготовления;
увеличению погрешностей из-за повышения
упругих деформаций в технологической системе;
усложнению применения приспособлений.
Назначение заниженных припусков не
обеспечивает удаление дефектных слоев и
достижения требуемой точности; повышает
требования к точности изготовления заготовок и
тем самым удорожает обработку.
98. Обеспечение технологичности конструкции изделия.
• (Конструктор, придавая конструкции изделия в процессе ееразработки необходимые свойства, выражающие полезность
изделия, придает ей и такие конструктивные свойства, которые
предопределяют уровень затрат ресурсов на изготовление,
техническое обслуживание и ремонт изделия, т.е. наделяет
конструкцию технологическими свойствами.)
• Технологичность конструкции изделия - совокупность
свойств конструкции изделия, определяющих ее
приспособленность к достижению оптимальных затрат при
производстве, эксплуатации и ремонте для заданных
показателей качества, объема выпуска и условий выполнения
работ.
• Обеспечение ТКИ - функция подготовки производства,
предусматривающая взаимосвязанное решение
конструкторских и технологических задач, направленных на
повышение производительности труда, достижение
оптимальных трудовых и материальных затрат и
сокращение времени на производство.
99.
• Обеспечение ТКИ включает:- отработку КИ на технологичность –
• - совершенствование условий выполнения работ
при производстве (и фиксация принятых решений
в технологической документации);
- количественную оценку ТКИ;
- технологический контроль конструкторской
документации;
(- подготовку и внесение изменений в
конструкторскую документацию по результатам
технологического контроля, обеспечивающих
достижение базовых значений показателей
технологичности)
100. Количественная оценка технологичности конструкции изделия.
ТКИ оценивают количественно с помощью системы показателей,
которая включает:
- базовые (исходные) значения показателей ТКИ,
- достигнутые при разработке изделия значения показателей
ТКИ;
- показатели уровня ТКИ.
(Уровень технологичности - показатель технологичности,
выражаемый отношением значения показателя технологичности
данного изделия к значению соответствующего базового
показателя технологичности.)
Необходимость количественной оценки технологичности к.и.,а т.ж.
номенклатура показателей и методика их определения
устанавливаются в зависимости от вида изделий, типа
производства и стадии разработки конструкторской
документации от-раслевыми стандартами или стандартами
предприятия.
Количество показателей д.б. минимальным, но достаточным для
оценки технологичности.
101.
Некоторые из показателей:
1). Трудоемкость изготовления изделия - суммарные затраты труда на выполнение
технологических процессов изготовления изделия.
2). Удельная трудоёмкость изготовления изделия - отношение трудоёмкости
изготовления изделия к величине его полезного эффекта или к номинальному значению
основного параметра. (для сборочных единиц). ((напр. - к пробегу до кап. ремонта; - к
мощности, производительности и т.п.))
3). Материалоёмкость изделия (металлоёмкость, эноргоёмкость) - расход
материальных ресурсов, необходимых на изготовление, (экспл. и рем.).
4). Удельная материалоёмкость (...) - (см. п.2 по аналогии)
5). Технологическая себестоимость изделия - часть себестоимости изделия,
определяемая суммой затрат на осуществление технол. процессов изготовления
изделия.
6). Коэффициент применяемости материала (для сб.ед.) -отношение нормы
расхода данного материала к сумме норм расхода всех материалов на изделие.
7). Коэффициент унификации конструктивных элементов (для детали
102. Отработка конструкции изделия на технологичность.
• Отработка К.И. на технологичность - часть работ пообеспечению технологичности, направленная на достижение
заданного уровня технологичности и выполняемая на всех
этапах разработки изделия.
• Отработка КИ на технологичность должна обеспечивать
решение следующих основных задач:
- снижение трудоёмкости и себестоимости производства
изделия;
- снижение расхода металла и топливно-энергетических
ресурсов при производстве изделия ((т.о. и рем.));
(- снижение трудоёмкости, стоимости и
продолжительности технического обсл. и ремонта изделия)
103.
Комплекс работ по снижению трудоёмкости и себестоимости производства изделия в
общем случае включает:
- повышение серийности изделия и его составных частей посредством
стандартизации, унификации и обеспечения конструктивного подобия;
- ограничение номенклатуры составных частей, конструктивных элементов и
применяемых материалов;
- применение ((в разрабатываемых конструкциях)) освоенных в производстве
конструктивных решений, соответствующих современным требованиям;
- применение высокопроизводительных и малоотходных технологических решений,
основанных на типизации процессов и других прогрессивных формах их организации;
- применение высокопроизводительных стандартных средств технологического
оснащения, обеспечивающих оптимальный уровень механизации и автоматизации
труда в производстве;
- использование конструктивных решений, позволяющих снизить затраты на
обеспечение: доступа к составным частям; установки и съёма составных частей
изделия;
- использование конструктивных решений, облегчающих и упрощающих условия
производства для ограничения требований к квалификации изготовителей.
104.
Комплекс работ по снижению материалоёмкости изделия включает:
- применение рациональных сортаментов и марок материалов,
рациональных способов получения заготовок, методов и режимов
упрочнения деталей;
- разработку и применение прогрессивных конструктивных
решений, позволяющих повысить ресурс изделия и использовать
малоотходные и безотходные технологические процессы;
- внедрение научно обоснованных запасов прочности
металлоконструкций, типовых методов расчётов и испытаний
изделия.
ТК специфицируемого изделия рассматривают относительно
всего изделия, учитывая технологичность составных частей,
сборки, испытаний, монтажа вне предприятия-изготовителя,
технического обслуживания и ремонта
105. Некоторые правила конструирования деталей, обрабатываемых резанием
• Эти правила выполняются конструктором при отработке КИ натехнологичность с целью обеспечения ТКИ и являются одним
из предметов технологического контроля конструкторской
документации.
• 1). Сокращение объёма обработки резанием.
• Необходимо сокращать протяженность поверхностей,
обрабатываемых резанием, до конструктивно необходимого
минимума.
• 2). Обработка напроход.
• Для увеличения производительности обработки и повышения
качества и точности обработанной поверхности большое
значение имеет обработка со свободным входом и выходом
режущего инструмента за пределы обрабатываемой
поверхности.
106.
• 3) Обработка с одного установа.• Поверхности, нуждающиеся в точной взаимной координации,
целесообразно обрабатывать с одного установа.
• 4) Измерительные базы
и др.
107. Разработка технологических процессов обработки
Основные требования к разработке технологических процессов.
1.1. Технологический процесс разрабатывается для изготовления нового или
модернизуемого изделия и совершенствования действующего
технологического процесса в соответствии с достижениями науки и техники.
1.2. Разрабатываемый технологический процесс должен быть прогрессивным
и обеспечивать повышение производительности труда и качества изделий,
сокращение трудовых и материальных затрат на его реализацию, уменьшение
вредных воздействий на окружающую среду.
Прогрессивность технологического процесса оценивается по показателям,
установленным системой аттестации технологических процессов в отрасли и
на предприятии.
1.3. Технологический процесс должен соответствовать требованиям техники
безопасности и промышленной санитарии, изложенным в системе стандартов
безопасности труда (ССБТ), стандартах на типовые и групповые
технологические процессы, инструкциях и других нормативных документах по
технике безопасности и промышленной санитарии
.
108.
1.4. Документы на технологические процессы всех видов следует оформлять в
соответствии с требованиями стандартов Единой системы технологической
документации (ЕСТД).
1.5. Разработка рабочих технологических процессов проводится для
изготовления или ремонта изделий, конструкции которых отработаны на
технологичность.
Технологический процесс должен обеспечивать реализацию значений базовых
показателей технологичности конструкций изготовляемого или ремонтируемого
изделия.
1.6. Единичный технологический процесс разрабатывают на основе
имеющегося типового или группового технологического процесса.
При отсутствии типового или группового технологического процесса
изготовления изделия, относящегося к определенной классификационной
группе, технологический процесс создается на основе использования ранее
принятых прогрессивных решений, содержащихся в действующих единичных
технологических процессах изготовления аналогичных изделий.
109.
1.7. Объекты производства, на которые разрабатывают перспективные
технологические процессы, и стадии разработки конструкторской документации,
после завершения которых целесообразно разрабатывать перспективный
технологический процесс, устанавливают с учетом специфики разрабатываемого
изделия (например, конструкция изделия требует применения новых физических
способов воздействия, новых требований к материалам и т.п.) и наличия
исходной информации, достаточной для разработки этого процесса в заданные
сроки.
1.8. При организации производства нового изделия перспективные
технологические процессы разрабатывают после завершения стадий эскизного
или технического проектов разработки конструкторской документации на изделие.
В технически обоснованных случаях их разрабатывают после завершения стадии
разработки рабочей документации опытного образца (партии).
1.9. Разработка перспективных технологических процессов должна быть
основана на результатах проведения научно-исследовательских, опытнотехнологических, опытно-конструкторских работ, прогнозирования новых методов
обработки, разработки и исследования перспективных технологических
возможностей предприятий, анализа опыта применения новых методов и средств
технологического оснащения другими предприятиями промышленности.
110. 2. Исходная информация для разработки технологических процессов.
2.1. Исходную информацию для разработки технологических процессов
подразделяют на базовую, руководящую и справочную.
2.2. Базовая информация включает данные, содержащиеся в конструкторской
документации на изделие, и программу выпуска этого изделия.
2.3. Руководящая информация включает данные, содержащиеся в следующих
документах:
стандартах и руководящих материалах, устанавливающих требования к
технологическим процессам и методам управления ими, а также стандартах на
оборудование и оснастку;
программах и планах повышения технического уровня производства и
совершенствования его организации;
документации на перспективные технологические процессы;
документации на действующие единичные, типовые и групповые
технологические процессы;
классификаторах технико-экономической информации;
производственных инструкциях;
материалах по выбору технологических нормативов (режимов обработки,
припусков, норм расхода материалов и др.);
документации по технике безопасности и промышленной санитарии.
111.
2.4. Справочная информация включает данные, содержащиеся в
следующих документах:
технологической документации опытного производства;
описаниях прогрессивных методов обработки;
каталогах, паспортах, справочниках, альбомах компоновок
прогрессивных средств технологического оснащения;
методических материалах по типовым методам расчета
производительности, точности и стабильности технологических
процессов;
планировках производственных участков;
методических материалах по управлению технологическими
процессами;