






 Менеджмент
МенеджментПохожие презентации:










Лист вычисления времени такта
1.
Лист вычисления времени тактаСколько смен (А)?
1 смена
Сколько секунд в смене (В)?
520’х 60 = 31200”
Регламентированные
Обед
Сколько секунд в смену уходит на перерывы (С)?
перерывы
40’ + 5’х 5 = 3900”
Сколько рабочих секунд в смене(В-С=D)?
31200” – 3900” = 27300”
Сколько рабочих секунд в день (А*D=Е)?
1 х 27300” = 27300”
Какой объем ежедневного заказа (F)?
380 шт.
Какое время такта (Е/F)?
27300”/ 380 = 71”84
2.
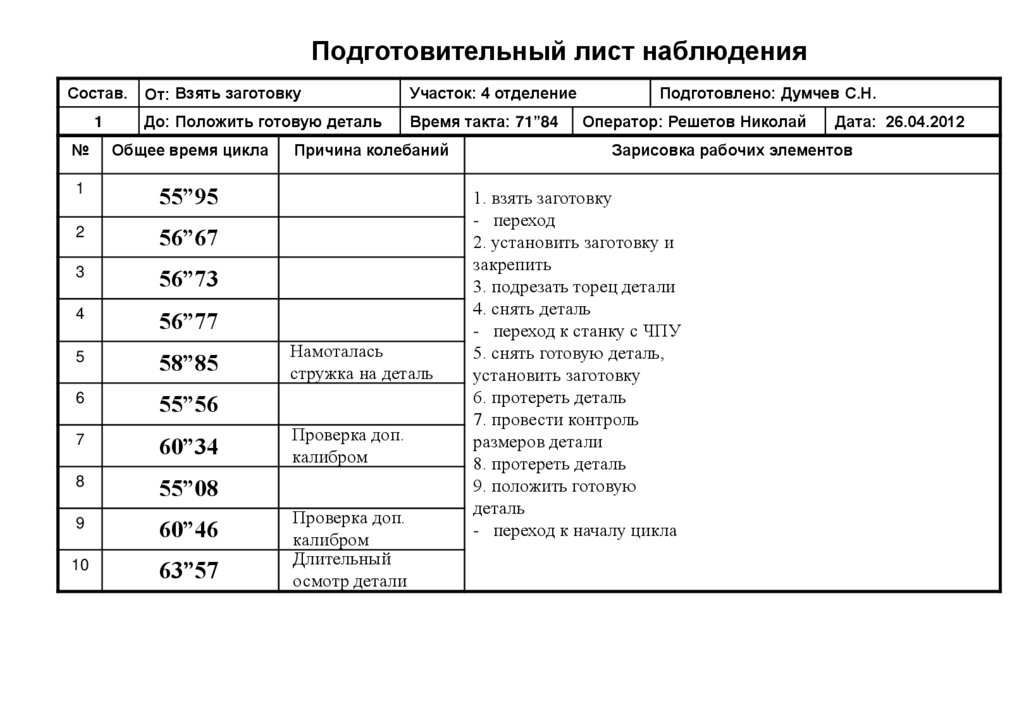
Подготовительный лист наблюденияСостав.
1
От: Взять заготовку
Участок: 4 отделение
До: Положить готовую деталь
Время такта: 71”84
№
Общее время цикла
1
55”95
2
56”67
3
56”73
4
56”77
5
58”85
6
55”56
7
60”34
8
55”08
9
60”46
10
63”57
Причина колебаний
Намоталась
стружка на деталь
Проверка доп.
калибром
Проверка доп.
калибром
Длительный
осмотр детали
Подготовлено: Думчев С.Н.
Оператор: Решетов Николай
Дата: 26.04.2012
Зарисовка рабочих элементов
1. взять заготовку
- переход
2. установить заготовку и
закрепить
3. подрезать торец детали
4. снять деталь
- переход к станку с ЧПУ
5. снять готовую деталь,
установить заготовку
6. протереть деталь
7. провести контроль
размеров детали
8. протереть деталь
9. положить готовую
деталь
- переход к началу цикла
3.
Карта стандартизированной работыСостав.
1
От: Взять заготовку
Участок: 4 отделение
Подготовлено: Думчев С.Н.
До: Положить готовую деталь
Всего запасов: 1 шт.
Дата: 26.04.2012
Готовые детали
Контрольные
калибры
6
7
5
4
3
9
8
2
1/1
Калибр контроля
биения
Заготовки
Токарный с ЧПУ
Doosan
1
Условные знаки:
Проверка качества;
Безопасность;
Стандартный запас.
4.
Лист наблюдения ручной работыСостав.
1
От: Взять заготовку
Участок: 4 отделение
До: Положить готовую деталь
Время такта: 71”84
№
Точка
отсчета
Рабочий элемент
1
2
3
4
5
Подготовлено: Думчев С.Н.
Оператор: Решетов Николай
6
7
8
9
10
t
min
Колво
отрег.
Дата: 26.04.2012
*
tотрег
**
Колеб
Комментарии
рука-деталь 0”42 0”32 0”32 0”33 0”35 0”41 0”51 0”38 0”41 0”23 0”23
0”23 0”28
1 взять заготовку
1 шаг
1”78 1”57 2”03 1”55 1”61 2”06 2”77 1”92 1”82 1”79 1”55
1”55 1”22
переход
1”27 0”36
дет.-станок 1”63 1”63 1”33 1”34 1”36 1”47 1”42 1”56 1”27 1”54 1”27
2 установить заготовку
4”37 0”75
рука-ручка 5”12 4”68 4”73 5”10 4”91 4”80 4”37 4”66 4”98 4”72 4”37
3 подрезать торец детали
рука-деталь 0”75 1”81 0”94 0”67 0”68 0”95 0”88 0”88 0”91 0”88 0”67
0”67 1”14
4 снять деталь
1 шаг
2”46 2”44 2”77 2”09 2”18 1”68 1”91 1”69 1”76 2”52 1”68
1”68 1”09
переход к станку с ЧПУ
на
рука-станок 7”44 7”18 10”28 6”68 7”02 7”06 6”84 7”98 8”64 8”70 6”68 2”00 8”68 3”60 Стружка
5 снять готовую деталь,
инструменте (3)
установить заготовку
Длительный
рука-ветошь 8”48 7”90 7”14 9”80 11”06 10”51 9”95 8”95 9”12 8”90 7”14 2”00 9”14 3”92 осмотр дет. (5,6,10)
6 протереть деталь
дополнит
7 провести контроль детали дет.-калибр 17”58 17”2013”86 16”52 17”02 16”3818”7214”65 20”0420”58 13”86 3”00 16”86 3”72 Проверка
калибром (7,9,10)
рука-ветошь 7”19 7”77 8”96 7”68 9”71 7”41 9”07 8”68 7”21 9”35 7”19 0”54 7”73 2”16
8 протереть деталь
1”18 1”74
9 положить готовую деталь деталь-стол 1”18 1”60 2”06 2”92 1”23 1”43 2”14 1”82 1”99 1”70 1”18
1 шаг
1”92 2”57 2”31 2”09 1”72 1”40 1”76 1”91 2”31 2”66 1”72
1”72 0”94
переход к началу цикла
Σ
47”54
St = ______
47”54
7”54
55”08 - ________=
C= T - St = ________
(Отрегулированное время)
55”95 56”67 56”73 56”77 58”85 55”56 60”34 55”08 60”46 60”46 47”54 7”54 55”08 20”92
* tотрег = tmin + Кол-во отрег.
** Колеб = max - min
Условные знаки:
Х Зачеркнуть ошибку;
Обвести max время; ___ Подчеркнуть min время.
5.
Лист наблюдения периодической работыСостав. От: Взять заготовку
1
До: Положить готовую деталь
№
Периодическая работа
Участок: 4 отделение
Время такта: 71”84
Повторяемость
(А)
Подготовлено: Думчев С.Н.
Оператор: Решетов Николай
Время
1
2
3
Дата: 26.04.2012
Наименьшее (В)
Время периодич.
работы (В/А)
1
Контроль биения торца
2
8”63
8”53
8”96
8”53
4”27
2
Контроль биения плоскости фланца
12
3”32
3”60
3”92
3”32
0”28
3
Контроль диаметра фланца
10
18”72
15”63
16”19
15”63
1”56
4
Уборка стружки из станка
60
25”66
29”60
24”52
24”52
0”41
5
Транспортировка заготовок
40
6”15
6”70
7”24
6”15
0”15
6
Долив СОЖ
1520
494”00 489”06 520”12 489”06
0”32
7
Замена резцов
190
141”93 137”45 135”45 135”45
0”71
8
Уборка рабочего места
380
639”58 805”72 722”60 639”58
1”68
Σ 9”38
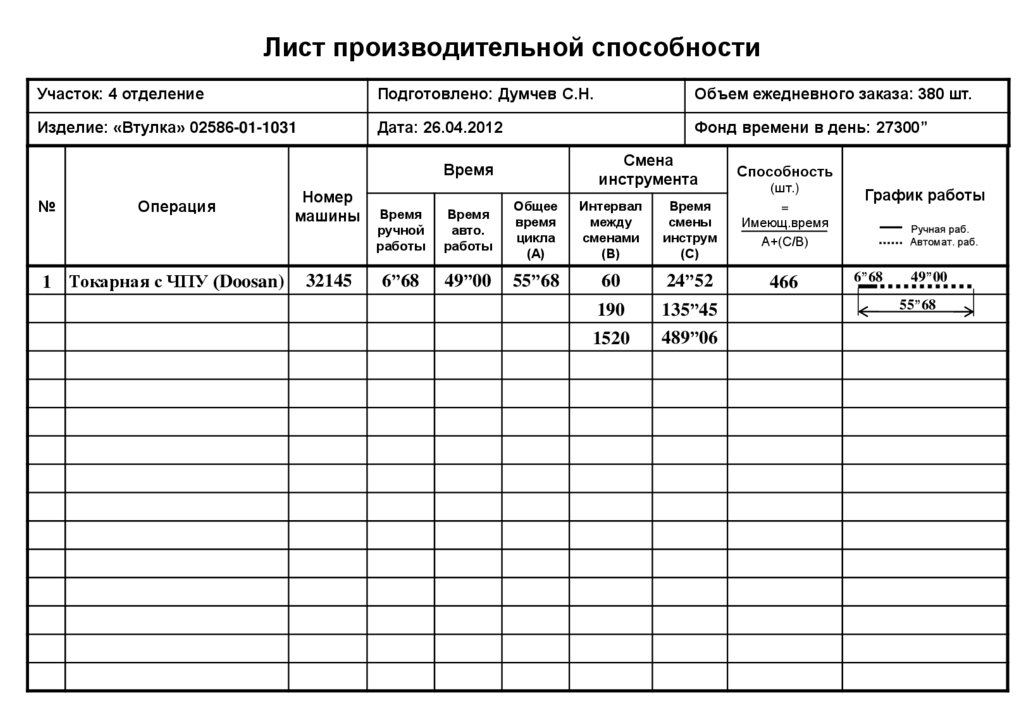
6.
Лист производительной способностиУчасток: 4 отделение
Подготовлено: Думчев С.Н.
Объем ежедневного заказа: 380 шт.
Изделие: «Втулка» 02586-01-1031
Дата: 26.04.2012
Фонд времени в день: 27300”
Смена
инструмента
Время
№
Операция
1 Токарная с ЧПУ (Doosan)
Номер
машины
32145
Время
ручной
работы
Время
авто.
работы
Общее
время
цикла
(А)
Интервал
между
сменами
(В)
Время
смены
инструм
(С)
6”68
49”00
55”68
60
24”52
190
135”45
1520
489”06
Способность
(шт.)
=
Имеющ.время
А+(С/В)
466
График работы
Ручная раб.
Автомат. раб.
6”68
49”00
55”68
7.
Ручная раб.Автомат. раб.
Объединенная карта стандартизированной работы
Переходы
Ожидание
Участок: 4 отделение
Подготовлено: Думчев С.Н.
Объем ежедневного заказа: 380 шт.
Изделие: «Втулка» 02586-01-1031
Время такта: 71”84
Дата: 26.04.2012
№
Время
Рабочий элемент
(tотрег.)
1,5
15
30
45
Ручн.р. Авто Переходы
1 взять заготовку
0”23
1”55
1”27
2 установить заготовку
3 подрезать торец детали
4”37
4 снять деталь
0”67
1”68
снять
готовую
деталь
5
8”68 49”00
9”14
6 протереть деталь
7 провести контроль детали 16”86
7”73
8 протереть деталь
9 положить готовую деталь 1”18
1”72
Тцикла = 55”08
Ттакта = 71”84
ожидание
Итог:
50”13 16”77 4”95
60
75
8.
Таблица сбалансированной работыУчасток: 4 отделение
Цикл.р. + Период.р.
Колебания
Дата: 26.04.2012
Периодическая раб.
Циклическая раб.
Т = 72”95
75”
Время такта
55”08 + 9”38
71”84
Периодич. работа 9”38
60”
Тцикла = 55”08
переход 1”72
Время
9
положить готовую деталь 1”18
7
провести контроль детали 16”86
5
снять готовую деталь 8”68
4
снять деталь 0”67
2
установить заготовку и закрепить 0”23
1
взять заготовку 0”23
протереть деталь 7”73
45”
30”
6
протереть деталь 9”14
15”
переход 1”68
3
3”
0”
=
0,90
Ттакта = 71”84
Колебания 8”49
8
кол-во
= человек
подрезать торец детали 4”37
переход 1”55
Оператор
9.
Отчет о внедрении усовершенствованияУчасток: 4 отделение
Направленность: производительность
До усовершенствования
Операция: 115, 120 Токарная
Подготовлено: Думчев С.Н.
лишние движения,
Вид(ы) потерь:
Дата: 27.04.2012
лишний этап обработки
После усовершенствования
Эскиз (фото)
№
1
Оснастка ГС525У
6 5
7 8
9
5
6
4
3
2
1
Токарный с
ЧПУ
Doosan
1
Оснастка Doosan
2
Токарный с
ЧПУ
Doosan
Оснастка Doosan
4 3
Проблема
Внедренное изменение
Результат
Лишний этап обработки – механическая
обработка на двух разных станках
(универсальном и ЧПУ) с одинаковым
базированием детали. Это приводит к
лишним движениям оператора – лишней
установке, снятии детали и переходе между
До
станками.
Проточить канавку под выход инструмента
на цанговом зажиме токарного станка с
ЧПУ. Деталь обрабатывать на одном станке
(Doosan) при помощи одного установа.
Устранены лишние движения оператора и
лишний этап обработки. Высвобождена 1
единица оборудования (токарный станок)
7”99
После
Цель
0”
0”
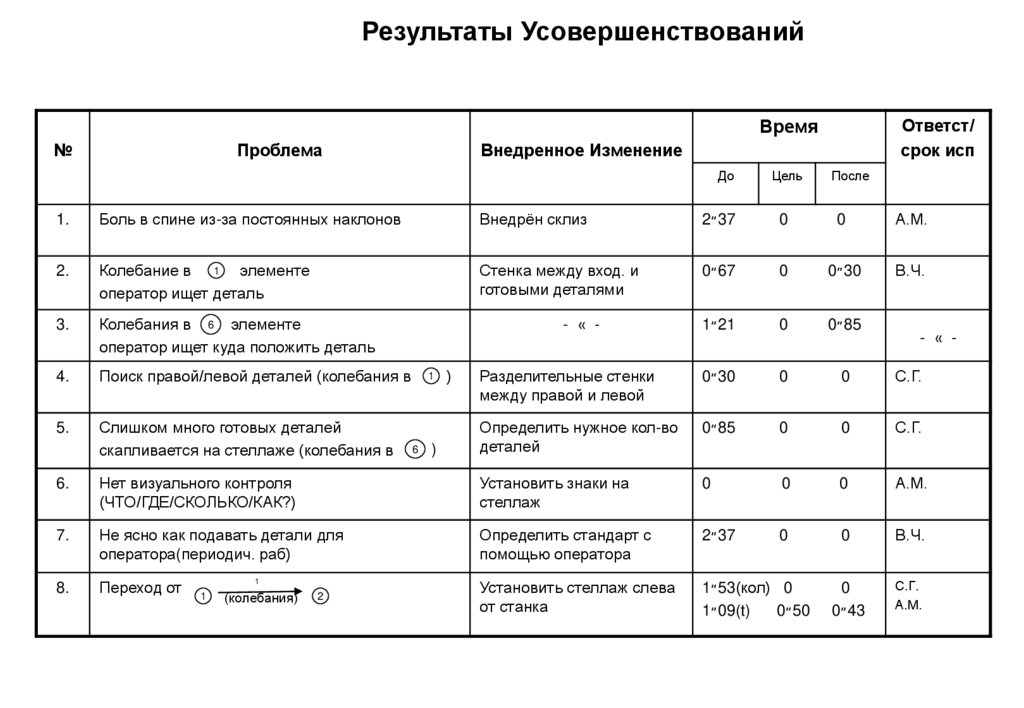
10.
Результаты УсовершенствованийВремя
№
Проблема
Ответст/
срок исп
Внедренное Изменение
До
Цель
После
1.
Боль в спине из-за постоянных наклонов
Внедрён склиз
2״37
0
0
А.М.
2.
Колебание в 1 элементе
оператор ищет деталь
Стенка между вход. и
готовыми деталями
0״67
0
0״30
В.Ч.
3.
Колебания в 6 элементе
оператор ищет куда положить деталь
1״21
0
0״85
4.
Поиск правой/левой деталей (колебания в
Разделительные стенки
между правой и левой
0״30
0
0
С.Г.
5.
Слишком много готовых деталей
скапливается на стеллаже (колебания в
Определить нужное кол-во
деталей
0״85
0
0
С.Г.
- « 1
6
)
)
- « -
6.
Нет визуального контроля
(ЧТО/ГДЕ/СКОЛЬКО/КАК?)
Установить знаки на
стеллаж
0
0
0
А.М.
7.
Не ясно как подавать детали для
оператора(периодич. раб)
Определить стандарт с
помощью оператора
2״37
0
0
В.Ч.
8.
Переход от
Установить стеллаж слева
от станка
1״53(кол) 0
1״09(t)
0״50
0
0״43
С.Г.
А.М.
1
1
(колебания)
2