




































 Промышленность
ПромышленностьПохожие презентации:
")

")







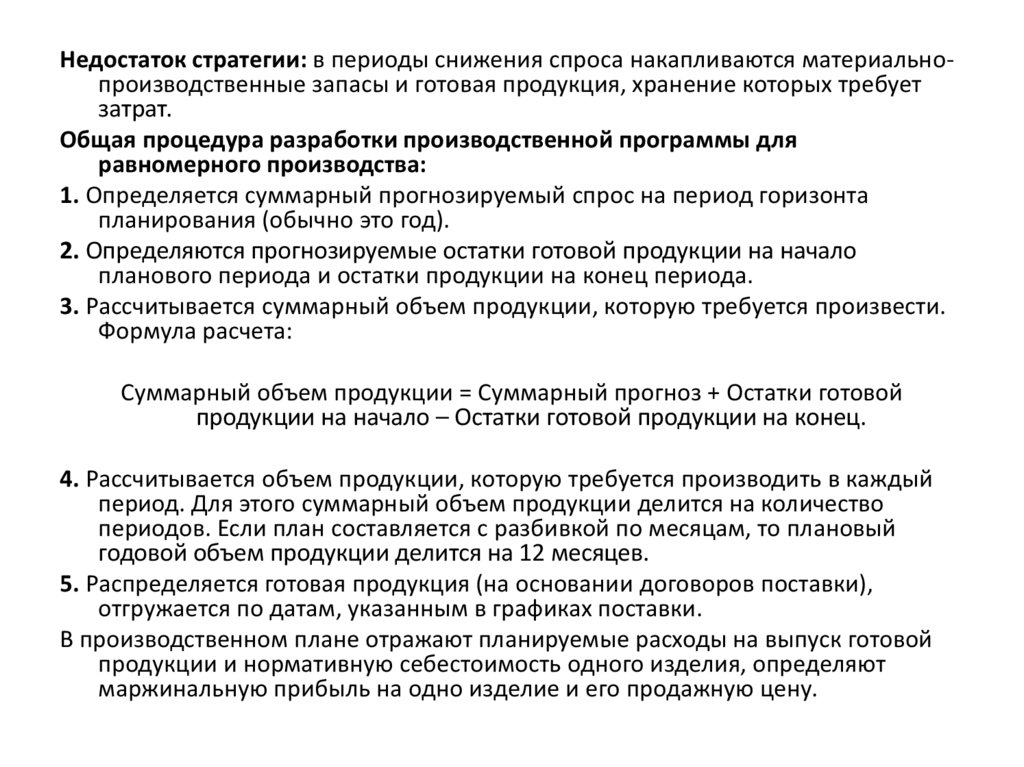
Подготовка производства. Тема 4
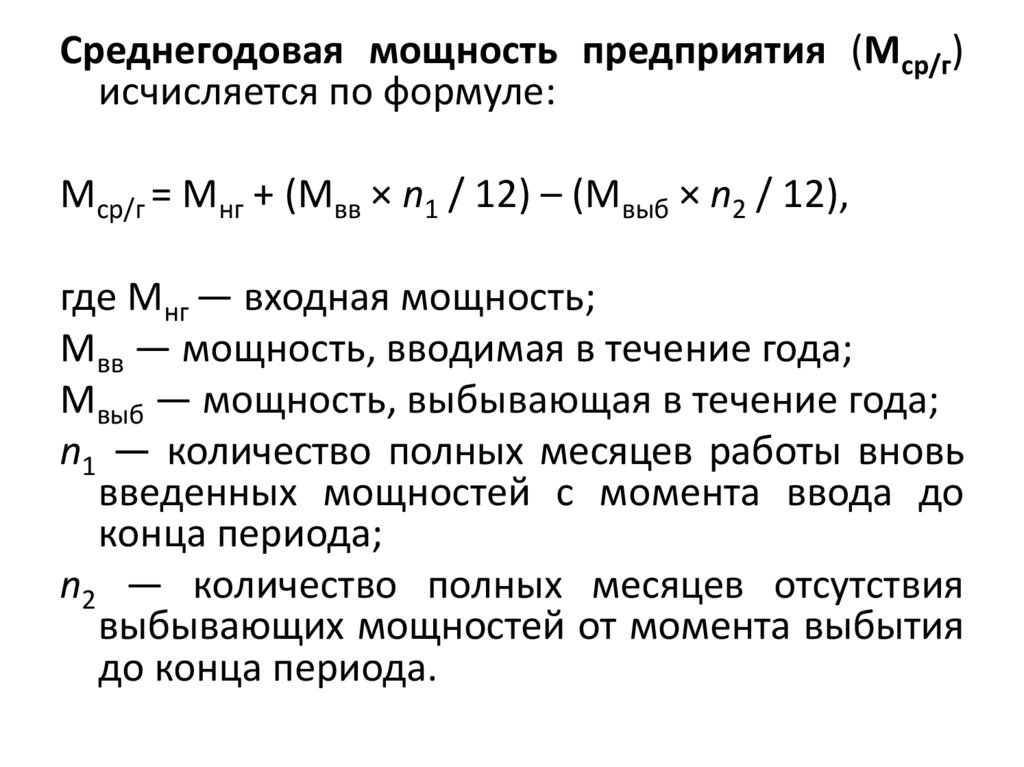
1.
Тема 4. Подготовкапроизводства
2.
1. Жизненный цикл продукцииЖизненный цикл товара — период времени, в
течение которого товар обращается на рынке, начиная
с момента выхода его на рынок и заканчивая его
уходом с рынка.
Жизненный цикл изделия (жизненный цикл
продукции) — совокупность явлений и процессов,
повторяющаяся с периодичностью, определяемой
временем существования типовой конструкции
изделия от её замысла до утилизации или
конкретного экземпляра изделия от момента
завершения его производства до утилизации (ГОСТ Р
56136-2014)
3.
4.
Основные постулаты теории гласят:• Срок жизни товара ограничен его
актуальностью на каждом временном
отрезке времени.
• ЖЦТ характеризуется различными
стадиями, для которых применяются
отличные стратегии продвижения.
• Каждая стадия характеризуется отдельной
динамикой прибыли и объемом продаж
(кривые ЖЦТ).
5.
Современные маркетологи доработали теорию ипредставили ЖТЦ различных товаров:
• Цикл жизни большого класса продуктов. Имеет
длительную стадию зрелости (станки,
оборудование, безалкогольные напитки).
• Цикл жизни вида продуктов. Зависит от отрасли и
конкретного производителя (любой класс товара,
взятый в отдельности).
• Цикл жизни способов применения продукции.
Скоротечен по времени. Как только найдется
возможная последняя отрасль применения
продукта, продажи сократятся.
• Цикл жизни марок товаров. Наиболее долговечен
тот продукт, который пользуется доверием у
покупателя.
6.
Этапы жизненного цикла продукта7.
Характеристика этапов жизненного циклатоваров
8.
Модель жизненного цикла товара: недостатки• Несмотря на фундаментальность концепции и возможности ее
применения в любых сферах с учетом инноваций, жизненный
цикл товара не может быть определен математическим
моделированием. Никто не знает, как поведет себя
потребитель завтра.
• Теория ЖЦТ не используется при управлении бизнесом. Не
учитывается при планировании и прогнозах. Не является точкой
опоры в принятии решений.
• Используется в качестве ретроспективного анализа
деятельности фирмы (объем продаж и прибыли в динамике).
• Сложно определить период наступления фазы. Кривые ЖЦТ
(графики в системе координат «продажи–период») не
характеризуют точного направления продаж – «вверх–вниз» –
на конкретную дату.
9.
Применение модели жизненного цикла товара:• Прогнозирование динамики продаж нового товара.
Применяется при планировании общих маркетинговых задач в
купе с анализом рынка и конкурентов.
• Используется в анализе аналогичных товаров конкурентов. Дает
возможность сравнения темпов продаж и прибыли, выявить
преимущества и слабые стороны деятельности.
• Управление ассортиментом. Применяется для принятия
решения о необходимости расширения ассортимента или
замене на другой товар.
• Управление товарными запасами. Позволяет управлять
складскими мощностями и высчитывать необходимые для
каждой стадии объемы производства и запасов.
• Управление разработкой новых товаров. Позволяет
прогнозировать период, в котором необходимо разработать
продукт-заменитель, аналог с новыми функциями (стадия
насыщения).
10.
5 базовых кривых ЖЦТ1. Кривая «БУМ»
11.
2. Кривая «Плато» или кривая «рост–спад»12.
3. Кривая «Сезонность» или кривая сповторным циклом
13.
4. Кривая «Гребешок» или кривая новыхподъемов
14.
5. Кривая «Провала»Основными способами продления ЖЦТ являются:
Модификация продукта (уникальные функции, эргономика, практичность,
совмещение параметров).
Новый дизайн или упаковка (в условиях широкого выбора иногда становятся
решающими при покупке).
Поддержка широкомасштабной акции (создание имиджа генерального
спонсора).
Проведение собственных мероприятий (шоу, спортивные эстафеты,
аттракционы, выставки, бесплатные показы).
Активизация деятельности в кризис, в период экологических катастроф или
дефицита продукции.
Новая услуга или дополнительный товар (подарки, сервис-услуги в
дополнение к основному товару).
Новый рекламный ролик и слоган (видеотрансляция на экранах и ТВ).
Запуск новой рекламной кампании (аудио, видео или через маркетинговую
службу).
Выпуск нового товара того же бренда.
Изменение цены в соответствии с актуальностью предложения.
Улучшение качества продукции, снижение процента брака.
Сервисное обслуживание. Неценовое стимулирование спроса.
15.
Стадии жизненного циклапродукции
16.
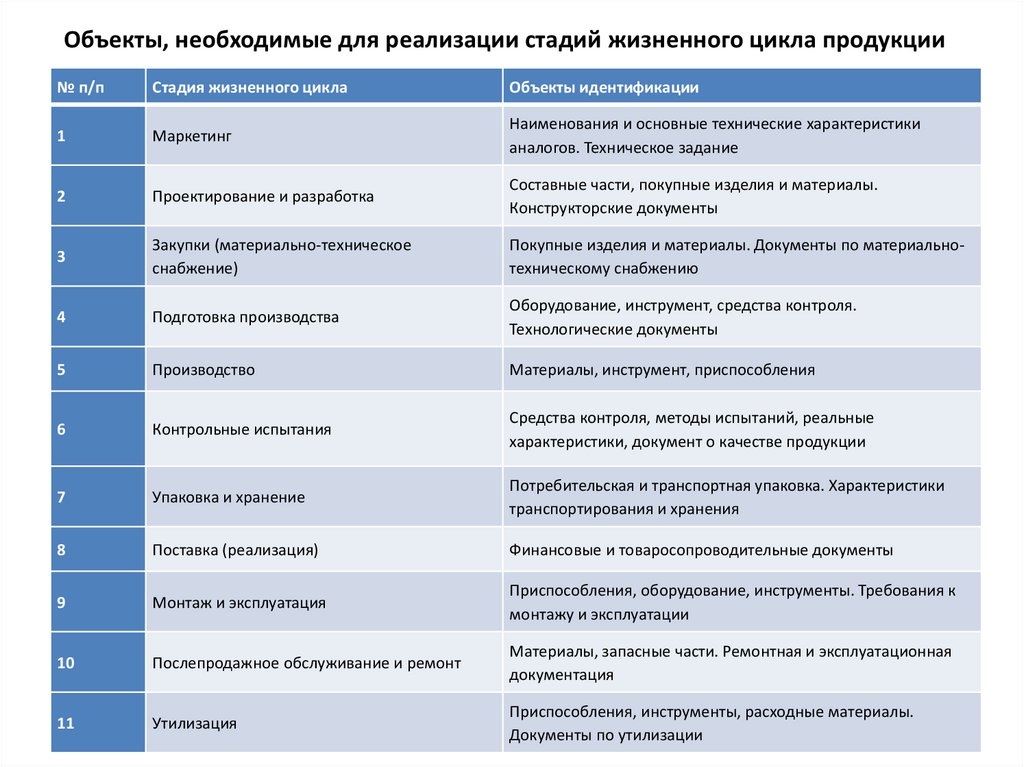
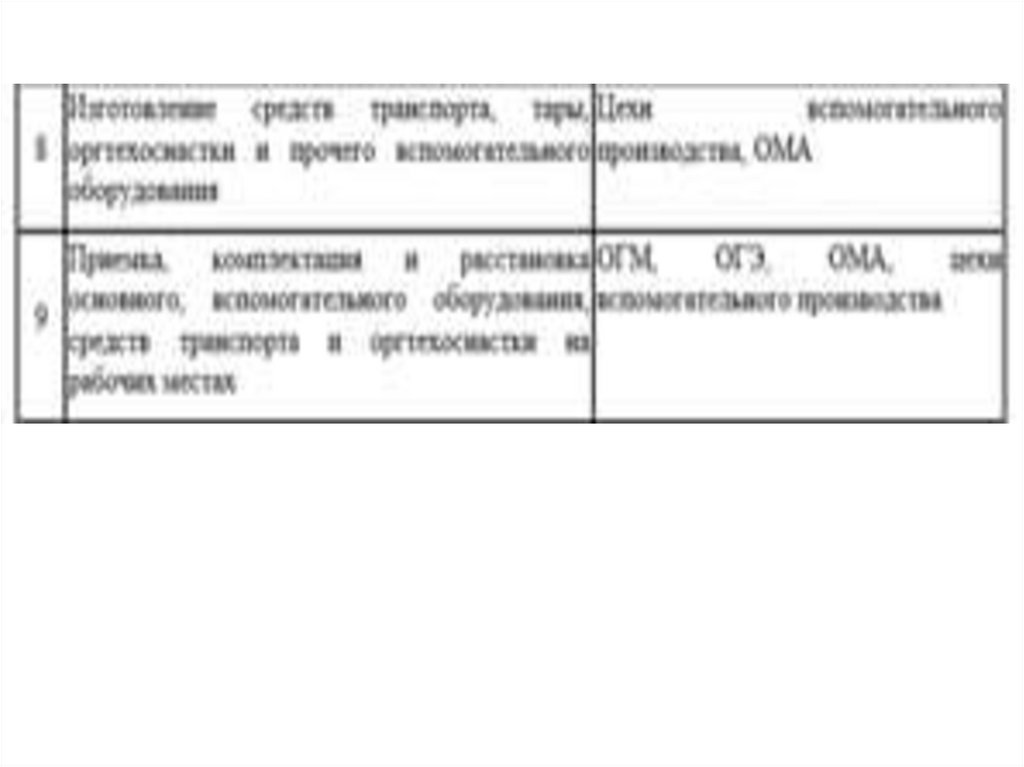
Объекты, необходимые для реализации стадий жизненного цикла продукции№ п/п
Стадия жизненного цикла
Объекты идентификации
1
Маркетинг
Наименования и основные технические характеристики
аналогов. Техническое задание
2
Проектирование и разработка
Составные части, покупные изделия и материалы.
Конструкторские документы
3
Закупки (материально-техническое
снабжение)
Покупные изделия и материалы. Документы по материальнотехническому снабжению
4
Подготовка производства
Оборудование, инструмент, средства контроля.
Технологические документы
5
Производство
Материалы, инструмент, приспособления
6
Контрольные испытания
Средства контроля, методы испытаний, реальные
характеристики, документ о качестве продукции
7
Упаковка и хранение
Потребительская и транспортная упаковка. Характеристики
транспортирования и хранения
8
Поставка (реализация)
Финансовые и товаросопроводительные документы
9
Монтаж и эксплуатация
Приспособления, оборудование, инструменты. Требования к
монтажу и эксплуатации
10
Послепродажное обслуживание и ремонт
Материалы, запасные части. Ремонтная и эксплуатационная
документация
11
Утилизация
Приспособления, инструменты, расходные материалы.
Документы по утилизации
17.
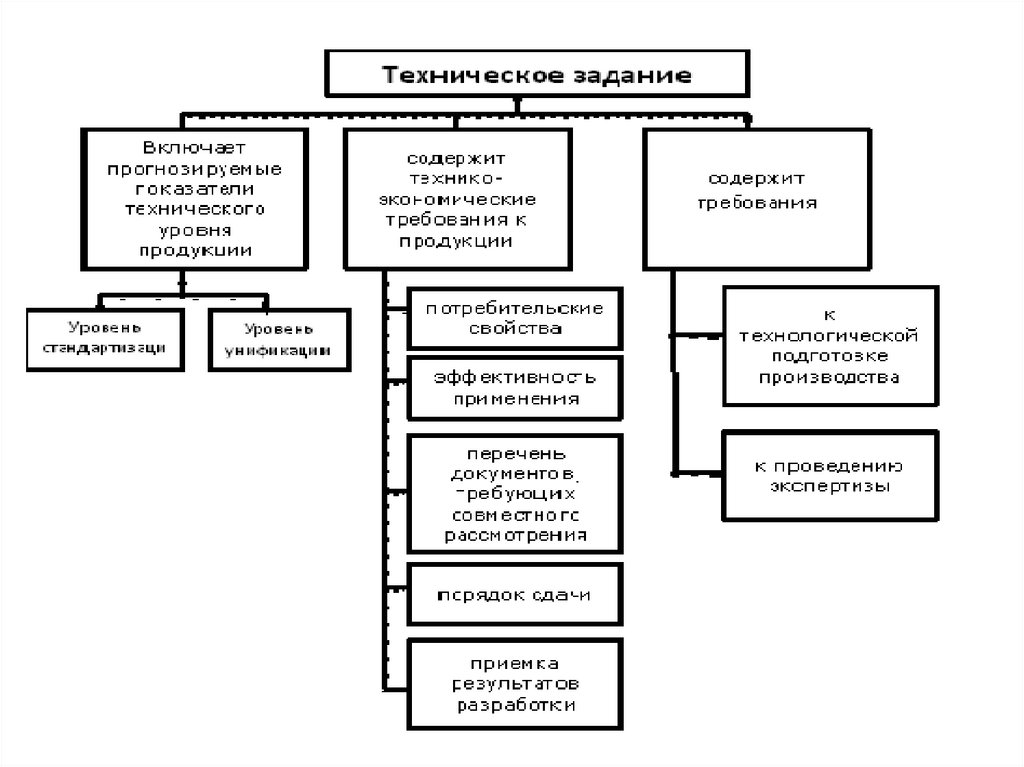
Состав и взаимосвязь основных требований, предъявляемых к производству продукции внормативной и технической документации, представлены на блок-схеме.
18.
На основе технического задания разрабатываетсятехнический проект.
Технический
проект
совокупность
конструкторских документов, которые должны
содержать технические решения, дающие полное
представление о конструкции изделия, и исходные
данные для разработки рабочих чертежей опытных
образцов.
Технический проект позволяет осуществлять
выбор материалов и полуфабрикатов, определять
основные принципы изготовления продукции и
проводить экономическое обоснование проекта.
Результаты
конструкторской
подготовки
оформляются в виде технической документации чертежей, инструкций, технических условий и т.д.
19.
Технические условия (ТУ) являются неотъемлемой частьюкомплекта технической документации на продукцию (изделие,
материал, вещество и т.п.), на которую они распространяются.
ТУ должны содержать все требования к продукции, ее
изготовлению, контролю, приемке и поставке, которые
целесообразно указывать в конструкторской или другой
технической документации.
Конструкторская подготовка производства осуществляется в
соответствии с комплексом государственных стандартов,
устанавливающих единые взаимосвязанные правила и
положения ее проведения, оформления и обращения
конструкторской
документации,
разрабатываемой
и
применяемой промышленными, научно-исследовательскими,
проектно-конструкторскими организациями и предприятиями.
Этот комплекс стандартов носит название Единой системы
конструкторской документации (ЕСКД).
20.
В ЕСКД учтены правила, положения,требования, а также положительный опыт
оформления
графических
документов
(эскизов, чертежей, схем), установленных
рекомендациями ИСО - Международной
организацией по стандартизации.
21.
III. Технологическая подготовка производства (ТПП)Технологическая
подготовка
производства
представляет собой совокупность взаимосвязанных
процессов,
обеспечивающих
технологическую
готовность предприятия к выпуску продукции
необходимого качества при установленных сроках.
объеме производства и затратах.
Содержание и объем ТПП зависят от типа
производства, конструкции и назначения изделия. Под
технологической готовностью понимается наличие
полного комплекта технологической документации и
средств технологического оснащения, необходимых
для производства новых изделий.
Основная задача ТПП - обеспечить высокое качество
изготовления изделий и создать необходимые условия
для роста производительности труда, улучшения
использования оборудования, снижения расхода
сырья, материалов, топлива, энергии.
22.
2. Виды подготовки: научная,конструкторская, технологическая
Подготовка производства представляет
собой
комплекс
взаимосвязанных
мероприятий, обеспечивающих создание
новых и совершенствование выпускаемых
видов продукции, внедрение передовой
технологии,
эффективных
методов
организации
труда,
производства
и
управления.
Подготовка
производства
состоит из следующих стадий.
23.
24.
Содержание и порядок работ по подготовкепроизводства
регламентируются
государственными
стандартами:
· Единая система конструкторской документации
(ЕСКД);
· Единая система технологической документации
(ЕСТД);
· Единая система технологической подготовки
производства (ЕСТГТП).
Главная задача подготовки производства - создание и
организация выпуска новых конкурентоспособных
изделий.
Цель подготовки производства состоит в создании
технических, организационных и экономических условий,
полностью гарантирующих перевод производственного
процесса на более высокий технический и социальноэкономический уровень на основе достижений науки и
техники, использования различных инноваций для
обеспечения эффективной работы предприятия.
25.
Содержание основных стадий подготовкипроизводства.
I.
Научная стадия.
Научные исследования являются основой для развития
предприятия, открывают новые возможности и потенциальные
источники для коренного преобразования производства. Научноисследовательские работы (НИР) предназначены для определения
наиболее совершенных методов создания новых изделий и
технологических процессов, коренного улучшения уже выпускаемой
продукции, материалов и способов их обработки. В ходе
исследований изучается состояние, определяются пути и методы
совершенствования организации и управления производством.
В процессе исследовательской стадии определяются перспективы
развития производства и эффективность применения новой или
усовершенствованной
продукции
и
технологии.
Научные
исследования проводятся либо в специальных НИИ, либо в
лабораториях предприятия.
Исследовательская стадия обычно заканчивается составлением
технических условий для проектирования продукции.
26.
Критериями достижения этой цели выступаютминимум затрат времени и средств на поиск и
обоснование новых принципиальных направлений
при максимальном использовании достижений
научно-технической революции и обеспечение
высокого качества и эффективности новой техники
при минимуме затрат на разработку, производство и
эксплуатацию.
В основе НПП лежат научные исследования (НИ). Их
характерными чертами являются:
• сложный и комплексный характер;
• выполнение отдельными коллективами части
(этапов) общей работы;
• использование результатов НИ либо как
конечного продукта, либо как исходных данных для
последующих НИ.
27.
Результатом НИР является достижение научного,научно-технического, экономического и социального
эффектов.
Научный эффект характеризуется
получением новых научных знаний и отражает
прирост информации, предназначенной для "внутринаучного" потребления. Научно-технический эффект
характеризует
возможность
использования
результатов выполняемых исследований в других НИР
и ОКР и обеспечивает получение информации,
необходимой для создания новой продукции.
Эффективность фундаментальных и большей части
поисковых НИ оценивают при помощи научнотехнических показателей:
• патентоспособности законченных исследований;
• научно-техническому уровню (НТУ) разработок;
• числу публикаций, монографий, докладов,
подготовленных диссертаций и т.п.
28.
Эффективность прикладных (ПрИ, НИР, ОПР) НИ оценивают припомощи:
• научно-технических показателей (аналогично ФИ и ПИ);
• экономических показателей:
- частных (сокращение цикла, числа исполнителей, уровень
использования ВТ и др.);
- обобщающих (снижение сметной стоимости, капитальных
вложений, повышение производительности труда и т.п.);
- результирующих
(
срок
окупаемости,
сравнительная
эффективность и др.);
Экономический эффект характеризует коммерческий эффект,
полученный при использовании результатов прикладных НИР.
Социальный эффект проявляется в улучшении условий труда,
повышении экономических характеристик, развитии культуры,
здравоохранения, науки, образования.
Научная деятельность носит многоаспектный характер, ее
результаты, как правило, могут использоваться во многих сферах
экономики в течение длительного времени.
29.
II. Конструкторская подготовкаНа стадии проектирования осуществляется конструкторская
подготовка производства, в процессе которой определяется характер
продукции, ее конструкция, физико-химические свойства, внешний
вид, технико-экономические и другие показатели.
Проектирование новой продукции осуществляется проектнотехническими и научно-исследовательскими институтами, а также
конструкторскими отделами и лабораториями предприятий.
Целями конструкторской подготовки производства являются:
• повышение качества и конкурентоспособности продукции;
• обеспечение высокой технологичности конструкции на основе
унификации и стандартизации деталей и узлов изделия, что
позволяет сокращать трудовые и материальные затраты на
проектирование и изготовление изделия;
• снижение себестоимости новой продукции за счет
совершенствования конструкции изделия, уменьшения расхода
сырья и материалов на единицу продукции, снижения
эксплуатационных затрат, связанных с использованием продукции;
• обеспечение охраны труда и техники безопасности, а также удобств
при использовании и ремонте изделий.
30.
КПП содержит шесть основных функциональныхблоков задач: инженерного прогнозирования;
параметрической
оптимизации;
опытноконструкторской разработки; отработки конструкции
на
технологичность;
организации
опытного
производства
и
освоения
новой
техники;
метрологической экспертизы.
Инженерное
прогнозирование
сводится
к
решению двух взаимосвязанных задач: техникоэкономического обоснования (ТЭО) выбора аналога;
последовательной
сравнительной
техникоэкономической
оценки
тактико-технических
параметров, эксплуатационных и эргономических
показателей при выборе и разработке структурных и
принципиальных схем конструктивных решений.
31.
Параметрическая оптимизация базируется на использованиипараметрических рядов объектов новой техники (ОНТ) и их
конструктивных элементов.
Опытно-конструкторская разработка (ОКР) осуществляется по
стадиям и этапам, установленным ГОСТ 2.103-68, и представляет
сочетание собственно конструкторских разработок с необходимым
объемом экспериментальных исследований. Содержание ОКР
определяют характер объекта разработки, его назначение, способ
изготовления и т.д.
Отработка конструкции на технологичность является важной
функциональной задачей КПП, непосредственно связанной с ОКР.
Технологичность конструкции обеспечивает реализацию в
конструкции комплекса качеств, обеспечивающих наибольшую
пригодность ее для быстрого освоения, экономичного
изготовления,
технического
обслуживания
и
ремонта.
Технологичность конструкции достигается при двух условиях –
технологической
рациональности
и
преемственности
конструктивных решений. Реализуются эти условия путем
рационализации способов получения заготовок, изготовления
деталей и сборки изделия; типизации технологических процессов
и операций, применения методов групповой обработки;
обеспечения преемственности и быстрой переналаживаемости
технических средств производства и т.п.
32.
Опытные работы являются этапом создания и освоенияновой техники и выполняются в условиях опытного
производства. В процессе опытного производства
отрабатываются конструкция изделия и технологические
процессы, изготавливаются опытные образцы или партии
новой
продукции
в
условиях,
максимально
приближающихся к промышленным, но отличающихся,
как правило, меньшими объемами выпуска продукции.
Делается это с целью сокращения затрат времени и
средств на цикл от исследования до промышленного
производства. Наличие опытного производства и его
технический уровень оказывают непосредственное
влияние на сроки и качество освоения новой продукции.
При отработке конструкции важное место отводится
метрологической
экспертизе,
сущность
которой
заключается в проверке полученных в результате
производства параметров изделия на соответствие
запроектированным.
33.
Этапы конструкторской подготовки производства:1. техническое задание (ТЗ);
2. технический проект (ТП);
3. рабочие чертежи опытных образцов;
4. изготовление, испытание и доводку опытных
образцов новых изделий;
5. разработку рабочих чертежей для серийного
производства.
Рассмотрим этапы конструкторской подготовки
производства.
Техническое
(проектное)
задание
для
проектирования нового изделия разрабатывается
заказчиком (предприятием) или по его поручению
проектной организацией.
34.
Втехническом
задании
указываются
наименование и назначение нового изделия,
технические и экономические показатели в процессе
его производства и эксплуатации. На уровне
технического задания должны быть определены
принципиальные отличия нового изделия от ранее
выпускаемых, даны расчеты эффективности нового
изделия как для производителя, так и для
потребителя.
Техническое задание разрабатывается на основе
результатов выполненных научно-исследовательских
и
опытно-конструкторских
работ
(НИОКР),
краткосрочного и долгосрочного прогнозирования,
данных анализа соответствующих отечественных и
зарубежных стандартов, достижений науки и техники.
В техническом задании должны находиться
параметры представленные на рисунке.
35.
36.
Наоснове
технического
задания
разрабатывается
технический проект.
Технический
проект
совокупность
конструкторских
документов, которые должны содержать технические решения,
дающие полное представление о конструкции изделия, и
исходные данные для разработки рабочих чертежей опытных
образцов.
Технический проект позволяет осуществлять выбор
материалов и полуфабрикатов, определять основные принципы
изготовления продукции и проводить экономическое
обоснование проекта.
Результаты конструкторской подготовки оформляются в виде
технической документации - чертежей, инструкций, технических
условий и т.д.
Технические условия (ТУ) являются неотъемлемой частью
комплекта технической документации на продукцию (изделие,
материал, вещество и т.п.), на которую они распространяются.
ТУ должны содержать все требования к продукции, ее
изготовлению, контролю, приемке и поставке, которые
целесообразно указывать в конструкторской или другой
технической документации.
37.
Конструкторская подготовка производства осуществляется всоответствии с комплексом государственных стандартов,
устанавливающих единые взаимосвязанные правила и
положения ее проведения, оформления и обращения
конструкторской
документации,
разрабатываемой
и
применяемой промышленными, научно-исследовательскими,
проектно-конструкторскими организациями и предприятиями.
Этот комплекс стандартов носит название Единой системы
конструкторской документации (ЕСКД).
В ЕСКД учтены правила, положения, требования, а
также положительный опыт оформления графических
документов (эскизов, чертежей, схем), установленных
рекомендациями ИСО - Международной организацией
по стандартизации.
38.
Одним из эффективных направлений, позволяющихповысить качество проектируемых изделий, уменьшить
трудоемкость,
сократить
время
конструкторской
подготовки производства, является повышение уровня
унификации и стандартизации конструкции изделия.
Конструкторская унификация – это сокращение
необоснованного
многообразия
конструкторских
решений. Унификация устраняет излишнее разнообразие
типов и конструкций самих изделий, форм и размеров
деталей и заготовок, профилей и марок материалов и
создает
условия
для
их
специализированного
производства.
Унификация является базой агрегатирования, то есть
создания изделий путем их компоновки из ограниченного
числа унифицированных элементов. Важное значение в
снижении трудоемкости проектных работ является
повышение уровня конструкционной преемственности, то
есть применения в конструкции нового изделия уже
освоенных в производстве деталей и сборочных единиц.
39.
Стандартизация – это установление необходимогоминимума типов и параметров машин и механизмов,
приборов
и
средств
автоматизации,
материалов,
полуфабрикатов и комплектующих изделий с учетом
развития машиностроительной отрасли.
Развитие
унификации
и
стандартизации
в
машиностроении
осуществляется
по
следующим
направлениям:
1. Создание параметрического ряда машин, отличающихся
значением главного технического или эксплуатационного
параметра (мощность, производительность, скорость и т.д.).
Параметрические ряды формируют типаж изделий, что
экономически ограничивает их номенклатуру.
2. Сокращение номенклатуры сборочных единиц, деталей
и заготовок за счет повышения уровня преемственности, их
унификации и стандартизации.
3. Стандартизация форм и размеров поверхностей
нестандартизованных деталей, что позволяет использовать
для их обработки стандартный инструмент и сократить время
и затраты на технологическую подготовку производства.
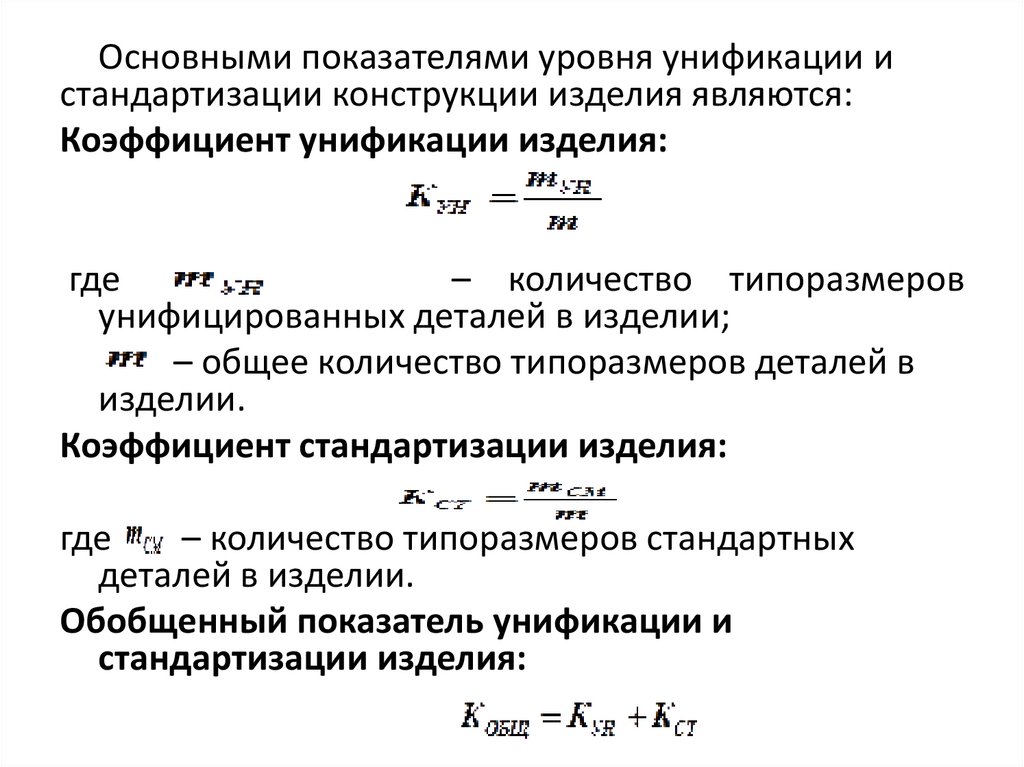
40.
Основными показателями уровня унификации истандартизации конструкции изделия являются:
Коэффициент унификации изделия:
где
– количество типоразмеров
унифицированных деталей в изделии;
– общее количество типоразмеров деталей в
изделии.
Коэффициент стандартизации изделия:
где
– количество типоразмеров стандартных
деталей в изделии.
Обобщенный показатель унификации и
стандартизации изделия:
41.
III. Технологическая подготовка производства (ТПП).Продолжением работ по проектированию изделия
является технологическая подготовка производства (ТПП),
которая
представляет
собой
совокупность
взаимосвязанных
процессов,
обеспечивающих
технологическую готовность предприятия к выпуску
продукции необходимого качества при установленных
сроках. объеме производства и затратах. Содержание и
объем ТПП зависят от типа производства, конструкции и
назначения изделия. Под технологической готовностью
понимается наличие полного комплекта технологической
документации и средств технологического оснащения,
необходимых для производства новых изделий.
Основная задача ТПП - обеспечить высокое качество
изготовления изделий и создать необходимые условия
для роста производительности труда, улучшения
использования оборудования, снижения расхода сырья,
материалов, топлива, энергии.
42.
Современная ТПП содержит следующие основныефункциональные блоки задач:
1)отработка конструкции изделия и деталей на
технологичность;
2) разработка
межцеховых
технологических
маршрутов;
3) разработка технологических процессов ( с
установлением пооперационных норм времени и
расчетом норм расхода материалов);
4)проектирование
и
изготовление
средств
технологического оснащения;
5)выверка, отладка и внедрение в производство
разработанных технологических процессов;
6)метрологическая
экспертиза
результатов
реализации функций.
43.
Вопросы решаемые в процессе технологическойподготовки производства:
• отработка конструкции нового изделия на его
технологичность;
• разработка технологических процессов
изготовления изделия;
• проектирование специальной оснастки и
оборудования;
• определение потребности в оборудовании и его
планировка;
• проектирование межоперационного транспорта
и контроля.
Работа регламентируется стандартами Единой
системы технологической подготовки производства
(ЕСТПП).
44.
ЕСТПП призвана обеспечить единый для каждогопредприятия системный подход к выбору, применению
методов и средств технологической подготовки
производства,
соответствующих
передовым
достижениям науки, техники и производства; высокую
приспособляемость производства к непрерывному его
совершенствованию, быстрой переналадке к выпуску
более совершенной продукции; основу для внедрения
автоматизированных систем ТПП.
Технологическое проектирование начинается с
разработки маршрутной технологии, в которой
определяются
последовательность
выполнения
основных операций и закрепление их в цехах за
конкретными группами оборудования. По маршрутной
технологии за каждым цехом и участком закрепляются
обрабатываемые
виды
продукции,
указываются
оборудование, инструменты, специальность рабочих,
разряды работ и нормы времени.
45.
При разработке технологического процесса важной задачейявляется выбор экономически эффективных способов изготовления
изделия. Выбранная технология производства должна обеспечивать
высокое
качество
изготовления
продукции,
повышение
производительности труда и наиболее низкую себестоимость изделий
по сравнению с другими вариантами.
В
ускорении
технологической
подготовки
производства
исключительно важная роль принадлежит типовым технологическим
процессам, под которыми понимаются обобщенные схемы
изготовления деталей однородных классификационных групп.
Внедрение типовых технологических процессов позволяет сократить
объем технологической документации в 6-10 раз, ускорить
проектирование технологического процесса в 3-4 раза, сократить
длительность производственного цикла в 2-2,5 раза, ускорить процесс
технического нормирования в 2,5 раза, повысить техническое
оснащение производства на 70-90%, снизить трудоемкость
изготовления продукции на 30-40% и себестоимость - на 20%.
Типизация технологических процессов создает необходимые
предпосылки для агрегатирования и стандартизации технологического
оснащения, что значительно сокращает трудоемкость проектирования
и изготовления оснастки, которая занимает около 80% по
длительности и 90% общих затрат на технологическую подготовку
производства.
46.
Показатели технологичности конструкции• технологическая рациональность конструктивных
решений;
• преемственность конструкции.
Технологическую рациональность характеризуют:
• трудоемкость изготовления;
• удельная материалоемкость;
• коэффициент использования материалов;
• технологическая себестоимость;
• удельная энергоемкость изготовления изделия;
• удельная трудоемкость подготовки изделия к
функционированию;
• коэффициент применяемости материалов;
• коэффициент применения групповых и типовых
технологических процессов и др.
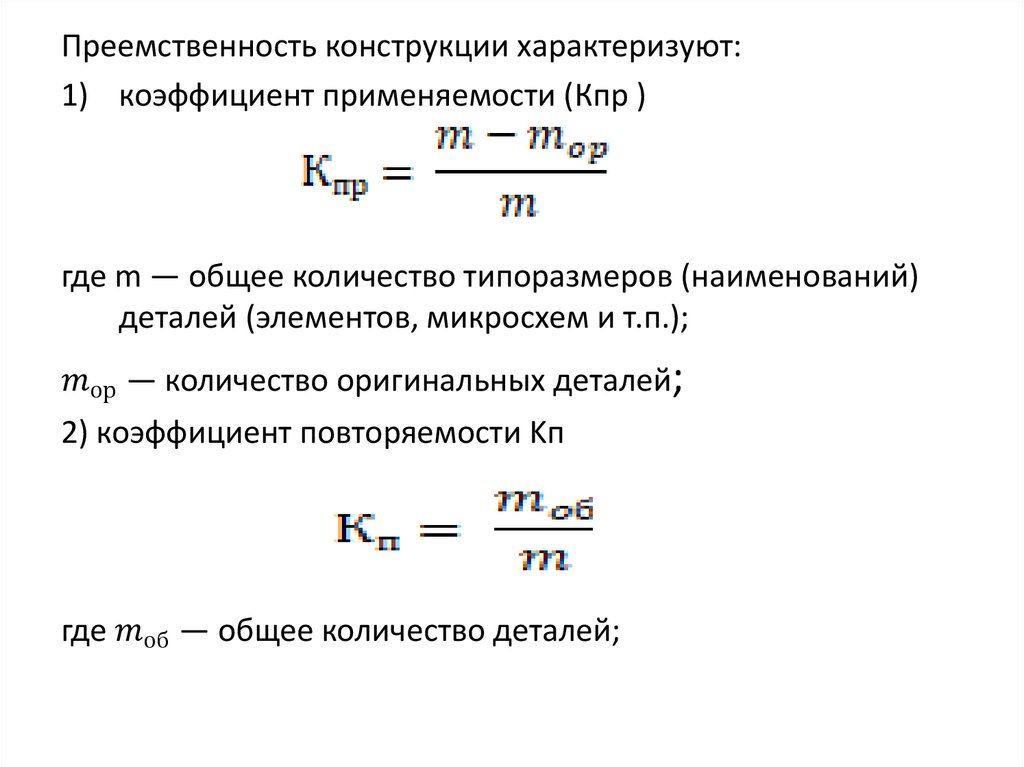
47.
Преемственность конструкции характеризуют:1) коэффициент применяемости (Кпр )
где m — общее количество типоразмеров (наименований)
деталей (элементов, микросхем и т.п.);