


 Образование
ОбразованиеПохожие презентации:










Научный доклад Шелега НАН РБ
1.
НАУЧНЫЙ ДОКЛАДЧЛЕН-КОРРЕСПОНДЕНТА НАН БЕЛАРУСИ, ДОКТОРА ТЕХНИЧЕСКИХ НАУК,
ПРОФЕССОРА
ШЕЛЕГА ВАЛЕРИЯ КОНСТАНТИНОВИЧА
2022
1
2.
В период до 2005 года я работал в Белорусском Государственном научно-производственном концерне Порошковойметаллургии. Прошел путь от инженера до генерального директора концерна и более 30 лет посвятил проблеме
теории и практике создания пористых порошковых материалов, способных пропускать сквозь себя жидкости и газы.
В частности, теоретически и экспериментально изучены структуры и свойства пористых порошковых материалов
(ППМ) и их изменение в процессе внешнего воздействия пластической деформацией с целью получения структур с
равномерным порораспределением; разработаны теоретические основы регулирования порораспределение ППМ как
по площади фильтрующего изделия, так и по его толщине, позволившие разработать и внедрить принципиально
новые материалы и технологические процессы их получения для фильтрации жидкостей и газов, нашедших
применение на предприятиях Беларуси и России
Глушители шума, огнепреградители
Дисковые титановые аэраторы
Структура пористого фильтра под микроскопом
1 - аэротенк; 2 – воздуховоды; 3 – аэраторы. 2
3.
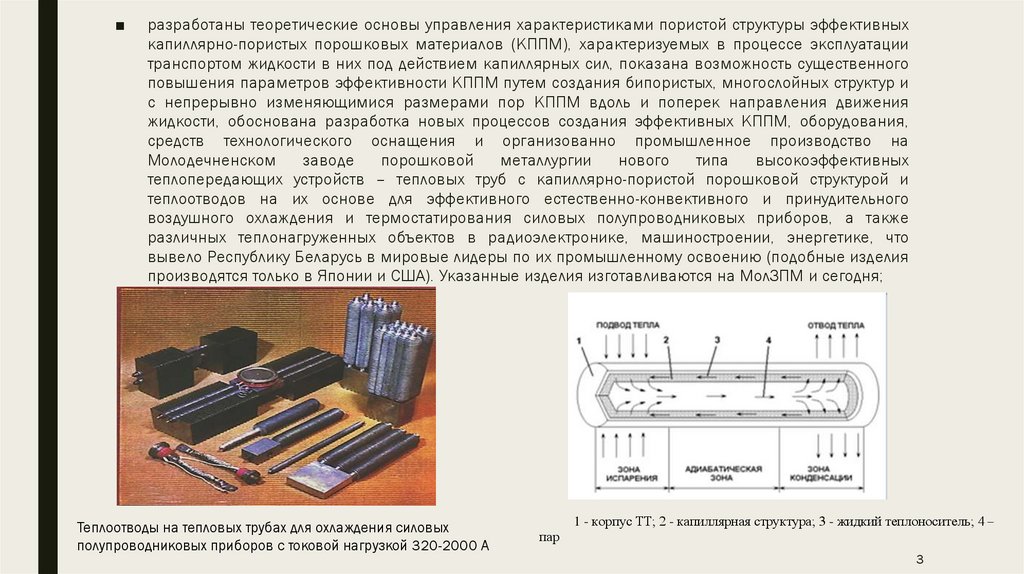
■разработаны теоретические основы управления характеристиками пористой структуры эффективных
капиллярно-пористых порошковых материалов (КППМ), характеризуемых в процессе эксплуатации
транспортом жидкости в них под действием капиллярных сил, показана возможность существенного
повышения параметров эффективности КППМ путем создания бипористых, многослойных структур и
с непрерывно изменяющимися размерами пор КППМ вдоль и поперек направления движения
жидкости, обоснована разработка новых процессов создания эффективных КППМ, оборудования,
средств технологического оснащения и организованно промышленное производство на
Молодечненском
заводе
порошковой
металлургии
нового
типа
высокоэффективных
теплопередающих устройств – тепловых труб с капиллярно-пористой порошковой структурой и
теплоотводов на их основе для эффективного естественно-конвективного и принудительного
воздушного охлаждения и термостатирования силовых полупроводниковых приборов, а также
различных теплонагруженных объектов в радиоэлектронике, машиностроении, энергетике, что
вывело Республику Беларусь в мировые лидеры по их промышленному освоению (подобные изделия
производятся только в Японии и США). Указанные изделия изготавливаются на МолЗПМ и сегодня;
Теплоотводы на тепловых трубах для охлаждения силовых
полупроводниковых приборов с токовой нагрузкой 320-2000 А
1 - корпус ТТ; 2 - капиллярная структура; 3 - жидкий теплоноситель; 4 –
пар
3
4.
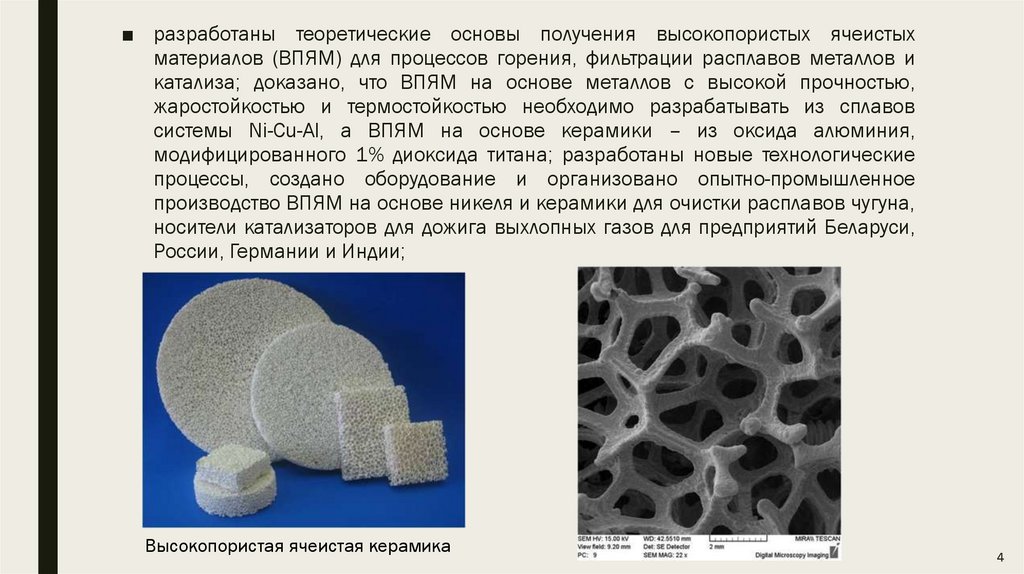
■ разработаны теоретические основы получения высокопористых ячеистыхматериалов (ВПЯМ) для процессов горения, фильтрации расплавов металлов и
катализа; доказано, что ВПЯМ на основе металлов с высокой прочностью,
жаростойкостью и термостойкостью необходимо разрабатывать из сплавов
системы Ni-Cu-Al, а ВПЯМ на основе керамики – из оксида алюминия,
модифицированного 1% диоксида титана; разработаны новые технологические
процессы, создано оборудование и организовано опытно-промышленное
производство ВПЯМ на основе никеля и керамики для очистки расплавов чугуна,
носители катализаторов для дожига выхлопных газов для предприятий Беларуси,
России, Германии и Индии;
Высокопористая ячеистая керамика
4
5.
■ разработаны теоретические и технологические основы, создано оборудованиедля получения пористых изделий из тугоплавких металлических порошков (титан,
ниобий, тантал)
методом электроимпульсного спекания, что позволило
значительно снизить энергозатраты, упростить технологию изготовления и
обеспечить высокий комплекс структурных, гидродинамических и физикомеханических свойств разрабатываемых материалов и изделий из них в виде
труб, полос, листов, дисков и изделий сложной формы в качестве объемнопористых анодов электролитических конденсаторов, челюстно-лицевых
имплантатов, электрокардиостимуляторов и других.
Дентальные имплантаты с пористой
поверхностью
Провод-электрод с пористой головкой для
электростимуляции сердца
5
6.
■ В период с 2015 г. по настоящее время совместно с д.т.н. Белявиным К.Е. и д.т.н.Минько Д.В. выполнен комплекс исследований по разработке теоретических и
технологических основ получения функционально-градиентных материалов
импульсными электрофизическими методами.
Самыми востребованными на протяжении последних десятков лет стали
композиционные материалы, годовой объем выпуска которых в мире к 2023 году
достигнет примерно 115 млрд. долларов США. Основными стимулами роста производства
являются потребности автомобильной и аэрокосмической промышленности, медицины,
строительства, энергетики и машиностроения.
Функционально-градиентные материалы – новое поколение композиционных
материалов, для которых характерно отсутствие четких границ между компонентами и
закономерное изменение структуры и физико-механических свойств, позволяющее
увеличить эффективность и ресурс работы в соответствии с предъявляемыми
эксплуатационными требованиями.
Показано, что порошковые ФГМ, сформированные из различных по составу,
концентрации, структуре и морфологии поверхности частиц, а также компактные
материалы, подвергнутые модифицирующей поверхностной или объемной обработке,
обладают широким диапазоном эксплуатационных характеристик, что делает их
применение перспективным во многих областях техники. Однако традиционные методы
получения ФГМ, характеризуются низкой производительностью, высокими материало- и
энергозатратами
6
7.
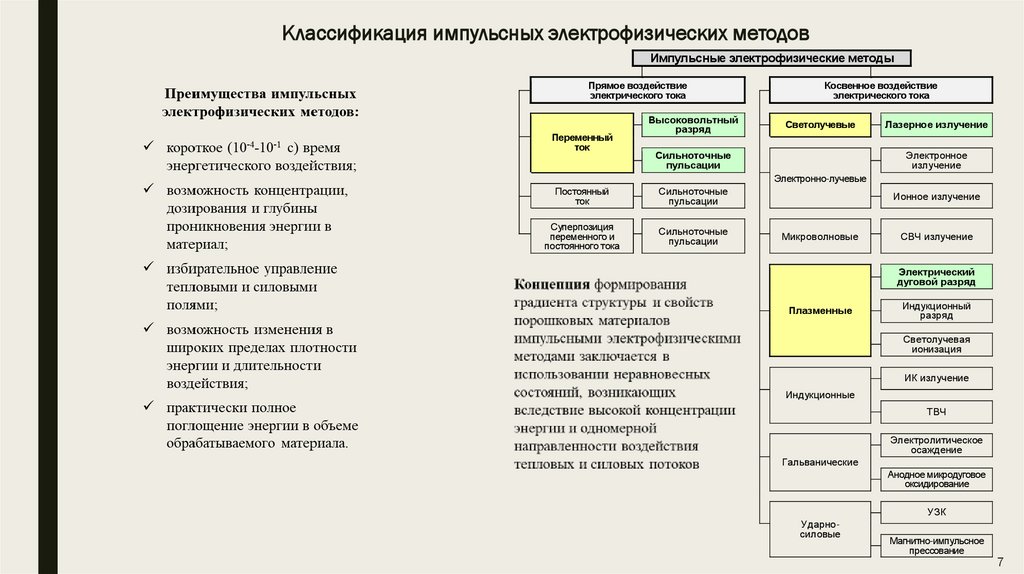
Классификация импульсных электрофизических методовИмпульсные электрофизические методы
Прямое воздействие
электрического тока
Переменный
ток
Высоковольтный
разряд
Косвенное воздействие
электрического тока
Светолучевые
Сильноточные
пульсации
Лазерное излучение
Электронное
излучение
Электронно-лучевые
Постоянный
ток
Сильноточные
пульсации
Суперпозиция
переменного и
постоянного тока
Сильноточные
пульсации
Ионное излучение
Микроволновые
СВЧ излучение
Электрический
дуговой разряд
Плазменные
Индукционный
разряд
Светолучевая
ионизация
ИК излучение
Индукционные
ТВЧ
Электролитическое
осаждение
Гальванические
Анодное микродуговое
оксидирование
УЗК
Ударносиловые
Магнитно-импульсное
прессование
7
8.
■ Отмечено, что наиболее эффективными и перспективными для получения ФГМявляются импульсные электрофизические методы, основанные на воздействии
концентрированных потоков тепловой энергии, выделяемой при прямом
прохождении через материал электрического тока или возникающей в результате
физических явлений, создаваемых электрическим током. На основе анализа
существующих импульсных электрофизических методов в качестве наиболее
эффективных и перспективных для получения ФГМ выбраны электроимпульсные,
импульсные лазерные и импульсные плазменные методы, позволяющие
обеспечить локальное изменение структуры и свойств обрабатываемого
материала, создавая в нем направленные взаимосвязанные силовые и
тепловые потоки, различающееся по плотности, скорости и глубине
проникновения вводимой энергии.
8
9.
Методы электроимпульсного, импульсного лазерного и импульсного плазменноговоздействия
9
10.
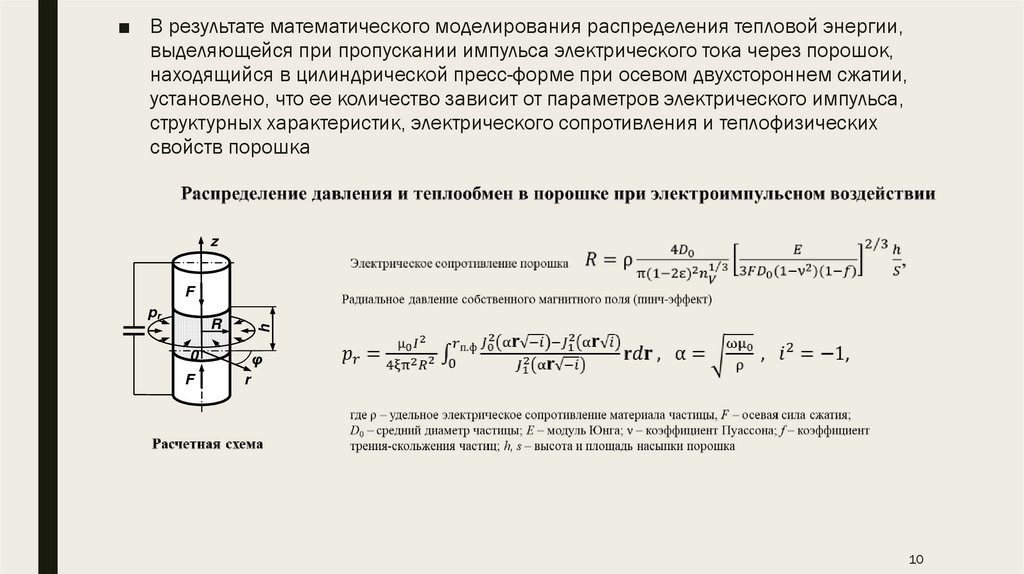
■ В результате математического моделирования распределения тепловой энергии,выделяющейся при пропускании импульса электрического тока через порошок,
находящийся в цилиндрической пресс-форме при осевом двухстороннем сжатии,
установлено, что ее количество зависит от параметров электрического импульса,
структурных характеристик, электрического сопротивления и теплофизических
свойств порошка
z
F
pr
h
R
0
F
φ
r
10
11.
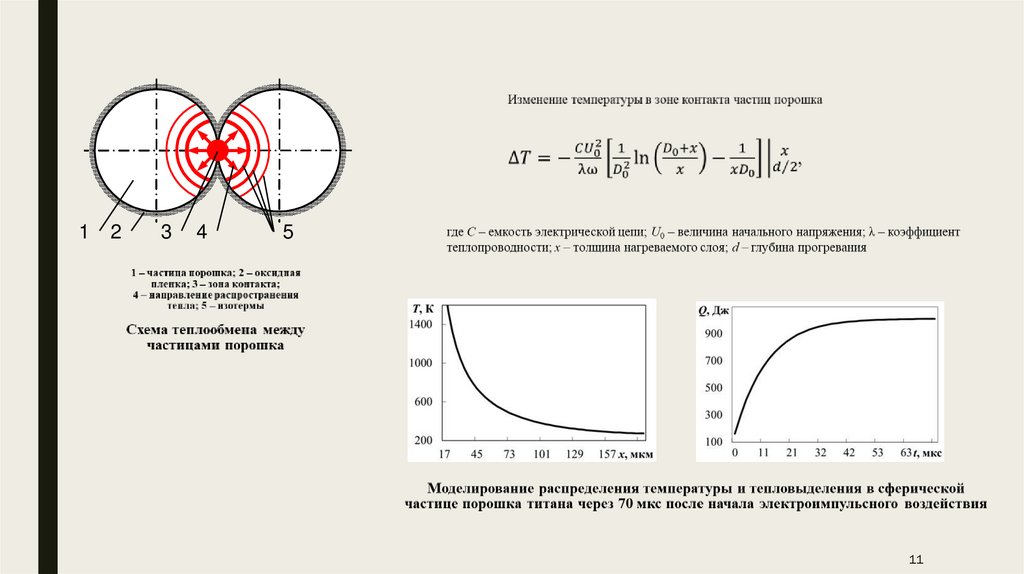
12
3
4
5
11
12.
■ Показано, что суммарное действие осевых сил сжатия и электромагнитных сил,возникающих при прохождении импульсов электрического тока, приводит к
появлению градиента электрического сопротивления порошка по объему прессформы и неравномерному выделению тепловой энергии в контактах между
частицами, способствуя формированию градиента структуры и свойств
порошкового материала.
■ В результате математического моделирования распределения тепловой энергии
в контактных зонах между частицами и слоями частиц при импульсном лазерном
воздействии с учетом влияния энергии сил поверхностного натяжения материала
частиц, светового давления и гравитации получены зависимости для
определения граничных значений мощности импульсов лазерного излучения,
необходимой для формирования и разрушения жидкофазных контактов.
12
13.
■ Установлен механизм контактообразования частиц в двух верхних слояхпорошка в условиях многократного отражения лазерного излучения,
заключающийся в поверхностном оплавлении частиц с образованием
жидкофазных контактов под действием сил поверхностного натяжения,
позволивший описать связь структурных характеристик слоев и относительного
распределения энергии между ними. Путем компьютерного моделирования
показано, что изменяя размер фокального пятна, интенсивность лазерного
излучения и длительность импульса, можно изменять степень нагрева
поверхности частиц верхнего и нижнего слоя и управлять процессом
контактообразования для формирования градиента структуры и свойств
порошкового материала.
■ В результате исследований влияния энергии, длительности и частоты импульсного
плазменного воздействия в воздухе при атмосферном давлении на изменение
структуры, фазового состава, морфологии и микротвердости поверхности
углеродистых сталей и сталей с диффузионно-борированной поверхностью
установлен эффект градиентного упрочнения и структурно-фазовых изменений в
поверхностных слоях толщиной 50-100 мкм, позволивший обеспечить
повышение микротвердости поверхности в 3-4 раза при уменьшении на 13-16 %
значений среднего арифметического отклонения профиля поверхности.
13
14.
На основании проведенных теоретических и экспериментальных исследованийразработано новое технологическое оборудование: автомат для электро-импульсного
спекания (ЭИС) объёмнопористых анодов конденсаторов, установки для ЭИС
челюстно-лицевых и дентальных имплантатов, контактных головок эндокардиального
провода-электрода. Разработаны и внедрены в практическую медицину восемь
новых технологических процессов, зарегистрированы технические условия на
получение четырех видов изделий медицинского назначения:
■ дентальных имплантатов,
■
минипластин для остеосинтеза костей лицевого скелета,
■ имплантатов позвоночника, индивидуальных имплантатов для протезирования
нижней челюсти,
■ контактных головок эндокардиального провода-электрода .
Технологии, оборудование и опытные партии изделий медицинского
назначения внедрены в АО «Специальное конструкторское бюро медицинской
электротехники» (г. Каменец-Подольский, Украина), в ОАО «Литий-элемент» (г.
Саратов, Россия).
14
15.
■ Таким образом, в первой части моего доклада я в краткой форме представилВам результаты новых методов получения и применения композиционных
функционально-градиентных материалов .
■ Во второй части доклада я хочу познакомить Вас с новой технологией –
Аэродинамического звукового упрочнения твердосплавного инструмента,
работающего в условиях прерывистого резания. Как известно, твердый сплав по
своей природе хрупкий материал и в связи с этим имеет низкую стойкость при
работе с ударными нагрузками. Благодаря разработке и освоению новой
технологии удалось улучшить пластичность твердого сплава и увеличить его
стойкость при работе в условиях прерывистого резания.
15
16.
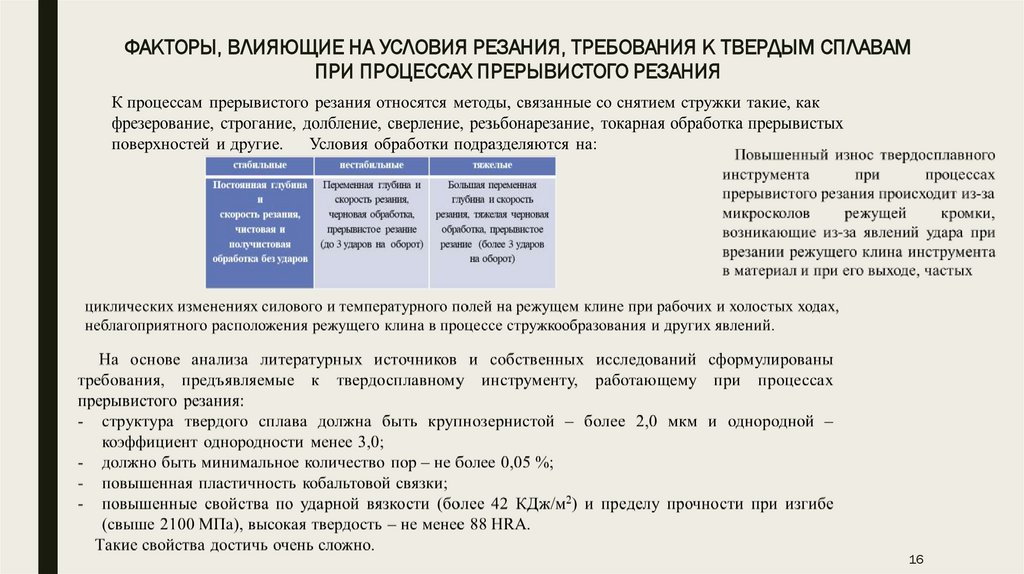
ФАКТОРЫ, ВЛИЯЮЩИЕ НА УСЛОВИЯ РЕЗАНИЯ, ТРЕБОВАНИЯ К ТВЕРДЫМ СПЛАВАМПРИ ПРОЦЕССАХ ПРЕРЫВИСТОГО РЕЗАНИЯ
16
17.
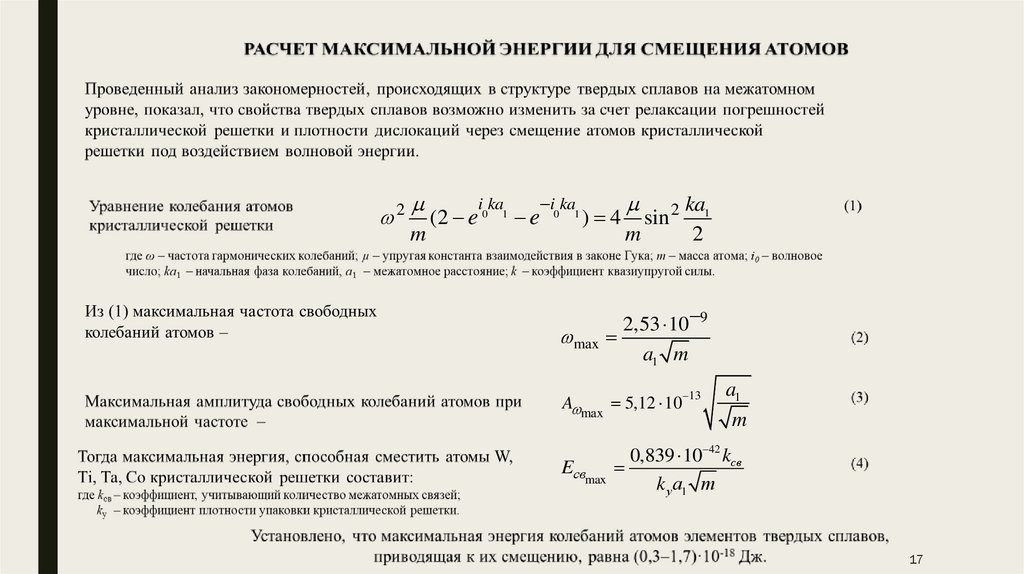
2m
i ka
i ka
(2 e 0 1 e 0 1 ) 4
m
sin 2
ka1
2
2,53 10 9
max
a1 m
A max 5,12 10
13
a1
m
0,839 10 42 kсв
Eсв
max
k у а1 m
17
18.
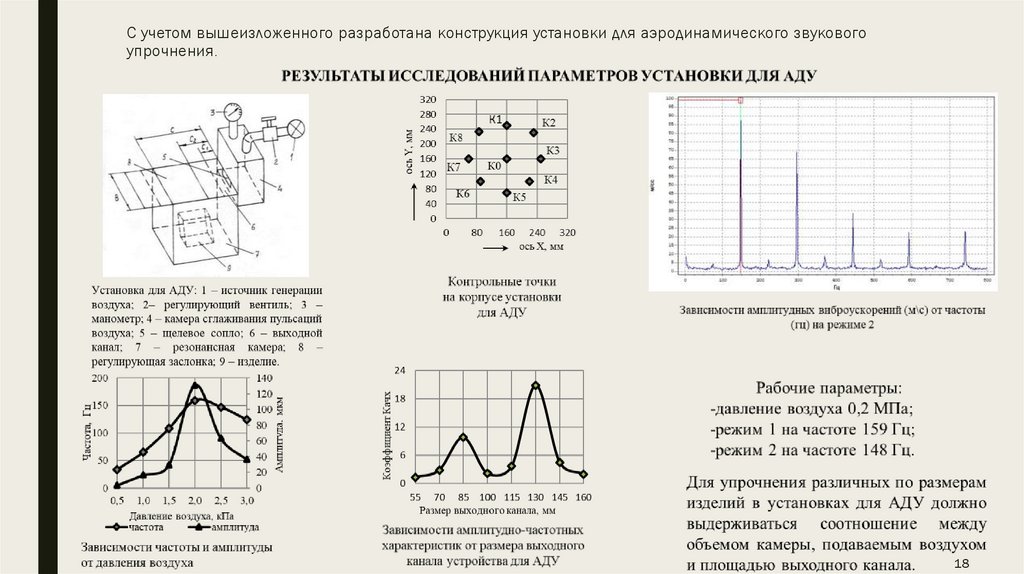
С учетом вышеизложенного разработана конструкция установки для аэродинамического звуковогоупрочнения.
18
19.
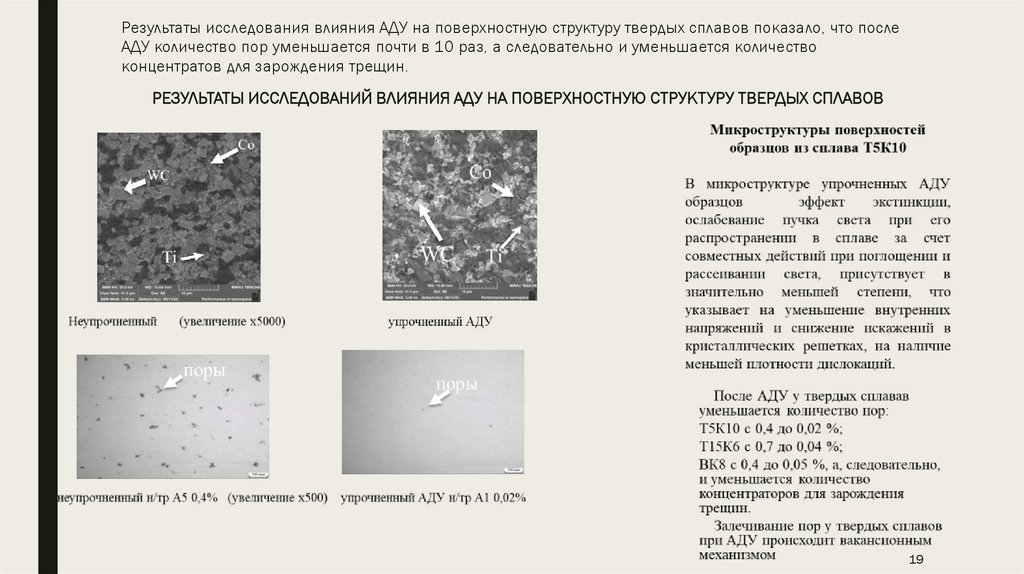
Результаты исследования влияния АДУ на поверхностную структуру твердых сплавов показало, что послеАДУ количество пор уменьшается почти в 10 раз, а следовательно и уменьшается количество
концентратов для зарождения трещин.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ ВЛИЯНИЯ АДУ НА ПОВЕРХНОСТНУЮ СТРУКТУРУ ТВЕРДЫХ СПЛАВОВ
19
20.
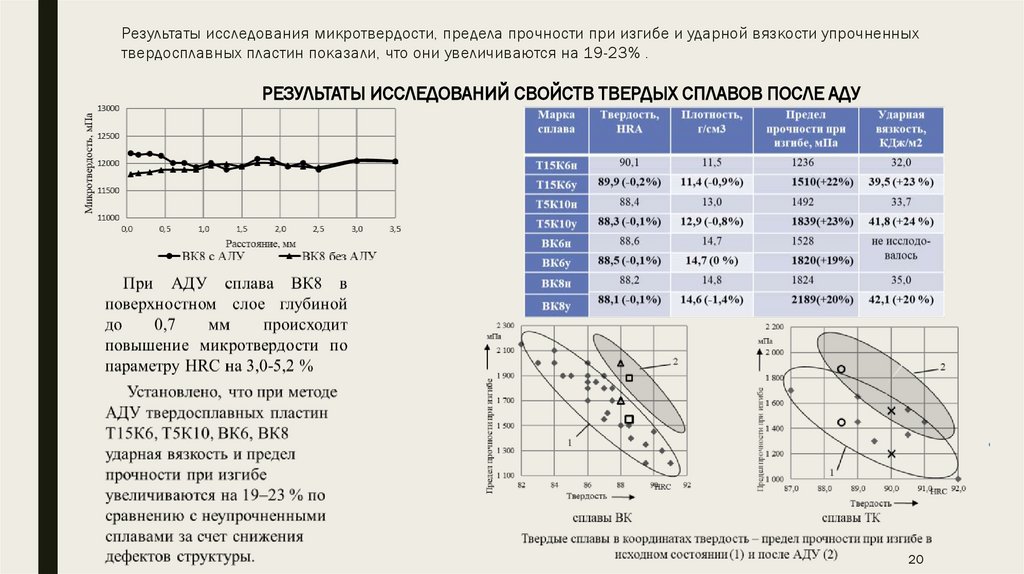
Результаты исследования микротвердости, предела прочности при изгибе и ударной вязкости упрочненныхтвердосплавных пластин показали, что они увеличиваются на 19-23% .
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ СВОЙСТВ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ АДУ
20
21.
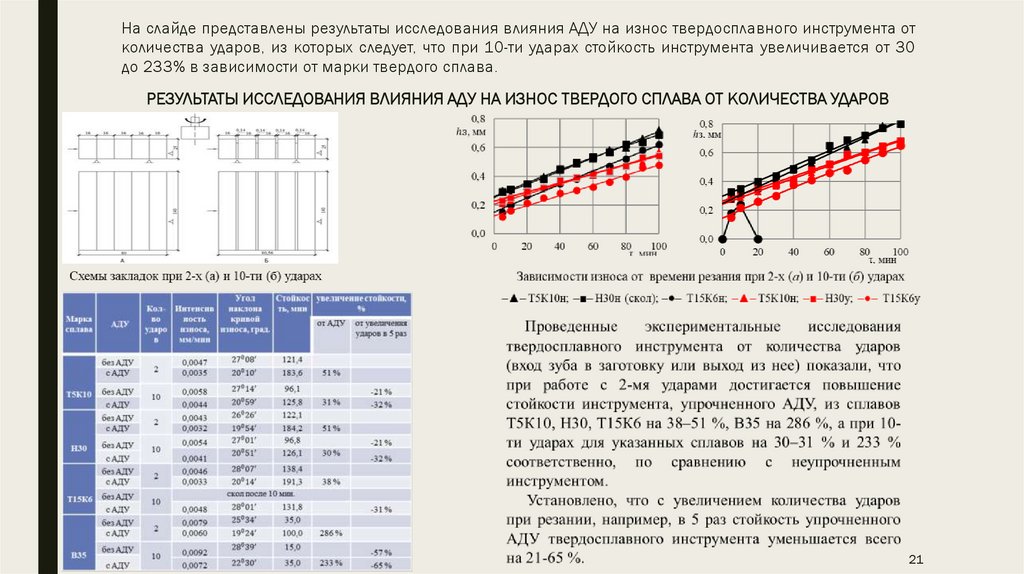
На слайде представлены результаты исследования влияния АДУ на износ твердосплавного инструмента отколичества ударов, из которых следует, что при 10-ти ударах стойкость инструмента увеличивается от 30
до 233% в зависимости от марки твердого сплава.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ ВЛИЯНИЯ АДУ НА ИЗНОС ТВЕРДОГО СПЛАВА ОТ КОЛИЧЕСТВА УДАРОВ
21
22.
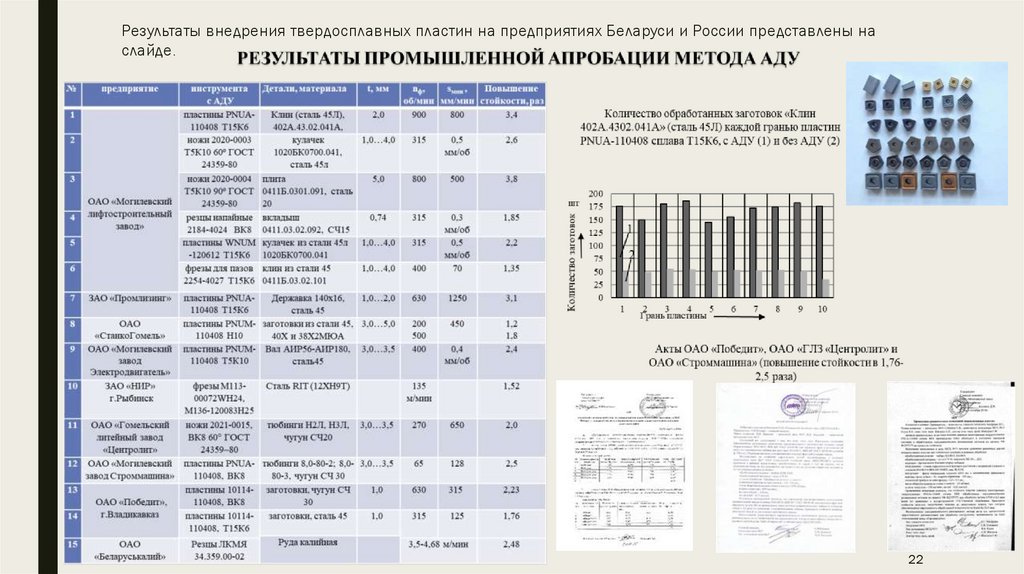
Результаты внедрения твердосплавных пластин на предприятиях Беларуси и России представлены наслайде.
22
23.
■ За весь период научно-практической деятельности мною подготовлено 6докторов технических наук и 10 кандидатов технических наук, опубликовано 822
научные работы, в том числе 24 монографии, 225 научных статей, 8 учебных
пособий, получено 279 авторских свидетельств и патентов.
■ В настоящее время осуществляю научное руководство двумя магистрантами,
четырьмя аспирантами (в том числе два из КНР) и двумя соискателями ученой
степени доктора технических наук.
23