























































 Механика
Механика Промышленность
ПромышленностьПохожие презентации:








")

Основы теории базирования. Технология машиностроения
1.
ОСНОВЫ ТЕОРИИБАЗИРОВАНИЯ
Технология машиностроения
2.
Содержание1. Термины и определения.
2. Правила базирования.
3. Погрешность закрепления.
4. Примеры определения погрешности
базирования.
11.01.2023
2
3.
ТЕРМИНЫ ИОПРЕДЕЛЕНИЯ
11.01.2023
3
4.
Погрешность установкизаготовки
Погрешность установки заготовки - это отклонение
фактического положения заготовки от требуемого
Погрешность установки заготовки (в векторном
виде) определяется по формуле:
eуст = eбаз + eз + eпр ,
где
eбаз – погрешность базирования;
eз – погрешность закрепления;
eпр – погрешность приспособления.
11.01.2023
4
5.
Переходя к векторных величин кскалярным, получаем
eуст =
e
2
баз
+e
2
з
+e
2
пр
Важнейшая составляющая
11.01.2023
5
6.
У обрабатываемой заготовки можновыделить следующие поверхности:
11.01.2023
6
7.
У обрабатываемой заготовки можновыделить следующие поверхности:
Обрабатываемые
11.01.2023
7
8.
У обрабатываемой заготовки можновыделить следующие поверхности:
ориентирующие заготовку относительно
инструмента
11.01.2023
8
9.
У обрабатываемой заготовки можновыделить следующие поверхности:
контактирующие с зажимными устройствами
11.01.2023
9
10.
У обрабатываемой заготовки можновыделить следующие поверхности:
от которых измеряют выполняемый размер
11.01.2023
10
11.
У обрабатываемой заготовки можновыделить следующие поверхности:
свободные
11.01.2023
11
12.
Для целей проектирования,изготовления, ремонта изделий
установлены термины:
Базирование – придание заготовке
требуемого положения относительно
выбранной системы координат.
Базы – поверхности, оси, точки,
принадлежащие заготовке и используемые
для базирования.
Процессы базирования являются общими для
всех стадий создания изделия:
конструирования, изготовления, сборки,
испытания изделия.
В связи с этим существует разделение баз по
назначению.
11.01.2023
12
13.
Классификация баз поназначению
По назначению разделяют базы:
конструкторские,
технологические,
измерительные.
11.01.2023
13
14.
Конструкторские базыКонструкторская база – база, используемая для
определения положения детали или сборочной
единицы в изделии
Различают конструкторские базы
основные;
вспомогательные.
Основная база – конструкторская база,
принадлежащая данной детали, и определяющая
ее положение в сборочной единице
Вспомогательная база – конструкторская база,
принадлежащая данной детали, и определяющая
положение присоединяемой детали.
11.01.2023
14
15.
Пример: фрагмент сборочногочертежа червячного редуктора
11.01.2023
15
16.
Вал редуктора – основныеконструкторские базы
11.01.2023
16
17.
Вал редуктора – вспомогательныеконструкторские базы
11.01.2023
17
18.
Технологические базыТехнологическая база – база,
используемая для определения
положения заготовки в процессе
изготовления или ремонта.
Технологические базы могут быть
основными и вспомогательными.
Основные базы – это поверхности,
предусмотренные конструкцией детали.
Вспомогательные (искусственные) базы –
это поверхности, специально
создаваемые на детали из
технологических соображений.
11.01.2023
18
19.
Примеры вспомогательных базТехнологические
отверстия
11.01.2023
19
20.
Примеры вспомогательных базТехнологические
отверстия
11.01.2023
20
21.
Примеры вспомогательных базТехнологическая
площадка
11.01.2023
21
22.
Примеры вспомогательных базЦентровое
отверстие
11.01.2023
22
23.
Измерительные базыИзмерительные базы – это
поверхности, от которых
производится отсчет выполняемых
размеров или проверка взаимного
расположения обработанных
поверхностей заготовки
11.01.2023
23
24.
Примеры измерительныхбаз
Торец
Ось
11.01.2023
24
25.
Классификация баз по местурасположения в маршруте
По месту расположения в маршруте
технологические базы могут быть
черновые,
промежуточные,
чистовые базы
окончательные.
Черновые базы (необработанные поверхности)
служат для создания промежуточных или
окончательных технологических баз.
Основное требование при применении черновых
баз:
повторное использование черновых баз
недопустимо.
11.01.2023
25
26.
Пример применения черновых ипромежуточных (чистовых) баз
005 Токарно-винторезная
11.01.2023
010 Токарно-винторезная
26
27.
ПРАВИЛА БАЗИРОВАНИЯ11.01.2023
27
28.
Правила базированияСуществует три правила
базирования:
правило шести точек;
правило совмещения баз;
правило постоянства баз.
11.01.2023
28
29.
Правило шести точек:для базирования заготовки
необходимо и достаточно,
чтобы она опиралась на шесть
неподвижных точек.
11.01.2023
29
30.
Обоснование правилаТвердое тело в пространстве имеет шесть
степеней свободы:
три поступательных;
три вращательных.
Для закрепления тела на него накладывают
связи:
двухсторонние;
односторонние.
Двухсторонние связи препятствуют
перемещению в двух противоположных
направлениях.
Односторонние связи препятствуют
перемещению в одном направлении.
11.01.2023
30
31.
Обоснование правила шеститочек
Q1
направляющая база
z
опорная база
Q2
x
Q3
y
11.01.2023
установочная база
31
32.
Классификация технологических базв зависимости от числа
задействованых опорных точек
Установочная база – это база, лишающая
заготовку трех степеней свободы (или
использующая три опорные точки).
Направляющая база – это база,
лишающая заготовку двух степеней
свободы (или использующая две опорные
точки).
Опорная база – это база, лишающая
заготовку одной степени свободы (или
использующая одну опорную точку).
11.01.2023
32
33.
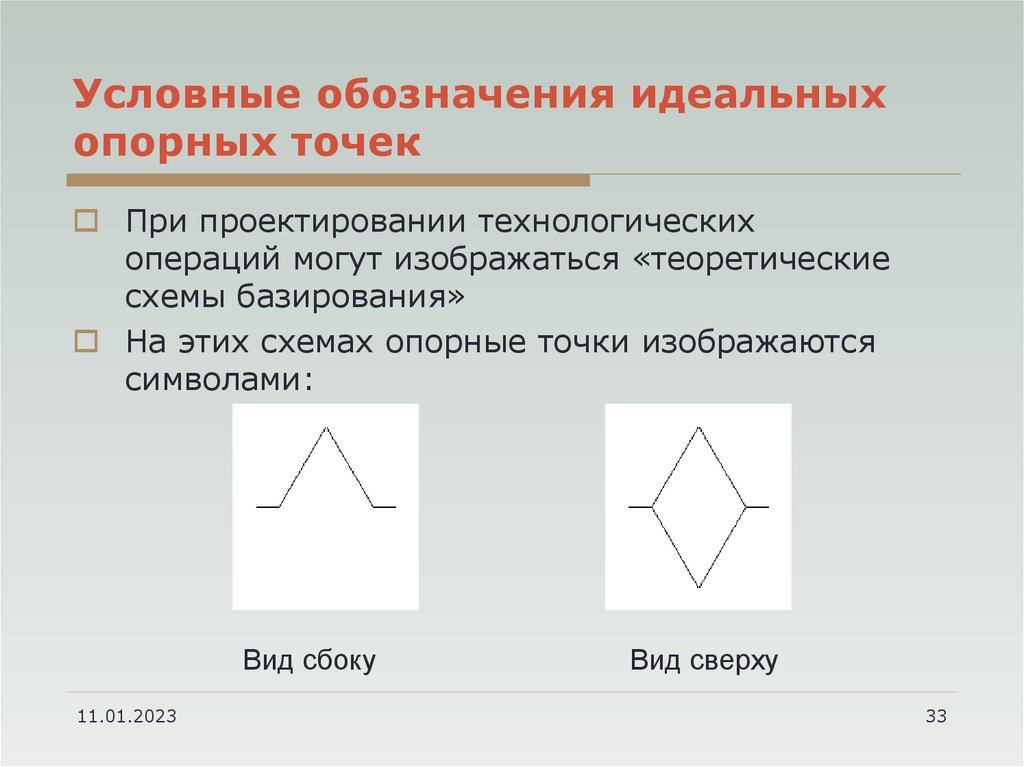
Условные обозначения идеальныхопорных точек
При проектировании технологических
операций могут изображаться «теоретические
схемы базирования»
На этих схемах опорные точки изображаются
символами:
Вид сбоку
11.01.2023
Вид сверху
33
34.
Примеры разработки теоретическихсхем базирования
11.01.2023
34
35.
Примеры разработки теоретическихсхем базирования
11.01.2023
35
36.
Следствие из правила 6 точек:При увеличении числа опорных
точек свыше шести,
условия базирования ухудшаются
из-за наличия погрешностей формы
базовых поверхностей
11.01.2023
36
37.
Правило совмещения базВ качестве технологических баз следует
принимать поверхности, которые
одновременно являются измерительными
базами.
В противном случае возникает
погрешность базирования.
Оптимальным случаем является
совпадение технологических,
измерительных и конструкторских баз.
11.01.2023
37
38.
Определение погрешностибазирования
Погрешностью базирования называется
разность расстояний от измерительной базы
заготовки до настроенного на размер
инструмента
Комментарий 1: Подразумевается, что метод
достижения точности – обработка на
настроенных станках
Комментарий 2: В случае, когда совпадают
технологические и измерительные базы,
обработка заготовок осуществляется по
размерам, проставленным конструктором на
чертежах.
11.01.2023
38
39.
Пример определенияпогрешности базирования
11.01.2023
39
40.
Пример определенияпогрешности базирования
11.01.2023
40
41.
Пример определенияпогрешности базирования
11.01.2023
41
42.
Пример определенияпогрешности базирования
11.01.2023
42
43.
Пример определенияпогрешности базирования
На чертеже проставлен размер h.
А - технологическая база
Б - измерительная база
Погрешность базирования εбаз=Ta
11.01.2023
43
44.
Пример определенияпогрешности базирования
На чертеже проставлен размер h1.
А - технологическая база
А - измерительная база
Погрешность базирования εбаз=0
11.01.2023
44
45.
Выводы:Для того, чтобы при изготовлении детали
избежать появления погрешности
базирования, конструктору необходимо
размеры проставлять от технологических
баз.
Если на рабочем чертеже детали
технологические базы не совпадают с
измерительными базами, технологу
приходится вводить промежуточные
технологические размеры. Это усложняет
и удорожает обработку.
11.01.2023
45
46.
Правило постоянства базПри обработке необходимо по мере
возможности пользоваться одним
комплектом технологических баз.
Не рекомендуется без необходимости
менять базы, поскольку каждая смена
баз вносит погрешности, зависящие от
неточности взаимного расположения баз.
Если же менять базы необходимо, то
каждая последующая база должна быть
обработана точнее предыдущей.
11.01.2023
46
47.
Пример: фрагмент технологическогопроцесса механической обработки
Исходные данные: фрагмент чертежа детали «Фланец» с
наиболее важными размерами
11.01.2023
47
48.
Пример: фрагмент технологическогопроцесса механической обработки
Эскиз заготовки из листового проката
11.01.2023
48
49.
Фрагменты операционных эскизовмеханической обработки детали
«Фланец»
Токарно-винторезная операция с установкой заготовки на
приспособлении в виде угольника
11.01.2023
49
50.
Фрагменты операционных эскизовмеханической обработки детали
«Фланец»
Радиально-сверлильная операция с применением кондуктора
11.01.2023
50
51.
Схема размерных связей приобработке отверстий детали
«Фланец»
В случае соблюдения постоянства баз
11.01.2023
51
52.
Схема размерных связей приобработке отверстий детали
«Фланец»
В случае смены баз
11.01.2023
52
53.
ПОГРЕШНОСТЬЗАКРЕПЛЕНИЯ
11.01.2023
53
54.
Погрешность закрепленияПогрешность закрепления – это смещение
заготовки под действием зажимной силы,
измеренное по нормали к обрабатываемой
поверхности.
Погрешность закрепления имеет две
составляющих:
eз = eзаг + e ст
,
где εзаг – составляющая, возникающая от
деформации микронеровностей
поверхностного слоя заготовки;
εст – составляющая, возникающая от
деформации стыков (в контактах заготовки с
приспособлением и приспособления со
станком).
11.01.2023
54
55.
e заг = c PзnФормула для определения
составляющей погрешности εзаг
Для определения составляющей погрешности
закрепления εзаг могут использоваться
эмпирические зависимости вида
e заг = c P n
з ,
где c – экспериментально определяемый
коэффициент, зависящий от условий контакта,
материала и твердости заготовок;
Pз – зажимная сила, действующая на опору;
n – показатель степени (обычно находится в
пределах 0,3-0,5).
11.01.2023
55
56.
Пример графика экспериментальноопределенной составляющей
погрешности εзаг
11.01.2023
56
57.
Последствия неправильновыбранной схемы закрепления
заготовки
В случае неправильно выбранной схемы
закрепления при зажатии заготовки
может происходить
смещение,
сильная деформация,
повреждение поверхности заготовки.
Эти явления можно характеризовать как
грубый просчет, вызванный
неграмотностью, а не погрешность
закрепления
11.01.2023
57
58.
Смещение заготовки призакреплении
до закрепления
11.01.2023
58
59.
Смещение заготовки призакреплении
после закрепления
11.01.2023
59
60.
ПРИМЕРЫ ОПРЕДЕЛЕНИЯПОГРЕШНОСТИ
БАЗИРОВАНИЯ
11.01.2023
60
61.
Примеры определенияпогрешности базирования
Измерительная база
Технологическая база
Погрешность базирования
в трехкулачковом самоцентрирующемся патроне
при обработке диаметральных размеров
εбаз = 0
11.01.2023
61
62.
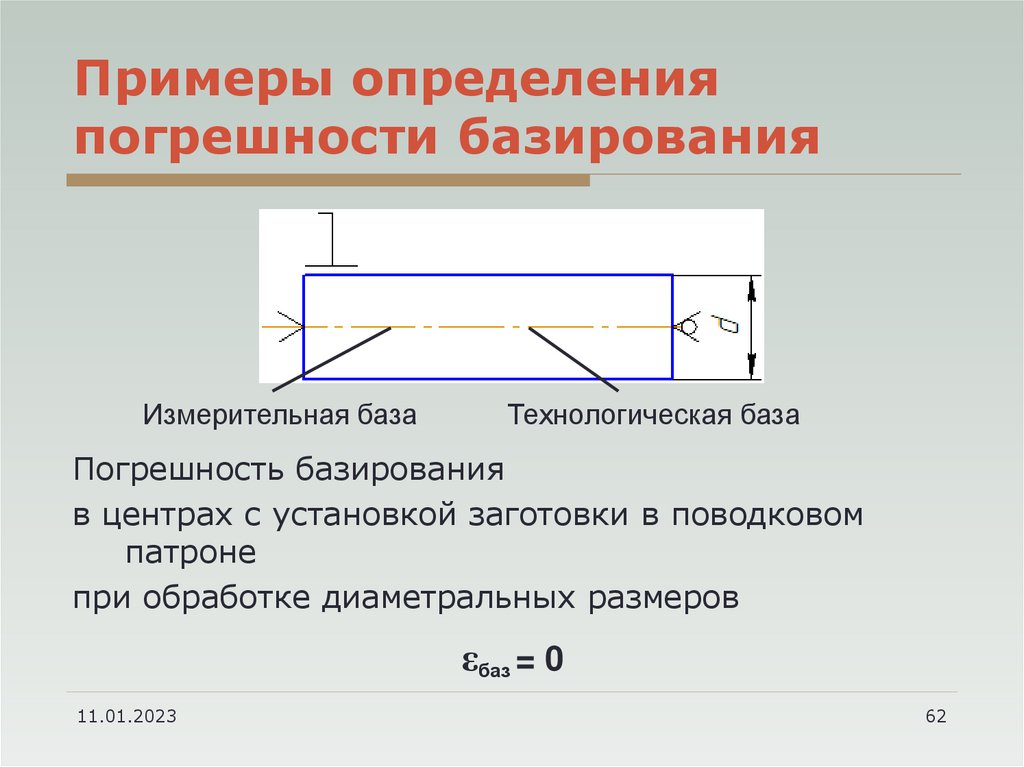
Примеры определенияпогрешности базирования
Измерительная база
Технологическая база
Погрешность базирования
в центрах с установкой заготовки в поводковом
патроне
при обработке диаметральных размеров
εбаз = 0
11.01.2023
62
63.
Примеры определенияпогрешности базирования
Технологическая база
Измерительная база
Погрешность базирования
на разжимной оправке
при обработке наружных диаметральных размеров
TD
εбаз =
2
11.01.2023
( допуск размера D )
63
64.
Примеры определенияпогрешности базирования
Технологическая база
Измерительная база
Погрешность базирования
на цилиндрической оправке с зазором
при обработке наружных диаметральных размеров
TD
+Δ
εбаз =
2
11.01.2023
зазор
64
65.
Примеры определенияпогрешности базирования
Погрешность базирования в призме
определяется на лабораторном
практикуме
11.01.2023
65