






 Промышленность
ПромышленностьПохожие презентации:










Способы выполнения сварных швов
1.
Способы выполнения сварных швов2.
Технология ручной дуговой сварки предусматриваетвыполнение следующих операций:
1) возбуждение дуги,
2) перемещение электрода в процессе сварки,
3) порядок наложения швов в зависимости от
особенностей сварных соединений.
3.
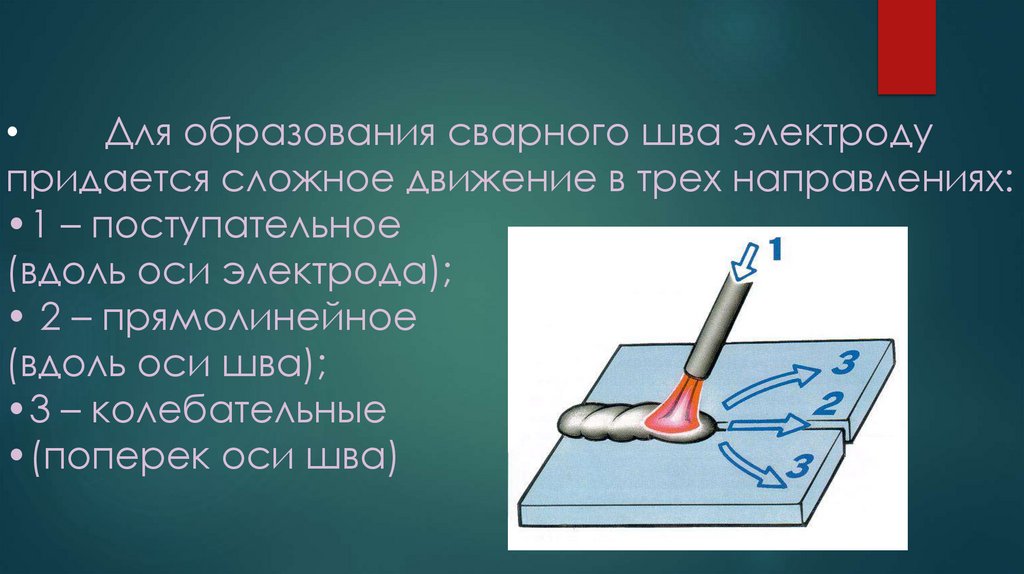
Для образования сварного шва электроду
придается сложное движение в трех направлениях:
•1 – поступательное
(вдоль оси электрода);
• 2 – прямолинейное
(вдоль оси шва);
•3 – колебательные
•(поперек оси шва)
4.
При обрыве дуги в металле образуется кратер,являющийся местом скопления неметаллических
включений и преимущественного зарождения трещин.
При повторном зажигании дуги следует переплавить
застывший металл кратера. Заканчивают сварку
заваркой кратера. Для этого электрод держат
неподвижно до естественного обрыва дуги или быстро
укорачивают дугу вплоть до частых коротких замыканий,
после чего ее резко обрывают.
5.
Стыковые соединения со скосом одной или двухкромок сваривают одно- или многослойными швами.
1)
При сварке однослойным швом дугу возбуждают на
краю скоса кромки, а затем, переместив ее вниз,
проваривают корень шва. На скосах кромок движение
электрода замедляют, чтобы лучше их проварить. При
переходе дуги с одной кромки на другую скорость
движения электрода увеличивают во избежание
прожога в зазоре между кромками.
6.
2)Сварку многослойных швов начинают, тщательно
проваривая корень шва электродом диаметром не
более 4 мм, а последующие швы наплавляют
уширенными валиками, используя электроды большего
диаметра.
Число слоев при сварке стыковых швов выбирается
по следующему соотношению:
S, мм ..
1—5
6
8
10
12
14
16
18
n..........
1
2
2—3
3—4
4
4—5
5—6
5—6
7.
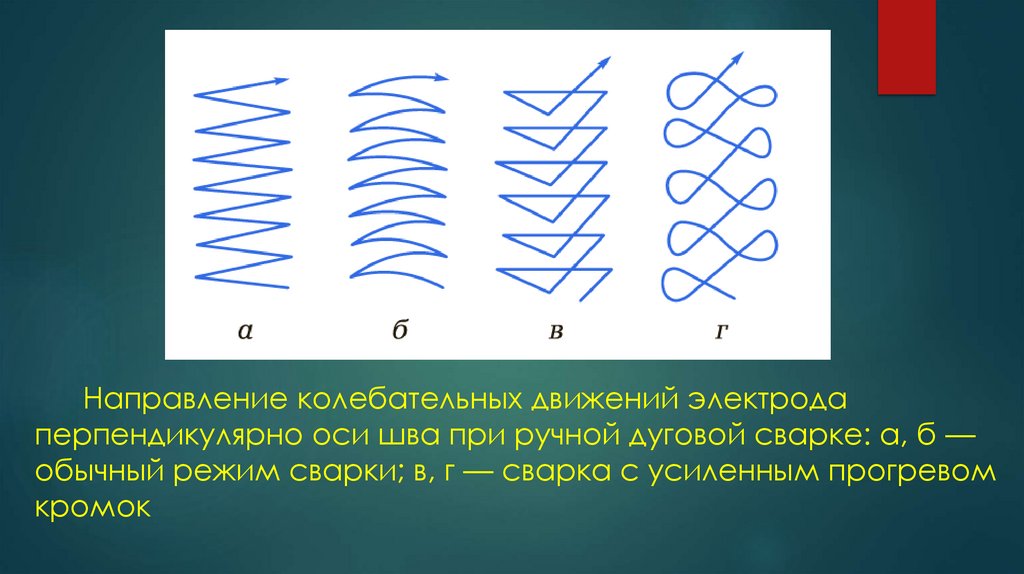
Направление колебательных движений электродаперпендикулярно оси шва при ручной дуговой сварке: а, б —
обычный режим сварки; в, г — сварка с усиленным прогревом
кромок
8.
Сварку соединений ответственных конструкций большойтолщины (свыше 25 мм) выполняют с применением
специальных приемов заполнения швов блоками или
каскадом.
а, б — соответственно односторонним и двусторонним каскадами;
в — блоками
9.
Угловые швы применяют при сварке угловых, тавровыхи нахлесточных соединений. Сварку угловых швов проводят:
1) «В лодочку». Правильное формирование шва и хороший
провар его корня и стенки без подрезов, а также возможность
наплавлять за один проход швы большого сечения.
2) Наклонным электродом. Возможно неполное проплавление
корня шва или кромки горизонтальной детали.
10.
Число слоев при сварке угловых швов в зависимости оттолщины свариваемого металла:
S, мм .. 1—6
n ......
1
8
10
12
14
16
18
20
22
1—2
2
2—3
3—4
5
5—6 5—6 6—7
11.
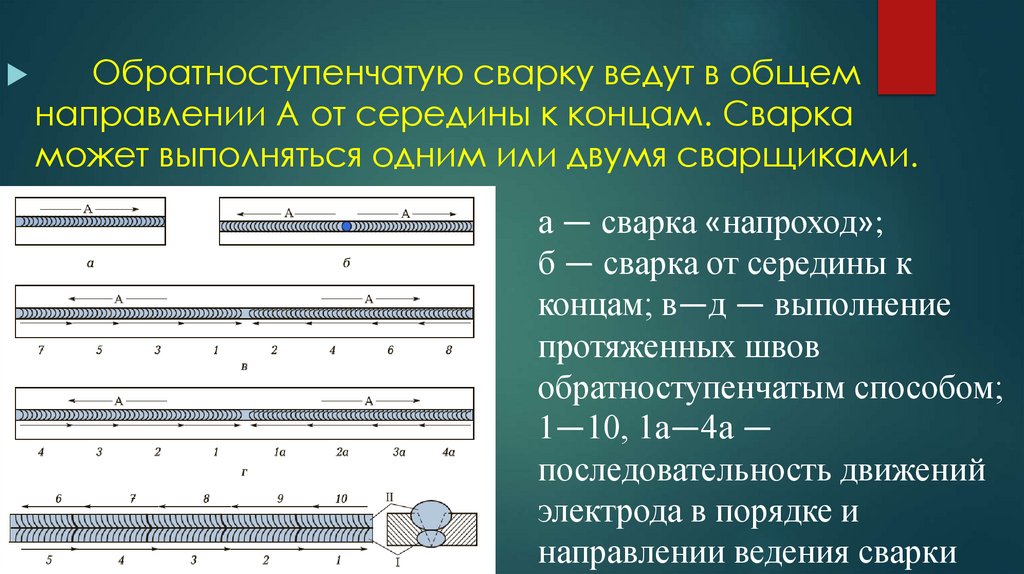
Обратноступенчатую сварку ведут в общемнаправлении А от середины к концам. Сварка
может выполняться одним или двумя сварщиками.
а — сварка «напроход»;
б — сварка от середины к
концам; в—д — выполнение
протяженных швов
обратноступенчатым способом;
1—10, 1а—4а —
последовательность движений
электрода в порядке и
направлении ведения сварки