









 Электроника
ЭлектроникаПохожие презентации:










Участок фрезерной обработки мастерской «Промышленная робототехника» в сфере образования
1.
Предметная область: Участок фрезерной обработки мастерской «Промышленнаяробототехника» в сфере образования (на примере КГА ПОУ ГАСКК МЦК)
Тема: Применение инструментов бережливого производства для
оптимизации процесса пуско-наладки, программирования и выполнения
фрезерной обработки на промышленном роботе KUKA в рамках
практической подготовки обучающихся
Команда проекта: Левковский Никита, Арышев Сергей, Белоус Григорий, Загора
Дмитрий, Шарапов Кирилл
Статус участников: студенты 3-го курса специальности 15.02.11 «Техническая
эксплуатация и обслуживание роботизированного производства» КГА ПОУ ГАСКК МЦК
Докладчик: Загора Дмитрий
Куратор-лидер проекта: Евгения Викторовна Ашиток, преподаватель
2.
Решаемая проблема, цель, задачи работыПроблема: в процессе практической подготовки и проведении чемпионата «Молодые профессионалы» WSR по
компетентности «Промышленная робототехника»
в мастерской «Промышленная робототехника» были
выявлены ситуации, которые увеличивают время выполнения технического задания, а также снижают
эффективность работы
Цель: Улучшение производственного процесса пуско-наладки, программирования фрезерной
обработки изделий на промышленном роботе KUKA путем внедрения на участок инструментов
бережливого производства
Задача 1: Составить Карту
текущего и идеального
состояния процесса
Задача 2: Провести анализ
процесса, выявить реальные и
возможные потери
Задача 3: Разработать и
обосновать
Предложения по улучшению
Задача 4: Реализовать ППУ на
участке
Задача 5: Составить отчет о
результатах проекта
Задача 6: Достигнуть
Ключевых показателей
эффективности
3.
Анализ ситуацииОсновные аспекты проблемной ситуации
Ценность
Действие
Сформированные
навыки
специалиста
Практическая
подготовка
обучающихся
Предложения
по улучшению
(ППУ)
Потери
Действия и время,
не работающие на
ценность
Предложения по
сокращению
потерь
соблюдение правил
ТБ и ОТ
снижение времени
выполнения ТЗ
повышение качества
подготовки
100%
30%
30%
Ключевые
показатели
эффективности
КПЭ
4.
Исходные данныеАнализ процесса
Мастерская «Промышленная робототехника» КГА ПОУ ГАСКК МЦК
участок «Фрезерной обработки» Робот №1 Работа с CAM-системой
5.
Анализ процессаДетализация процесса на отдельные операции
Этапы
анализа
Количественный анализ времени выполнения операций
(хронометраж)
Качественный анализ схемы оценивания навыков специалиста
Анализ реальных и возможных потерь
Генерация идей по сокращению потерь и улучшению процесса
Результат - Матрица процесса
6.
Выявленные потериОжидание
Избыточная обработка/
Перепроизводство
Ненужная
транспортировка
Лишние движения
Переделка/брак
Неиспользование
потенциала
специалиста
• Ожидание инструктажа и ТЗ, ожидание при выполнении
тестовых операций при неправильно заданной скорости
обработки, коллизии из-за ошибок в УП
• Избыток
текста
в
ТЗ,
переформатирование
и
выгрузка/загрузка
программы,
перепроизводство
заготовок
• Склад инструмента и заготовок удален от рабочего участка,
удаленность хранения оборудования и инструментов для
уборки рабочего пространства
• поиск заготовки, поиск нужного инструмента, замена
калибр.инструмента заготовкой в тисках, механические
тиски
• Дефектные заготовки, не точность исходных данных,
слабое
закрепление
инструмента/заготовки,
возникновение коллизий, использование флэш-накопителя
• Чтение текстового инструктажа по ТБ инструктором,
отсутствие наглядных средств мотивации
7.
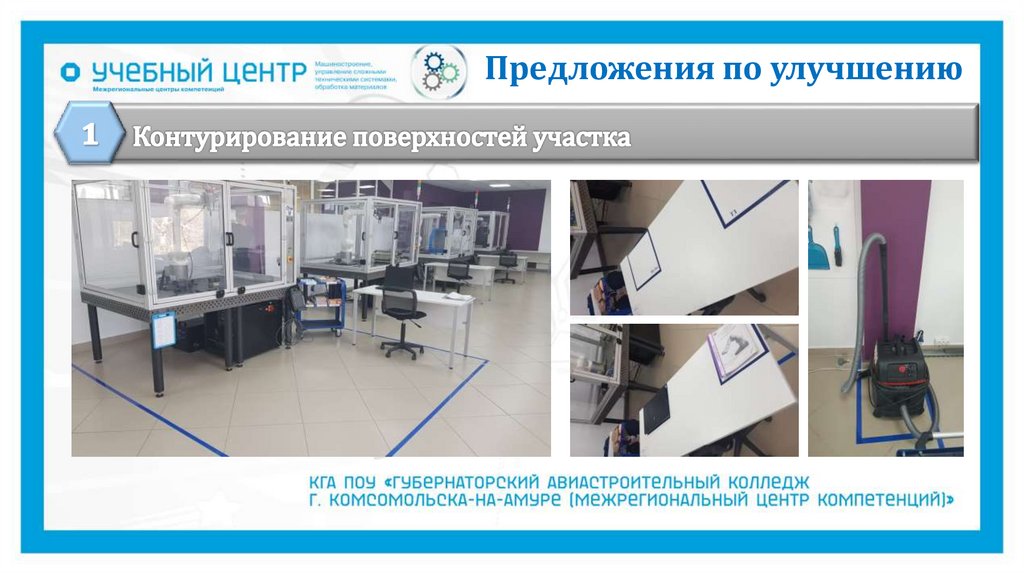
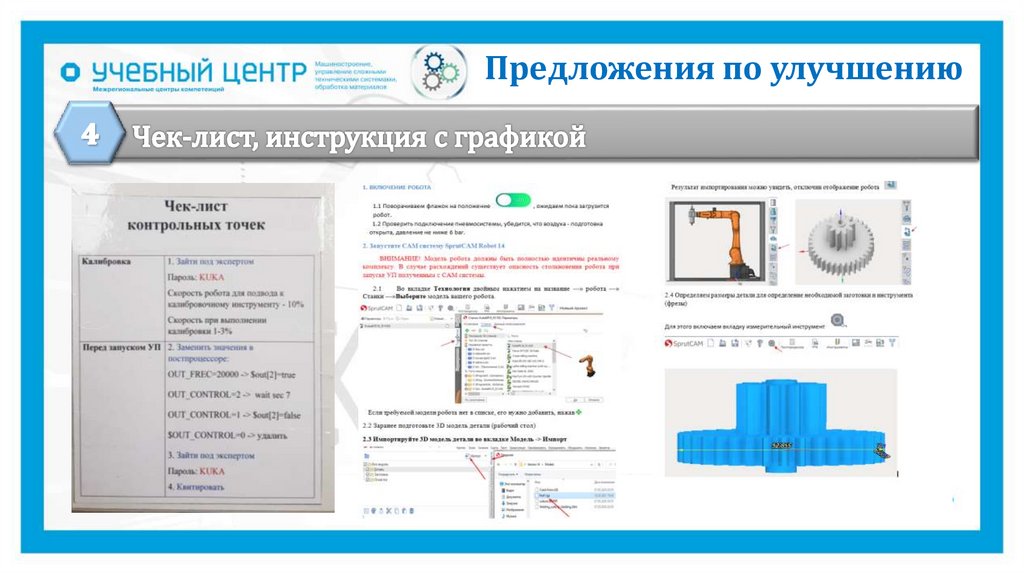
Предложения по улучшению8.
Предложения по улучшению9.
Предложения по улучшениюЭлектронный
штангенциркуль
10.
Предложения по улучшению11.
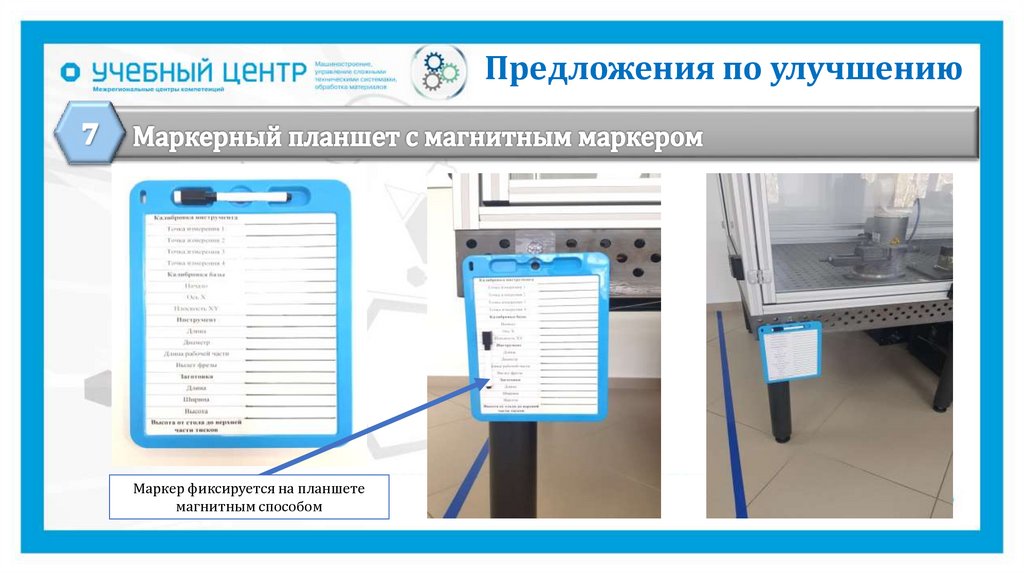
Предложения по улучшению12.
Предложения по улучшению13.
Предложения по улучшениюМаркер фиксируется на планшете
магнитным способом
14.
Предложения по улучшению15.
Расчет показателей эффективностиКПЭ 1: Повышение качества подготовки
обучающихся
Достигнутое значение КПЭ 1 -
34,6%
16.
Расчет показателей эффективностиКПЭ 2: Снижение времени выполнения
операций ТЗ
Достигнутое значение КПЭ 2 -
38%
17.
Расчет показателей эффективностиКПЭ 3: Соблюдение правил техники
безопасности
Достигнутое значение
КПЭ 3- 100%
18.
ЗаключениеОптимизация работы
Улучшение рабочего пространства
Повышение качества подготовки специалиста
Стандартизация и визуализация учебнопроизводственного процесса
Сокращение потерь