


 Промышленность
ПромышленностьПохожие презентации:









 неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций")
Разновидности сварки в инертных газах
1.
Разновидности сваркив инертных газах
2.
Дуга возбуждается замыканием электрода и металла угольнымстержнем или кратковременным разрядом высокой частоты и
напряжения с помощью осциллятора.
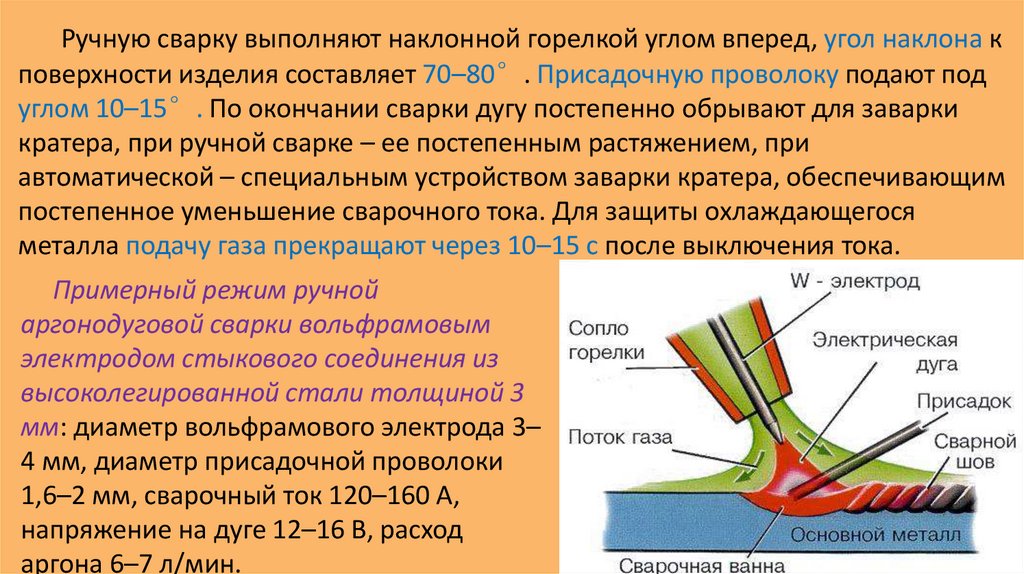
Расположение горелки и присадочного прутка при ручной
аргонодуговой сварке.
3.
Ручную сварку выполняют наклонной горелкой углом вперед, угол наклона кповерхности изделия составляет 70–80°. Присадочную проволоку подают под
углом 10–15°. По окончании сварки дугу постепенно обрывают для заварки
кратера, при ручной сварке – ее постепенным растяжением, при
автоматической – специальным устройством заварки кратера, обеспечивающим
постепенное уменьшение сварочного тока. Для защиты охлаждающегося
металла подачу газа прекращают через 10–15 с после выключения тока.
Примерный режим ручной
аргонодуговой сварки вольфрамовым
электродом стыкового соединения из
высоколегированной стали толщиной 3
мм: диаметр вольфрамового электрода 3–
4 мм, диаметр присадочной проволоки
1,6–2 мм, сварочный ток 120–160 А,
напряжение на дуге 12–16 В, расход
аргона 6–7 л/мин.
4.
Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловыхсоединений. При толщине листа до 2,5 мм целесообразно сваривать с
отбортовкой кромок, при малой величине зазора (0,1–0,5 мм) можно
сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки
кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого
материала. Листы толщиной более 4 мм сваривают встык с разделкой, при
этом допустимый зазор должен быть не более 1,0 мм.
Разработано несколько разновидностей аргонодуговой сварки
вольфрамовым электродом, основанных на увеличении проплавляющей
способности дуги за счет увеличения интенсивности теплового и силового
воздействия дуги на свариваемый металл. К этим разновидностям относятся
следующие виды сварки: сварка погруженной дугой, с применением флюса,
при повышенном давлении защитной атмосферы, импульсно-дуговая,
плазменная сварка.
5.
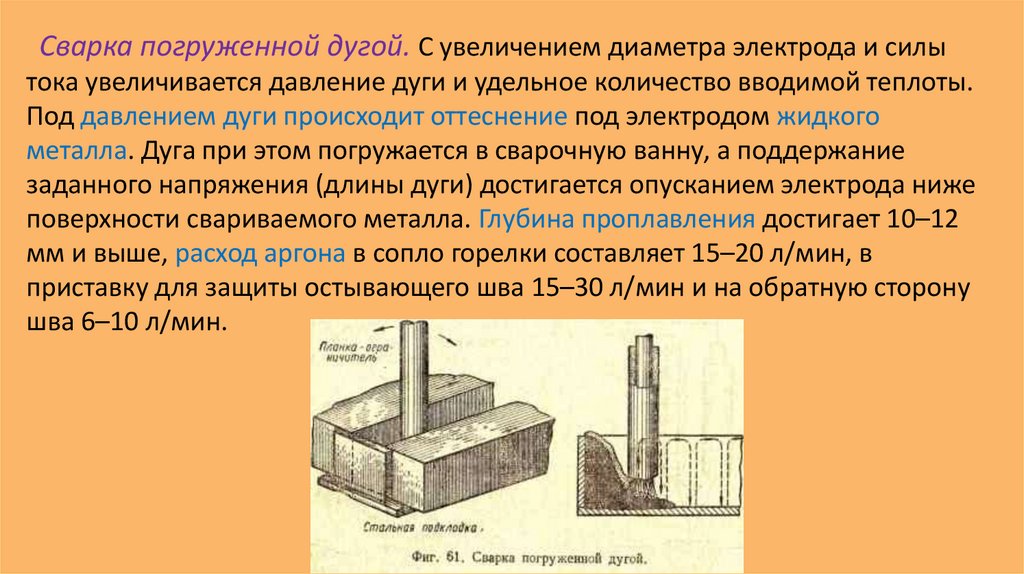
Сварка погруженной дугой. С увеличением диаметра электрода и силытока увеличивается давление дуги и удельное количество вводимой теплоты.
Под давлением дуги происходит оттеснение под электродом жидкого
металла. Дуга при этом погружается в сварочную ванну, а поддержание
заданного напряжения (длины дуги) достигается опусканием электрода ниже
поверхности свариваемого металла. Глубина проплавления достигает 10–12
мм и выше, расход аргона в сопло горелки составляет 15–20 л/мин, в
приставку для защиты остывающего шва 15–30 л/мин и на обратную сторону
шва 6–10 л/мин.
6.
Сварка с применением флюса. Нанесениена поверхность свариваемого металла слоя
флюса небольшой толщины (0,2–0,5 мм),
состоящего из соединений фтора, хлора и
некоторых окислов, способствует
повышению сосредоточенности теплового
потока в пятне нагрева и увеличению
проплавляющей способности дуги. При
этом, благодаря концентрации тепловой
энергии, повышается эффективность
проплавления и снижаются затраты
погонной энергии при сварке.
7.
Сварка при повышенном давлении защитной атмосферы. Мощностьдуги возрастает с увеличением давления защитной атмосферы при
неизменном токе и длине дуги. Дуга при этом сжимается, благодаря чему
увеличивается ее проплавляющая способность примерно на 25–60 %. Этот
способ можно использовать при сварке в камерах с контролируемой
атмосферой.
8.
Импульсно-дуговая сварка вольфрамовым электродом заключается вприменении в качестве источника теплоты импульсной (пульсирующей) дуги с
целью концентрации во времени теплового и силового воздействия дуги на
основной и электродный металл. При стесненном теплоотводе полнее
используется теплота на расплавление основного металла, чем при сварке
постоянной дугой.
ORION 250i EV - устройство для импульсно-дуговой и
резистивной сварки элементов питания.
9.
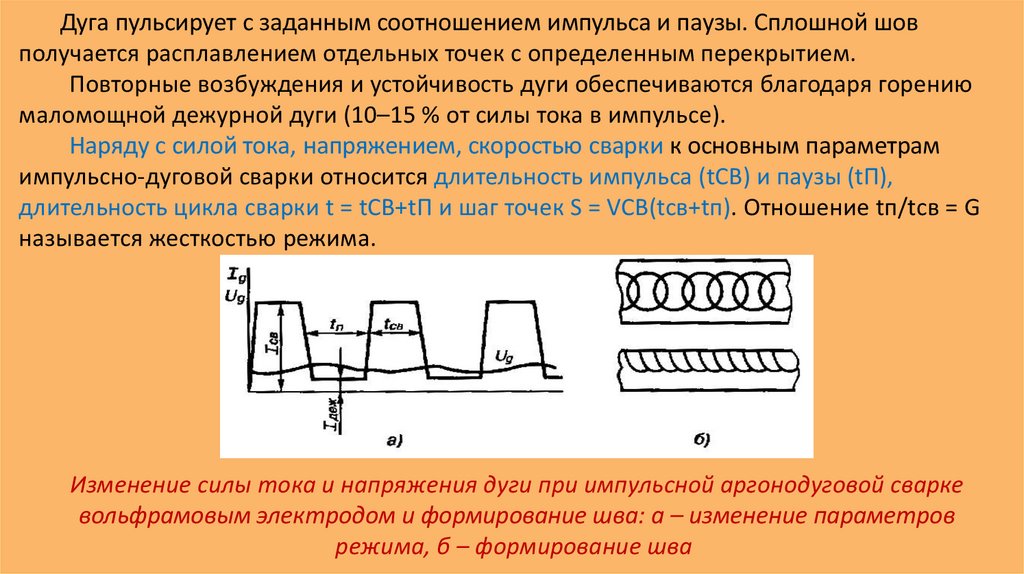
Дуга пульсирует с заданным соотношением импульса и паузы. Сплошной шовполучается расплавлением отдельных точек с определенным перекрытием.
Повторные возбуждения и устойчивость дуги обеспечиваются благодаря горению
маломощной дежурной дуги (10–15 % от силы тока в импульсе).
Наряду с силой тока, напряжением, скоростью сварки к основным параметрам
импульсно-дуговой сварки относится длительность импульса (tСВ) и паузы (tП),
длительность цикла сварки t = tСВ+tП и шаг точек S = VСВ(tсв+tп). Отношение tп/tсв = G
называется жесткостью режима.
Изменение силы тока и напряжения дуги при импульсной аргонодуговой сварке
вольфрамовым электродом и формирование шва: а – изменение параметров
режима, б – формирование шва
10.
Жесткость режима при заданной энергии импульса и длительностицикла характеризует проплавляющую способность дуги. Изменяя
параметры режима импульсно-дуговой сварки, можно в широких
пределах изменять кристаллизацию металла и таким образом
влиять на свойства сварных соединений. Технологические
преимущества сварки импульсной дугой вольфрамовым
электродом в наибольшей степени проявляются при сварке
тонколистовых материалов: практически отсутствуют дефекты
формирования шва, провисание и подрезы, улучшаются условия
формирования шва в различных пространственных положениях.
11.
Так как для сварки металла определенной толщины требуетсязначительно меньшая погонная энергия, существенно
уменьшаются деформации и прожоги тонколистовых
материалов.
Таким образом, импульсно-дуговая сварка вольфрамовым
электродом предназначена главным образом для регулирования
проплавления основного металла и формирования шва при
сварке тонколистового металла.