
 Промышленность
ПромышленностьПохожие презентации:

 неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций")








Сварка неплавящимся электродом в инертном газе
1.
Сварка неплавящимсяэлектродом в инертном газе
2.
Сварка неплавящимся электродом винертных газах (в международной абривиатуре
ТIG — Tungsten Inert Gas) получила более
широкое распространение, чем сварка
плавящимся электродом.
3.
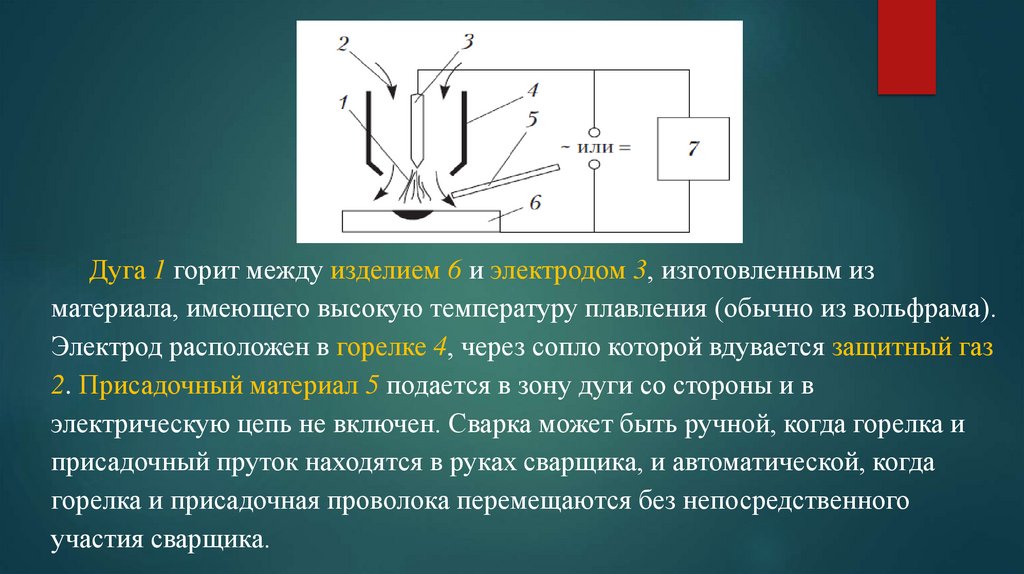
Дуга 1 горит между изделием 6 и электродом 3, изготовленным изматериала, имеющего высокую температуру плавления (обычно из вольфрама).
Электрод расположен в горелке 4, через сопло которой вдувается защитный газ
2. Присадочный материал 5 подается в зону дуги со стороны и в
электрическую цепь не включен. Сварка может быть ручной, когда горелка и
присадочный пруток находятся в руках сварщика, и автоматической, когда
горелка и присадочная проволока перемещаются без непосредственного
участия сварщика.
4.
При этом способе сварки зажиганиедуги обычно осуществляется
бесконтактным способом. Во-первых,
аргон обладает достаточно высоким
потенциалом ионизации. Во-вторых,
касание изделия вольфрамовым
электродом приводит к загрязнению и
интенсивному оплавлению электрода.
Поэтому при сварке неплавящимся электродом для зажигания дуги параллельно
источнику питания обычно подключается осциллятор 7. Осциллятор подает на
электрод высокочастотные высоковольтные импульсы, которые ионизируют
дуговой промежуток и обеспечивают зажигание дуги после включения сварочного
тока. Если сварка производится на переменном токе, осциллятор после зажигания
дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены
полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить
устойчивое горение дуги.
5.
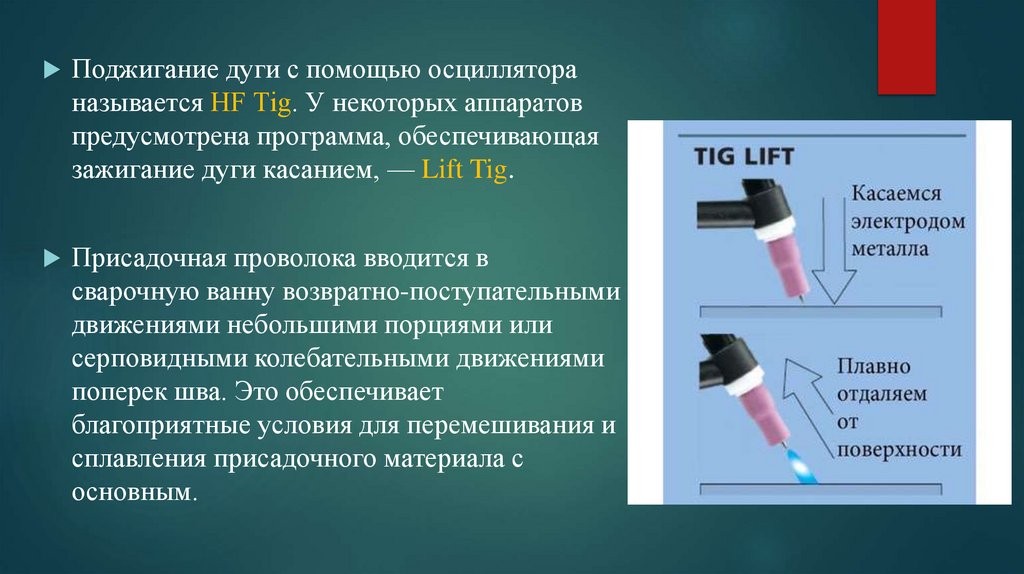
Поджигание дуги с помощью осциллятораназывается НF Тig. У некоторых аппаратов
предусмотрена программа, обеспечивающая
зажигание дуги касанием, — Lift Tig.
Присадочная проволока вводится в
сварочную ванну возвратно-поступательными
движениями небольшими порциями или
серповидными колебательными движениями
поперек шва. Это обеспечивает
благоприятные условия для перемешивания и
сплавления присадочного материала с
основным.
6.
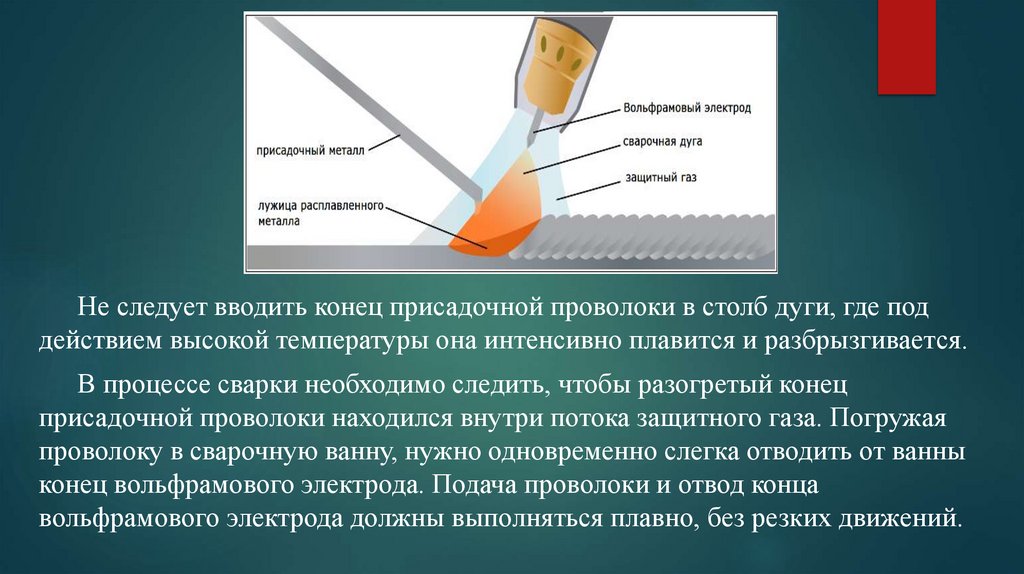
Не следует вводить конец присадочной проволоки в столб дуги, где поддействием высокой температуры она интенсивно плавится и разбрызгивается.
В процессе сварки необходимо следить, чтобы разогретый конец
присадочной проволоки находился внутри потока защитного газа. Погружая
проволоку в сварочную ванну, нужно одновременно слегка отводить от ванны
конец вольфрамового электрода. Подача проволоки и отвод конца
вольфрамового электрода должны выполняться плавно, без резких движений.
7.
При сварке нельзя допускать касания торцом вольфрамового электродарасплавленной ванны жидкого металла. Если касание происходит, сварку необходимо
прекратить, а загрязненный участок шва зачистить или вырубить. Торец вольфрамового
электрода следует зашлифовать и прожечь, возбудив дугу на вспомогательном медном
элементе. После вынужденного обрыва дуги сварку возобновляют на расстоянии не
менее 10–15 мм от места ее обрыва, не допуская заметной выпуклости шва.
Боковая поверхность и торец электрода при правильном выборе параметров режима
сварки и размеров электрода должны блестеть. Если поверхность матовая, это означает,
что тепловая нагрузка на электрод превышает допустимую. Если поверхность электрода
после сварки приобретает синий, черный цвет или имеет зеленый налет, значит, расход
аргона недостаточен или время продувки горелки аргоном после отключения дуги мало.
8.
При сварке на постоянном токе на аноде и катоде выделяетсянеодинаковое количество тепла. При токах до 300 А 70 % тепла выделяется
на аноде и 30 % — на катоде, поэтому практически всегда используется
прямая полярность, чтобы максимально проплавлять изделие и
минимально разогревать электрод. Все стали и титан свариваются на
прямой полярности. Алюминий обычно сваривается на переменном токе
для улучшения разрушения оксидной пленки.
Основная область применения сварки неплавящимся электродом —
соединения из легированных сталей и цветных металлов. При малых
толщинах сварка может выполняться без присадки. Данный способ сварки
обеспечивает хорошее качество и формирование сварных швов, позволяет
точно поддерживать глубину проплавления металла.
Достоинством этого способа сварки является также то, что,
манипулируя горелкой и присадочным прутком, сварщик обеспечивает
качественный прогрев кромок, точно контролируя этот процесс, не
допуская прожогов и непроваров. Это очень важно при сварке тонкого
металла, особенно при одностороннем доступе к поверхности изделия, а
также при сварке первого (корневого) прохода при сварке труб.
9.
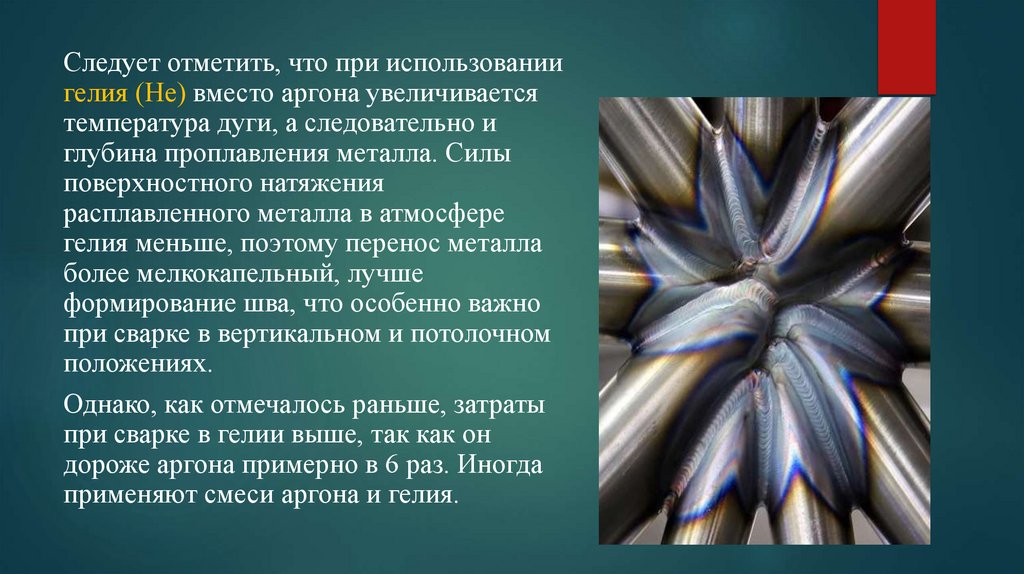
Следует отметить, что при использованиигелия (Не) вместо аргона увеличивается
температура дуги, а следовательно и
глубина проплавления металла. Силы
поверхностного натяжения
расплавленного металла в атмосфере
гелия меньше, поэтому перенос металла
более мелкокапельный, лучше
формирование шва, что особенно важно
при сварке в вертикальном и потолочном
положениях.
Однако, как отмечалось раньше, затраты
при сварке в гелии выше, так как он
дороже аргона примерно в 6 раз. Иногда
применяют смеси аргона и гелия.