
 Промышленность
ПромышленностьПохожие презентации:










Сварка плавящимся электродом
1.
Сварка плавящимсяэлектродом в
инертных газах
2.
Инертные газы обеспечивают защиту сварочной ванны путемвытеснения воздуха из зоны горения дуги. В отличие от
активных газов (например, углекислого газа) они не вступают в
химическое взаимодействие с расплавленным металлом, его
парами и другими газами.
Основным инертным газом, применяющимся при сварке,
является аргон. Будучи на 38 % тяжелее воздуха, аргон хорошо
вытесняет его из зоны сварки и надежно изолирует сварочную
ванну от контакта с атмосферой.
3.
Схема процесса сварки аналогична сварке в среде СО2.Международная абривиатура процесса — МIG (Metal Inert Gas).
Сварка производится на постоянном токе обратной полярности,
может
быть
механизированной
(полуавтоматической)
и
автоматической. Область применения этого вида – сварка цветных
металлов (А1, Мg, Сu, Тi и их сплавов) и легированных сталей.
4.
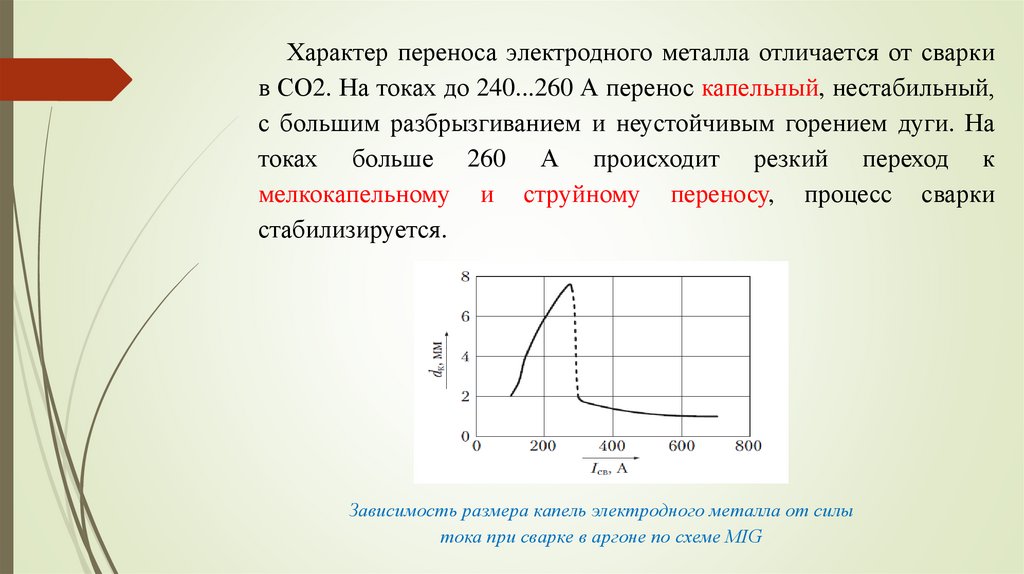
Характер переноса электродного металла отличается от сваркив СО2. На токах до 240...260 А перенос капельный, нестабильный,
с большим разбрызгиванием и неустойчивым горением дуги. На
токах больше 260 А происходит резкий переход к
мелкокапельному и струйному переносу, процесс сварки
стабилизируется.
Зависимость размера капель электродного металла от силы
тока при сварке в аргоне по схеме MIG
5.
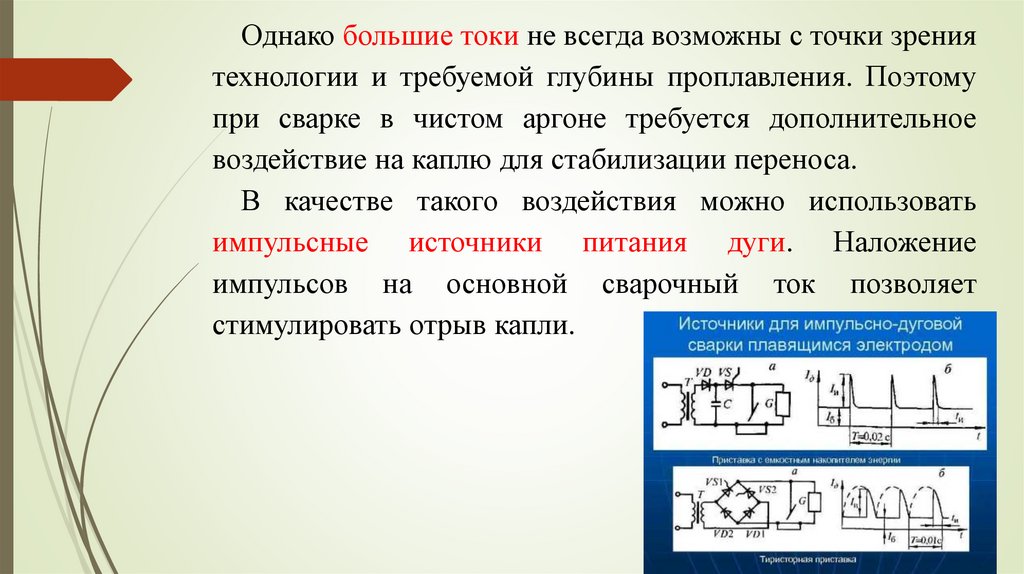
Однако большие токи не всегда возможны с точки зрениятехнологии и требуемой глубины проплавления. Поэтому
при сварке в чистом аргоне требуется дополнительное
воздействие на каплю для стабилизации переноса.
В качестве такого воздействия можно использовать
импульсные источники питания дуги. Наложение
импульсов на основной сварочный ток позволяет
стимулировать отрыв капли.
6.
Такаятехнология
обычно
используется при сварке алюминия,
где отрыв капли от проволоки
дополнительно усложняется ее малым
весом.
При сварке сталей импульсные источники
применяются реже, так как они увеличивают
стоимость полуавтомата. Полуавтоматы же обычно
универсальны и используются для сварки в СО2, где
импульсное управление дугой неэффективно.
7.
Используется также другойспособ улучшения переноса —
добавка в аргон 1...2 % кислорода.
Кислород
снижает
силу
поверхностного
натяжения
жидкого
металла,
которая
удерживает каплю на конце
проволоки,
поэтому
капля
отрывается при меньшем весе.
Процесс переноса становится стабильным. Эта технология
обычно используется для сварки легированных сталей.
Легированные стали в СО2 свариваются плохо, так как происходит
окисление легирующих элементов; защита аргоном значительно
лучше. Добавка к аргону небольшого количества кислорода
практически не влияет на свойства шва, так как окислительный
потенциал невысок.
8.
Основным защитным газом является аргон, можетприменяться гелий. Он обеспечивает несколько большее
проплавление, чем аргон. Однако гелий легче воздуха.
Выходя из горелки, поднимается вверх, поэтому его
расход должен быть больше, чем аргона.
Кроме того, гелий
более дорогой газ,
поэтому экономически
сварка в гелии более
затратна.