


 Промышленность
ПромышленностьПохожие презентации:










Аргонно-дуговая сварка труб
1.
Областное государственное автономноепрофессиональное образовательное учреждение
«Белгородский индустриальный колледж»
ТЕМА: АРГОННОДУГОВАЯ СВАРКА ТРУБ
2.
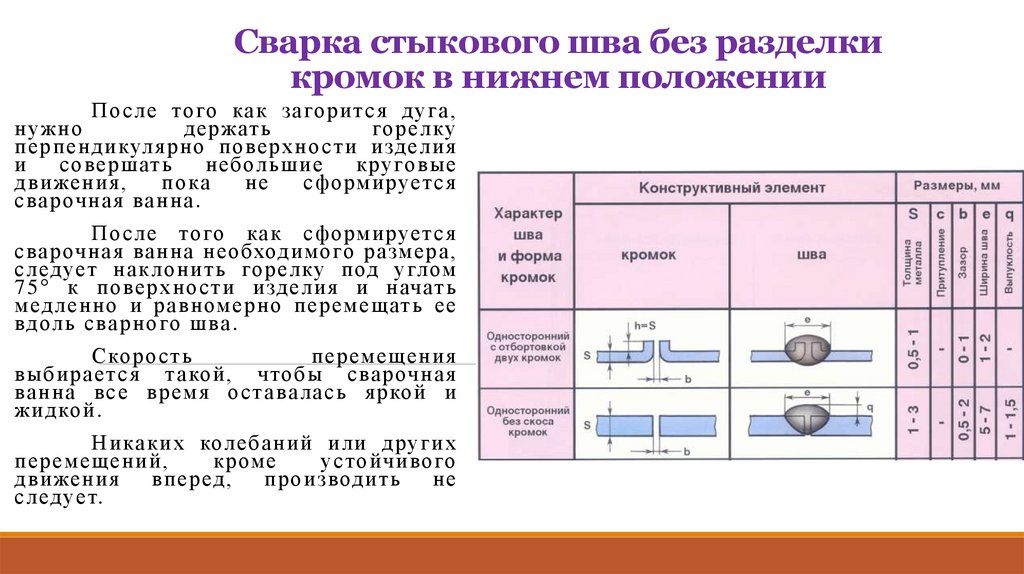
Сварка стыкового шва без разделкикромок в нижнем положении
П о с ле то го как за горит с я д уга,
нужно
дер жат ь
гор е лку
пер пендикуля р но поверх но сти изделия
и
со вершат ь
небольш ие
круго в ые
д в иже ния,
по ка
не
с форм ируе т с я
с вар очная ванна .
П о с ле то го как с форм ирует с я
с вароч на я ванна необход имо го р азмер а,
следует накло нит ь гор елку под углом
75° к по верх но ст и изд е лия и начат ь
мед ле нно и рав ном ер но пер ем ещат ь ее
вд оль с ва р но го ш ва .
Скоро ст ь
пе рем еще ния
в ыбир ает ся т ако й, чтобы сварочная
ванна вс е врем я о ст а ва лас ь ярко й и
жид ко й .
Н икаких колеб а ний или других
перем еще ний,
кроме
усто йчиво го
д в иже ния
в перед ,
про из водит ь
не
следует.
3.
Затем переместить горелку на задний край сварочной ванны и добавить металлприсадочной проволоки быстрым касанием проволокой внешнего края сварочной ванны.
Присадочную проволоку нужно держать под углом 15° к поверхности детали.
После этого нужно удалить присадочную проволоку и переместить дугу на внешний
край операцию по добавлению присадочного металла. Высота и ширина валика сварного шва
зависит от скорости сварки (продольного поступательного движения), поперечного
перемещения горелки и количества присадочного металла, вводимого в сварочную ванну.
В процессе сварки горячий конец присадочной проволоки не должен выходить из зоны
охвата защитногосварочной ванны. Когда сварочная ванна вновь станет яркой и жидкой, следует
повторить газа. После прекращения сварки еще некоторое время в среде инертного газа
должны находиться не только электрод и сварочная ванна, но и горячий конец присадочной
проволоки.
4.
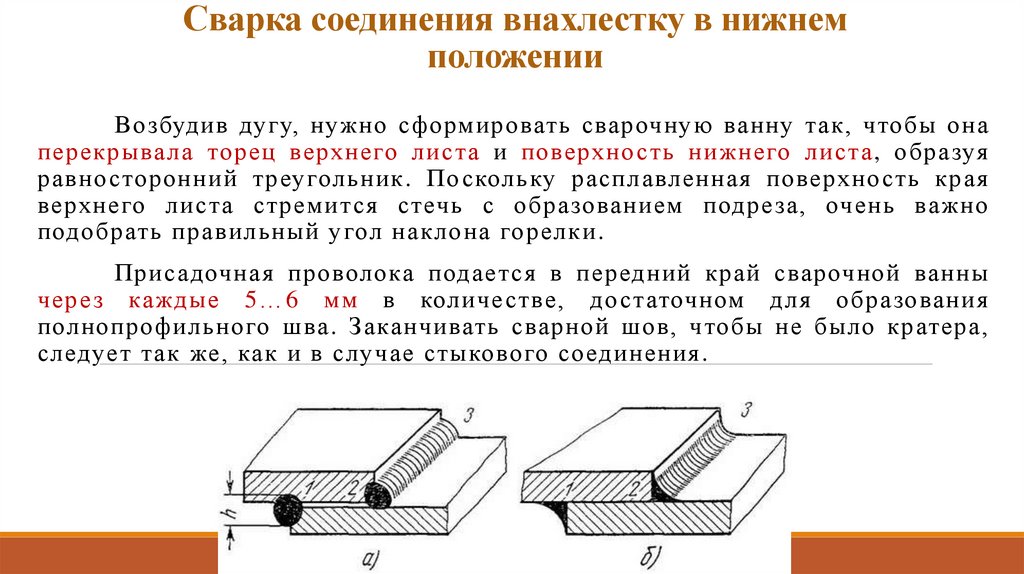
Сварка соединения внахлестку в нижнемположении
Возбудив дугу, нужно сформировать сварочную ванну так, чтобы она
перекрывала торец верхнего листа и поверхно сть нижнего листа, образуя
равно сторонний треугольник. По скольку расплавленная поверхно сть края
верхнего листа стремится стечь с образованием подреза, очень важно
подобрать правильный угол наклона горелки.
Присадочная проволока подается в передний край сварочной ванны
через каждые 5…6 мм в количе стве, до статочном для образования
полнопрофильного шва. Заканчивать сварной шов, чтобы не было кратера,
следует так же, как и в случае стыкового соединения.
5.
Сварка углового шва тавровогосоединения в нижнем положении
При сварке следует учитывать, что боковая
(вертикальная) поверхность нагревается сильнее и
быстрее начинает плавиться. Угол наклона горелки
должен быть таким, чтобы большая часть теплоты
приходилась на горизонтальную поверхность. Для
того чтобы держать короткую дугу и иметь
возможность для провара корня шва, необходимо
увеличить вылет электрода. Присадочную проволоку
подают на край сварочной ванны в точку, где
начинается плавление металла. Корректировка в
процессе сварки угла наклона горелки и размещения
присадочной проволоки помогает избежать
подрезов. Кроме того, впадина сварочной ванны во
избежание вогнутости шва должна заполняться
присадочной проволокой.
6.
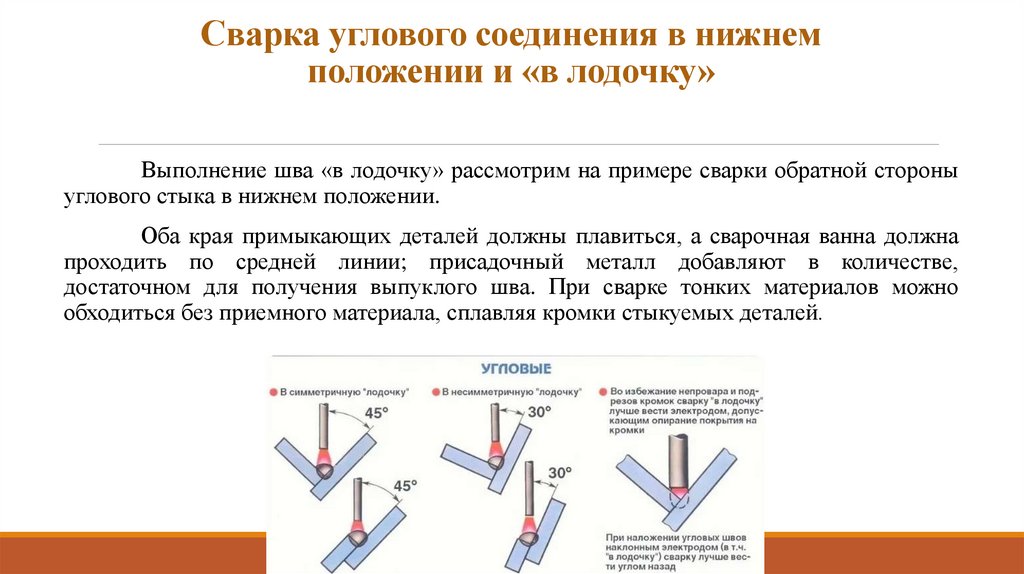
Сварка углового соединения в нижнемположении и «в лодочку»
Выполнение шва «в лодочку» рассмотрим на примере сварки обратной стороны
углового стыка в нижнем положении.
Оба края примыкающих деталей должны плавиться, а сварочная ванна должна
проходить по средней линии; присадочный металл добавляют в количестве,
достаточном для получения выпуклого шва. При сварке тонких материалов можно
обходиться без приемного материала, сплавляя кромки стыкуемых деталей.
7.
Правила для выполнения качественного соединения в любомпространственном положении остаются теми же, что и при сварке в нижнем
положении.
Основные правила:
- чистота свариваемой поверхности,
- хорошая сборка под сварку,
- предварительный нагрев, если он требуется,
- достаточный поток защитного газа и
- правильно выбранный сварочный ток.
- кроме того, при сварке (кроме нижнего положения) следует использовать
большой сварочный ток и наплавлять большой валик сварного шва.
Направлять дугу следует так, чтобы не допускать перегрева свариваемых
деталей. Перегрев приводит к свисанию металла шва или прожогу. Формирование
валика сварного шва и порядок действий по добавлению присадочного металла
необходимо выполнять правильно, чтобы гарантировать полное слияние между
порциями добавленного металла.
8.
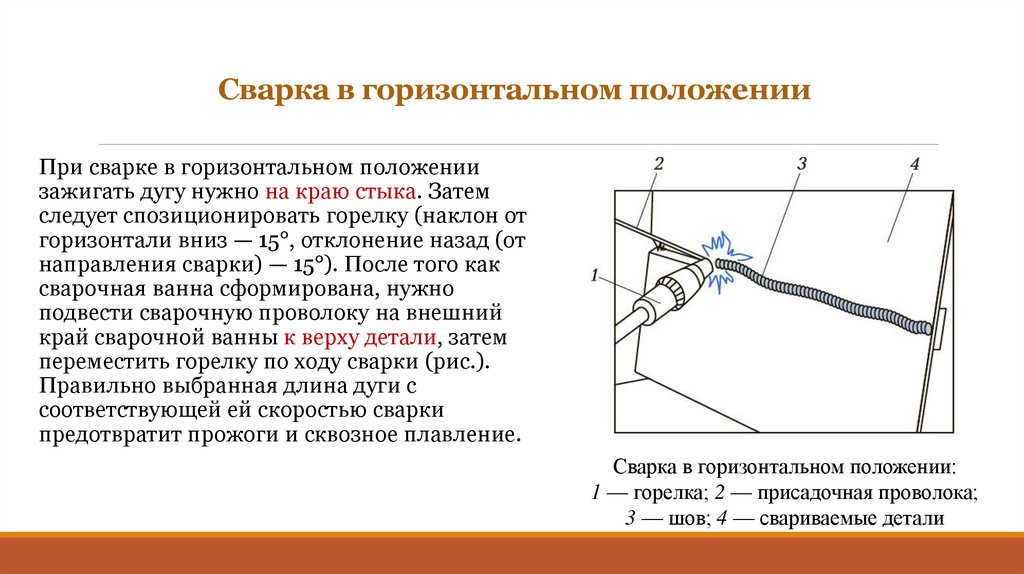
Сварка в горизонтальном положенииПри сварке в горизонтальном положении
зажигать дугу нужно на краю стыка. Затем
следует спозиционировать горелку (наклон от
горизонтали вниз — 15°, отклонение назад (от
направления сварки) — 15°). После того как
сварочная ванна сформирована, нужно
подвести сварочную проволоку на внешний
край сварочной ванны к верху детали, затем
переместить горелку по ходу сварки (рис.).
Правильно выбранная длина дуги с
соответствующей ей скоростью сварки
предотвратит прожоги и сквозное плавление.
Сварка в горизонтальном положении:
1 — горелка; 2 — присадочная проволока;
3 — шов; 4 — свариваемые детали
9.
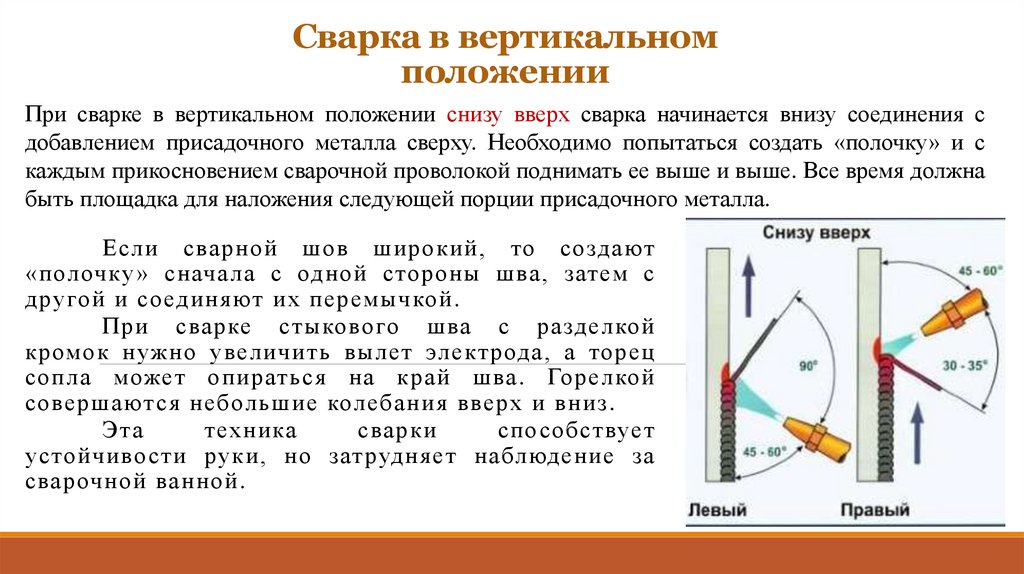
Сварка в вертикальномположении
При сварке в вертикальном положении снизу вверх сварка начинается внизу соединения с
добавлением присадочного металла сверху. Необходимо попытаться создать «полочку» и с
каждым прикосновением сварочной проволокой поднимать ее выше и выше. Все время должна
быть площадка для наложения следующей порции присадочного металла.
Если сварной шов широкий, то создают
«полочку » снача ла с одной стороны шва, затем с
другой и со единяют их перемычкой.
При сварке стыкового шва с разделкой
кромок нужно увеличить вылет элект рода, а торец
сопла может опираться на край шва. Горелкой
совершают ся небольшие колебания вверх и вниз.
Эт а
техника
сварки
спо собствует
устойчиво сти руки, но зат рудняет наблюдение за
сварочной ванной.
10.
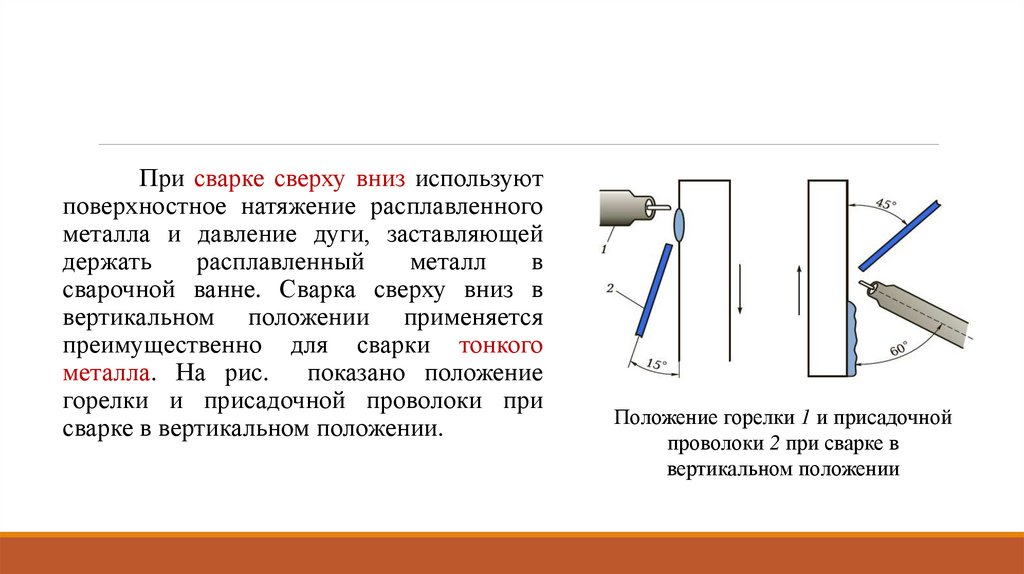
При сварке сверху вниз используютповерхностное натяжение расплавленного
металла и давление дуги, заставляющей
держать
расплавленный
металл
в
сварочной ванне. Сварка сверху вниз в
вертикальном положении применяется
преимущественно для сварки тонкого
металла. На рис. показано положение
горелки и присадочной проволоки при
сварке в вертикальном положении.
Положение горелки 1 и присадочной
проволоки 2 при сварке в
вертикальном положении
11.
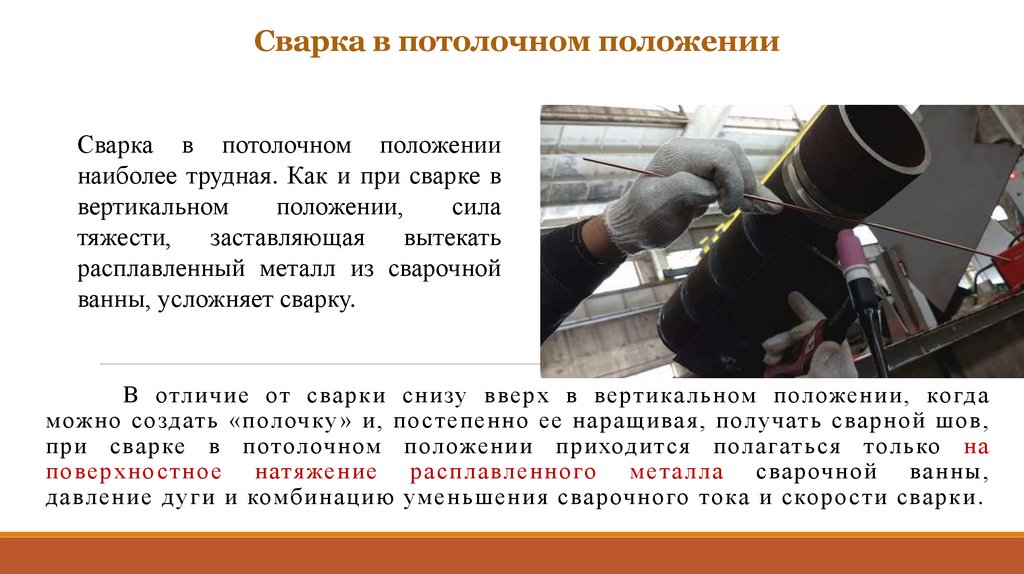
Сварка в потолочном положенииСварка в потолочном положении
наиболее трудная. Как и при сварке в
вертикальном
положении,
сила
тяжести,
заставляющая
вытекать
расплавленный металл из сварочной
ванны, усложняет сварку.
В отличие от сварки снизу вверх в вертика льном положении, когда
можно создать «полочку » и, по степенно ее наращивая, полу чать сварной шов,
при сварке в потолочном положении приходит ся полагаться только на
поверхно стно е натяжение расплавленного мета лла сварочной ванны,
давление дуги и комбинацию уменьшения сварочного тока и скоро сти сварки.
12.
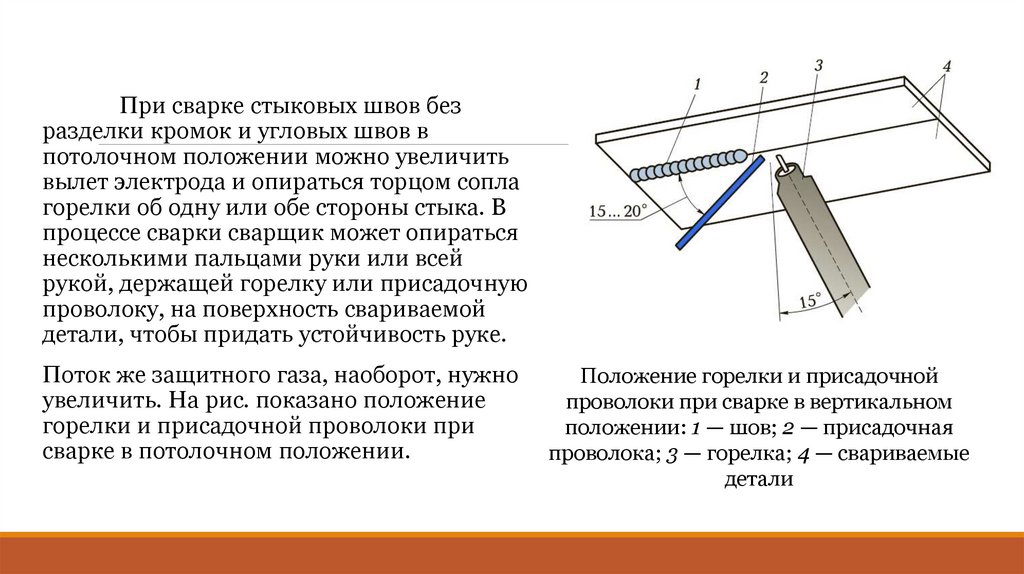
При сварке стыковых швов безразделки кромок и угловых швов в
потолочном положении можно увеличить
вылет электрода и опираться торцом сопла
горелки об одну или обе стороны стыка. В
процессе сварки сварщик может опираться
несколькими пальцами руки или всей
рукой, держащей горелку или присадочную
проволоку, на поверхность свариваемой
детали, чтобы придать устойчивость руке.
Поток же защитного газа, наоборот, нужно
увеличить. На рис. показано положение
горелки и присадочной проволоки при
сварке в потолочном положении.
Положение горелки и присадочной
проволоки при сварке в вертикальном
положении: 1 — шов; 2 — присадочная
проволока; 3 — горелка; 4 — свариваемые
детали
13.
Сварка трубСВАРКА НЕПЛАВЯЩИМСЯ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ ДАЕТ
САМЫЕ ВЫСОКОКАЧЕСТВЕННЫЕ ШВЫ ПРИ СВАРКЕ ТРУБ С МИНИМАЛЬНОЙ
ДЕФОРМАЦИЕЙ. СВАРКА ТРУБ ТРЕБУЕТ БОЛЬШОГО УМЕНИЯ, И ТОЛЬКО
СВАРЩИК, ОСВОИВШИЙ СВАРКУ СТЫКОВЫХ ШВОВ ВО ВСЕХ
ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЯХ, МОЖЕТ КАЧЕСТВЕННО ЕЕ
ВЫПОЛНИТЬ.
ПОСКОЛЬКУ В БОЛЬШИНСТВЕ СЛУЧАЕН СВАРКА ТРУБ ПРОИЗВОДИТСЯ
С ЗАЗОРОМ, НЕОБХОДИМО ЗАЩИЩАТЬ СВАРНОЙ ШОВ. ЭТО МОЖНО
СДЕЛАТЬ КОНЦЕВОЙ ЗАГЛУШКОЙ, ОДЕВАЕМОЙ НА ТРУБУ, С ПОДАЧЕЙ
ВНУТРЬ ЗАЩИТНОГО ГАЗА, ИЛИ ПРОСТО ЗАКРЫТЬ ТОРЕЦ ТРУБЫ БУМАГОЙ И
УПЛОТНИТЬ СКОТЧЕМ, НО ОБЯЗАТЕЛЬНО ПОДАТЬ ВНУТРЬ ЗАЩИТНЫЙ ГАЗ.
ДЛЯ СВАРКИ ТРУБ НЕОБХОДИМО ПРИМЕНЯТЬ ТОЛЬКО
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ С СОДЕРЖАНИЕМ 1,5 % ЛАНТАНА ИЛИ 2,0 %
ТОРА. КРОМЕ ТОГО, КОНИЧЕСКАЯ ЗАТОЧКА ЭЛЕКТРОДА ДОЛЖНА ИМЕТЬ
ПРИТУПЛЕНИЕ ДИАМЕТРОМ 0,5 ММ. ЭТА НЕБОЛЬШАЯ ПЛОСКАЯ ТОЧКА
ПОМОГАЕТ РАВНОМЕРНО РАСПРЕДЕЛИТЬ ДУГУ НА СОВМЕЩАЕМЫХ КРАЯХ
СТЫКА.
14.
Наиболее популярна техника сварки, когда сопло опираетсяна края сварного соединения.
При сварке секций трубопровода между ними остается
зазор, который должен быть меньше диаметра присадочной
проволоки. Проволока должна опираться на кромки зазора, не
проскальзывая внутрь.
Для корневого прохода опираются газовым соплом на обе
кромки сварной шва, слегка поворачивая горелку от одной
стороны к другой. После формирования сварочной ванны
совершают небольшие медленные перемещения горелки впередназад, постепенно продвигаясь по ходу сварки.
15.
Сварочная проволока не погружается периодически всварочную ванну, а постоянно держится на ее переднем крае. Когда
корневой проход завершен, на горелку устанавливается большее
сопло так, чтобы сопло опиралось на кромки зазора и на
поверхность шва корневого прохода. Во время сварки совершают
небольшие медленные перемещения горелки вперед-назад,
постепенно продвигаясь по ходу сварки. Сварочную проволоку
держат на переднем крае сварочной ванны, не окуная ее в
расплавленный металл. Третий и последующие проходы
выполнятся
так
же.