




























































 Химия
ХимияПохожие презентации:










Краска и что надо знать
1.
Краска и Что НадоЗнать
2.
ПОДГОТОВКА, ПОЧЕМУ ?* УСТОЙЧИВОСТЬ К КОРОЗИИ
* АДГЕЗИЯ КРАСКИ С ПОВЕРХНОСТЬЮ
Слой краски
Слой подготовки
метал
PULVER KİMYA SAN. ve TİC. A.Ş.
3. Основные процессы при покраске
Подготовка поверхности Bütün işlemler nihayi ürünün kalitesive maliyeti üzerine etkisi var.
Kullanıcı bu işlemleri zaman içinde
Сушка
optimize etmeli.
Охлаждение
Yüzey Temizleme, Boyama ve Fırın
sistemlerinde periodik kontroller ve
bakımlar yapılmalı.
Покраска
Запекание
Охлаждение
Paketleme - Montaj
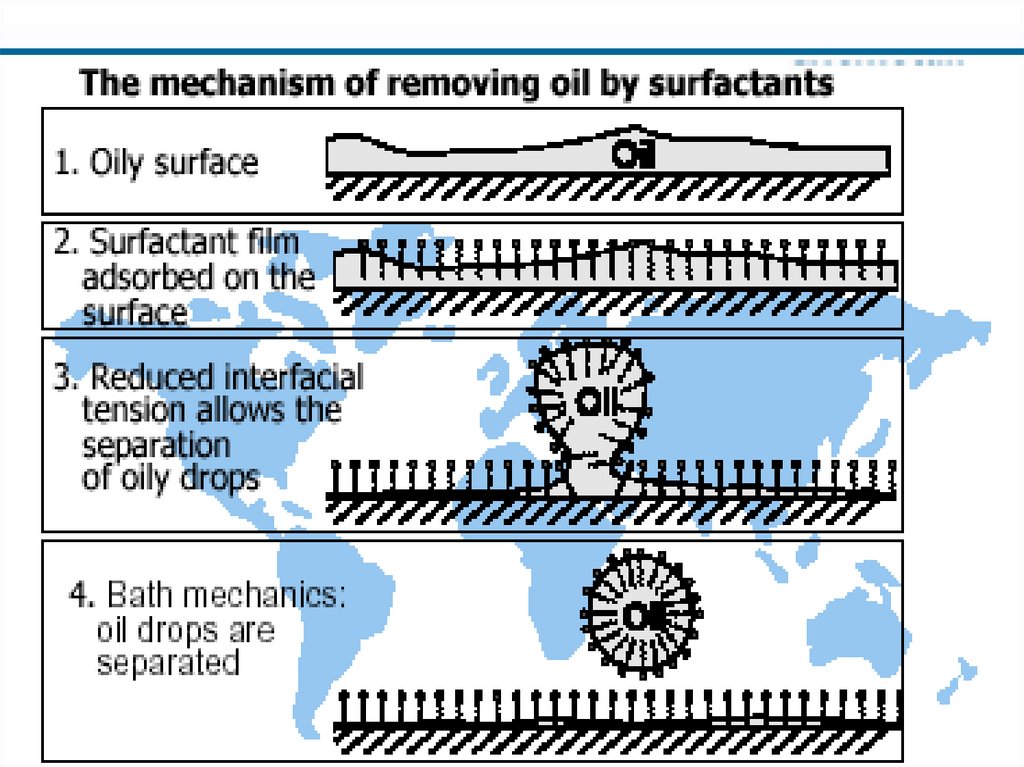
4. Зачем Чистить Поверхность?
• Убрать грязь с поверхности метала:•Масло, Ржавчина, Частички Метала и Пыли
• Усилить Сцепление Краски с Поверхностью
Метала и Замедлить-Препятствовать
Распространению Ржавчины.
На фото облезание краски с
радиатора в результате плохой
подготовки поверхности (хотя
хорошо запекли).
5.
ПРЕИМУЩЕСТВА ПРЕДВАРИТЕЛЬНОЙПОДГОТОВКИ
Поверхность очищается от масла,грязи и ржавчины,
пасивируется
Улучшает схватывание краски с металом.
Увеличивает Коррозионную Стойкость.
Детали касающиеся друг друга (звёздочка) менее
изнашиваются.
6.
ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА ПЕРЕДПОКРАСКОЙ
ОБЕЗЖИРИВАНИЕ ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
ПРОМЫВКА ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
АКТИВАЦИЯ ( ЦИНКО ФОСФАТ )
ПОКРЫТИЕ
ПРОМЫВКА ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
ПАСИВАЦИЯ
7.
ПЕРВАЯ СТУПЕНЬ ПОДГОТОВКИОБЕЗЖИРИВАНИЕ
8.
Формулы АлкалидныхОбезжиривающих Химикатов
Неорганические
Органические
• Гидроксит
• Фосфат
• Силикат
• Борат
• Неионные
• Анионные
• Катионные
• Амфотерические
Комплексные
составляющие
9.
Что должен сделать обезжиривающий химикат; 1Полностью убрать всю грязь с поверхности ,
Должен эмульсироваться ,
Хорошо проникать в масло ,
Смачивать поверхность метала ,
Легко смываться ,
Отвечать особым требованиям ( взрыхлять или не
взрыхлять поверхность , и т.д. )
10.
Что должен сделать обезжиривающий химикат; 2Не содержать токсичных веществ ,
Расщепляться в природе ,
Не образовывать загрязнителей среды во время
реакции ,
Образовывать меньше сливных вод ,
Образовывать мало жёстких сливных вод ,
Низкая себестоимость.
11.
12.
Общий контроль чистоты поверхности ;•Перелом воды (чувствителен к остаткам воды >10mg/m² масло)
•Вытереть чистой белой тряпкой ( остатки масла и грязи)
•Липкая лента (остаток пыли )
качественно
количественно (oптически)
13.
ВЫБОР ОБЕЗЖИРИВАЮЩЕГО ХИМИКАТА1.В ЗАВИСИМОСТИ ОТ МЕТАЛА
CRS-Чёрный метал, HDG-оцинковка, EG, AЛЮМИНИЙ
2. В ЗАВИСИМОСТИ ОТ ПРИМЕНЕНИЯ
ПУТЁМ ОКУНАНИЯ ( ПРЕДПОЧИТАЮТ ДЛЯ СЛОЖНЫХ
ДЕТАЛЕЙ. )
ПУТЁМ РАСПЫЛЕНИЯ ( ПРЕДПОЧИТАЮТ ДЛЯ РОВНЫХ
ПОВЕРХНОСТЕЙ. ИМЕЕТ МЕХАНИЧЕСКОЕ ПРЕИМУЩЕСТВО,
ЧЕМ ОКУНАНИЕ. )
ПУТЁМ ВЫТИРАНИЯ ( ОБЫЧНО ДЛЯ ОЧЕНЬ БОЛЬШИХ
ИЗДЕЛИЙ ИЛИ ЖЕ СЛИШКОМ ГРЯЗНЫЕ И ЖИРНЫЕ ДЕТАЛИ. )
14.
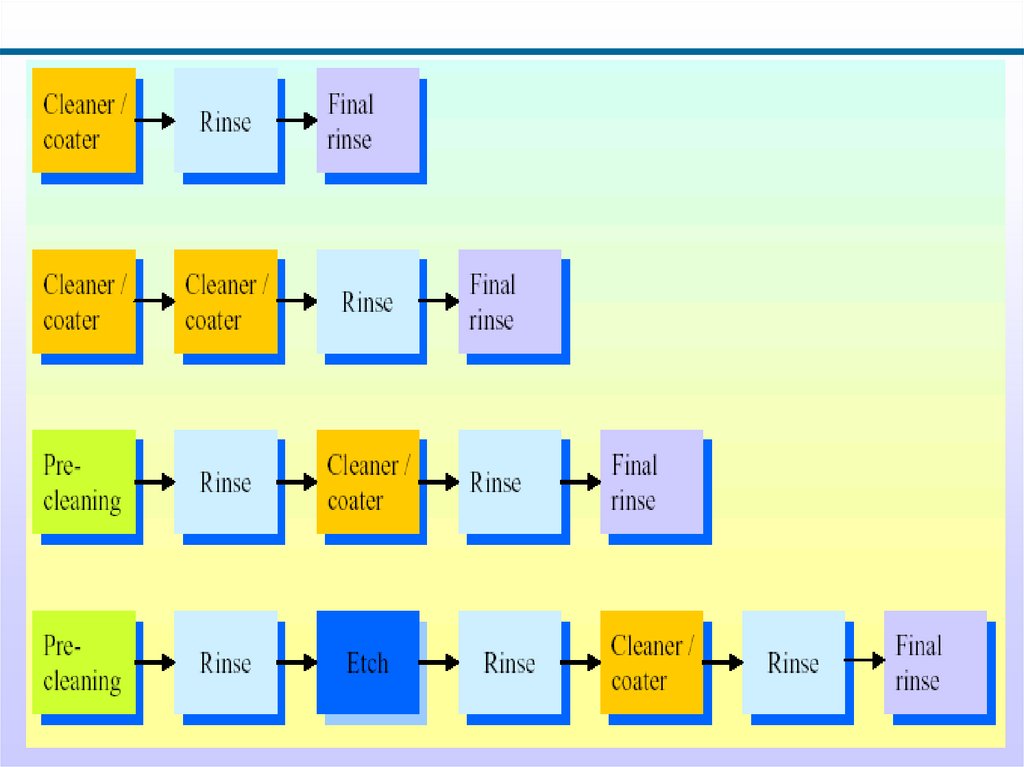
СХЕМА РАБОТЫ ВАНННаправление
Подача
чистой
воды
BANYO 1
Слив грязной
воды
BANYO 2
15.
ПОКРЫТИЕ(CRS)ЧЁРНЫЙ МЕТАЛ
16.
ТИПЫ ПОКРЫТИЙЦИНКО ФОСФАТ ( CRS , AL , CU , ÇİNKO , ZAMAK )
ЖЕЛЕЗО ФОСФАТ( CRS, HDG, EG )
ХРОМАТ (Al, ZAMAC)
MANGAN FOSFAT (DÖKÜM)
KORUYUCU VEYA ÇEKME ÇİNKO FOSFAT (TEL, DÖKÜM)
17.
Железо ФосфатированиеОсобенности :
В основном подходит для Железа и Оцинковки.
Распространённый вариант Обезжирка/Fe Фосфатирование
совмещённо
Может использоваться для Жидких и Порошковых Красок
Используется как в Окунании так и в Распылении .
(Обезжирка/Fe Фосфат может использоваться вместе только при
распылении)
Способствует стойкости в щёлочно-солевом тумане не менее
500 часов к коррозии
18.
Полученное покрытие является АморфнымУлучшает схватывание краски с поверхностью
Усиливает стойкость к коррозии
Вес Покрытия между 0,2 - 1,0g/m²
Толщина Покрытия 0,15 - 0,8
Цвет Покрытия меняется жёлтый голубой
Концентрация Ванны: 10 - 30g/литр
19.
Параметры КонтроляОбщая Кислотность : показывает способность покрыть деталь
Фосфатной плёнкой
измеряется титреметрическим путём.
Оптимальное значение 5
pH-значение
:4 – 6 (оптимальное 5)
Температура Процесса : 30°C - 70°C (оптимал. : 50 - 55°C)
Время Процесса : 90 – 180 секунд
20.
21.
ЦИНКО ФОСФАТИРОВАНИЕВысокая Коррозийная Стойкость
Кристалическое Покрытие
Большие Вложения и Себестоимость
Поверхность Необработанного Метала
Цинко Фосфатированный
22.
ПОКРЫТИЕ(АЛЮМИНИЙ)
23.
ХРОМАТИРОВАНИЕAЛК. ОБЕЗЖИРКА
AЛK. РЫХЛЕНИЕ
ПРОМЫВКА
ПРОМЫВКА
ДЕОКСИДАЦИЯ
(КИСЛОТНАЯ)
СУШКА
80 – 1200C
ПРОМЫВКА
ПРОМЫВКА
ХРОМАТИРОВАНИЕ
ПРОМЫВКА
24.
ЖЁЛТЫЙ ИЛИ ЗЕЛЁНЫЙ ХРОМАТCr (VI) или Cr (III) содержат.
Время процесса: 60 +/- 30 секунд окунание / распыление
Температура: 20-40°C
Вес Покрытия: 0,2 - 2,0 g/m2
25.
БЕСХРОМОВОЕ ПОКРЫТИЕAЛК. ОБЕЗЖИРКА
AЛK. РЫХЛЕНИЕ
ПРОМЫВКА
ПРОМЫВКА
ДЕОКСИДАЦИЯ
(КИСЛОТНАЯ)
DI-ПРОМЫВКА
ПРОМЫВКА
DIПРОМЫВКА
БЕСХРОМОВОЕ
ПОКРЫТИЕ
DI- ПРОМЫВКА
DI- ПРОМЫВКА
26.
ПАСИВАЦИЯ27.
Зачем нужна ПАСИВАЦИЯ.Усиление коррозийной стойкости
краски .
Улучшение адгезии краски.
Уменьшение волдырей краски ( Blistering ).
Filiform korozyon azalır.
28.
ПАСИВИРУЮЩИЕ ХИМИКАТЫCr (VI) или Cr (III) ПАСИВАТОРЫ
БЕСХРОМОВЫЕ ПАСИВАТОРЫ
29.
КАК ПРОВЕРИТЬ ПОДГОТОВКУ ПОВЕРХНОСТИЩёлочно Солевой Туман
Камера Водяного Пара
Gravelometer
Решётка
Конический Тест
Тест на удар
Coating Weight
PULVER KİMYA SAN. ve TİC. A.Ş.
30. Проблемы при недостаточной подготовке поверхности
1. Недостаточное схватывание с поверхностьюОтходит от поверхности кусками ( особенно на
оцинковке)
2. Где отошла краска быстрое развитие ржавчины
коррозия
3. Образование кратеров На поверхности метала
осталось масло, сор или химикаты
4. Образование пятен На поверхности остался
химикат
31. История Порошковой Краски
• В 50-х годах в США началось использованиепутём смешивания Смолы и Пигмента.
• В 1961 году одна Немецкая фирма используя
экструдер добилась однородности смеси.
• В 1997 г. 580.000 тон/го, в 2000 г. 690.000
тон/год.
• В Турции 1998 г. 13.000 тонн, 2001 год из-за
кризиса 9.000-10.000 тонн, 2002 год 13000 тон.
32.
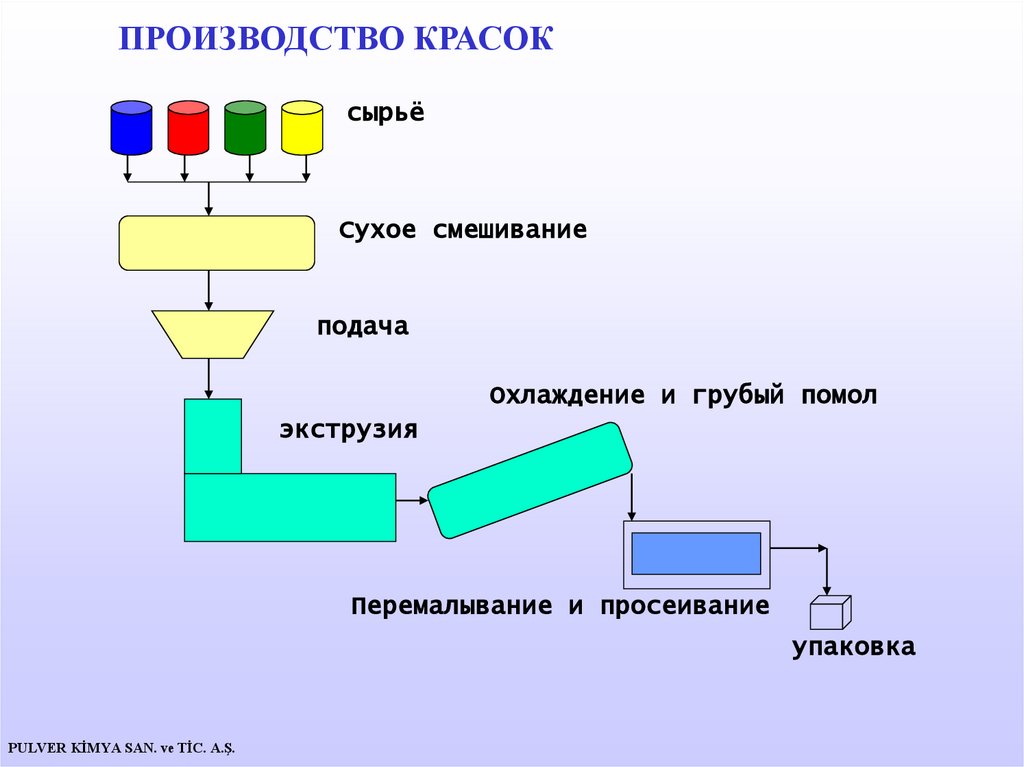
ПРОИЗВОДСТВО КРАСОКсырьё
Сухое смешивание
подача
Охлаждение и грубый помол
экструзия
Перемалывание и просеивание
упаковка
PULVER KİMYA SAN. ve TİC. A.Ş.
33.
ФОРМУЛЫ50-100 %
Смолы (Epoxy, Polyester, Acrylic)
показывает тип краски
0-7 %
Отвердители (Amine, TGIC, PRIMID, etc.)
0-10 %
Добавки (текучесть,матовость, uv стабилизатор, др.)
0-50 %
Пигменты (Органич., неорганич., металик, pearl, др.)
0-50 %
Наполнители (BaSO4, CaCO3, etc.)
PULVER KİMYA SAN. ve TİC. A.Ş.
34.
ХАРАКТЕРИСТИКИ КРАСОКПоверхность
Smooth, Orange Peel, Wrinkle, Texture,
Salt & Pepper, Metallic, Clear (transparent),
Crackle, Snow, Crocodile
Gloss (блеск)
Matt, Semi-Matt, Semi-Glossy, Glossy
Цвет
Any color, Fluorescent
Полимеризация
160 – 200 °C, 5 – 25 Minutes
Толщина Покрытия
40 – 100 µ (1 mile : 25.4 µ)
PULVER KİMYA SAN. ve TİC. A.Ş.
35. Сферы Использования Порошков
• Бытовая Техника• Алюминиевый Профиль
• Осветительное Оборудование
• Офисная и Садовая Мебель
• Больничное Оборудование
• Декоративные Поверхности
• Автомобильная Промышленность
• Керамика и Стекло
36. Pulver Kimya-Сферы применения
EPE/P PE
Холодильник, Стиральная
Машина, Печь
-
+
-
Малый расход, стойкость к воде и
Оптимизация под производство
Радиаторные краски
-
+
+
Стойкость к перегреву, легко
покрасить углы
Торговое и другое
Оборудование
-
+
+
Равномерное напыление на
гладких поверхностях
Садовая и Офисная Мебель
-
+
+
Проникновение в сложные места
Пример
+
+
+
Коррозионная Стойкость
Диски
-
(+)
+
Проникновение в сложные места
Светильники
-
+
+
Стойкость к пожелтению и свету
Aл-Профиль, Всё что стоит
на улице
-
-
+
Высокая Атмосферостойкость,
Qualicoat
МДФ, Покраска дерева
+
+
(+)
140OC-10’, при специальном
применении125OC-25’
37. Типы Порошковых Красок
1. Эпокси: Где нужна высокая стойкость к химикатам.Красятся бензобаки и тормозные колодки автомобилей. Для
покраски промышленных труб.
2. Эпокси-Полиэфир: Особенно в производстве бытовой
технике. Также офисная мебель, освещение, душкабины,
радиаторы и керамика. (преимущество цены).
3. Полиэфир: 3 важных типа. PE/TGIC, PE/PRIMID ve PE/PT910. Атосферостойкость и в особенности используется в
производстве Алюминиевого профиля.
4. Полиуретан: Схож с Полиэфиром. Использование
Ал.Профиль. В Европе мало, в основном Сев.Америка.
5. Акрил: Сверх Механо и Атмосферостойкость. Красятся
кузова автомобилей.
38. Особенности Типов Порошков
ЭпоксиЭпоксиПолиэфир Поли
Полиэфир
уретан
Акрил
Химическ. отличная
стойкость
очень хор.
хорошо
очень хор.
очень хор.
Стойкость
к Корозии
очень хор.
хорошо
очень хор.
очень хор.
Атмосферо слабое
стойкость
Слабоесреднее
отличная
хорошо
отличная
Термо
Стойкость
хорошо
хорошо
хорошо
очень хор.
хорошо
Стойкость
к Удару
отличная
очень хор.
хорошо
очень хор.
среднее
Жёсткость HB-5H
HB-2H
HB-4H
HB-3H
HB-4H
Гибкость
отличная
очень хор.
очень хор.
очень хор.
среднее
Адгезия
отличная
отличная
отличная
очень хор.
среднее
отличная
39. Pulver Kimya-Полиэфир
•Gloss (60O) 15 – 95•Корона – Трибо Системы
•Отличная Атмосферостойкость Qualicoat
•Высокая устойчивость к пожелтению
•Все RAL Цвета + по желанию клиента цвет
•Металики (применение без лака), RAL9006, 9007, 9022, 9023.
Сцециальные Полиэфиры:
•Антик, Шагрень, Текстура, Антибак, Металик (применение лака)
•МДФ, Дерево. Полимеризация 140OC-10’
(Данные краски атмосферостойкие, кроме гладких)
40. Qualicoat
Qualicoat – сертификат выдаётся производителям ипотребителям атмосферостойких красок.
a) Производителю Краска атмосферостойкая
b) Потребителю Окрашенная деталь
атмосферостойкая.
Сертификат 1 годовой. Производитель
обязан каждый год, предоставляя
образцы, обновлять его
Краска имеющая сертификат Qualicoat
при правильной подготовке поверхности,толщине слоя,полимеризации при
стандартных климатических условиях
выдержит до 10 лет.
41. Qualicoat Tесты
1. Gloss2. Адгезия с Aл.-деталью
3. Изгиб (Cupping Test)
4. Вытяжка (Bending Test)
5. Тест на Удар
6. SO2 стойкость (Kesternich Test)
7. Щёлочно-солевой тест
8. Ускоренный Коррозионный Тест (Machu Test)
9. Ускоренный Климатический Тест
10. Климатический Тест (Florida Test)
11. Стойкость решётки
12. Стойкость в водяном паре
13. Стойкость в усиленном водяном паре
14. Стойкость к сольвентам
15. Тест Резка и Дырявление
42. Pulver Kimya-Эпокси/Полиэфир
•Gloss (60O) 3 – 95•Corona – Tribo Системы
•Для гладких спец. формулы равномерная толщина
•Лёгкий прокрас сложных мест для профилей
•Все RAL Цвета + Цвет по Желанию Клиента
•Стойкие к температурам краски для Радиаторов
•Специальные краски Металик Лак не нужен
Специальные Эпокси/Полиэфир:
•Антик, Шагрень, Текстура, Антибак, Металик (Лак нужен)
•МДФ, Дерево. Полимеризация 125OC-25’
•Матовые краски стойкие к пожелтению механическме свойства слабее
43.
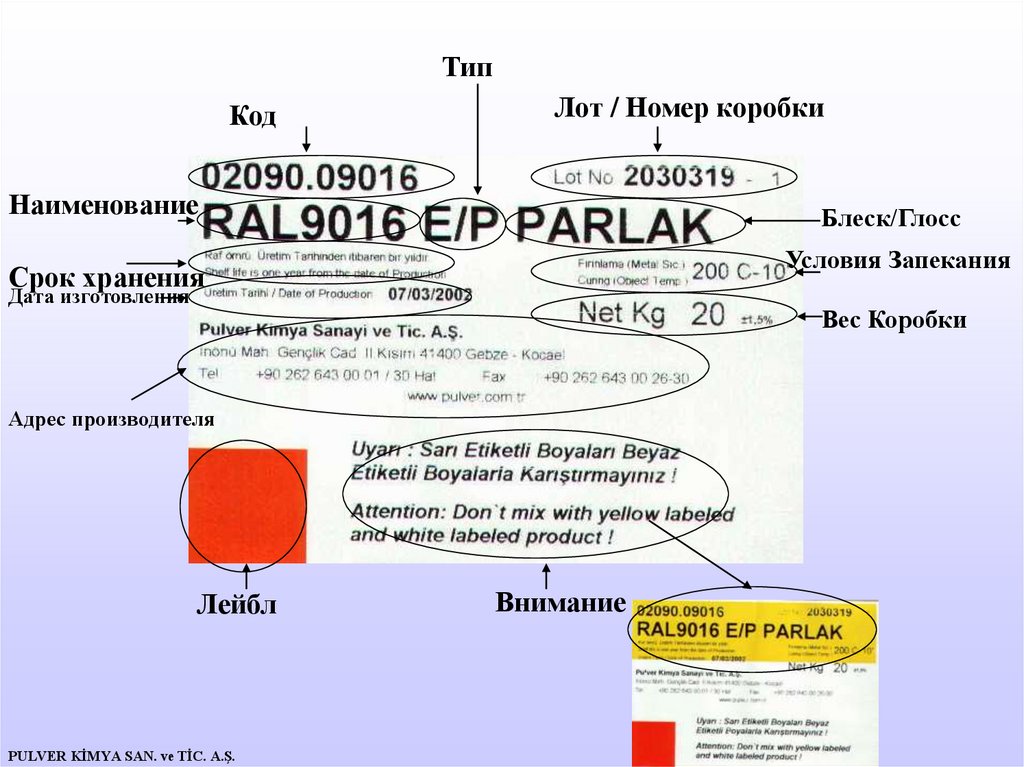
ТипКод
Лот / Номер коробки
Наименование
Блеск/Глосс
Условия Запекания
Срок хранения
Дата изготовления
Вес Коробки
Адрес производителя
Лейбл
PULVER KİMYA SAN. ve TİC. A.Ş.
Внимание
44. Напыление Порошков
1.2.
a)
b)
Бурление
Электростатическое Напыление
Пистолет Сorona
Пистолет Tribo
Сorona
Tribo
Хорошая Заряжаемость
Не нужно Высокое Напряжение
Любой Тип Порошков
Нет Свободных Ионов
Возможность Контроля Заряда
Нет Обратной Ионизации
Заряжается Любой Размер Частиц Высокое Качество Прокраски
Малое Влияние Внешней Среды
Рекупер. Краска Использ. Полн.
Нет Клетки Фарадея
45. Пистолеты Нанесения
triboPTFE
форсунка
курок
преобразов. каскад
сorona
подача краски
электрич.
соединен.
электрод
46.
ЭЛЕКТРОСТАТИКАдеталь
Отрицательные ионы
Подача краски
PULVER KİMYA SAN. ve TİC. A.Ş.
заземление
47.
ТРИБОСТАТИКАдеталь
Положительные ионы
Подача краски
заземление
PULVER KİMYA SAN. ve TİC. A.Ş.
48.
ТЕСТИРОВАНИЕСамой Краски
Текучесть
R ед. измерения
Гранулометрический Замер
сито, лазер
0 – 100 µ диапазон частиц
Плотность
1.20 – 1.75 gr/cm3
Срок Хранения
Reactivity
текучесть по пластине
время желатинизации
градиент печи
температура текучести по стеклу
Содержание Влпги
PULVER KİMYA SAN. ve TİC. A.Ş.
49.
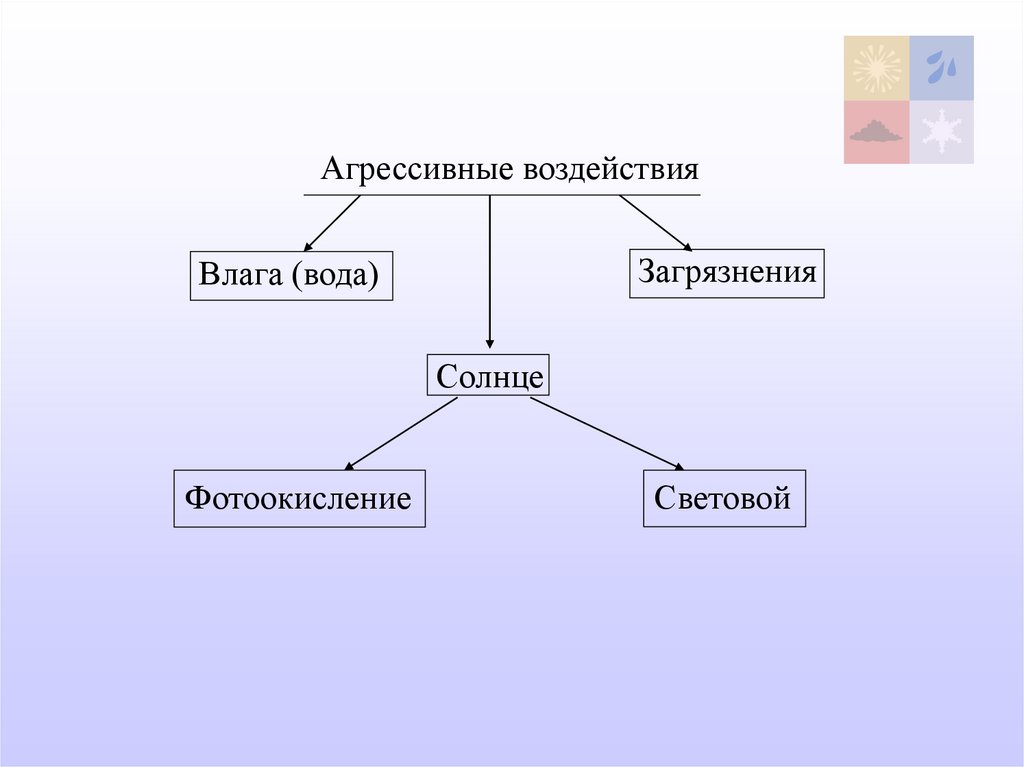
Агрессивные воздействияЗагрязнения
Влага (вода)
Солнце
Фотоокисление
Световой
50.
МЕХАНИЧЕСКИЕТолщина покрытия
Гладкость поверхности
Укрывистость
Цвет (глаз, инструмент)
Уровень Блеска (глаз, инструмент)
Адгезия
Тест на Удар
Изгиб
Жёсткость
Решётка
Стойкость к истиранию
Покрытие краев
PULVER KİMYA SAN. ve TİC. A.Ş.
51.
ХИМИЧЕСКИЕ/ КЛИМАТИЧЕСКИЕСтойкость к перегреву
Стойкость к влаге
Стойкость к щёлочам
Mortar Resistance
Стойкость к двуокисям сульфатов
Стойкость к порошкам
Стойкость к Химикатам
Стойкость к отпечаткам
Атмосферные Условия (Инструмент, Флорида
PULVER KİMYA SAN. ve TİC. A.Ş.
52. Регулировки Пистолета
Напряжение:85-50 kV Увеличение заряда, хорошее обволакивание,
уменьшение опадания краски.
<50 kV при окраске более 100 микрон, окрашивании
слабо проводящих деталях, при повторном окрасе, при
покраске некоторыми металиками.
Подача краски:
•Оптимальная подача уменьшает кол-во опавшей
краски. Качество покрытия увеличивается.
•Большая подача увеличивает производительность, но и
увеличивает кол-во опавшей краски.
•Выбор производства Регулируется как хочет Клиент.
53.
ЭФФЕКТ КЛЕТКА ФАРАДЕЯПодача краски
Клетка Фарадея
пистолет
Частицы краски
PULVER KİMYA SAN. ve TİC. A.Ş.
54. Проблемы от Пистолета
-
Поверхность как апельсиновая кожура Обратная
Ионизация.
Отдалите Пистолет
Проверьте Заземление
Уменьшите Напряжение
Неравномерная толщина
Проверьте регулировки пистолета отрегулируйте
Непостоянная подача проверьте бункер краски
Эффект клетки Фарадея Отрегулируйте напряжение и
вспомогательный воздух
Пистолет и скорость конвейера не подходят друг к другу
приведите в соответствие
55. Проблемы от Пистолета 2
-
-
Образование кратеров
В среде есть Силикон
Воздух содержит влагу
или масло. Проверьте
фильтры
Смешалась с другой
краской
Неравномерное
напыление
Недостаточное давление
воздуха
Шланг слишком длинный
или перегнут.
Оптимальная длина 5m
56. Проблемы от Пистолета 3
-
Подающий воздух может быть влажным.
Недостаточно краски в бункере. Бункер желательно
наполнять на 2/3 .
Температура или влага в цехе очень высокая.
Краска может быть очень мелкая или слишком много
добавили опавшей краски.
Непрокрас углов
Неправильный выбор насадки Переговорите с
производителем пистолета
Краска может быть очень мелкая или слишком много
добавили опавшей краски.
Образовался эффект клетки Фарадея Уменьшите
напряжение
57. Проблемы от Пистолета 4
-
-
-
-
Порошок осыпается
Напряжение слабое,
проверить пистолет
Недостаточное
заземление обычно
из-за окрашенных
подвесок
Красите металиком,
отрегулируйте
напряжение и подачу
краски
На поверхности
осталось масло или
оксидная плёнка
58.
ГРАФИК ПОЛИМЕРИЗАЦИИТемпература метала (°C)
200°C-10 минут = 180°C-20 минут
200
180
время (минуты)
10
PULVER KİMYA SAN. ve TİC. A.Ş.
20
59. Краска Термореактивный Полимер
Полимеризация краски это химическая реакция. Этофункцинально связано с температурой и временем.
Температура
Время
При недостаточной
полимеризации решётка
не образуется, при
перегреве начинает
разрушаться
Недопекли
60. Полимеризация
• Перегрев вызывает изменение цвета иглянца.
• Недогрев – это причина серьёзных
проблем. Термореактивное отверждение
не будет – не образуются свяки.
Уменьшается жизнь и из-за внешних
факторов краска портится и сходит с
поверхности.
• Правильное Запекание Очень Важно.
Печи нужно постоянно проверять
• Для разных размеров и толщин деталей
отдельные замеры печи.
61. Достаточна ли Полимеризация?
• Печь постоянно проверять Pulver Kimyaиспользует DATAPAQ.
• Для запёкшейся краски применяется Тест
на Удар (DIN53153).
• Визуальный Метод путём – смоченная
ацетоном тряпкой тереть поверхность.
Запёкшаяся краска не сходит с
поверхности на тряпку.
• Проверяется гибкость. Вручную или Тест
на Изгиб (BS 3900:E4)
62. Беспроблемная Печь
63. Проблемная Печь
64. Печи Прямого и Косвенного Горения
Прямое Горение* Продукты горения NOx
попадают на деталь,влияет
на краску, причина желтения
краски.
Косвенное Горение
* Не присутствуют
продукты горения NOx в
системе
65. Постоянный Осмотр
• Проверка печей 1 раз в квартал. Принеобходимости отрегулировать.
• Хорошее Заземление способствует
равномерному покрытию и меньшему
расходу.
• Периодически заменять инжектора
Пистолетов. Проверять периодически
заряжаемость Пистолетов – при
необходимости отремонтировать.
66.
НЕПРОКРАСУГЛЫ
БОКОВИНЫ
слишком сильная подача воздуха на пистолете
подача воздуха на пистолет слабое, краска не долетает
диаметр рефлектора меньше чем должен быть
высокое напряжение пистолета, краска отлетает
непрокрашенные места очень близки к соединению подвески
слишком согнутые места подвержены непрокрасу
очень тонкий слой краски чем стандарт
PULVER KİMYA SAN. ve TİC. A.Ş.
67.
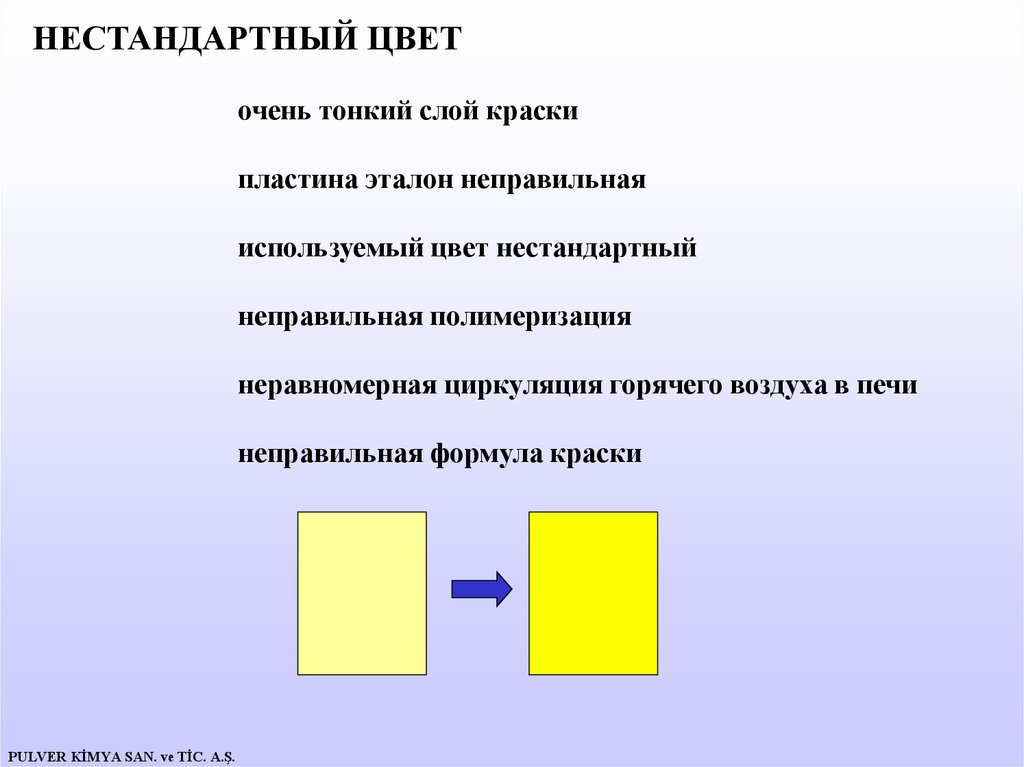
НЕСТАНДАРТНЫЙ ЦВЕТочень тонкий слой краски
пластина эталон неправильная
используемый цвет нестандартный
неправильная полимеризация
неравномерная циркуляция горячего воздуха в печи
неправильная формула краски
PULVER KİMYA SAN. ve TİC. A.Ş.
68.
НЕРАВНОМЕРНАЯ ТОЛЩИНА ПОКРЫТИЯокрашиваемя деталь не ровная
удаление пистолета от поверхности неправильное
неравномерная подача краски из разных пистолетов
неправильное регулирование воздуха на пистолете
недостаточное или неравномерное заземление
большое содержание мелкой фракции в пистолете
воздух в камере или пистолете влажный или с маслом
PULVER KİMYA SAN. ve TİC. A.Ş.
69.
МЕХАНИЧЕСКИЕ ПРОБЛЕМЫСЛАБАЯ АДГЕЗИЯ
НИЗКАЯ ЖЁСТКОСТЬ
НЕУСТОЙЧИВОСТЬ К ТЕСТУ НА УДАР
НЕУСТОЙЧИВОСТЬ К ЦАРАПАНИЮ
применяемые тесты преувеличены чем стандартные
краска недостаточно полимеризовалась
слишком большая толщина плёнки
поверхность недостаточно очищена
неправильная формула краски
PULVER KİMYA SAN. ve TİC. A.Ş.
70.
СЛАБАЯ ПОДАЧА КРАСКИслабая подача краски на пистолете
забит бункер пневможижения
краска влажная
большое содержание мелкой фракции в краске
воздух в камере и на пистолете влажный и с маслом
недостаточное заземление
в краске нету компонента против комкования
PULVER KİMYA SAN. ve TİC. A.Ş.
71.
ОКРАШЕННАЯ ПОВЕРХНОСТЬ НЕ ГЛАДКАЯнедостаточная полимеризация краски
недостаточная толщина покрытия
неправильные режимы печи полимеризации
неровность поверхности в основном у спец. цветов
неправильная формула краски
PULVER KİMYA SAN. ve TİC. A.Ş.
72.
НЕРАВНОМЕРНАЯ ПОДАЧА КРАСКИ ИЗ ПИСТОЛЕТАслабый воздух в бункере пневможижения
забит шланг подачи краски
слишком длинный или короткий шланг подачи краски
недостаточная подача воздуха на краску
плохо работает компрессор
большое содержание мелкой фракции в краске
воздух на пистолете влажный или с маслом
краска влажная
краска осталась открытой, не закрыв коробку
с краской
PULVER KİMYA SAN. ve TİC. A.Ş.
73.
КРАТЕРА И ГАЗОВЫЕ ВЫХОДЫ НА ПОВЕРХНОСТИтолщина покрытия более 100 µ
краску передержали или перепекли в печи
воздух на пистолете влажный или с маслом
краска влажная
не закрыты застёжки в коробке
недостаточное содержание компонентов в краске
краска перемешалась с другой краской
PULVER KİMYA SAN. ve TİC. A.Ş.
74.
РАЗЛИЧНЫЙ ЦВЕТ И ГЛЯНЕЦ НА ПОВЕРХНОСТИбольшой разброс толщин на поверхности
использованы разные типы красок на поверхностях
краски запечены в разных печах или режимах
вес или толщина окрашиваемых деталей разный
разброс температуры в печи
разные поверхности окрашены разными партиями краски
неправильная формула краски
PULVER KİMYA SAN. ve TİC. A.Ş.
75.
ОКРАШЕННЫЕ ПОВЕРХНОСТИ НЕУСТОЙЧИВЫ КХИМИКАТАМ
неверно выбран химикат
время хим. тестирования больше чем стандартное
недостаточная полимеризация краски
неверная рецептура краски
PULVER KİMYA SAN. ve TİC. A.Ş.
76.
КРАСКА РАЗДЕЛЯЕТСЯ НА МЕЛКУЮ И КРУПНУЮФРАКЦИЮ
слишком большое напыление в камере
большое содержание мелкой фракции в краске
не содержит компонентов против комкования
краска содержит металические пигменты
PULVER KİMYA SAN. ve TİC. A.Ş.
77.
МАТОВОСТЬ ПОВЕРХНОСТИнеправильная полимеризация краски
краска смешалась с другой краской
недостаточно очистили линию от другой краски
большое содержание мелкой фракции
неправильная формула краски
PULVER KİMYA SAN. ve TİC. A.Ş.
78.
ИНОРОДНЫЕ ЧАСТИЦЫ НА ПОВЕРХНОСТИСОР
СПЁКШИЕСЯ ЧАСТИЦЫ КРАСКИ
недостаточная толщина покрытия
недостаточная предварительная очистка
большое содержание рекупирированной краски
большое содержание сора в покрасочном цеху
сор от производителя
PULVER KİMYA SAN. ve TİC. A.Ş.