













 Химия
ХимияПохожие презентации:










Семинар по подготовке. Что надо знать?
1.
Подготовка и ЧтоНадо Знать
2.
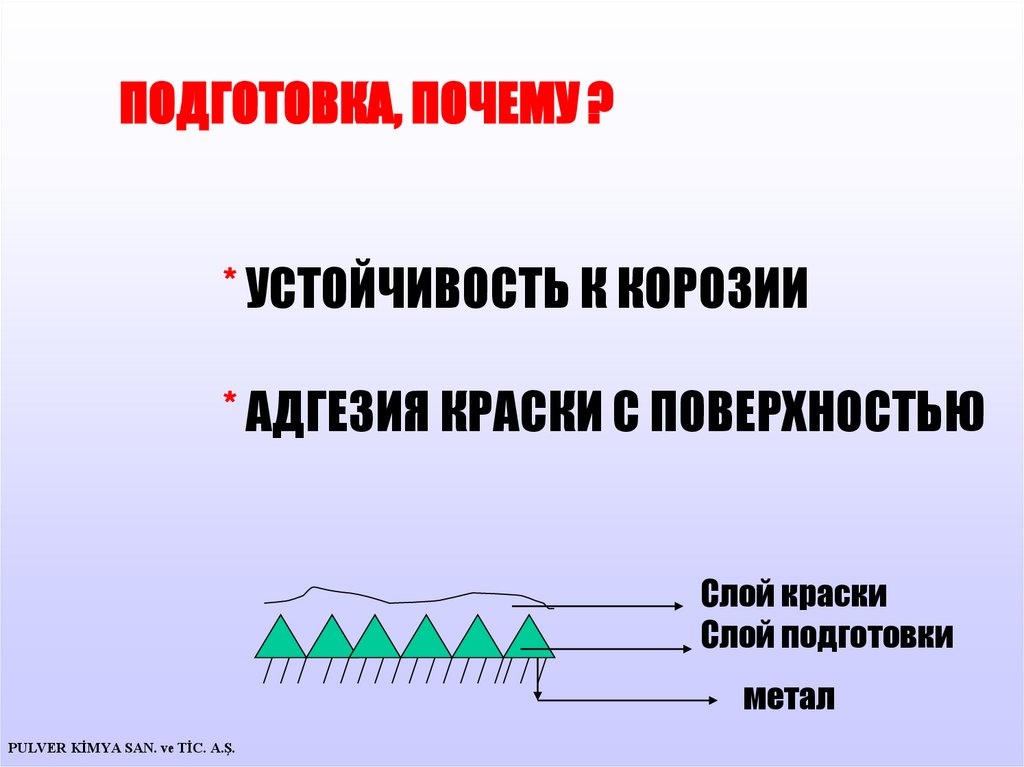
ПОДГОТОВКА, ПОЧЕМУ ?* УСТОЙЧИВОСТЬ К КОРОЗИИ
* АДГЕЗИЯ КРАСКИ С ПОВЕРХНОСТЬЮ
Слой краски
Слой подготовки
метал
PULVER KİMYA SAN. ve TİC. A.Ş.
3. Основные процессы при покраске
Подготовка поверхности Bütün işlemler nihayi ürünün kalitesive maliyeti üzerine etkisi var.
Kullanıcı bu işlemleri zaman içinde
Сушка
optimize etmeli.
Охлаждение
Yüzey Temizleme, Boyama ve Fırın
sistemlerinde periodik kontroller ve
bakımlar yapılmalı.
Покраска
Запекание
Охлаждение
Paketleme - Montaj
4. Зачем Чистить Поверхность?
• Убрать грязь с поверхности метала:•Масло, Ржавчина, Частички Метала и Пыли
• Усилить Сцепление Краски с Поверхностью
Метала и Замедлить-Препятствовать
Распространению Ржавчины.
На фото облезание краски с
радиатора в результате плохой
подготовки поверхности (хотя
хорошо запекли).
5.
ПРЕИМУЩЕСТВА ПРЕДВАРИТЕЛЬНОЙПОДГОТОВКИ
Поверхность очищается от масла,грязи и ржавчины,
пасивируется
Улучшает схватывание краски с металом.
Увеличивает Коррозионную Стойкость.
Детали касающиеся друг друга (звёздочка) менее
изнашиваются.
6.
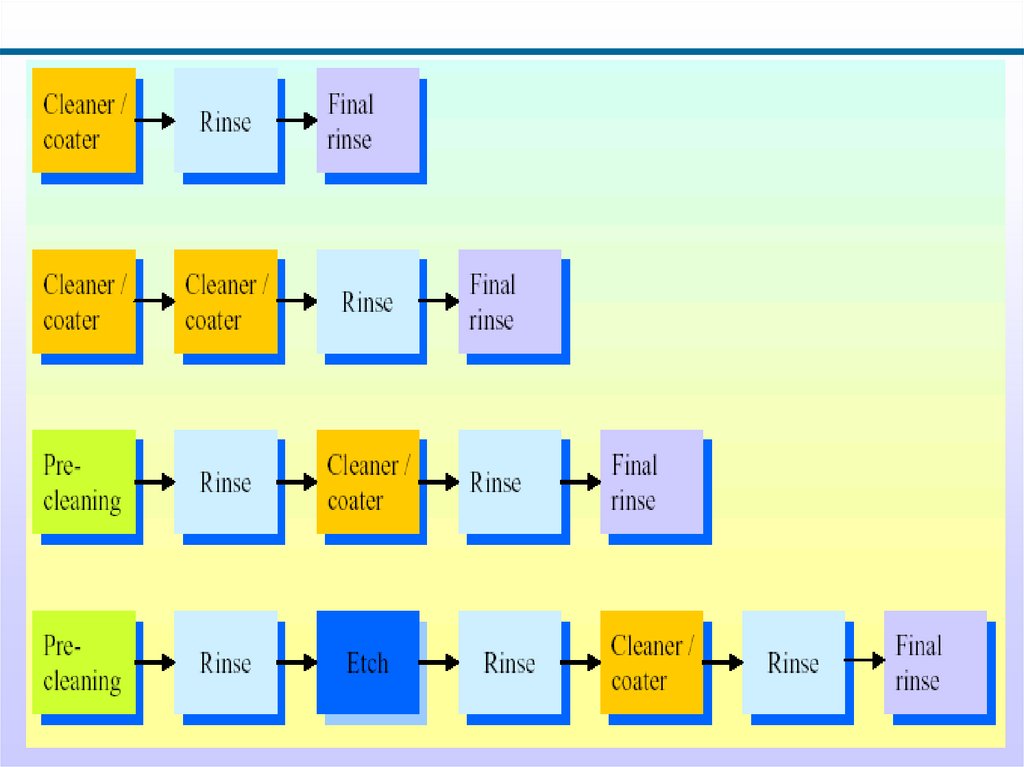
ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА ПЕРЕДПОКРАСКОЙ
ОБЕЗЖИРИВАНИЕ ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
ПРОМЫВКА ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
АКТИВАЦИЯ ( ЦИНКО ФОСФАТ )
ПОКРЫТИЕ
ПРОМЫВКА ( МИНИМУМ ОДНА ИЛИ БОЛЕЕ )
ПАСИВАЦИЯ
7.
ПЕРВАЯ СТУПЕНЬ ПОДГОТОВКИОБЕЗЖИРИВАНИЕ
8.
Формулы АлкалидныхОбезжиривающих Химикатов
Неорганические
Органические
• Гидроксит
• Фосфат
• Силикат
• Борат
• Неионные
• Анионные
• Катионные
• Амфотерические
Комплексные
составляющие
9.
Что должен сделать обезжиривающий химикат; 1Полностью убрать всю грязь с поверхности ,
Должен эмульсироваться ,
Хорошо проникать в масло ,
Смачивать поверхность метала ,
Легко смываться ,
Отвечать особым требованиям ( взрыхлять или не
взрыхлять поверхность , и т.д. )
10.
Что должен сделать обезжиривающий химикат; 2Не содержать токсичных веществ ,
Расщепляться в природе ,
Не образовывать загрязнителей среды во время
реакции ,
Образовывать меньше сливных вод ,
Образовывать мало жёстких сливных вод ,
Низкая себестоимость.
11.
12.
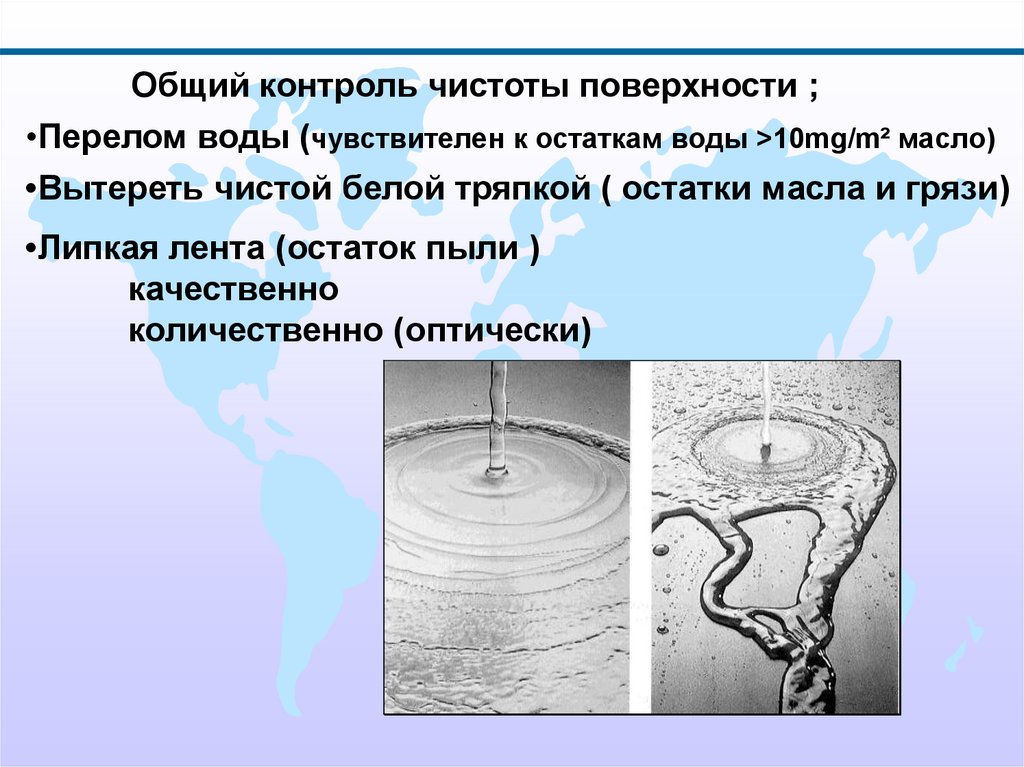
Общий контроль чистоты поверхности ;•Перелом воды (чувствителен к остаткам воды >10mg/m² масло)
•Вытереть чистой белой тряпкой ( остатки масла и грязи)
•Липкая лента (остаток пыли )
качественно
количественно (oптически)
13.
ВЫБОР ОБЕЗЖИРИВАЮЩЕГО ХИМИКАТА1.В ЗАВИСИМОСТИ ОТ МЕТАЛА
CRS-Чёрный метал, HDG-оцинковка, EG, AЛЮМИНИЙ
2. В ЗАВИСИМОСТИ ОТ ПРИМЕНЕНИЯ
ПУТЁМ ОКУНАНИЯ ( ПРЕДПОЧИТАЮТ ДЛЯ СЛОЖНЫХ
ДЕТАЛЕЙ. )
ПУТЁМ РАСПЫЛЕНИЯ ( ПРЕДПОЧИТАЮТ ДЛЯ РОВНЫХ
ПОВЕРХНОСТЕЙ. ИМЕЕТ МЕХАНИЧЕСКОЕ ПРЕИМУЩЕСТВО,
ЧЕМ ОКУНАНИЕ. )
ПУТЁМ ВЫТИРАНИЯ ( ОБЫЧНО ДЛЯ ОЧЕНЬ БОЛЬШИХ
ИЗДЕЛИЙ ИЛИ ЖЕ СЛИШКОМ ГРЯЗНЫЕ И ЖИРНЫЕ ДЕТАЛИ. )
14.
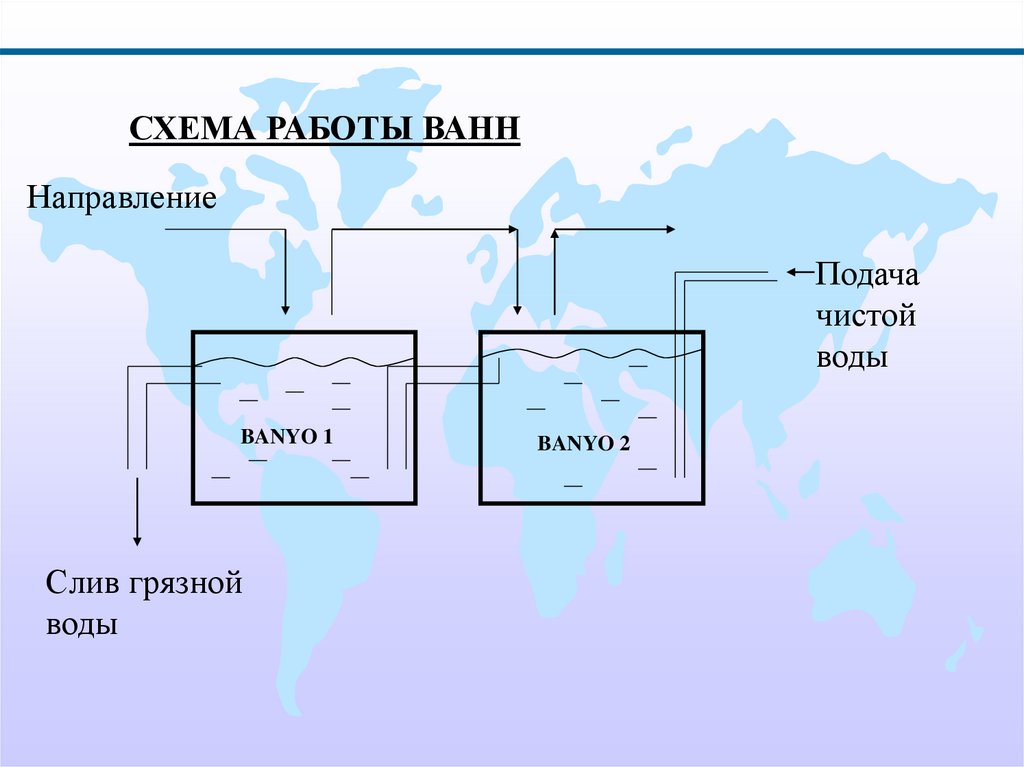
СХЕМА РАБОТЫ ВАНННаправление
Подача
чистой
воды
BANYO 1
Слив грязной
воды
BANYO 2
15.
ПОКРЫТИЕ(CRS)ЧЁРНЫЙ МЕТАЛ
16.
ТИПЫ ПОКРЫТИЙЦИНКО ФОСФАТ ( CRS , AL , CU , ÇİNKO , ZAMAK )
ЖЕЛЕЗО ФОСФАТ( CRS, HDG, EG )
ХРОМАТ (Al, ZAMAC)
MANGAN FOSFAT (DÖKÜM)
KORUYUCU VEYA ÇEKME ÇİNKO FOSFAT (TEL, DÖKÜM)
17.
Железо ФосфатированиеОсобенности :
В основном подходит для Железа и Оцинковки.
Распространённый вариант Обезжирка/Fe Фосфатирование
совмещённо
Может использоваться для Жидких и Порошковых Красок
Используется как в Окунании так и в Распылении .
(Обезжирка/Fe Фосфат может использоваться вместе только при
распылении)
Способствует стойкости в щёлочно-солевом тумане не менее
500 часов к коррозии
18.
Полученное покрытие является АморфнымУлучшает схватывание краски с поверхностью
Усиливает стойкость к коррозии
Вес Покрытия между 0,2 - 1,0g/m²
Толщина Покрытия 0,15 - 0,8
Цвет Покрытия меняется жёлтый голубой
Концентрация Ванны: 10 - 30g/литр
19.
Параметры КонтроляОбщая Кислотность : показывает способность покрыть деталь
Фосфатной плёнкой
измеряется титреметрическим путём.
Оптимальное значение 5
pH-значение
:4 – 6 (оптимальное 5)
Температура Процесса : 30°C - 70°C (оптимал. : 50 - 55°C)
Время Процесса : 90 – 180 секунд
20.
21.
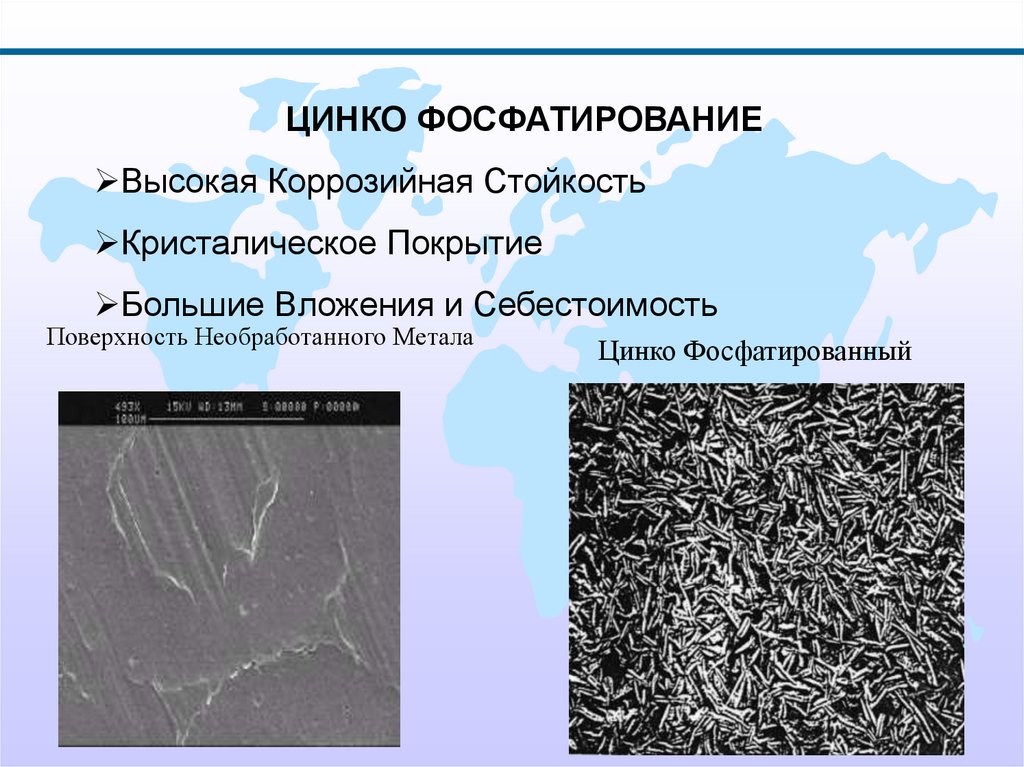
ЦИНКО ФОСФАТИРОВАНИЕВысокая Коррозийная Стойкость
Кристалическое Покрытие
Большие Вложения и Себестоимость
Поверхность Необработанного Метала
Цинко Фосфатированный
22.
ПОКРЫТИЕ(АЛЮМИНИЙ)
23.
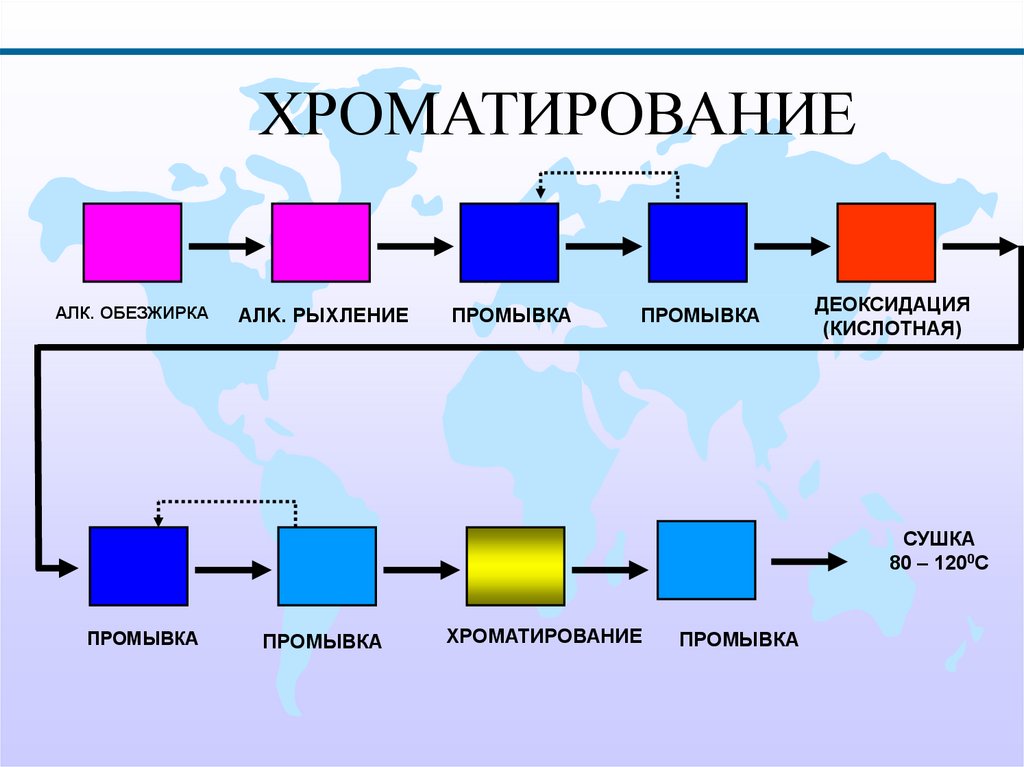
ХРОМАТИРОВАНИЕAЛК. ОБЕЗЖИРКА
AЛK. РЫХЛЕНИЕ
ПРОМЫВКА
ПРОМЫВКА
ДЕОКСИДАЦИЯ
(КИСЛОТНАЯ)
СУШКА
80 – 1200C
ПРОМЫВКА
ПРОМЫВКА
ХРОМАТИРОВАНИЕ
ПРОМЫВКА
24.
ЖЁЛТЫЙ ИЛИ ЗЕЛЁНЫЙ ХРОМАТCr (VI) или Cr (III) содержат.
Время процесса: 60 +/- 30 секунд окунание / распыление
Температура: 20-40°C
Вес Покрытия: 0,2 - 2,0 g/m2
25.
БЕСХРОМОВОЕ ПОКРЫТИЕAЛК. ОБЕЗЖИРКА
AЛK. РЫХЛЕНИЕ
ПРОМЫВКА
ПРОМЫВКА
ДЕОКСИДАЦИЯ
(КИСЛОТНАЯ)
DI-ПРОМЫВКА
ПРОМЫВКА
DIПРОМЫВКА
БЕСХРОМОВОЕ
ПОКРЫТИЕ
DI- ПРОМЫВКА
DI- ПРОМЫВКА
26.
ПАСИВАЦИЯ27.
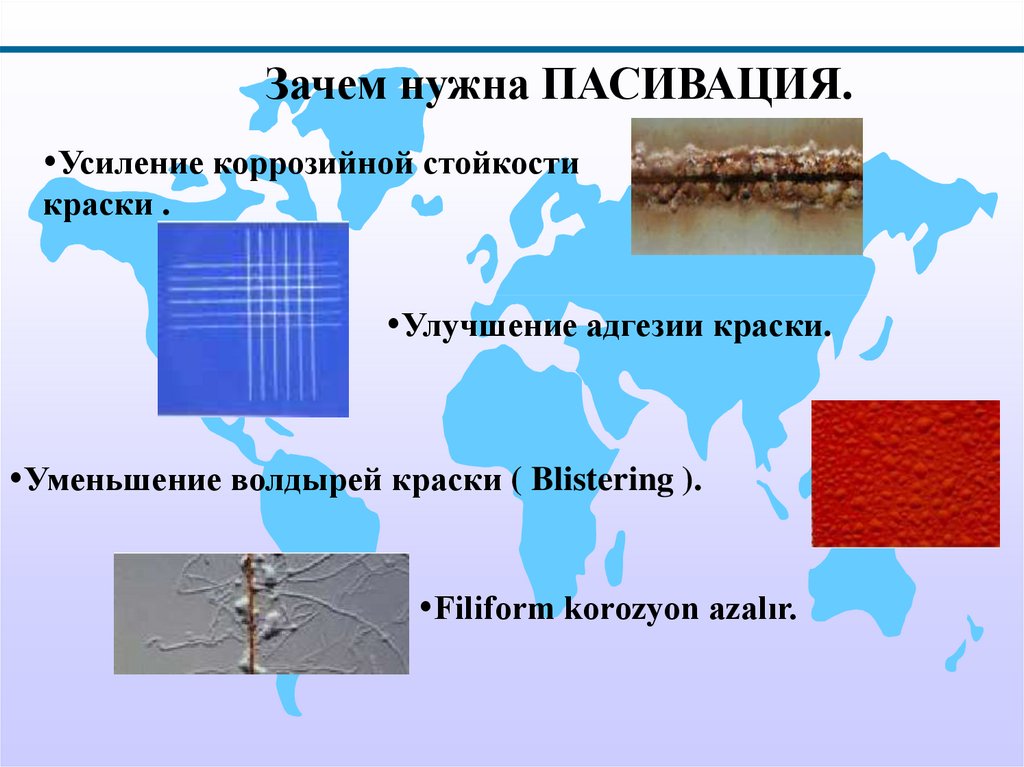
Зачем нужна ПАСИВАЦИЯ.Усиление коррозийной стойкости
краски .
Улучшение адгезии краски.
Уменьшение волдырей краски ( Blistering ).
Filiform korozyon azalır.
28.
ПАСИВИРУЮЩИЕ ХИМИКАТЫCr (VI) или Cr (III) ПАСИВАТОРЫ
БЕСХРОМОВЫЕ ПАСИВАТОРЫ
29.
КАК ПРОВЕРИТЬ ПОДГОТОВКУ ПОВЕРХНОСТИЩёлочно Солевой Туман
Камера Водяного Пара
Gravelometer
Решётка
Конический Тест
Тест на удар
Coating Weight
PULVER KİMYA SAN. ve TİC. A.Ş.
30. Проблемы при недостаточной подготовке поверхности
1. Недостаточное схватывание с поверхностью• Перегрев вызывает изменение цвета и глянца.
Отходит от поверхности кусками ( особенно на
• Недогрев – это причина серьёзных проблем.
оцинковке)
Термореактивное отверждение не будет – не
образуются
свяки.быстрое
Уменьшается
жизнь
и из-за
2. Где
отошла краска
развитие
ржавчины
внешних факторов краска портится и сходит с
коррозия
поверхности.
3. • Образование
Очень
На поверхности
метала
Правильное кратеров
Запекание
Важно. Печи
осталось
масло, сорпроверять
или химикаты
нужно постоянно
Для разных размеров
и толщин
деталей
4. • Образование
пятен На
поверхности
остался
отдельные замеры печи.
химикат
31. Достаточна ли Полимеризация?
• Печь постоянно проверять Pulver Kimyaиспользует DATAPAQ.
• Для запёкшейся краски применяется Тест
на Удар (DIN53153).
• Визуальный Метод путём – смоченная
ацетоном тряпкой тереть поверхность.
Запёкшаяся краска не сходит с
поверхности на тряпку.