
 Механика
МеханикаПохожие презентации:










Сборка неподвижных соединений
1.
Сборка неподвижныхсоединений
Проект подготовил
Студент группы М-11
Тарханов Данил
2.
Неподвижные неразъёмныесоединения
• Соединения деталей бывают подвижные и неподвижные. В подвижных соединениях составные части могут
перемещаться относительно друг друга, в неподвижных
соединениях такие перемещения отсутствуют.
Соединения подразделяются на разъемные и
неразъемные.
• Неразъемным называют такое соединение деталей и
узлов, разборка которого невозможна без повреждения
соединительных элементов и деталей. Часто
неразъемные соединения используют для получения
деталей сложной формы и геометрии из простых
дешевых элементов. К неразъемным относят
заклепочные, сварные, паяные, с гарантированным
натягом, клеевые и формовочные соединения.
3.
ПОДГОТОВКА ДЕТАЛЕЙ К СБОРКЕ• Сборкой называют образование изделия из
его составных частей путем их соединения.
Последовательность сборки
устанавливается технологическим процессом. Различают узловую и общую сборку:
объектом узловой сборки является
составная часть изделия, а объектом общей
сборки — само изделие.
4.
• Непосредственно перед тем, какприступить к сборке, нужно провести
наружный осмотр всех деталей, входящих в
сборочный комплект или узел. При этом
нужно убедиться, что данные детали
соответствуют собираемому узлу или
сборочной единице и могут быть
установлены в соответствующие места
5.
Очистка деталей• Очистка деталей от формовочной смеси и окалины
производится еще в литейном, кузнечном или штамповочном
цехах перед поступлением их на механическую обработку. Но
независимо от этого перед сборкой следует тщательно
проверить, нет ли на стенках деталей формовочной смеси или
окалины. В случае необходимости детали следует подвергнуть
чистке металлическими щетками, и затем продуть сжатым
воздухом. Очистка деталей и узлов от слоя антикоррозионной
смазки, следов краски на поверхностях и других твердых
загрязнений может быть выполнена механическим путем:
• при помощи приводных и ручных щеток с последующей
промывкой и обдувкой сжатым воздухом, пескоструйной
очисткой и т. п.
6.
Промывка деталей• На сборке в условиях единичного и мелкосерийного
производства детали промывают в моечных баках или ваннах.
При крупносерийном и массовом производствах для промывки
деталей применяют специальные моечные машины. В моечной
машине детали промываются в закрытом пространстве без
участия рабочего. Моечные машины бывают одно-, двух- и
трехкамерные. Однокамерные машины служат только для
промывки деталей. В двухкамерных машинах в первой камере
деталь промывается, а во второй ополаскивается чистой
жидкостью. В трехкамерной машине в первой камере
происходит промывка деталей, во второй — ополаскивание, в
третьей — сушка их воздухом, подогретым до 90— 100 °С и
подаваемым под небольшим давлением.
7.
Очистка и промывкаультрозвуковыми установками
• Для очистки и промывки деталей и узлов от металлической стружки,
опилок, смазок, масел, жидкостей и т. п. применяют ультразвуковые
установки.
• Важное преимущество ультразвуковой промывки, кроме повышения
качества и производительности операции, состоит также в том, что
можно промывать детали сложных форм, собранные узлы, не только
наружные, но и внутренние поверхности, имеющие узкие щели,
мелкие глухие отверстия и другие труднодоступные места, а также
трубчатые узлы, изогнутые в различных плоскостях.
• Жидкой средой при ультразвуковой промывке являются органические
растворители (бензин, спирт, бензин в смеси со спиртом — для
очистки от жировых и механических загрязнений; ацетон или ацетон
со спиртом — для очистки от смол и нитроэмалей), а также водные
растворы щелочей и синтетических поверхностноактивных веществ.
При очень тщательной промывке применяют жидкий фреон.
8.
Технологические требования кмашинам,
Сборочным
единицам
и
деталям.
• Машина представляет собой устройство, совершающее
полезную работу с преобразованием одного вида энергии в
другой. Она состоит из ряда механизмов различного
назначения, объединенных общим корпусом, рамой или
станиной. Механизмы включают в себя узлы в виде
законченных сборочных единиц, представляющих совместно
работающие детали. Деталь является частью машины,
изготовленной в основном из однородного по наименованию и
марке материала без использования сборочных операций. Их
подразделяют на простые (заклепка, штифт, шпонка), сложные
(распределительный вал, корпус редуктора и двигателя),
общего (болты, валы, зубчатые колеса) и специального
назначения, применяемые в различных видах машин (крюки
кранов, корпуса ковшей экскаваторов, поршни насосов).
9.
сборка неразъёмных соединений• Соединения деталей бывают подвижные и неподвижные. В подвижных соединениях составные части могут
перемещаться относительно друг друга, в неподвижных
соединениях такие перемещения отсутствуют.
Соединения подразделяются на разъемные и
неразъемные.
• Неразъемным называют такое соединение деталей и
узлов, разборка которого невозможна без повреждения
соединительных элементов и деталей. Часто
неразъемные соединения используют для получения
деталей сложной формы и геометрии из простых
дешевых элементов. К неразъемным относят
заклепочные, сварные, паяные, с гарантированным
натягом, клеевые и формовочные соединения.
10.
Сварные соединения• Сваркой называют процесс соединения
металлических и пластмассовых деталей
путем установления межатомных связей
между соединяемыми частями при
местном нагреве, пластической
деформации или одновременном действии
того и другого.
11.
СБОРКА РАЗЪЕМНЫХНЕПОДВИЖНЫХ СОЕДИНЕНИЙ
• Резьбовые соединения являются самыми
распространенными при сборке машин
вследствие надежной работы, простоты
крепления, удобства регулирования, затяжки,
а также возможности разборки и повторной
сборки без замены деталей.
• Резьбовые соединения условно делят
на нормальные, где крепежными деталями
выступают болты, винты, шпильки и гайки,
и специальные, когда резьбу выполняют на
основных деталях машин.
12.
13.
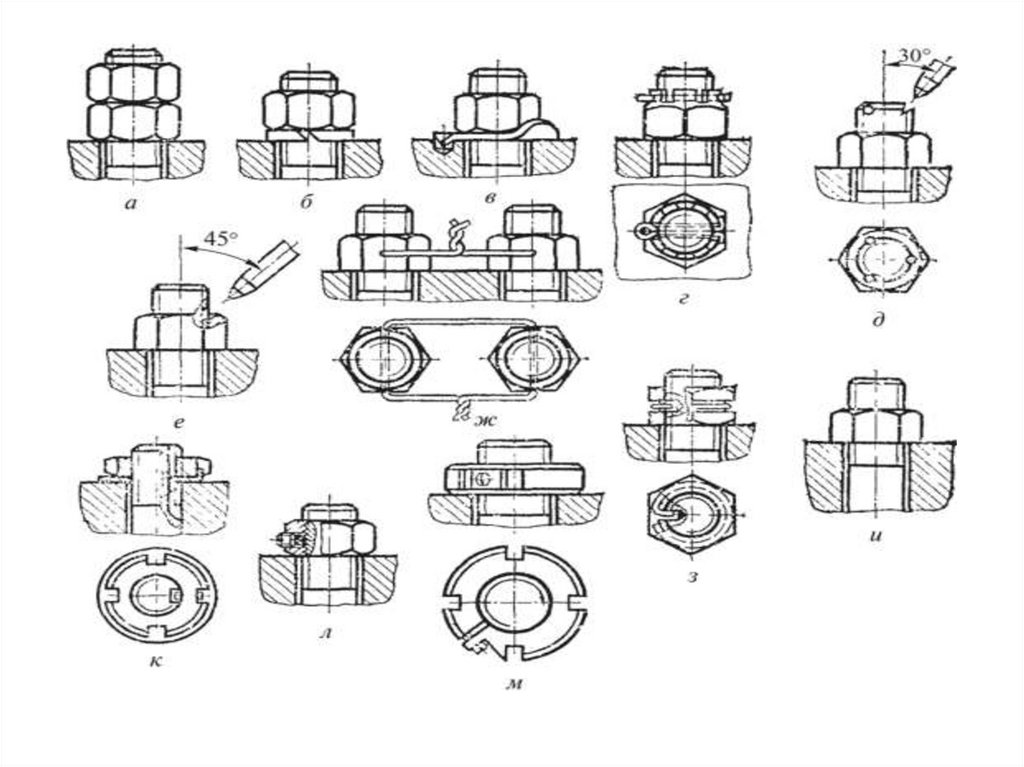
Способы стопорения крепежныхдеталей
• Перечисленные способы стопорения по характеру воздействия
на крепежные детали можно разделить на три группы:
• О создающие дополнительные силы трения путем осевого или
радиального давления (например, контргайкой, винтом);
• О осуществляющие взаимную фиксацию относительного
положения болта и гайки (например, шплинтованием,
пружинными и деформируемыми шайбами, проволокой);
• О производящие местное пластическое деформирование
(например, кернением).
• При постановке стопорящих деталей соблюдают следующие
правила.
• Контргайку навинчивают и затягивают после полной затяжки
основной крепежной гайки. Более дешевый способ —
стопорение упругой штампованной контргайкой из листовой
стали
14.
Инструменты, применяемые присборке резьбовых соединений