






































 Электроника
ЭлектроникаПохожие презентации:



")





")
Проверка технического состояния АБ, основные неисправности АБ. Ремонт аккумуляторных батарей. Учебный вопрос №1
1.
Учебный вопрос № 1Проверка технического состояния АБ, основные
неисправности АБ и способы их устранения. Ремонт
аккумуляторных батарей
2.
Устройство АБ3.
Проверка технического состояния АБПроверка технического состояния батарей после снятия с
машины включает следующие операции:
- внешний осмотр
- проверка утечки тока
- проверка уровня электролита в аккумуляторах
- измерение плотности электролита
разряженности батареи
и
определение
степени
- измерение электродвижущей силы
- измерение напряжения под нагрузкой
На основании результатов этих измерений могут быть
сделаны заключения о состоянии каждого аккумулятора, а
следовательно, и вывод о состоянии батареи в целом.
4.
Внешний осмотр- повреждение защитных коробок, крышек батареи, ручек
-
трещины в заливочной мастике и отслоение ее
повреждение и износ полюсных выводов и перемычек
разрушение деревянных ящиков батарей
трещины крышек аккумуляторов, их пробок и вентиляционных
отверстий в пробках
5.
Проверка утечки тока6.
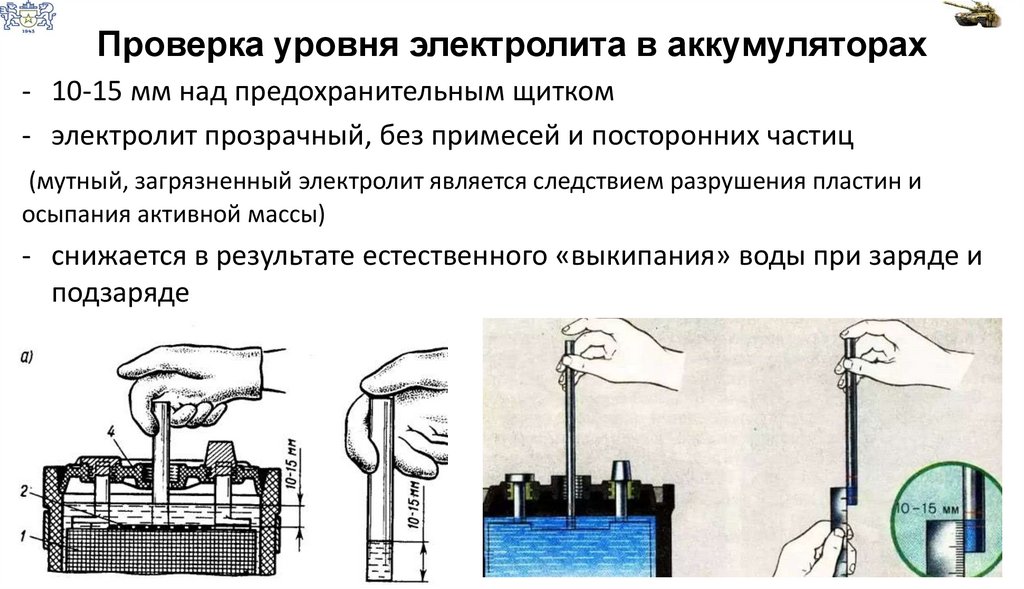
Проверка уровня электролита в аккумуляторах- 10-15 мм над предохранительным щитком
- электролит прозрачный, без примесей и посторонних частиц
(мутный, загрязненный электролит является следствием разрушения пластин и
осыпания активной массы)
- снижается в результате естественного «выкипания» воды при заряде и
подзаряде
7.
Плотность электролита и определение степениразряженности батареи
плотность электролита,
приведенная к 25 °С
полностью заряженной АБ
для холодной
климатической зоны
1,28 г/cм3
8.
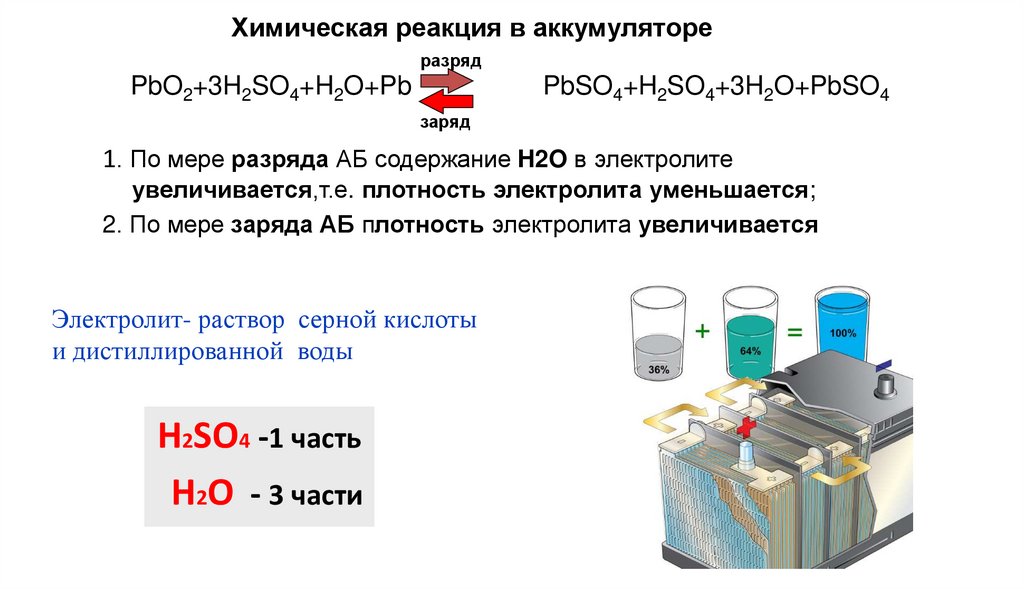
Химическая реакция в аккумулятореразряд
PbO2+3H2SO4+H2O+Pb
PbSO4+H2SO4+3H2O+PbSO4
заряд
1. По мере разряда АБ содержание H2O в электролите
увеличивается,т.е. плотность электролита уменьшается;
2. По мере заряда АБ плотность электролита увеличивается
Электролит- раствор серной кислоты
и дистиллированной воды
H2SO4 -1 часть
H2O - 3 части
9.
Ареометр для определения плотности электролита10.
Температурная поправкаНа каждые 150C плотность электролита
меняется на 0,01г/см3
t = 150C
= 0,01г/см3
Снижение плотности электролита на 0,01 г/cм3
соответствует 6% разряда аккумулятора
11.
Определение степени разряженности АБ по наихудшемуаккумулятору
1) Рассчитать плотность электролита в аккумуляторе,
приведенную к 25°С: ρ+25 = ρt ± ∆t
Дано:
t °С = -20 °С
ρt = 1,24 г/см3 – измеренная плотность электролита в
наихудшем аккумуляторе при данной температуре
Решение:
∆t = - 0,03 г/см3 – температурная поправка
ρ+25 = 1,24 – 0,03 = 1,21 г/см³
12.
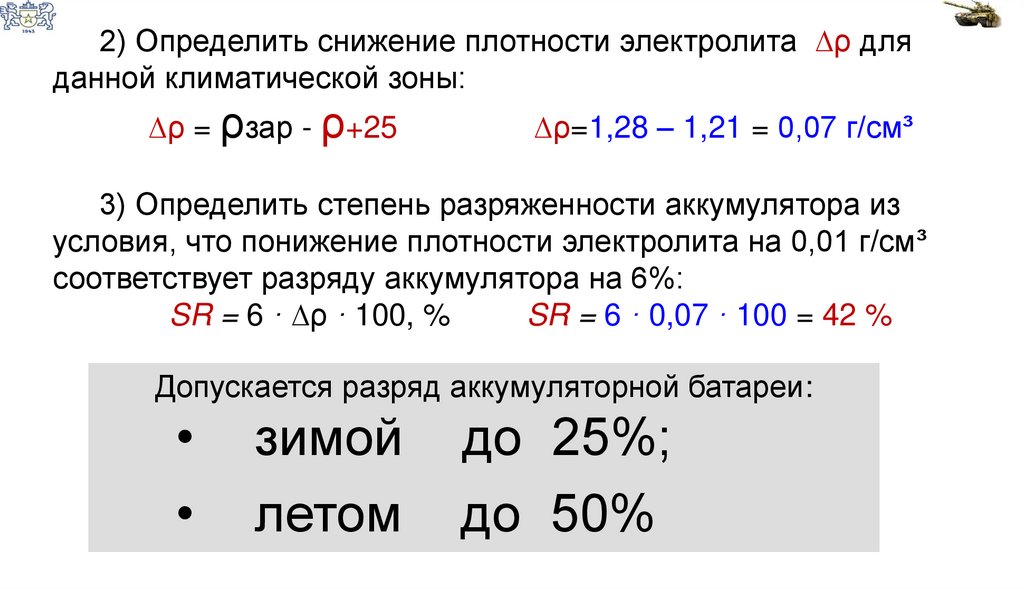
2) Определить снижение плотности электролита ∆ρ дляданной климатической зоны:
∆ρ = ρзар - ρ+25
∆ρ=1,28 – 1,21 = 0,07 г/см³
3) Определить степень разряженности аккумулятора из
условия, что понижение плотности электролита на 0,01 г/см³
соответствует разряду аккумулятора на 6%:
SR = 6 · ∆ρ · 100, %
SR = 6 · 0,07 · 100 = 42 %
Допускается разряд аккумуляторной батареи:
зимой
летом
до 25%;
до 50%
13.
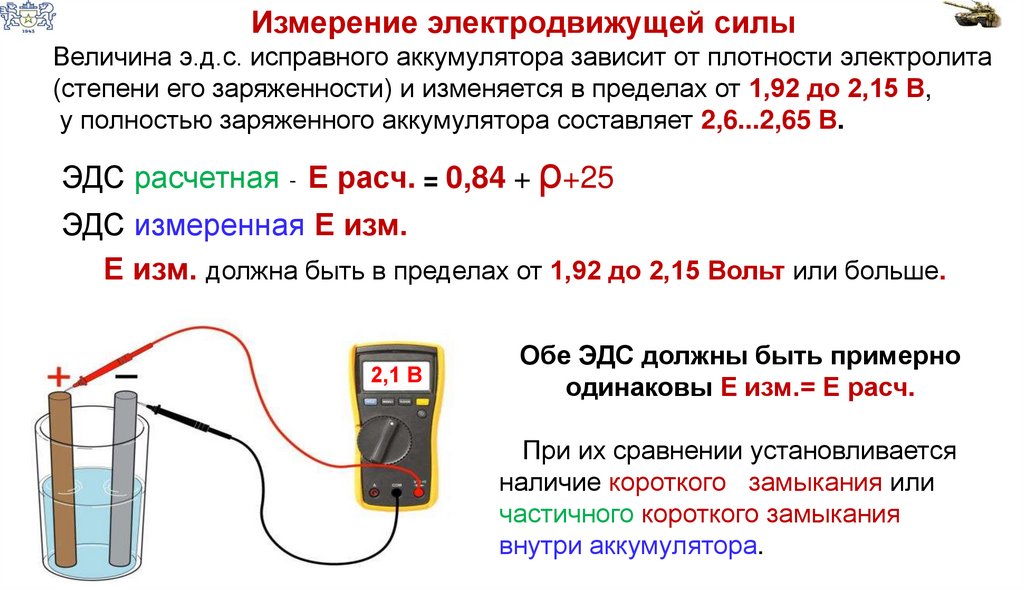
Измерение электродвижущей силыВеличина э.д.с. исправного аккумулятора зависит от плотности электролита
(степени его заряженности) и изменяется в пределах от 1,92 до 2,15 В,
у полностью заряженного аккумулятора составляет 2,6...2,65 В.
ЭДС расчетная - Е расч. = 0,84 + ρ+25
ЭДС измеренная Е изм.
Е изм. должна быть в пределах от 1,92 до 2,15 Вольт или больше.
2,1 В
Обе ЭДС должны быть примерно
одинаковы Е изм.= Е расч.
При их сравнении установливается
наличие короткого замыкания или
частичного короткого замыкания
внутри аккумулятора.
14.
Измерение напряжения под нагрузкойНоминальное напряжение принимается равным 2 В. При разрядном токе 10часового разрядного режима конечное разрядное напряжение составляет 1,7 В.
По величине разности
между напряжением под
нагрузкой U и измеренной
ЭДС Е изм. можно судить:
о величине внутреннего
сопротивления
аккумулятора;
о наличии сульфатации и
осыпания активной
массы.
15.
Основные неисправности АБ и способы их устраненияВнешние:
1.
2.
3.
4.
трещины в заливочной мастике и отслоение ее;
разрушение деревянных ящиков батарей.
трещины моноблоков, баков и крышек аккумуляторов;
повреждение и износ полюсных выводов и перемычек;
Внутренние:
1.
2.
3.
4.
5.
сульфатация электродов;
повышенный саморазряд;
отстающие аккумуляторы;
нарушение электрической цепи аккумуляторной батареи;
короткое замыкание внутри аккумуляторов;
16.
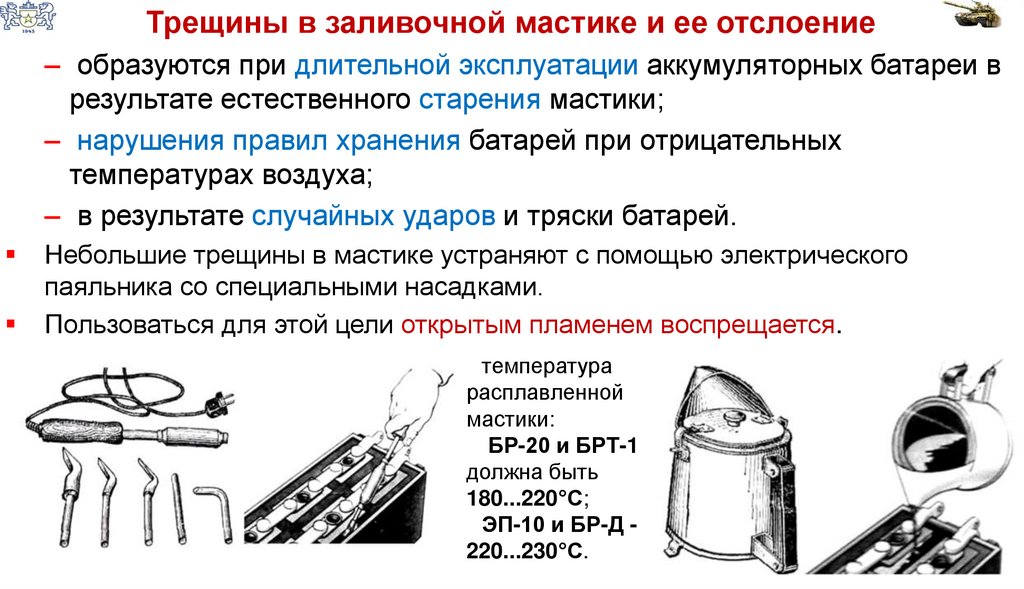
Трещины в заливочной мастике и ее отслоение‒ образуются при длительной эксплуатации аккумуляторных батареи в
результате естественного старения мастики;
‒ нарушения правил хранения батарей при отрицательных
температурах воздуха;
‒ в результате случайных ударов и тряски батарей.
Небольшие трещины в мастике устраняют с помощью электрического
паяльника со специальными насадками.
Пользоваться для этой цели открытым пламенем воспрещается.
температура
расплавленной
мастики:
БР-20 и БРТ-1
должна быть
180...220°С;
ЭП-10 и БР-Д 220...230°С.
17.
Разрушение деревянных ящиков батарейПричины
‒ попадание электролита на стенки ящика через трещины в
мастике и щели между мастикой и стенкой ящика;
‒ выплескивание электролита на стенки ящика при большом
наклоне батареи во время установки в машину.
Действенные меры предохранения от преждевременного
разрушения:
‒ устранение трещин в заливочной мастике по мере их
появления;
‒ регулярная обработка поверхности мастики и ящика
кальцинированной содой для нейтрализации разрушающего
действия электролита;
‒ окраска ящика (после обработки содой и просушки) лаком БТ-783
18.
Трещины моноблоков, баков и крышек аккумуляторовТрещины вызывают быстрое снижение уровня электролита вследствие
подтекания его через трещины.
Трещины во внутренних перегородках моноблока вызывают
постепенный разряд смежных аккумуляторов батареи.
Первым признаком такого повреждения обычно является:
‒ неспособность батареи держать заряд;
‒ различие в степени заряженности отдельных аккумуляторов.
Причины
‒ механические повреждения, удары, тряска и т.п. в процессе эксплуатации;
‒ плохое крепление батарей на машинах.
При устранении неисправностей крышки аккумуляторов, отдельные баки и
моноблоки, имеющие трещины, подлежат замене исправными.
19.
Повреждение и износ полюсных выводов и перемычекИзношенные полюсные выводы танковых батарей заменяют
годными, снятыми со списанных батарей, или новыми.
20.
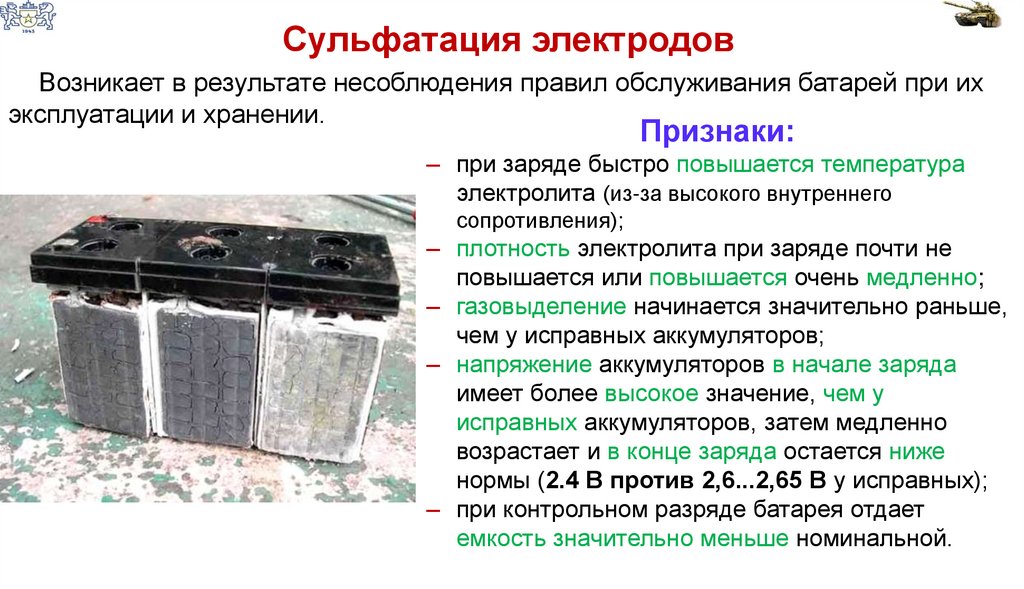
Сульфатация электродовВозникает в результате несоблюдения правил обслуживания батарей при их
эксплуатации и хранении.
Признаки:
‒ при заряде быстро повышается температура
электролита (из-за высокого внутреннего
сопротивления);
‒ плотность электролита при заряде почти не
повышается или повышается очень медленно;
‒ газовыделение начинается значительно раньше,
чем у исправных аккумуляторов;
‒ напряжение аккумуляторов в начале заряда
имеет более высокое значение, чем у
исправных аккумуляторов, затем медленно
возрастает и в конце заряда остается ниже
нормы (2.4 В против 2,6...2,65 В у исправных);
‒ при контрольном разряде батарея отдает
емкость значительно меньше номинальной.
21.
Причины сульфатации‒ применение загрязненного примесями электролита;
‒ длительное нахождение батарей в разряженном состоянии;
‒ систематический недозаряд батарей;
‒ снижение уровня электролита в аккумуляторах (ниже верхней кромки
электродов);
‒ эксплуатация аккумуляторных батарей при недопустимо высокой
температуре и плотности электролита.
Исправление сульфатации
Частичную сульфатацию, не вызвавшую разрывов и коробления
электродов, можно устранить путем длительного (до 24 часов и более)
заряда батареи;
(заряд необходимо вести до тех пор, пока плотность электролита и
напряжение не будут постоянными в течение 5...6 часов)
22.
Если путем длительного заряда сульфатацию устранитьне удается, следует:
• разрядить аккумулятор током 10-часового режима;
• вылить электролит, промыть аккумуляторы дистиллированной
водой и проверить, нет ли короткого замыкания;
• следует залить в аккумуляторы слегка подкисленную
дистиллированную воду и через час после заливки поставить на
заряд током, сниженным наполовину от нормального (для
танковых батарей величина тока 4 А).
• заряд производят до тех пор, пока плотность и напряжение не
будут постоянными в течение 5...6 ч.
• необходимо довести плотность до нормальной и провести
контрольный разряд.
Провести еще не менее 1-2 КТЦ, чтобы сульфатированная
батарея отдала 75 % гарантированной емкости.
23.
Повышенный саморазрядСаморазряд бывает нормальным и повышенным.
Нормальный саморазряд для свинцовой стартерной аккумуляторной
батареи - явление неизбежное.
Саморазряд считается повышенным, если после 14-суточного бездействия
батарей среднесуточная величина его превышает 0.5...0.6 % номинальной
емкости танковых батарей с мипоровыми сепараторами при температуре
окружающей среды (20±5)°С.
Причины:
– наличие на поверхности батарей загрязнений,
проводящих электрический ток;
– применение дистиллированной воды или
электролита, содержащих вредные примеси;
– хранением АБ при повышенных температурах
окружающего воздуха;
– повышенный износ электродов в процессе
эксплуатации АБ.
24.
Для предупреждения и устранения повышенного саморазряданеобходимо:
применять для приготовления электролита:
‒ только аккумуляторную кислоту, отвечающую требованиям
ГОСТ;
‒ дистиллированную воду;
своевременно проводить обслуживание батарей при
эксплуатации и при хранении, обращая особое внимание на
то, чтобы поверхность батарей была чистой и сухой;
своевременно устранять
трещины в мастике.
25.
Отстающие аккумуляторыОтстающие аккумуляторы можно обнаружить:
‒ при заряде на зарядной станции:
плотность электролита при заряде повышается значительно медленнее
не достигает необходимого значения;
напряжение в конце заряда ниже;
температура электролита выше, чем в остальных исправных
аккумуляторах.
‒ при контрольном разряде во время КТЦ.
Отстающие аккумуляторы следует дозаряжать отдельно после окончания
заряда остальных исправных аккумуляторов батареи:
заряд производится в течение 3 - 4 ч., тем же током и по тем же правилам;
следует провести контрольный разряд всей батареи током 10-часового
разрядного режима:
Если в конце разряда разница между напряжением отстающего аккумулятора
и другими будет менее 0.2 В, то такую батарею после нормального заряда
можно сдать в эксплуатацию.
26.
Нарушение электрической цепи АБОбнаруживается по отказу в работе стартера при исправной цепи
батарея-стартер, по низкому уровню напряжения.
Причины
‒ может быть вызвано распайкой перемычек;
‒ расплавлением или обломом полюсного вывода борна;
‒ обрывом полублока положительных электродов в результате
коррозии токоотводов.
Признаком нарушения контакта в местах пайки токоведущих
частей является:
‒ нагревание места спайки при больших разрядных токах;
‒ потрескивание и дымление.
Признаком обрыва электрической цепи внутри аккумулятора
является:
‒ малая величина ЭДС без нагрузки;
‒ низкое напряжение под нагрузкой.
27.
Короткое замыкание внутри аккумулятораПризнаки короткозамкнутого аккумулятора:
‒ отсутствует или очень малая величина ЭДС;
‒ непрерывное уменьшение плотности электролита несмотря на то, что
батарея получает нормальный заряд;
‒ быстрая потеря емкости после полного заряда;
‒ плотность электролита, а также напряжение на аккумуляторе в
процессе заряда не повышаются, а после выключения зарядного тока
напряжение быстро падает;
‒ при заряде в короткозамкнутом аккумуляторе быстро повышается
температура.
Причины
устанавливаются после разборки аккумуляторов и устраняются:
‒ заменой поврежденных сепараторов;
‒ удалением губки на кромках электродов;
‒ удалением накопившегося на дне аккумулятора осадка.
28.
Контрольно-тренировочый циклКонтрольно-тренировочный цикл проводится для контроля технического
состояния аккумуляторных батарей, проверки отдаваемой ими емкости,
исправления отстающихаккумуляторов.
При контрольно-тренировочном цикле
проводятся:
- предварительный полный заряд;
- контрольный (тренировочный) разряд током
10-часового режима;
- окончательный полный заряд
• Постоянство разрядного тока должно тщательно соблюдаться в течение всего
разряда, который должен заканчиваться в момент снижения напряжения до 1,7 В
на первом вышедшем аккумуляторе батареи.
• Замер напряжения на аккумуляторах и температуры в среднем аккумуляторе
батареи производится при включении на разряд, затем через каждые 2 часа.
• При снижении напряжения на одном из аккумуляторов до 1,85 В замеры
напряжения надо проводить через каждые 15 мин.
29.
• При снижении напряжения до 1,75 Вольт контролируется непрерывно, чтобыуловить конец разряда.
• Как только на указанном аккумуляторе напряжение упадет до 1,7 Вольт, следует
немедленно измерить напряжение на всех остальных аккумуляторах, отключить
батарею от разрядной цепи и восстановить величину разрядного тока для
оставшихся в группе батарей.
• При контрольном разряде необходимо записывать время включения батареи на
разряд и начальную температуру электролита, а также время окончания разряда
(при достижений 1,7 В на первом вышедшем аккумуляторе или напряжения на
выводах 10,2 В у 12-вольтовой батареи) и конечную температуру электролита.
• Подсчет емкости, отдаваемой аккумуляторной батареей, в процентах от
номинальной производится по таблице приложения 10.
• Фактическая емкость, отдаваемая при контрольном разряде, может быть как
меньше, так и больше номинальной.
• Между окончанием контрольного разряда и началом последующего заряда
допускается разрыв по времени не более 12 часов.
• Танковые батареи заряжаются током Двух ступеней.
30.
Ремонт аккумуляторных батарейБатареи и аккумуляторы разбираются для выполнения
следующих видов ремонта:
‒ устранения короткого замыкания внутри аккумулятора;
‒ устранения обрыва цепи внутри аккумулятора;
‒ замены баков, моноблока и крышек аккумуляторов;
‒ замены отдельных блоков и полублоков электродов
автомобильных батарей.
31.
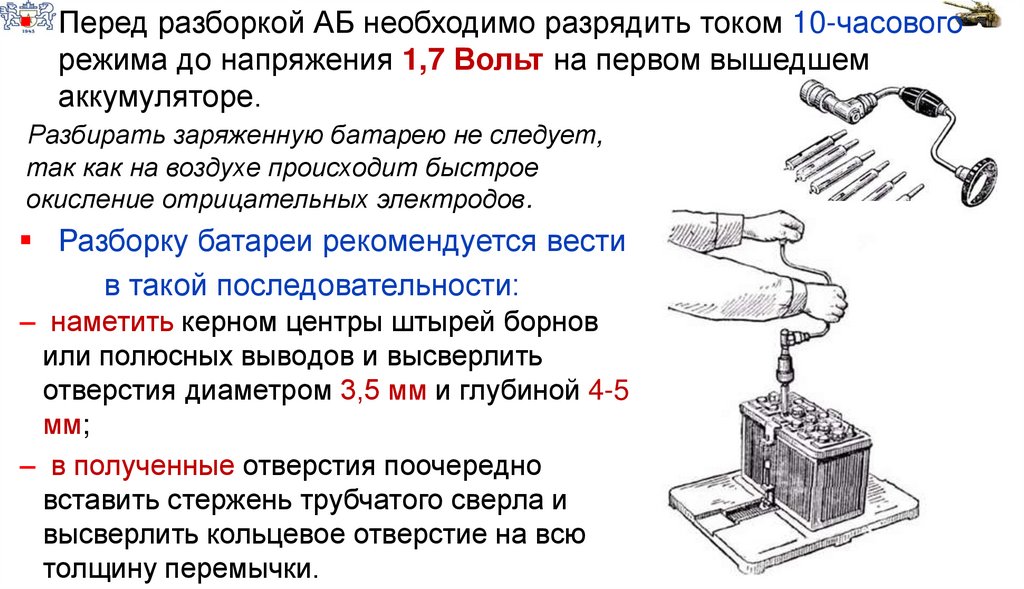
Перед разборкой АБ необходимо разрядить током 10-часовогорежима до напряжения 1,7 Вольт на первом вышедшем
аккумуляторе.
Разбирать заряженную батарею не следует,
так как на воздухе происходит быстрое
окисление отрицательных электродов.
Разборку батареи рекомендуется вести
в такой последовательности:
– наметить керном центры штырей борнов
или полюсных выводов и высверлить
отверстия диаметром 3,5 мм и глубиной 4-5
мм;
– в полученные отверстия поочередно
вставить стержень трубчатого сверла и
высверлить кольцевое отверстие на всю
толщину перемычки.
32.
• Затем с помощью разогретого электрического паяльника с насадкойудалить с поверхности батареи заливочную мастику.
• При необходимости замены аккумуляторные крышки снимаются с
помощью съемника
• Выемка блока
электродов с
крышкой с помощью
съемника
• Блоки электродов
ставятся наклонно на
ячейки моноблока на
2 – 3 мин для
стекания
электролита.
33.
• После этого блоки электродов и внутренняя поверхность моноблокапромываются, и блоки помещаются в ванну с дистиллированной водой
для уменьшения окисления отрицательных электродов.
• После разборки необходимо приступить к устранению неисправности,
из-за которой была произведена разборка
34.
35.
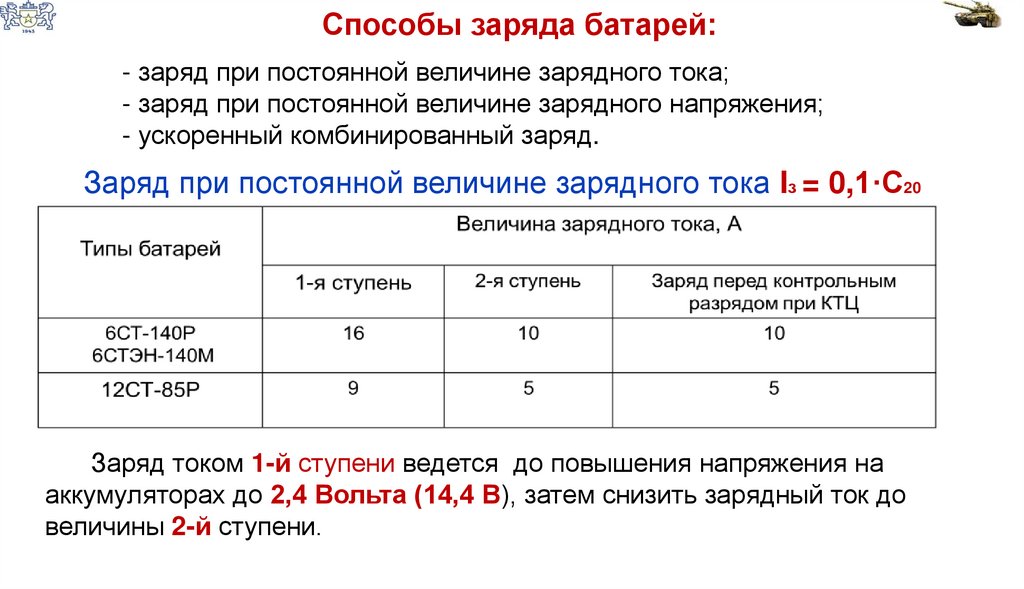
Способы заряда батарей:- заряд при постоянной величине зарядного тока;
- заряд при постоянной величине зарядного напряжения;
- ускоренный комбинированный заряд.
Заряд при постоянной величине зарядного тока Iз = 0,1·С20
Заряд током 1-й ступени ведется до повышения напряжения на
аккумуляторах до 2,4 Вольта (14,4 В), затем снизить зарядный ток до
величины 2-й ступени.
36.
Все заряды, как правило, проводятся током 2-й ступени.Двухступенчатый заряд рекомендуется проводить при большой степени
разряженности батарей, а именно:
- при разряде в процессе эксплуатации на 50% и более;
- после контрольного разряда при контрольно-тренировочном цикле.
В случае если температура окажется выше 45°С, следует уменьшить
наполовину зарядный ток или прервать заряд на время, необходимое для
остывания -электролита до 30... 35°С.
Напряжение аккумуляторов к концу заряда достигает величины
2,6 ... 2,65 Вольт (15,6…15,9), после чего более не возрастает
Признаки конца заряда аккумуляторной батареи:
напряжение на аккумуляторах и плотность электролита
постоянны в течение 1 часа при одновременном обильном
газовыделении («кипении») во всех аккумуляторах батареи
37.
Заряд при постоянной величине зарядного напряженияСущность заряда АБ при постоянном напряжении состоит в том, что
зарядное напряжение источника тока поддерживается постоянным в течение
всего времени заряда, а зарядный ток при этом уменьшается. Этот способ
наиболее целесообразен для танковых батарей без снятия их с машин
Зарядное напряжение устанавливается
из расчета 2,40 - 2,46 Вольт на один
аккумулятор батареи, т.е. 14,4 – 14,8 В.
Начальная величина зарядного тока
зависит от степени разряженности батарей,
зарядного напряжения и температуры
электролита
При таком уровне зарядного напряжения
батареи, разряженные на 50%, за 2,5...3 ч
заряжаются до 90% емкости.
Признак конца заряда:
снижение силы тока до 0 – 0.5 Ампер
38.
Ускоренный комбинированный зарядУскоренный комбинированный способ заряда применяется при
необходимости 100%-ного заряда аккумуляторных батарей в сокращенное
время.
Заряд производится в два этапа.
На первом этапе заряд батарей; осуществляется при постоянном зарядном
напряжении,
На втором этапе — при постоянной величине зарядного тока.
Переход к заряду при постоянной величине зарядного тока производится при
снижении тока на первом этапе заряда до величины, (первой, затем) второй
ступени (до 10 А для 6СТ-140М).
39.
Учебный вопрос № 2Поверка, характерные неисправности и ремонт
электрических машин
40.
• Электрические машины, применяемые в танковомэлектрооборудовании и автоматических системах,
различаются по назначению и конструктивному
исполнению.
• Однако подавляющее большинство танковых
электрических машин состоит из принципиально
одинаковых деталей и узлов, в которых могут возникать
однотипные по способам обнаружения и устранения
дефекты.
41.
42.
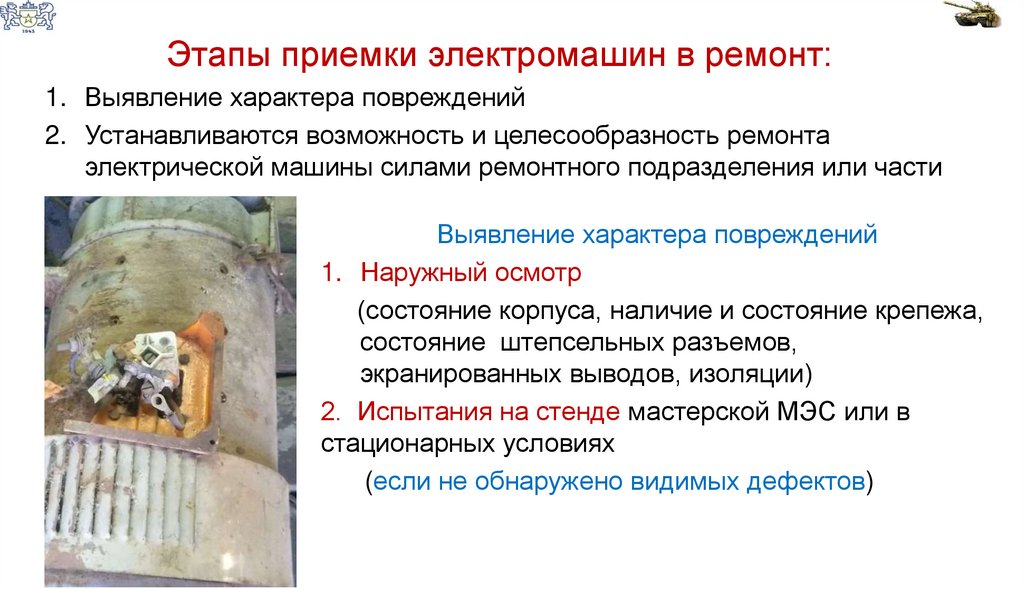
Этапы приемки электромашин в ремонт:1. Выявление характера повреждений
2. Устанавливаются возможность и целесообразность ремонта
электрической машины силами ремонтного подразделения или части
Выявление характера повреждений
1. Наружный осмотр
(состояние корпуса, наличие и состояние крепежа,
состояние штепсельных разъемов,
экранированных выводов, изоляции)
2. Испытания на стенде мастерской МЭС или в
стационарных условиях
(если не обнаружено видимых дефектов)
43.
Испытания на стенде мастерской МЭС или встационарных условиях:
1. Перед испытанием вал электрической машины проворачивается от руки
(при этом не должно быть посторонних стуков и заеданий вала)
2. Подается напряжение и эл.машина выводится в режим холостого хода
(если выполняется пункт №1)
3. По приборам определяют
- напряжение, подводимое к машине;
- потребляемый ток;
- скорость;
- направление вращения вала.
4. Сравнивают полученные результаты с техническими условиями на
войсковой ремонт электрооборудования БТТ.
44.
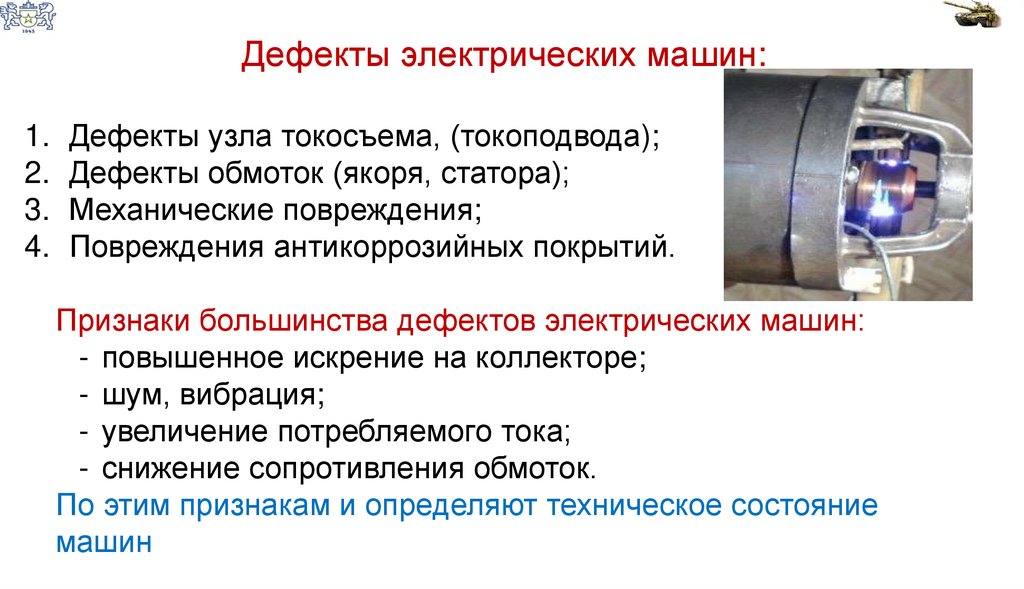
Дефекты электрических машин:1. Дефекты узла токосъема, (токоподвода);
2. Дефекты обмоток (якоря, статора);
3. Механические повреждения;
4. Повреждения антикоррозийных покрытий.
Признаки большинства дефектов электрических машин:
- повышенное искрение на коллекторе;
- шум, вибрация;
- увеличение потребляемого тока;
- снижение сопротивления обмоток.
По этим признакам и определяют техническое состояние
машин
45.
46.
47.
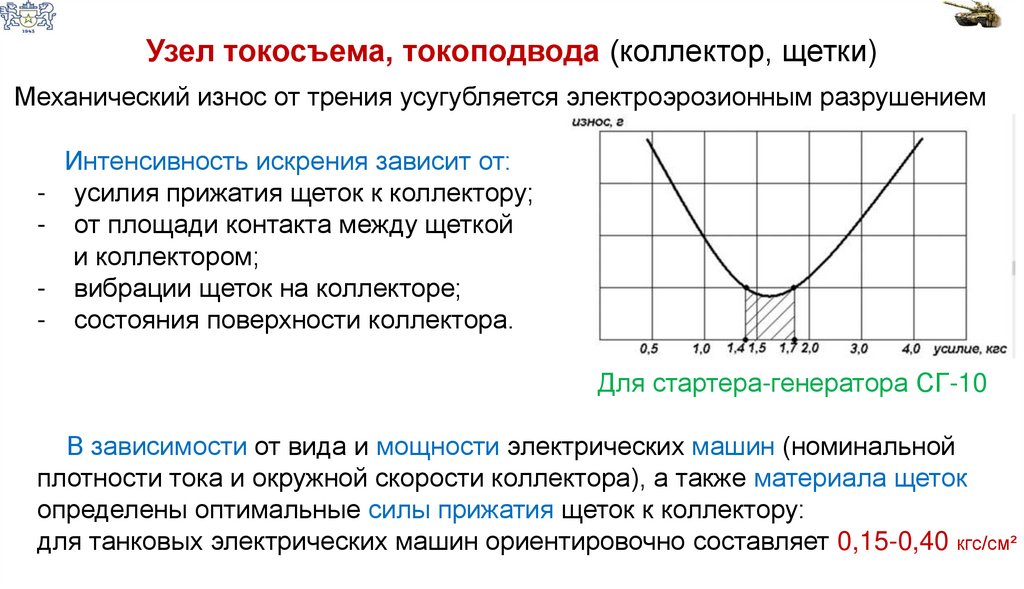
Узел токосъема, токоподвода (коллектор, щетки)Механический износ от трения усугубляется электроэрозионным разрушением
Интенсивность искрения зависит от:
- усилия прижатия щеток к коллектору;
- от площади контакта между щеткой
и коллектором;
- вибрации щеток на коллекторе;
- состояния поверхности коллектора.
Для стартера-генератора СГ-10
В зависимости от вида и мощности электрических машин (номинальной
плотности тока и окружной скорости коллектора), а также материала щеток
определены оптимальные силы прижатия щеток к коллектору:
для танковых электрических машин ориентировочно составляет 0,15-0,40 кгс/см²
48.
Силу прижатия щеток к коллектору измеряют динамометромПри этом необходимо:
1) чтобы крючок динамометра был закреплен
за пружину в месте ее давления на щетку;
2) чтобы пружина динамометра натягивалась
строго по оси движения щетки;
3) показания динамометра снимают в момент
отрыва щетки от коллектора.
49.
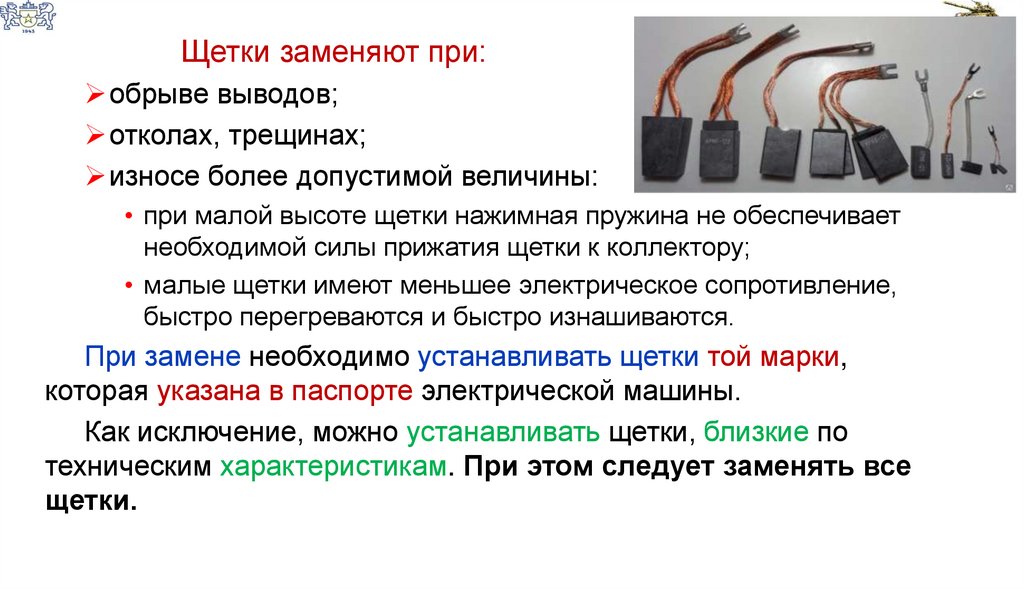
Щетки заменяют при:обрыве выводов;
отколах, трещинах;
износе более допустимой величины:
• при малой высоте щетки нажимная пружина не обеспечивает
необходимой силы прижатия щетки к коллектору;
• малые щетки имеют меньшее электрическое сопротивление,
быстро перегреваются и быстро изнашиваются.
При замене необходимо устанавливать щетки той марки,
которая указана в паспорте электрической машины.
Как исключение, можно устанавливать щетки, близкие по
техническим характеристикам. При этом следует заменять все
щетки.
50.
Обоймы щеткодержателя:щетки должны перемешаться свободно, но не шататься;
зазор между щеткой и стенкой обоймы в направлении вращения 0,10,3 мм;
в осевом направлении – 0,2-0,5 мм:
допускается зачистка боковых поверхностей щеток.
выводы щеток не должны замыкаться с металлическими деталями:
ток будет проходить по
обоймам щеткодержателей,
пружинам и осям. Из-за
нагрева током этих деталей
пружины отпускаются
(слабеют), обоймы
деформируются, внутренняя
поверхность их разъедается
и щетки в них заклинивают.
51.
Притирка щетокРабочие поверхности новых щеток
предварительно притирают по радиусу
коллектора стеклянной шкуркой
зернистостью 8-12 на специальном
приспособлении или на собранной машине
Для этого между щетками и
коллектором прокладывают
стеклянное полотно шероховатой
поверхностью к щеткам. После этого
протягивают полотно в обе стороны
(вниз), прижимая его к коллектору.
Притирка должна производиться при естественном
давлении пружин щеткодержателя, нажим на щетку рукой не
допускается
Категорически запрещается применение для притирки щеток наждачного полотна, так как
наждачная пыль проводит электрический ток:
пыль попадает в пазы между коллекторными пластинами и замыкает их.
52.
Ремонт коллекторовРабочая поверхность коллектора исправной машины должна быть без
царапин, следов подгара и иметь блестящий полированный вид
Такой вид коллектора объясняется
наличием контактной оксидной
пленки с примесью угля или
графита. Пленка образуется при
длительной работе токосъема и
свидетельствует об исправности
коллектора
Светлая полоса чистой меди по
всей окружности коллектора является
характерным признаком разрушения
контактной пленки вследствие отказа
одной из щеток: рабочая поверхность
дефектной щетки омедняется, а на ее
сбегающем крае видно скопление
медной пыли.
53.
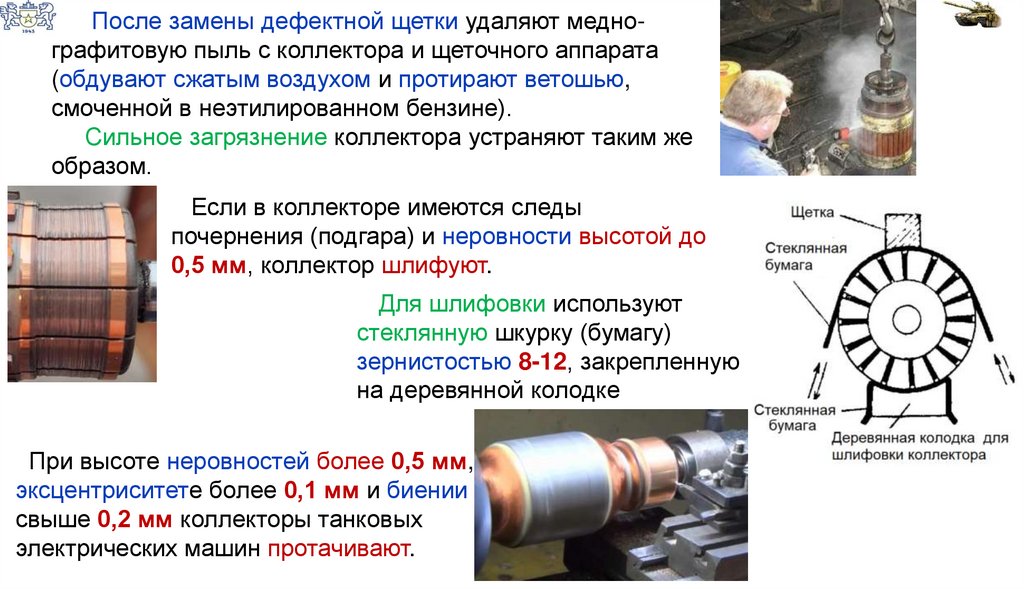
После замены дефектной щетки удаляют меднографитовую пыль с коллектора и щеточного аппарата(обдувают сжатым воздухом и протирают ветошью,
смоченной в неэтилированном бензине).
Сильное загрязнение коллектора устраняют таким же
образом.
Если в коллекторе имеются следы
почернения (подгара) и неровности высотой до
0,5 мм, коллектор шлифуют.
Для шлифовки используют
стеклянную шкурку (бумагу)
зернистостью 8-12, закрепленную
на деревянной колодке
При высоте неровностей более 0,5 мм,
эксцентриситете более 0,1 мм и биении
свыше 0,2 мм коллекторы танковых
электрических машин протачивают.
54.
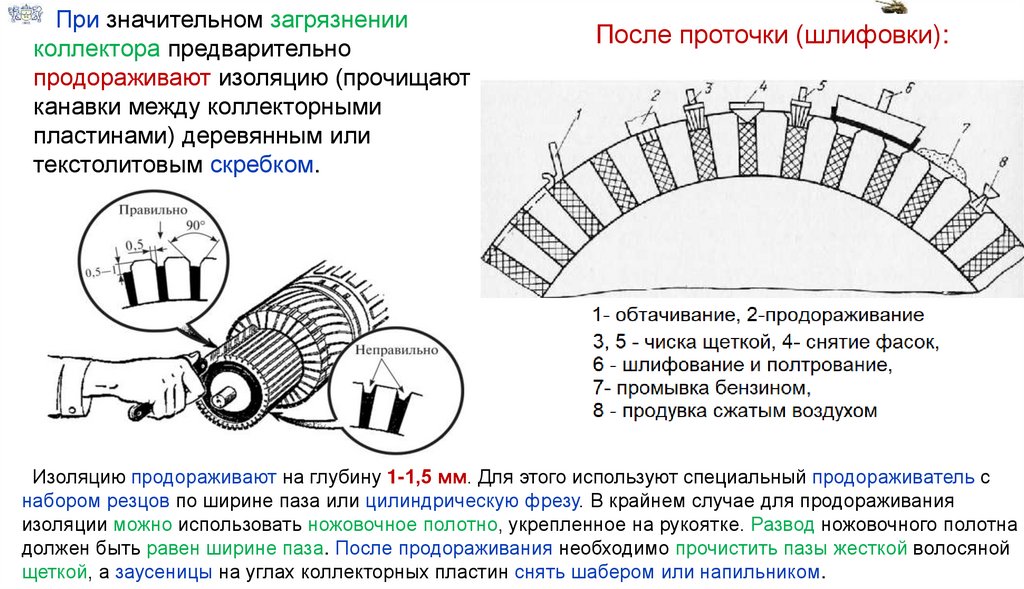
При значительном загрязненииколлектора предварительно
продораживают изоляцию (прочищают
канавки между коллекторными
пластинами) деревянным или
текстолитовым скребком.
После проточки (шлифовки):
Изоляцию продораживают на глубину 1-1,5 мм. Для этого используют специальный продораживатель с
набором резцов по ширине паза или цилиндрическую фрезу. В крайнем случае для продораживания
изоляции можно использовать ножовочное полотно, укрепленное на рукоятке. Развод ножовочного полотна
должен быть равен ширине паза. После продораживания необходимо прочистить пазы жесткой волосяной
щеткой, а заусеницы на углах коллекторных пластин снять шабером или напильником.
55.
Обмотки электрических машин• Характерными дефектами обмоток электрических машин
являются разрушение изоляции и обрывы.
• Разрушение изоляции в зависимости от места приводит к
замыканию на корпус или к межвитковому замыканию
обмоток.
Дефекты обмоток:
1. Обрыв,
2. Замыкание на корпус (якорь),
3. Межвитковое замыкание.
56.
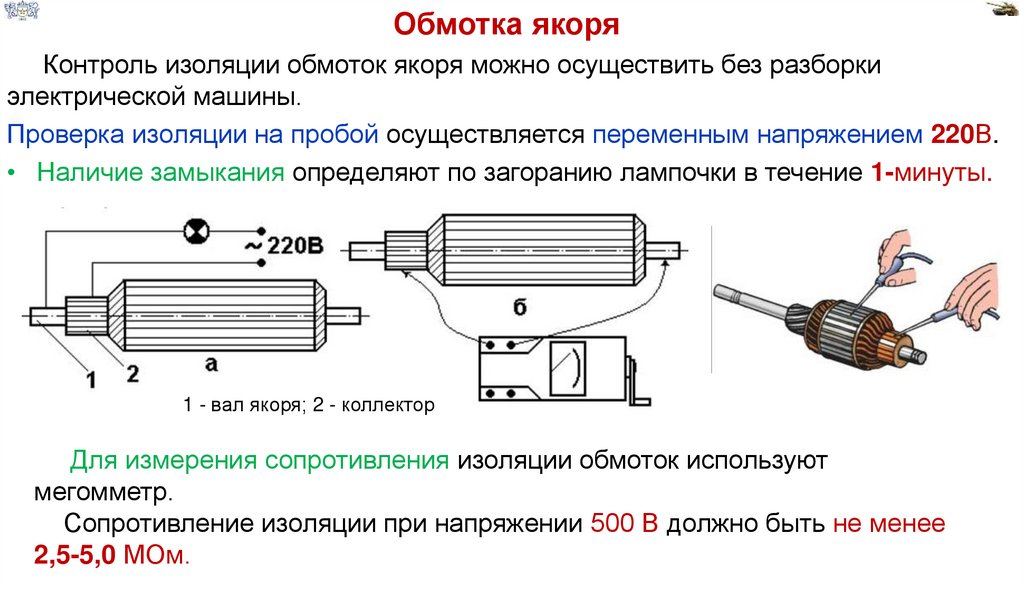
Обмотка якоряКонтроль изоляции обмоток якоря можно осуществить без разборки
электрической машины.
Проверка изоляции на пробой осуществляется переменным напряжением 220В.
• Наличие замыкания определяют по загоранию лампочки в течение 1-минуты.
1 - вал якоря; 2 - коллектор
Для измерения сопротивления изоляции обмоток используют
мегомметр.
Сопротивление изоляции при напряжении 500 В должно быть не менее
2,5-5,0 МОм.
57.
Комплексная проверка обмоток якоря– метод падения напряжения (метод вольтметра);
– метод магнитной индукции.
Метод падения напряжения (метод вольтметра)
Сущность проверки заключается в следующем:
– через обмотку якоря пропускают ток номинальной величины.
– с помощью вольтметра выявляют дефекты (по падению напряжения в
секциях обмотки).
а - схема проверки якоря
методом падения напряжения;
б - отыскание обрыва в
обмотке;
в - отыскание межвитковых
замыканий;
г - отыскание замыканий на
корпус
58.
Метод магнитной индукцииСуть метода заключается в индуктировании переменной электродвижущей силы (ЭДС) в
обмотках якоря и определении участков с нарушением электромагнитной симметрии.
Для контроля технического состояния и испытания якорей электрических машин в войсковых
условиях применяется прибор для проверки якорей генераторов и стартеров модели Э-236 или
ППЯ (представляет собой П-образное ярмо, набранное из листов трансформаторного
железа; на горизонтальной полке ярма помещается обмотка с переменным током от сети).
При включении аппарата в
сеть переменного тока в секциях
обмотки якоря индуцируется
переменная ЭДС.
В секциях исправного якоря,
одинаково удаленных от ярма и
симметрично расположенных
относительно вертикальной оси,
в каждый момент времени будут
индуцироваться равные по
величине и противоположные по
знаку ЭДС.
Порядок проверки:
- отсутствие замыкания обмотки якоря или пластин коллектора на корпус;
- отсутствие обрыва в обмотке якоря.
- поиск межвитковых замыканий в секциях обмотки и коротких замыканий между коллекторными пластинами.
59.
Обмотки статораХарактерные дефекты обмоток статоров:
– межвитковое замыкание или замыкание катушек полюсов на корпус;
– обрыв витков в катушках полюсов;
– обрыв или поломка выводных наконечников;
– повреждение деталей штепсельного разъема или экранированного вывода;
– замасливание, загрязнение штепсельного разъема или экранированного
вывода.
Проверяют качество изоляции обмоток статора по отношению
к корпусу замером мегомметром величины сопротивления обмотки
или испытанием на пробой током напряжением 220 В
60.
Сборка электрических машин требования:- коллекторы должны быть чистыми и гладкими, не иметь почернений, обгораний,
забоин и заусениц;
- в собранной машине якорь должен вращаться легко и равномерно от руки,
задевание якоря за полюсы или выводы не допускается;
- щетки должны быть притерты по коллектору путем обкатки машины в моторном
режиме (притертая поверхность каждой щетки должна составлять не менее
половины рабочей поверхности (в генераторе, ЭМУ - не менее 2/3 рабочей
поверхности), щетки должны быть чистыми и легко перемещаться в
щеткодержателях);
- сопротивление изоляции обмоток по отношению к корпусу и между собой должно
быть:
- в ЭМУ и исполнительном двигателе - не менее 1.0 МОм;
- в остальных машинах - не менее 0,5 МОм.
- подшипники электрических машин, а также детали приводного механизма стартера
при сборке смазывают соответствующей смазкой согласно ТУ.
- состояние уплотнений должно предотвращать попадание смазки внутрь
электрической машины, а также вытекание смазки наружу
61.
Испытание электрических машин- ЭМ в условиях войскового ремонта испытывают, как правило, только в
режиме электродвигателя на холостом ходу:
(при этом недопустимо наличие стуков подшипников и других
посторонних шумов).
- Во время испытаний при установившемся режиме
определяют:
= напряжение источника питания;
= величину тока потребляемого машиной;
= скорость и направление вращения вала якоря.
- Полученные результаты измерений сравнивают с
требованиями ТУ.
- Кроме этого, работу электрических машин проверяют
непосредственно в танке при испытании танка после
ремонта.
62.
Учебный вопрос №3Ремонт электромонтажного комплекта и соединительных
проводов
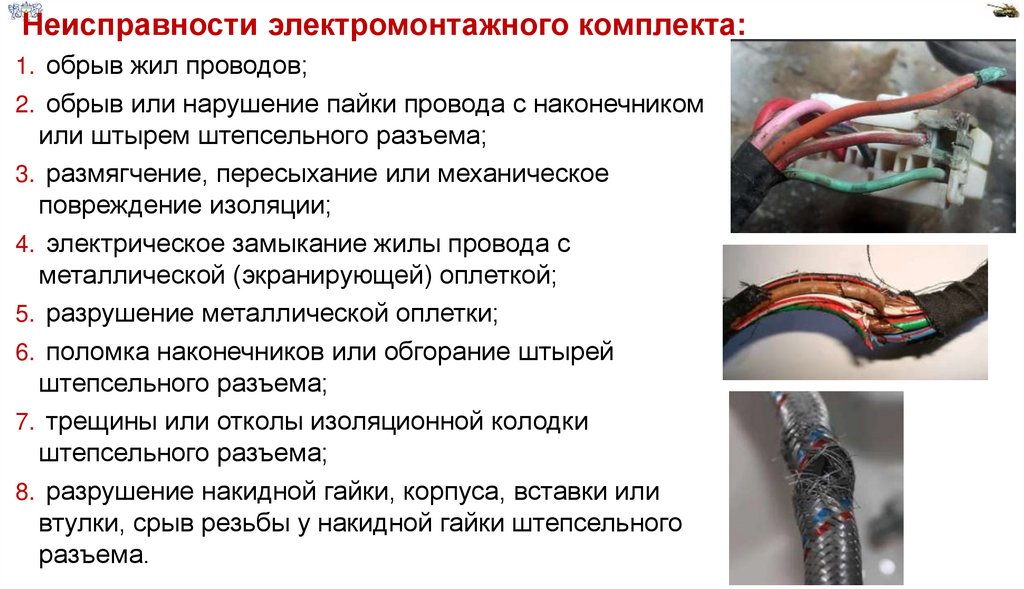
63.
Неисправности электромонтажного комплекта:1. обрыв жил проводов;
2. обрыв или нарушение пайки провода с наконечником
или штырем штепсельного разъема;
3. размягчение, пересыхание или механическое
повреждение изоляции;
4. электрическое замыкание жилы провода с
металлической (экранирующей) оплеткой;
5. разрушение металлической оплетки;
6. поломка наконечников или обгорание штырей
штепсельного разъема;
7. трещины или отколы изоляционной колодки
штепсельного разъема;
8. разрушение накидной гайки, корпуса, вставки или
втулки, срыв резьбы у накидной гайки штепсельного
разъема.
64.
Оценку тех. состояния проводов производят наружным осмотром сприменением мегомметра на 500 В или контрольной лампы.
Сопротивление исправной изоляции должно быть не менее 0.5 МОм.
Обрыв провода определяют мультиметром, мегометром или контрольной
лампой с использованием источника тока рабочего напряжения.
65.
При ремонте электромонтажного комплекта необходимообеспечить:
- надежный электрический контакт в местах соединения
проводников;
- механическую прочность электрического соединения проводов,
изоляции и экрана.
- диэлектрическую надежность изоляции;
- экранирование места соединения, ремонта, повреждения.
66.
Правила ремонта электромонтажного комплекта исоединительных проводов
- Допускается не более 1-го сращивания на 1 м длины провода.
- Провода с поврежденной металлической оплеткой заменяют
новыми или ремонтируют, если оплетка имеет не более одного
разрыва длиной до 50 мм на 1 м длины провода.
- При потере электрической прочности изоляции провода не
ремонтируют, а заменяют новыми.
- При замене дефектного провода сечение, длина и марка нового
провода должны соответствовать дефектному.
- При отсутствии провода требуемого сечения устанавливают
провод сечением на одну ступень выше.
- Дефектные провода, как правило, используют для изготовления
проводов меньшей длины.
67.
Устранение обрыва провода68.
после чего скручивают их плоскогубцами69.
Затем загибают в обратные стороны70.
Скрутки пропаивают припоем ПОС 4071.
Обвертывают изоляционной лентой.Лента должна перекрывать на 10-15 мм
хлорвиниловую изоляцию жилы.
72.
Затем на изоленту накладываютбандаж из прочных х/б ниток,
который должен перекрывать х/б
оплетку на 10-15мм.
Нитяной бандаж пропитывают
шеллачным или бакелитовым
лаком.
73.
Поверх бандажа накладываютвплотную (виток к витку)
проволочный бандаж из мягкой
медной проволоки диаметром 0,30,5 мм.
Проволочный бандаж пропаивают
припоем ПОС 40.
74.
Провода с поврежденной металлической оплеткой- на место разрыва натягивают оплетку, снятую с провода такого же сечения,
и припаивают ее к оплетке ремонтируемого провода.
- оплетку можно восстановить путем постановки проволочного бандажа виток к витку
с последующей припайкой концов бандажа к основной оплетке провода.
75.
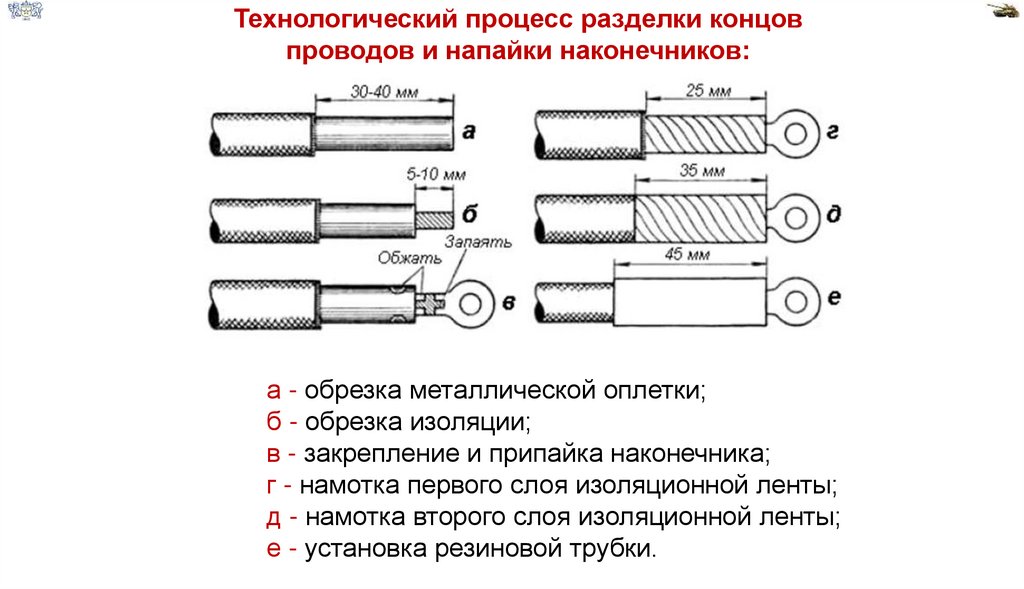
Технологический процесс разделки концовпроводов и напайки наконечников:
а - обрезка металлической оплетки;
б - обрезка изоляции;
в - закрепление и припайка наконечника;
г - намотка первого слоя изоляционной ленты;
д - намотка второго слоя изоляционной ленты;
е - установка резиновой трубки.
76.
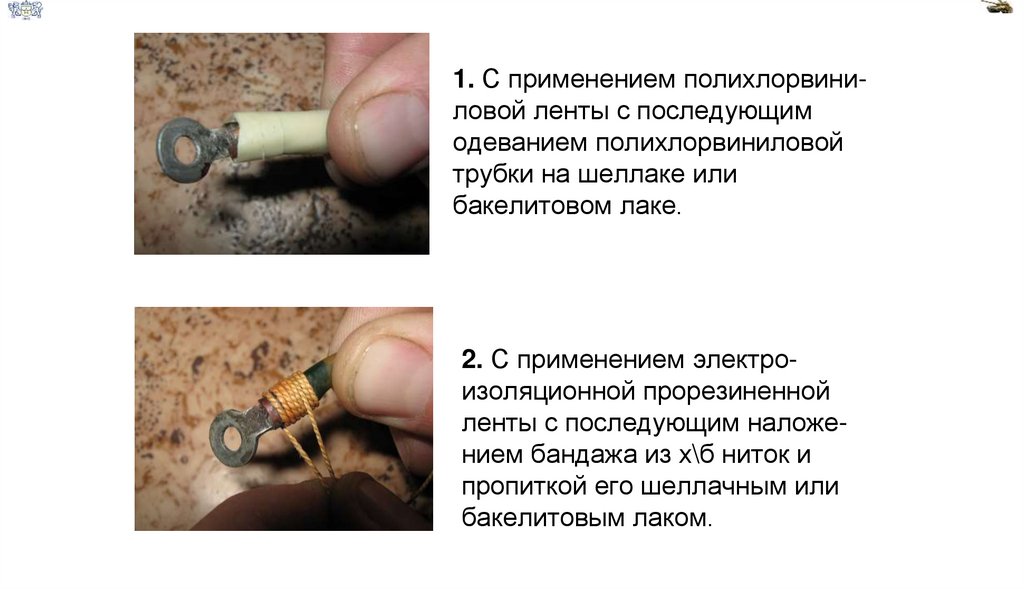
1. С применением полихлорвиниловой ленты с последующимодеванием полихлорвиниловой
трубки на шеллаке или
бакелитовом лаке.
2. С применением электроизоляционной прорезиненной
ленты с последующим наложением бандажа из х\б ниток и
пропиткой его шеллачным или
бакелитовым лаком.