
 Промышленность
ПромышленностьПохожие презентации:


")







Разработка технологического процесса производства сортового проката диаметром 52 мм
1.
Министерство образования Республики БеларусьФилиал БНТУ
«Жлобинский государственный металлургический колледж»
2.
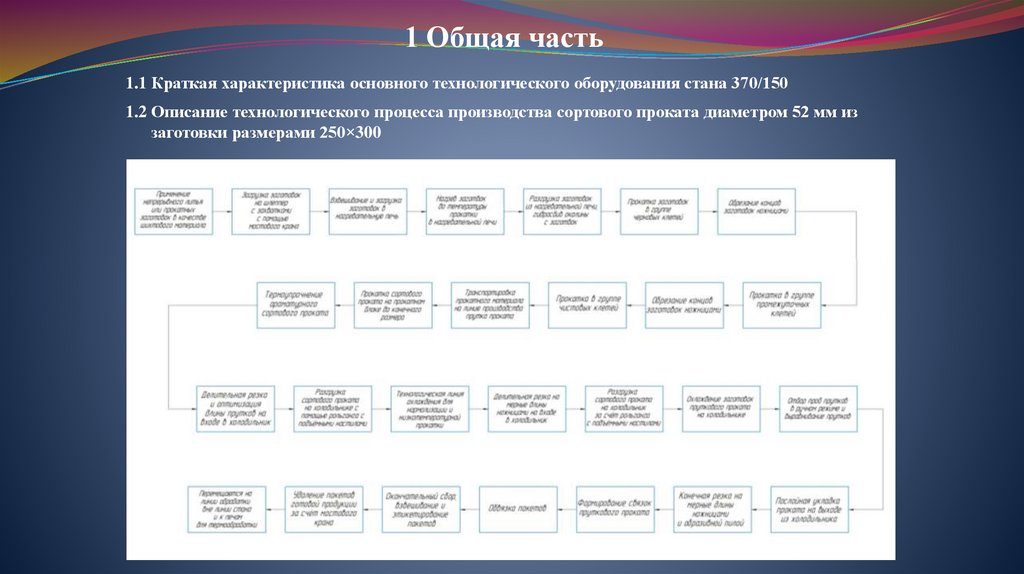
1 Общая часть1.1 Краткая характеристика основного технологического оборудования стана 370/150
1.2 Описание технологического процесса производства сортового проката диаметром 52 мм из
заготовки размерами 250×300
3.
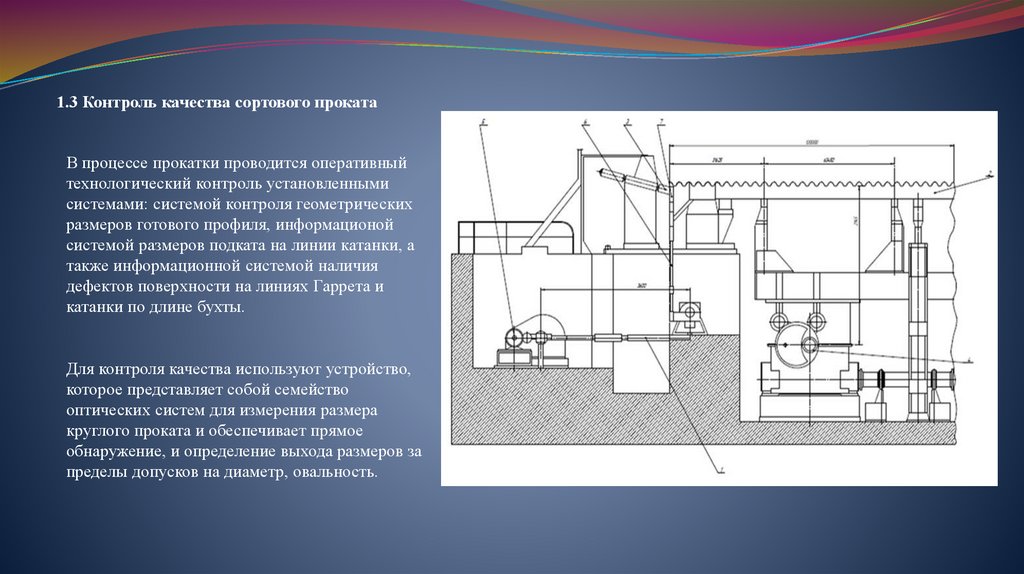
1.3 Контроль качества сортового прокатаВ процессе прокатки проводится оперативный
технологический контроль установленными
системами: системой контроля геометрических
размеров готового профиля, информационой
системой размеров подката на линии катанки, а
также информационной системой наличия
дефектов поверхности на линиях Гаррета и
катанки по длине бухты.
Для контроля качества используют устройство,
которое представляет собой семейство
оптических систем для измерения размера
круглого проката и обеспечивает прямое
обнаружение, и определение выхода размеров за
пределы допусков на диаметр, овальность.
4.
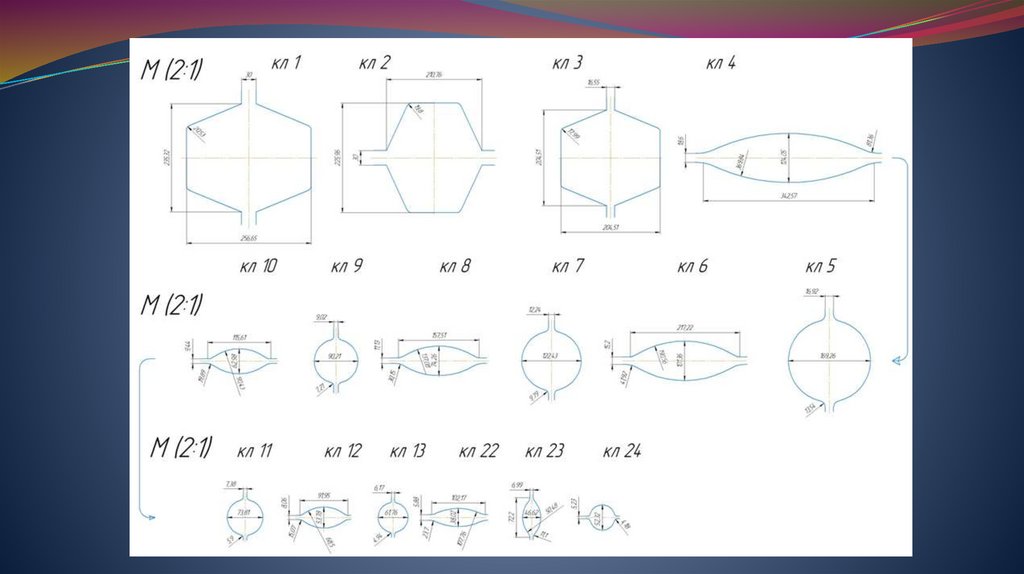
2 Специальная часть2.1 Расчёт калибровки валков
Таблица прокатки
1
F,
мм2
64572,47
d,
мм
–
∆h,
мм
–
∆b,
мм
–
h,
мм
235,32
b,
мм
256,65
Dк,
мм
633,7
s,
мм
30
r,
мм
20,53
υ,
м/с
0,16
1,151
2
50056,18
–
–
–
210,76
225,96
689,4
30
19,80
0,21
1,290
3
40962,51
–
–
–
204,51
204,51
575
16,55
17,99
0,26
1,222
4
29747,65
–
–
45,22
124,05
342,57
744,5
18,60
81,36
0,36
1,377
5
22502,01
169,26
173,31
45,21
–
–
641,5
16,92
13,54
0,47
1,322
6
15412,34
–
–
–
101,36
217,22
686,9
15,20
41,92
0,69
1,460
7
11774,14
122,43
94,79
21,07
–
–
568,4
12,24
9,79
0,9
1,309
8
8187,86
–
–
–
74,26
157,51
708,5
11,13
30,15
0,76
1,438
9
6391,77
90,21
67,3
15,95
–
–
590,8
9,02
7,21
0,97
1,281
10
5097,11
–
–
–
62,98
115,61
609,4
9,44
19,89
1,22
1,254
11
4279,69
73,81
41,8
10,83
–
–
602
7,38
5,9
1,45
1,191
12
3443,04
–
–
–
53,78
91,95
415,6
8,06
15,07
1,8
1,243
13
2996,55
61,76
30,19
7,98
–
102,17
411,2
6,17
4,94
2,07
1,149
22
2719,20
58,84
23,74
8,6
38,02
–
340,5
5,88
23,70
2,28
1,102
23
2356,33
–
–
–
46,62
72,2
331,3
6,99
11,10
2,63
1,154
24
2149,94
52,32
19,88
5,7
–
–
329,9
5,23
4,18
2,88
1,096
λ
5.
6.
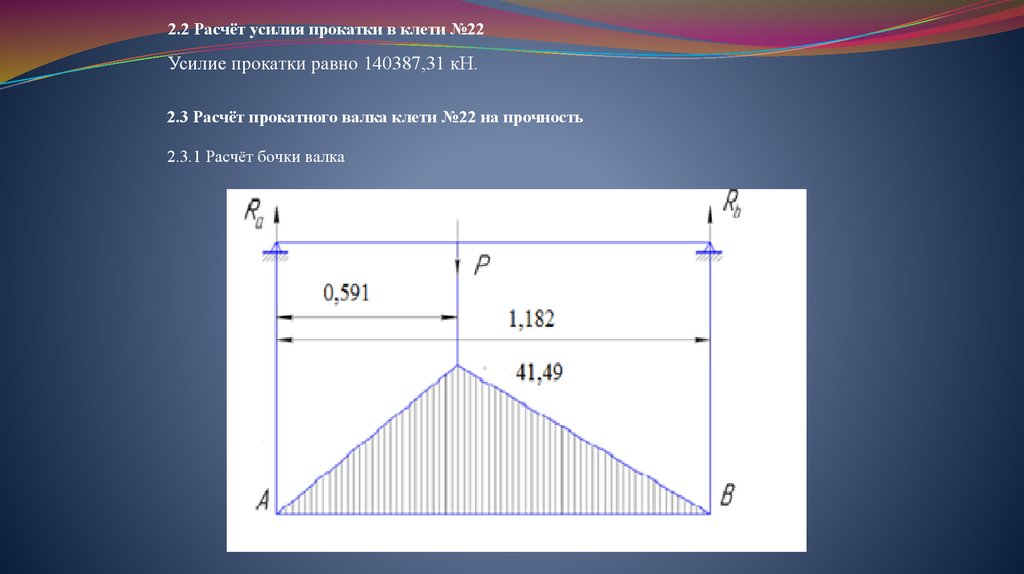
2.2 Расчёт усилия прокатки в клети №22Усилие прокатки равно 140387,31 кН.
2.3 Расчёт прокатного валка клети №22 на прочность
2.3.1 Расчёт бочки валка
7.
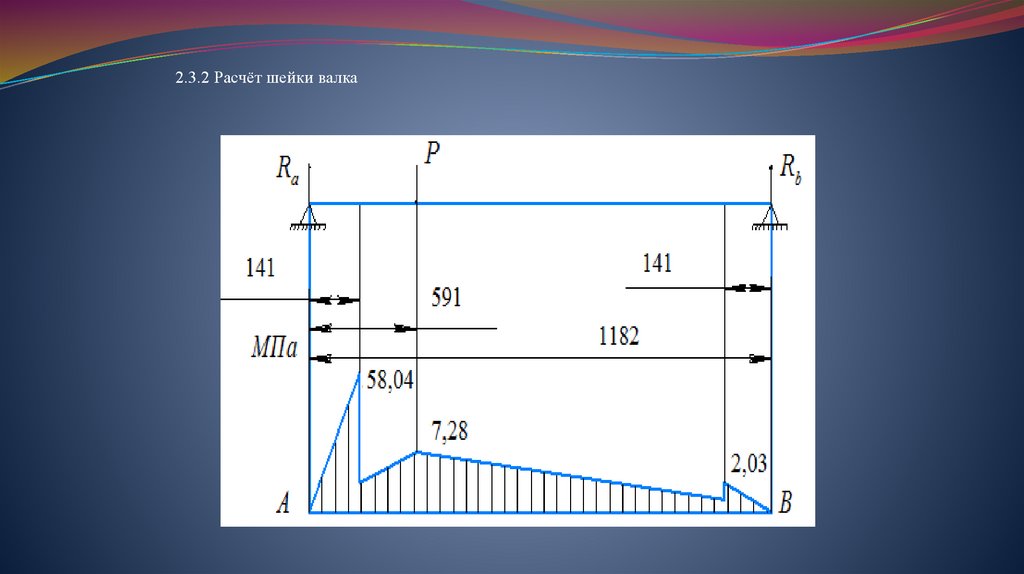
2.3.2 Расчёт шейки валка8.
9.
2.4 Расчёт мощности электродвигателя клети №22Мощность электродвигателя равна 71,57 кВт.
2.5 Расчёт годовой и часовой производительности стана
Годовая производительность стана равна 942800 т/год.
Часовая производительность стана равна 124,71 т/ч.
10.
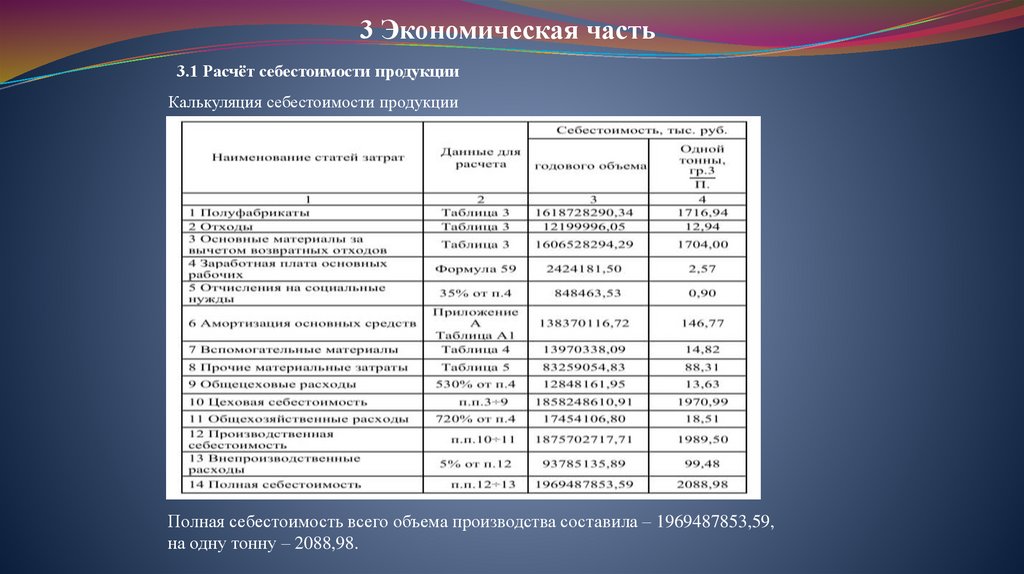
3 Экономическая часть3.1 Расчёт себестоимости продукции
Калькуляция себестоимости продукции
Полная себестоимость всего объема производства составила – 1969487853,59,
на одну тонну – 2088,98.
11.
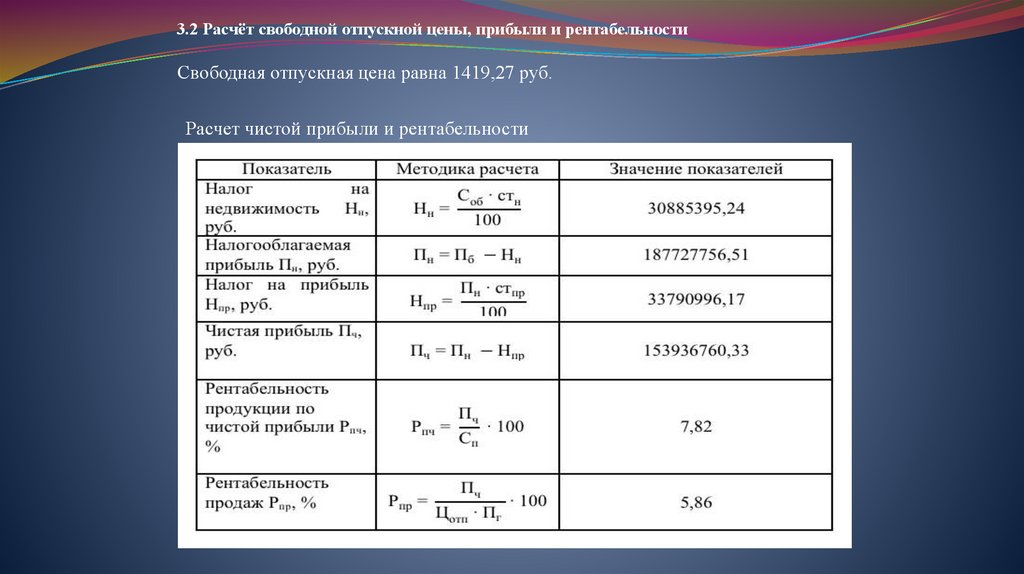
3.2 Расчёт свободной отпускной цены, прибыли и рентабельностиСвободная отпускная цена равна 1419,27 руб.
Расчет чистой прибыли и рентабельности
12.
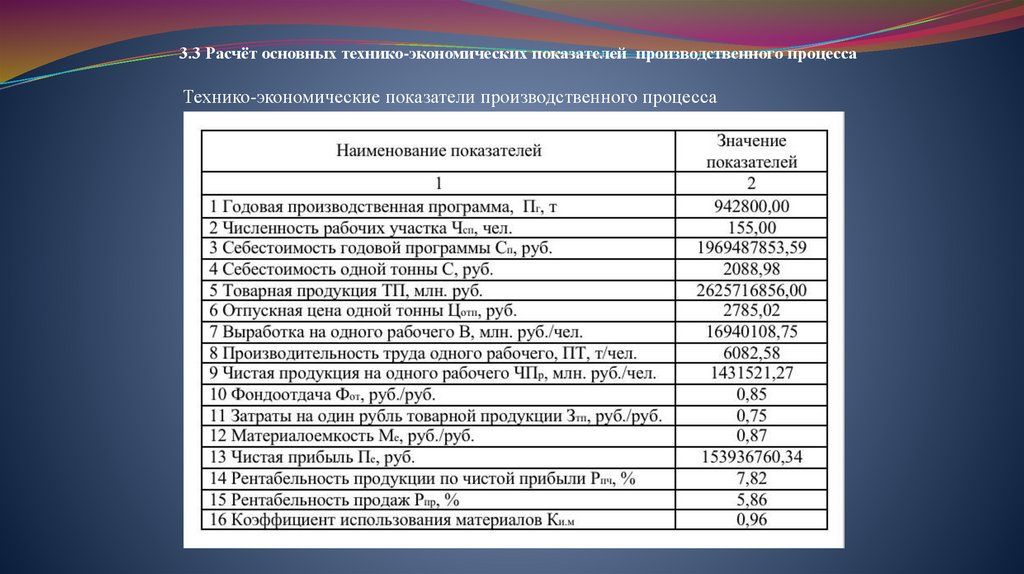
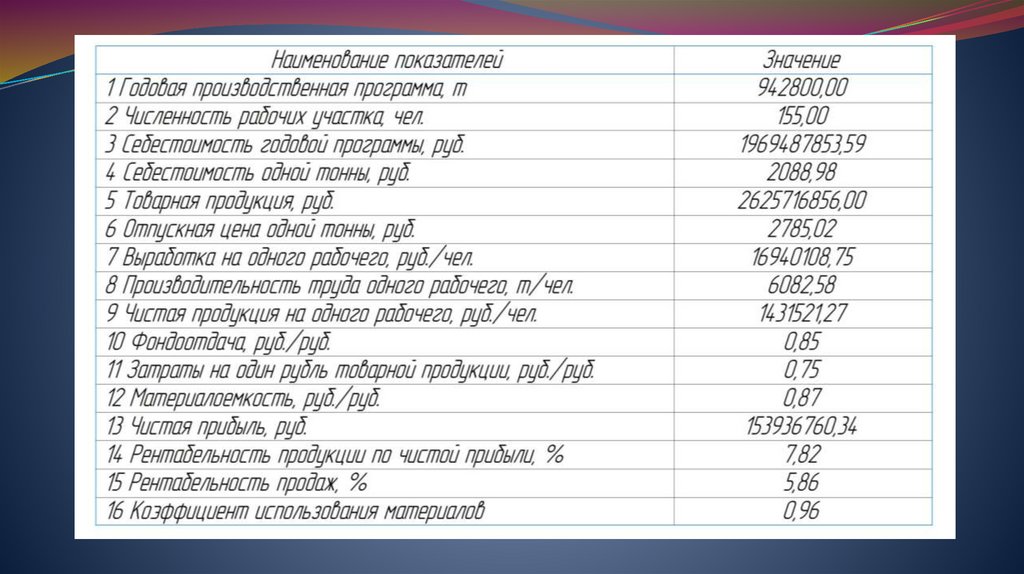
3.3 Расчёт основных технико-экономических показателей производственного процессаТехнико-экономические показатели производственного процесса
13.
14.
4 Мероприятия по охране труда4.1 Санитарно-гигиенические требования к воздуху рабочей зоны. Нормализация
воздушной среды рабочей зоны
4.2 Удушающее действие газа на организм человека
15.
5 Мероприятия по охране окружающей среды5.1 Охрана водного бассейна. Оборотные системы водоснабжения, применяемые в
технологических процессах сортопрокатного цеха. Пожарно-питьевое водоснабжение