
 Строительство
СтроительствоПохожие презентации:










Оптимизация и отработка режимов монтажа кристаллов методом посадки на клей
1.
Оптимизация иотработка режимов
монтажа кристаллов
методом посадки на
клей
Руководитель проекта
Деревянко Т.Ф.
Разработал
Руденков А.Л.
2.
Цель дипломного проектаЦелью данного дипломного проекта является оптимизация
технологического процесса посадки кристаллов в корпус
при помощи клеевого монтажа
3.
Задачи дипломного проектаАнализ методов монтажа кристаллов
Анализ оборудования для монтажа кристаллов
Конструктивные особенности установки посадки на клей
Разработка алгоритма ТП монтажа кристаллов на клей
Анализ методов контроля качества монтажа, основных видов брака
Оптимизация режимов ТП монтажа кристаллов клеевым методом
Отработка режимов и анализ результатов
Энерго- и ресурсосбережение
Охрана труда и окружающей среды
Экономическая часть
4.
Анализ методов монтажакристаллов
Монтаж кристаллов в корпуса или на платы должен обеспечивать
прочное механическое соединение, надежный электрический контакт
и являться хорошим теплоотводом.
Выбор способа монтажа зависит от конструкции, назначения и
условий эксплуатации полупроводниковых приборов и интегральных
микросхем (ИМС).
При монтаже кристаллов используют четыре метода присоединения:
пластмассой, низкотемпературную и эвтектическую пайку, а так же
при помощи теплопроводящих клеев.
5.
Анализ оборудования для монтажакристаллов, конструктивные особенности
Установка Esec 2100хP
Предназначена для посадки кристаллов в корпус при помощи
клеевого метода присоединения.
*габаритный чертеж установки представлен в
графической части на листе 1
Диаметр пластин: 100 – 200мм
Размер рамок: 20 – 30см
Точность монтажа: 20мкм
Время монтажа: 160мс
Габариты установки:
Ширина – 1200мм
Длина – 1600мм
Высота – 1800мм
6.
Разработка алгоритма ТП монтажакристаллов на клей
Алгоритм — это понятие, обозначающее подборку инструкций, которые
необходимо выполнять человеку для того, чтобы решить определенную
задачу.
Алгоритм процесса посадки кристаллов представлен в графической
части на листе 2.
7.
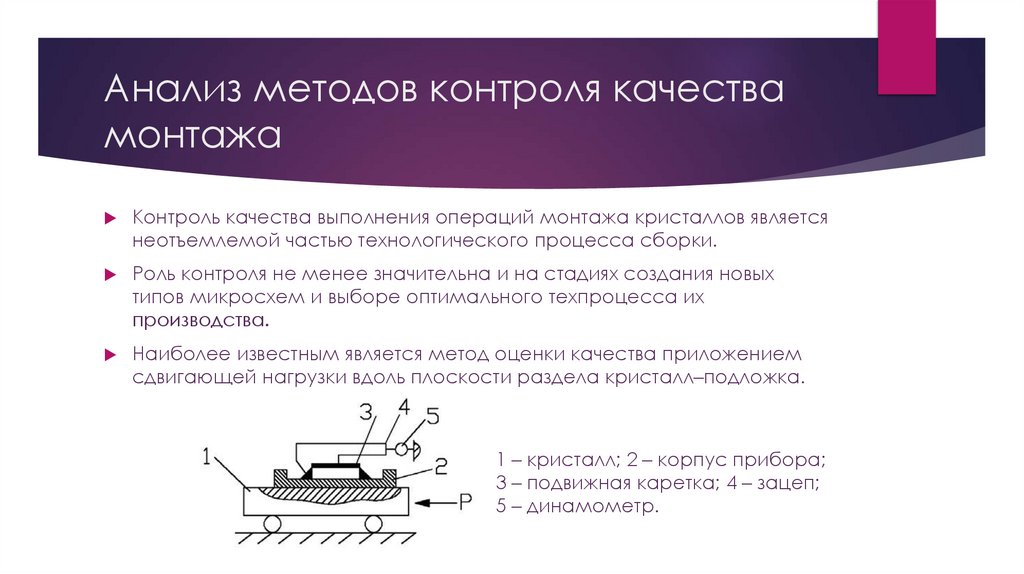
Анализ методов контроля качествамонтажа
Контроль качества выполнения операций монтажа кристаллов является
неотъемлемой частью технологического процесса сборки.
Роль контроля не менее значительна и на стадиях создания новых
типов микросхем и выборе оптимального техпроцесса их
производства.
Наиболее известным является метод оценки качества приложением
сдвигающей нагрузки вдоль плоскости раздела кристалл–подложка.
1 – кристалл; 2 – корпус прибора;
3 – подвижная каретка; 4 – зацеп;
5 – динамометр.
8.
Основные виды бракаК основным дефектам при выполнении операции посадки кристаллов являются:
попадание клея на планарную сторону кристалла;
выход клея за пределы кристаллодержателя;
клей на траверсах;
сколы кристалла;
смещение кристалла за пределы кристаллодержателя;
приподнятый кристалл;
отсутствие кристалла;
замаркированный кристалл, псевдокристалл;
деформация выводной рамки;
царапины и размазывание металлизации.
9.
Мероприятия по предотвращениюбрака
проводить работы по определению исправности установки;
периодически проводить поверку оборудования;
контролировать наличие подключения провода заземления;
проводить контроль сроков хранения материалов;
следовать технологическому процессу;
следовать правилам электронной гигиены.
10.
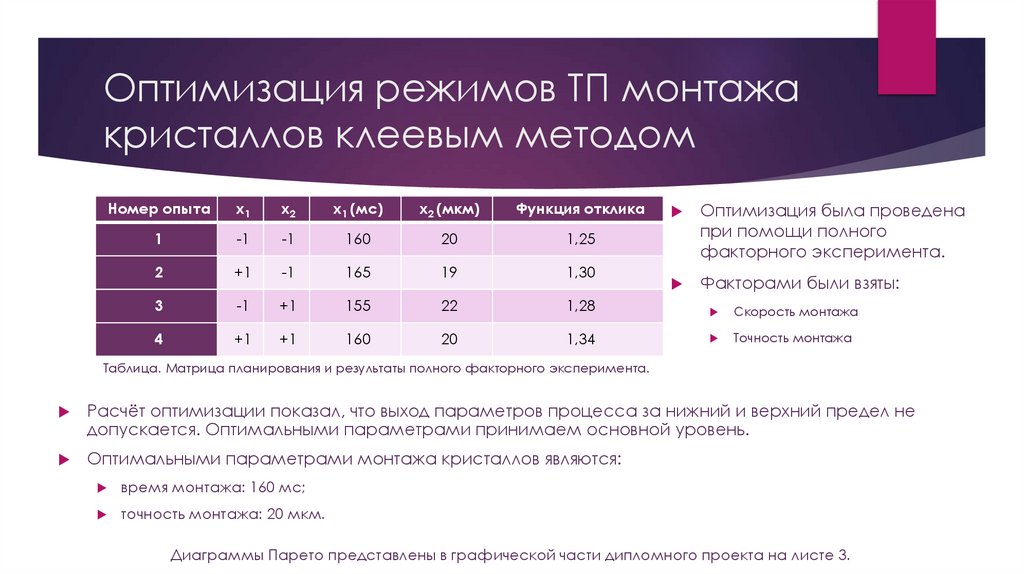
Оптимизация режимов ТП монтажакристаллов клеевым методом
Номер опыта
x1
x2
x1 (мс)
x2 (мкм)
Функция отклика
1
-1
-1
160
20
1,25
2
+1
-1
165
19
1,30
3
-1
+1
155
22
1,28
Скорость монтажа
4
+1
+1
160
20
1,34
Точность монтажа
Оптимизация была проведена
при помощи полного
факторного эксперимента.
Факторами были взяты:
Таблица. Матрица планирования и результаты полного факторного эксперимента.
Расчёт оптимизации показал, что выход параметров процесса за нижний и верхний предел не
допускается. Оптимальными параметрами принимаем основной уровень.
Оптимальными параметрами монтажа кристаллов являются:
время монтажа: 160 мс;
точность монтажа: 20 мкм.
Диаграммы Парето представлены в графической части дипломного проекта на листе 3.
11.
Отработка режимов и анализрезультатов
Монтаж кристаллов в корпуса с помощью клеев получил широкое распространение
при сборке приборов, что объясняется рядом преимуществ клеевых соединений.
Склеиванием соединяют разнородные материалы, включая тугоплавкие и хрупкие,
электропроводящие и диэлектрики. Свойства и структура материалов при склеивании не
изменяются, швы получаются герметичные с равномерно распределенными остаточными
напряжениями, при этом их величина в ряде случаев намного меньше напряжений,
возникающих при пайке. Технология склеивания проста, не трудоемка и производительна,
легко поддается автоматизации.
К недостаткам клеевых соединений следует отнести сравнительно низкую стойкость при
повышенных температурах, пониженную прочность при неравномерном отрыве,
необходимость применения давления, дефицитность, а также токсичность
составляющих клеевых композиций, газовыделение.
12.
Энерго- и ресурсосбережениеВ ходе разработки данного дипломного проекта были рассмотрены виды
используемых энергоресурсов, энергоёмкость оборудования, а также
использование вторичных энергоресурсов и отходов производства.
Основными видами используемых энергоресурсов на участке «Интес» является
электроэнергия. Подход к экономии электроэнергии основан на
использовании энергосберегающих технологий, которые призваны увеличить
экономию электроэнергии.
13.
Охрана труда и окружающейсреды
В разделе охраны труда и окружающей среды были рассмотрены такие вопросы как:
правовые, нормативные, социально-экономические и организационные вопросы охраны
труда;
анализ выполнения требований охраны труда к устройству и содержанию организации, цехов;
анализ выполнения требований безопасности к производственному оборудованию и рабочим
местам;
обеспечение электробезопасности;
анализ соблюдения требований производственной санитарии;
обеспечение пожарной безопасности;
обеспечение охраны окружающей среды.
14.
Экономическая частьВ экономической части дипломного проекта были произведены расчёты:
основных материалов;
вспомогательных материалов;
основной заработной платы;
дополнительной заработной платы;
отчислений на социальные нужды;
коммерческих расходов;
полной себестоимости;
годового экономического эффекта.
В результате расчета получен годовой экономический эффект, составивший 11 155,2
рублей.
Условно-годовая экономия от снижения брака составила 6 305,24 рублей за счет
повышения воспроизводимости процесса и процента выхода годных, оптимизированного
технологического процесса.