













 Промышленность
ПромышленностьПохожие презентации:








")

Классификация машиностроительных производств
1.
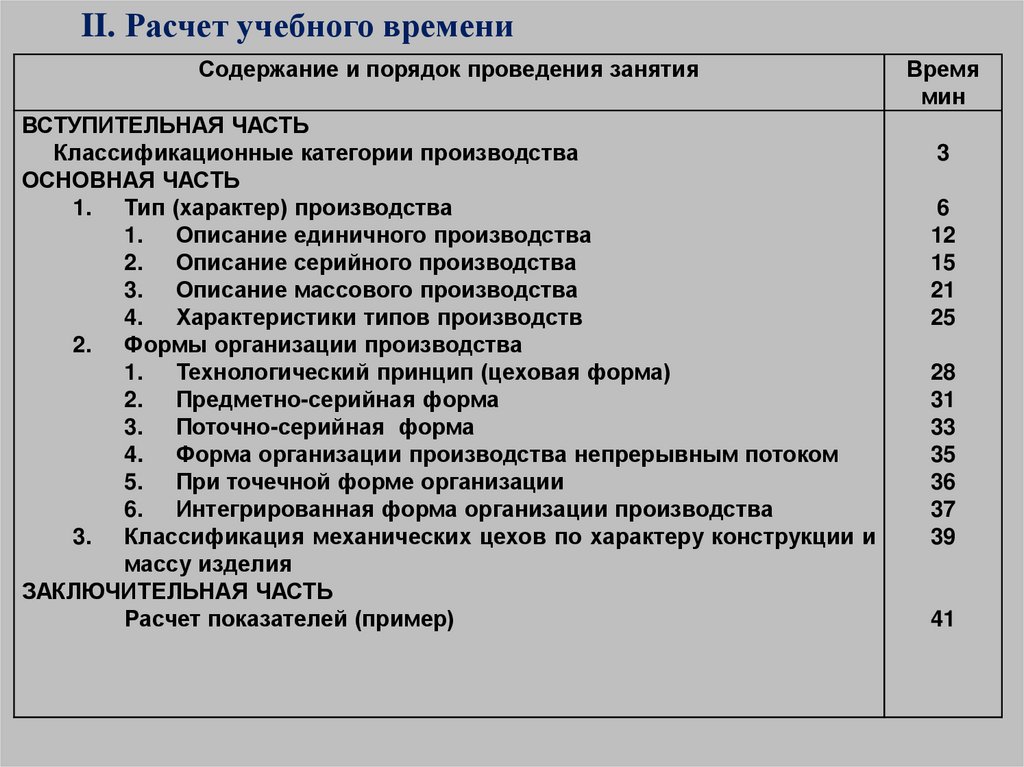
II. Расчет учебного времениСодержание и порядок проведения занятия
ВСТУПИТЕЛЬНАЯ ЧАСТЬ
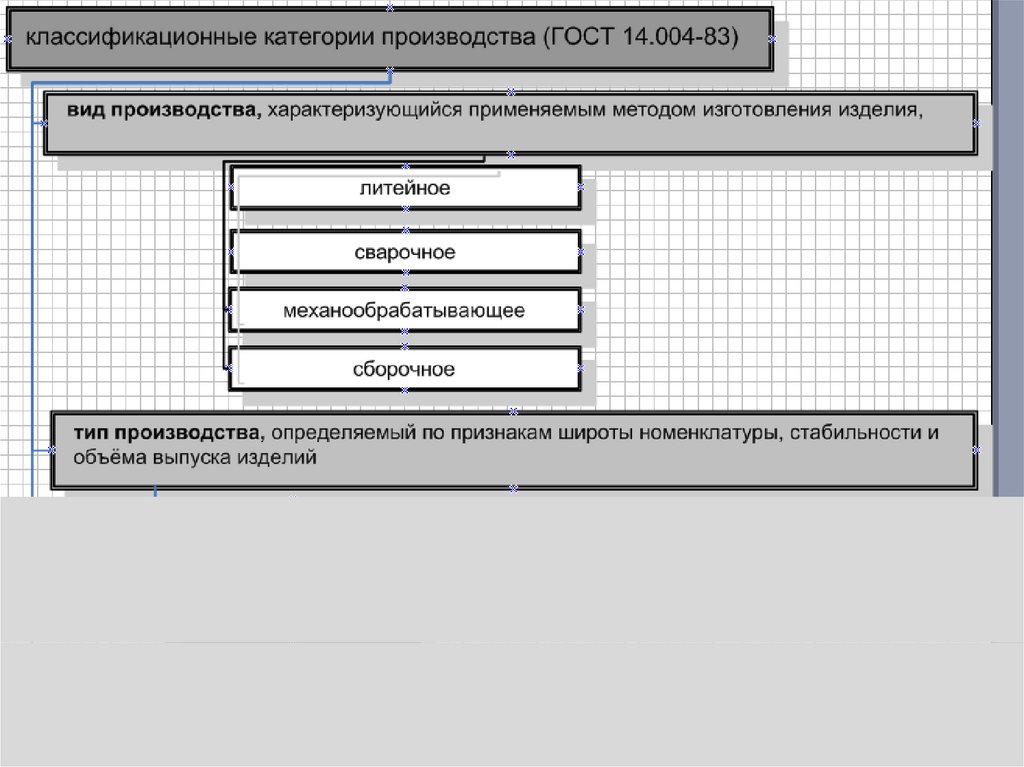
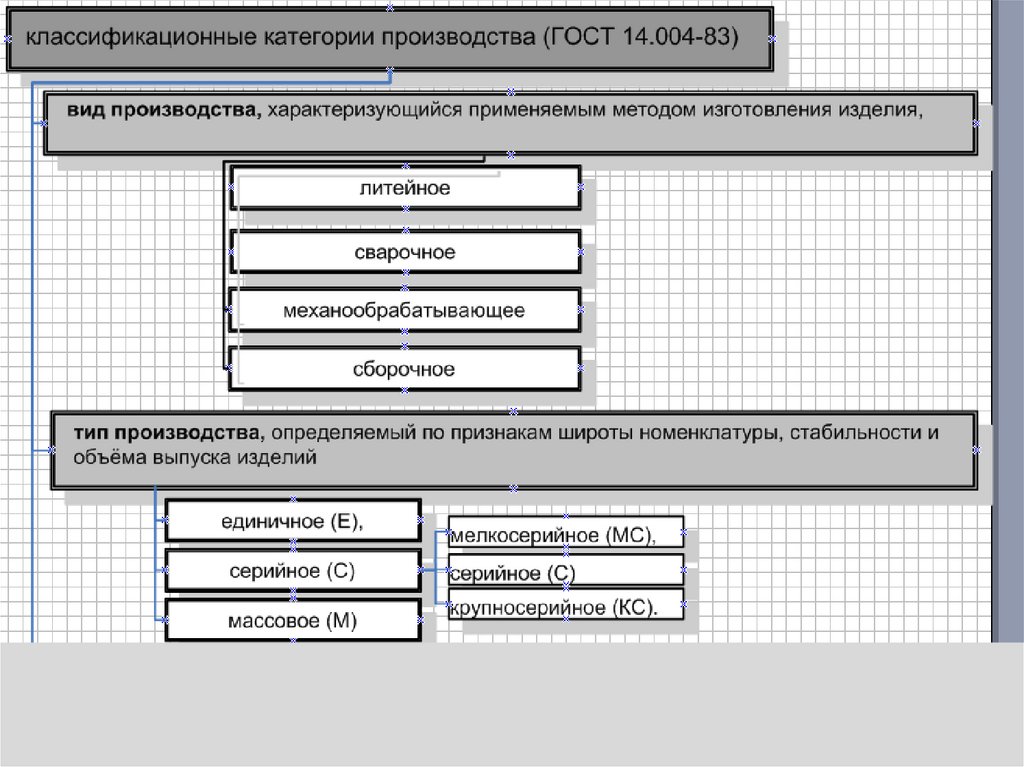
Классификационные категории производства
ОСНОВНАЯ ЧАСТЬ
1. Тип (характер) производства
1. Описание единичного производства
2. Описание серийного производства
3. Описание массового производства
4. Характеристики типов производств
2. Формы организации производства
1. Технологический принцип (цеховая форма)
2. Предметно-серийная форма
3. Поточно-серийная форма
4. Форма организации производства непрерывным потоком
5. При точечной форме организации
6. Интегрированная форма организации производства
3. Классификация механических цехов по характеру конструкции и
массу изделия
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ
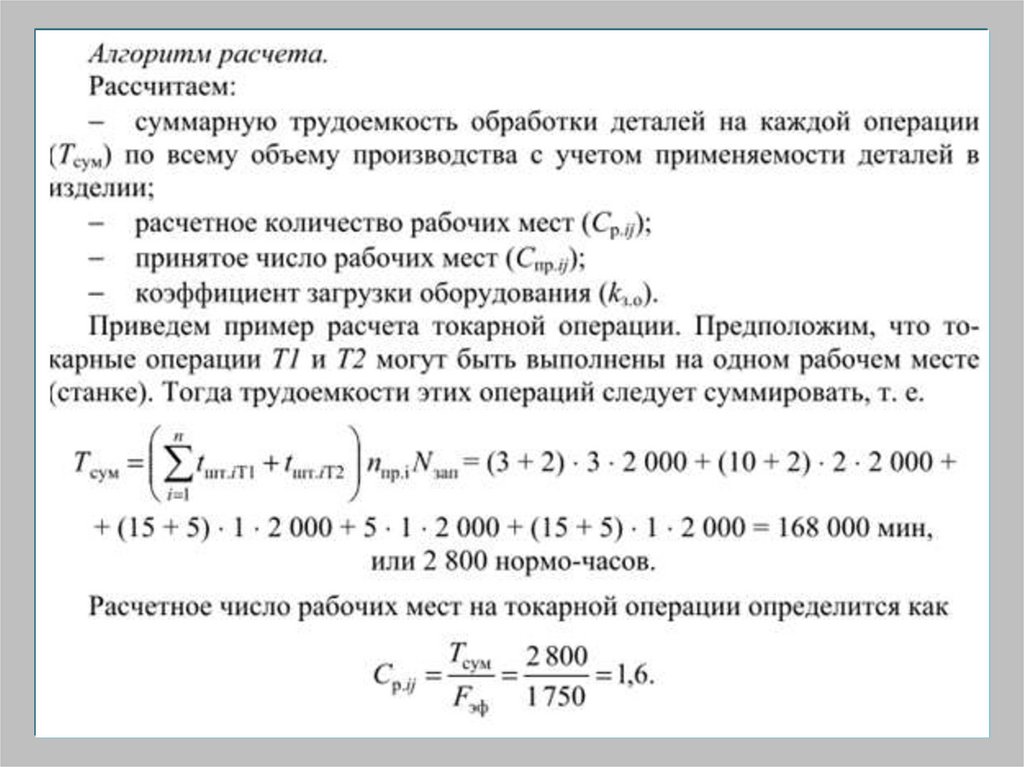
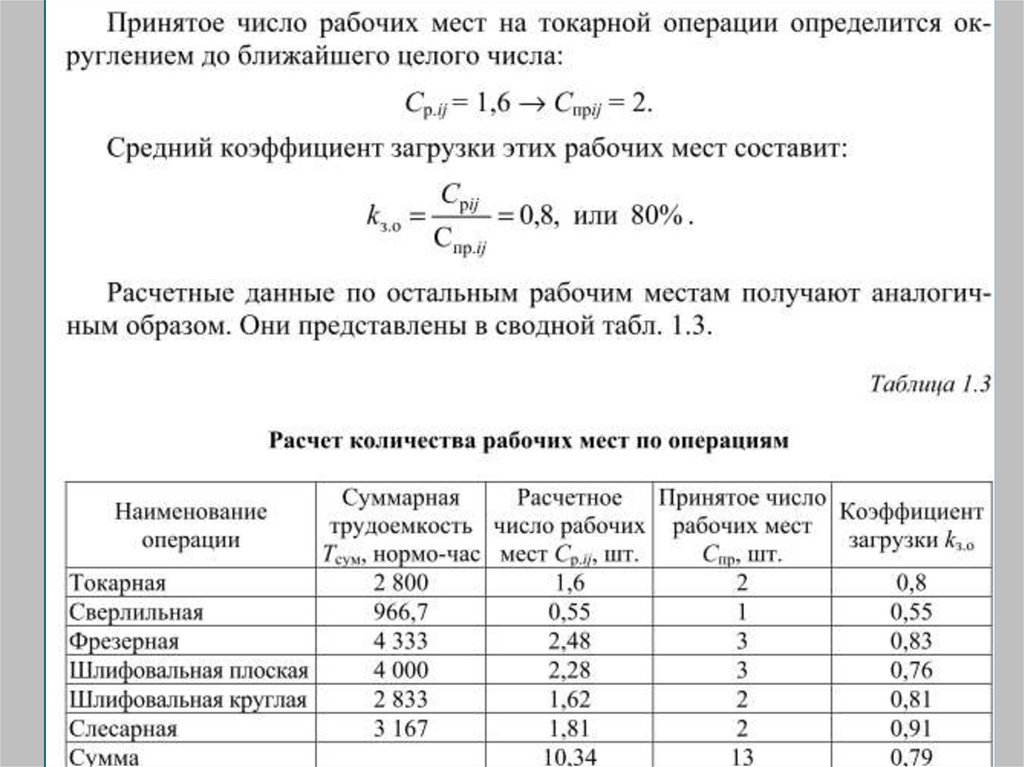
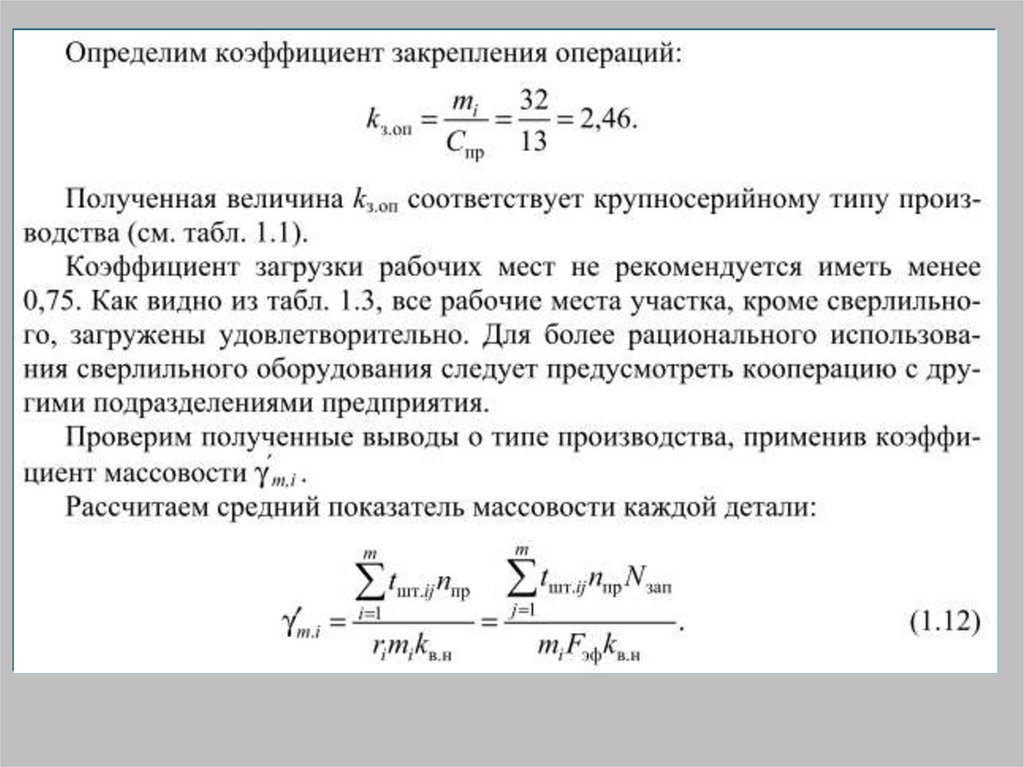
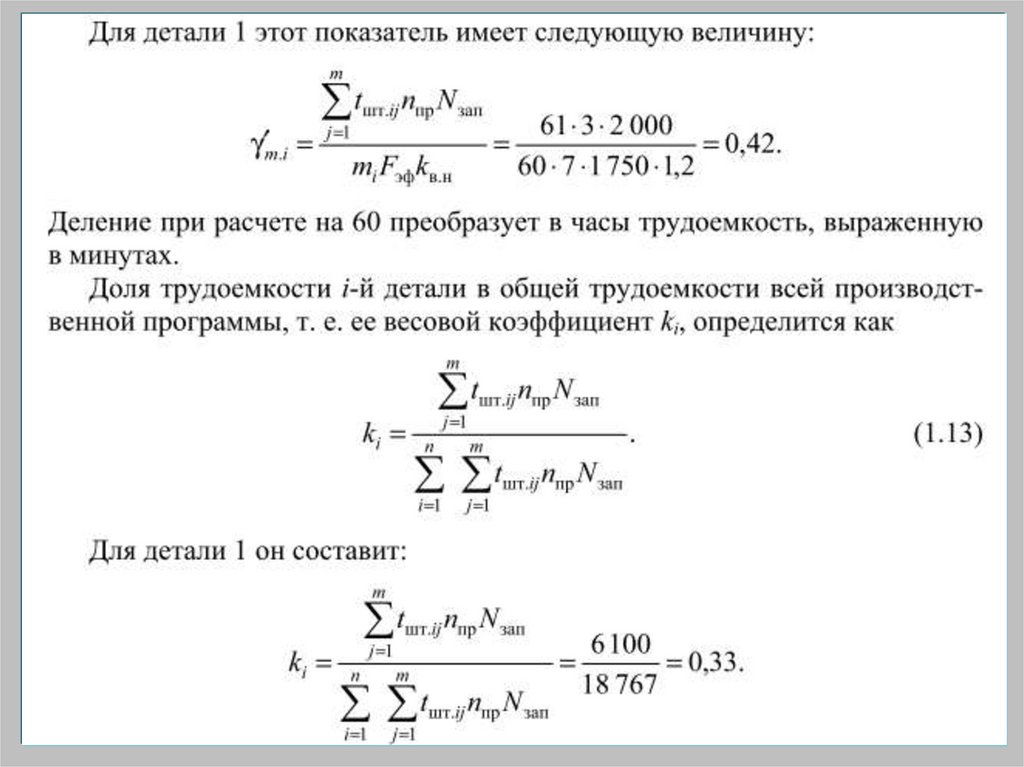
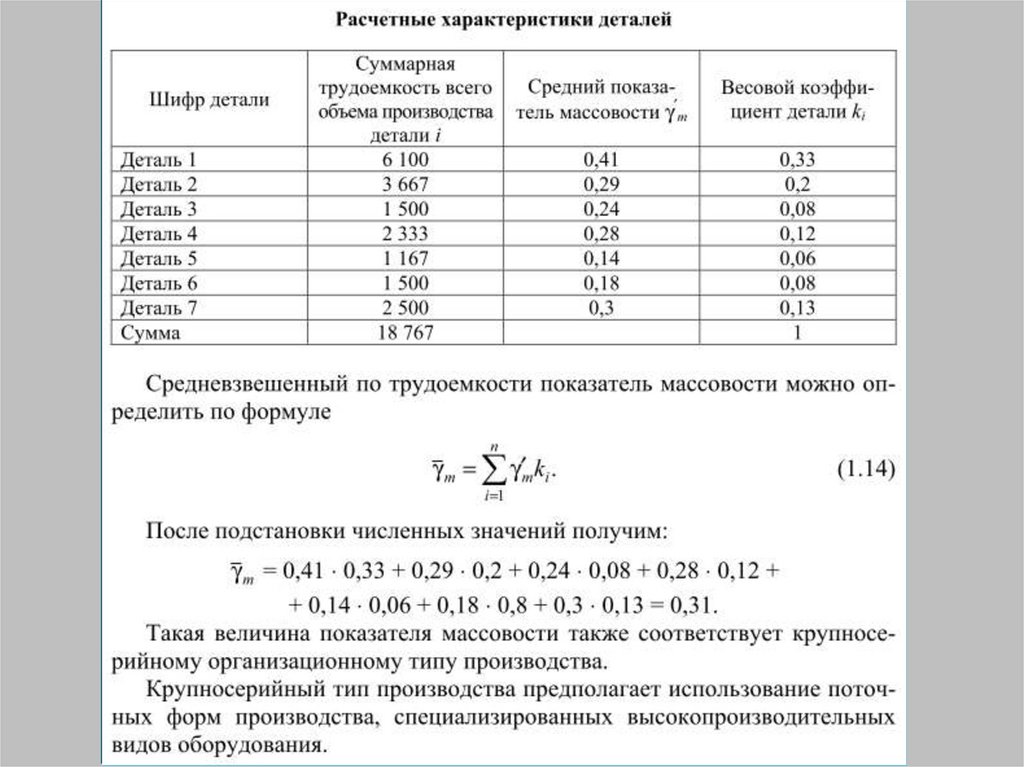
Расчет показателей (пример)
Время
мин
3
6
12
15
21
25
28
31
33
35
36
37
39
41
2.
Классификация машиностроительныхпроизводств
3.
34.
45.
56.
67.
ГОСТ 14.312-747
8.
Тип производства– комплексная характеристика технических,
организационных и экономических особенностей
производства, обусловленных
степенью специализации,
сложностью и устойчивостью изготовляемой номенклатуры,
размером и повторяемостью выпуска продукции.
9.
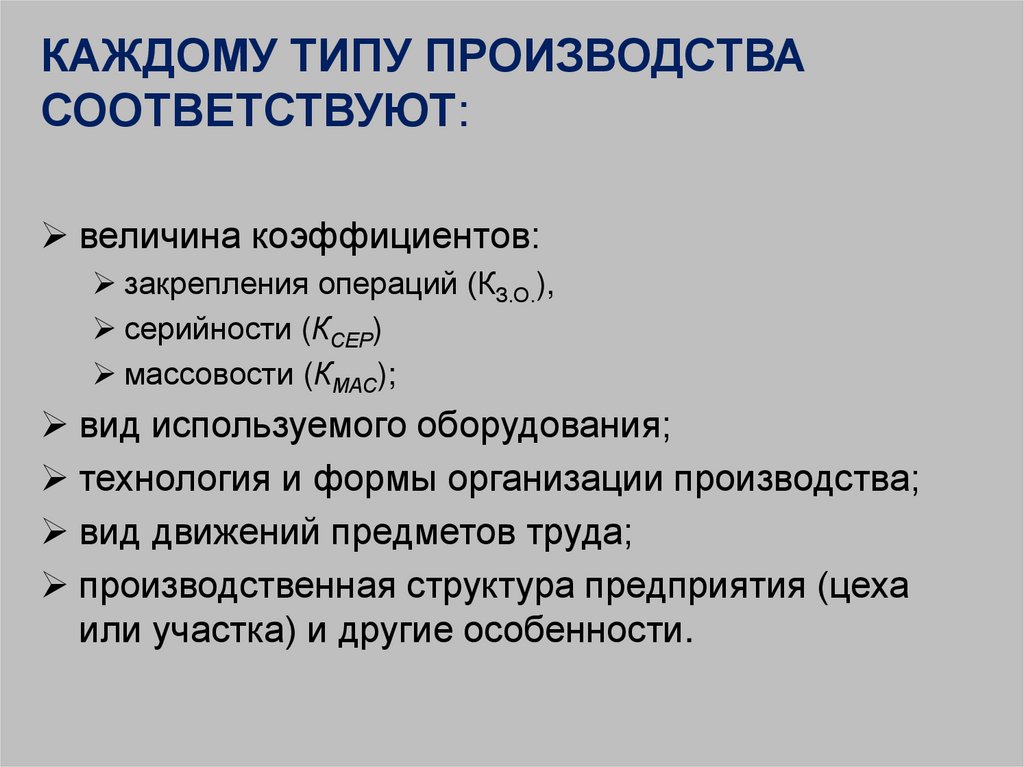
КАЖДОМУ ТИПУ ПРОИЗВОДСТВАСООТВЕТСТВУЮТ:
величина коэффициентов:
закрепления операций (КЗ.О.),
серийности (КСЕР)
массовости (КМАС);
вид используемого оборудования;
технология и формы организации производства;
вид движений предметов труда;
производственная структура предприятия (цеха
или участка) и другие особенности.
10.
Основным показателем, характеризующим типпроизводства, является коэффициент закрепления
операций (Кз.о.).
В соответствии с ГОСТ 3.1121-84 значение коэффициента
закрепления операций принимается для планового
периода, равного одному месяцу, и определяется по
формуле
К з.о.
О
,,
р
где ∑О – число различных технологических операций,
выполняемых в течение месяца на одном рабочем месте ;
∑р – число рабочих мест (станков) участка или цеха.
11.
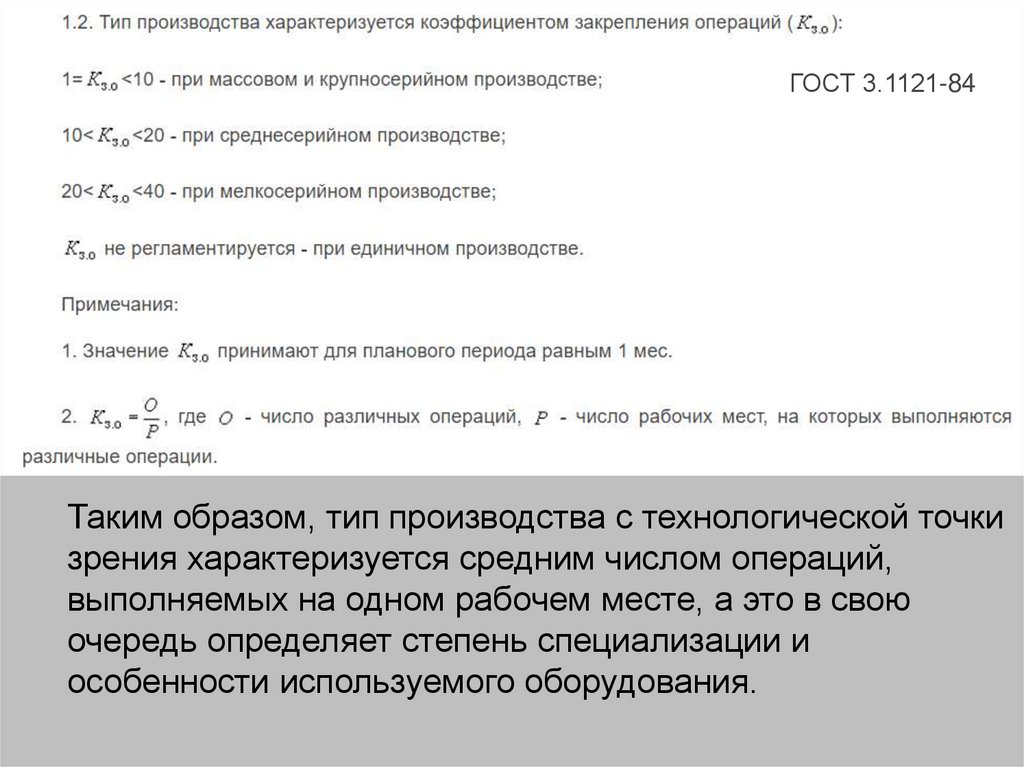
ГОСТ 14004-83 рекомендует следующие значенияКз.о.
ГОСТ 3.1121-84
в зависимости от типа производства:
Кз.о. > 40
– единичное производство;
20< Кз.о. ≤40 – мелкосерийное производство;
10< Кз.о. ≤20 – среднесерийное производство;
1< Кз.о. ≤10
– крупносерийное производство;
Кз.о. = 1
– для массового производства.
Таким образом, тип производства с технологической точки
зрения характеризуется средним числом операций,
выполняемых на одном рабочем месте, а это в свою
очередь определяет степень специализации и
особенности используемого оборудования.
12.
В пределах одного цеха на разных участках могутбыть различные типы производства. Это обусловлено
различием продолжительности операций
технологического процесса изготовления деталей,
обрабатываемых на участке.
К примеру, изготовление базовых деталей станка может быть
организовано по принципу крупносерийного или массового
производства, в то же время изготовление деталей типа тел
вращения (валы, зубчатые колеса, фланцы и т.д.) будет иметь
среднесерийное или даже мелкосерийное производство.
Это
связано с тем, что трудоемкость (чел. часы) изготовления базовых
деталей в десятки раз выше трудоемкости изготовления деталей
типа тел вращения.
Тип производства цеха или завода в целом
устанавливают в зависимости от типа производства,
характерного для участков с наибольшим числом
рабочих мест.
13.
Единичный тип производствахарактеризуется широкой номенклатурой изделий и выпуском
малых партий одинаковых изделий, повторное изготовление которых,
как правило, не предусматривается.
Изделия
выпускаются
на
рабочих
местах,
не
имеющих
определённой специализации (Пример: Пензхиммаш).
При этом на каждом участке, рабочем месте выполняются
различные работы. Это препятствует специализации рабочих мест,
требует применения универсального оборудования с постоянными
переналадками, с набором разнообразного инструмента, что снижает
производительность труда.
Организация производства в условиях единичного производства
имеет свои особенности и ввиду разнообразия изготавливаемых
изделий, порядка и способов их обработки производственные участки
строятся по технологическому принципу.
14.
Единичное производствоВеличина коэффициентов – КЗ.О. не регламентируется (много операций
на одном рабочем месте не имеющем определённой специализации);
Вид используемого оборудования – универсальное и оснастка,
обеспечивающая изготовление деталей широкой номенклатуры;
Технология и формы организации производства –технологические
процессы разрабатываются укрупнено в виде маршрутных карт на
обработку деталей по каждому заказу, цеха специализированы по
технологическому принципу с расстановкой оборудования по
однородным группам;
Вид движений предметов труда – последовательный, при этом
накапливаются большие запасы материалов;
Производственная структура предприятия – сложная;
Структура себестоимости изделий отличается высокой долей затрат
на заработную плату.
15.
Единичное производствоОсновные возможности улучшения технико-экономических
показателей единичного производства связаны
с приближением его по технико-организационному уровню
к серийному производству:
o сужение номенклатуры изготовляемых деталей;
o унификация деталей и узлов;
o увеличение партий деталей;
o группирование близких по конструкции и порядку
изготовления деталей.
16.
Серийное производствоспециализируется на изготовлении ограниченной
номенклатуры изделий сравнительно небольшими
объемами и повторяющиеся через определенное
время партиями (сериями) (Пример:
самолётостроительные, моторостроительные заводы).
В зависимости от числа закрепляемых за каждым рабочим
местом операций, регулярности повторения партий
изделий и их размера различают:
1. Мелкосерийный тип;
2. Среднесерийный тип;
3. Крупносерийный тип.
17.
1. Мелкосерийное производствопо описанию тяготит к единичному типу производства:
изделия выпускаются малыми сериями широкой
номенклатуры, повторяемость изделий в программе завода
либо отсутствует, либо нерегулярна, а размеры серий
неустойчивы.
Величина коэффициентов – КЗ.О. = 20…40
(КСЕР > 20; КМАС < 1);
Вид используемого оборудования – универсальное и
специальное оборудование.
18.
1. Мелкосерийное производствоТехнология и формы организации производства – цеха
специализированы по технологическому принципу; цехи,
как правило, имеют в своём составе предметно-замкнутые
участки, на которых оборудование расставляется по ходу
типового технологического процесса, предметная
специализация участков обуславливает целесообразность
обработки партии деталей параллельно на нескольких
станках, выполняющих следующие друг за другом операции;
Вид движений предметов труда – последовательный
однако, становится возможной параллельнопоследовательная организация производственного процесса;
Производственная структура предприятия – сложная.
19.
2. Среднесерийное производствоизделия выпускаются довольно крупными сериями
ограниченной номенклатуры; серии повторяются с известной
регулярностью по периоду запуска и числу изделий в партии
Величина коэффициентов – КЗ.О. = 10…20
(КСЕР = 20; КМАС < 1)
Вид используемого оборудования – универсальное и
специальное;
Технология и формы организации производства –
заготовительные цеха специализированы по технологическому
принципу,
в механосборочных - создаются предметно-замкнутые участки;
Вид движений предметов труда – параллельнопоследовательный;
Производственная структура предприятия – развитая.
20.
2. Среднесерийное производствоВ среднесерийного производстве, по сравнению с
единичным производством, изделия обрабатываются с
меньшими перерывами, что снижает объёмы
незавершённого производства.
С точки зрения организации основным резервом роста
производительности труда в серийном производстве
является внедрение методов поточного производства.
21.
3. Крупносерийное производствотяготеет к массовому. Изделия производятся крупными
сериями ограниченной номенклатуры, а основные и
важнейшие изделия выпускаются непрерывно и постоянно
Величина коэффициентов – КЗ.О. = 2…10
(КСЕР = 10; КМАС < 1);
Вид используемого оборудования – преимущественно
специальное;
Технология и формы организации производства –
заготовительные цеха специализированы по
технологическому принципу, обрабатывающие и
сборочные цеха - по предметному принципу;
Вид движений предметов труда – параллельнопоследовательный, параллельный;
Производственная структура предприятия – простая
22.
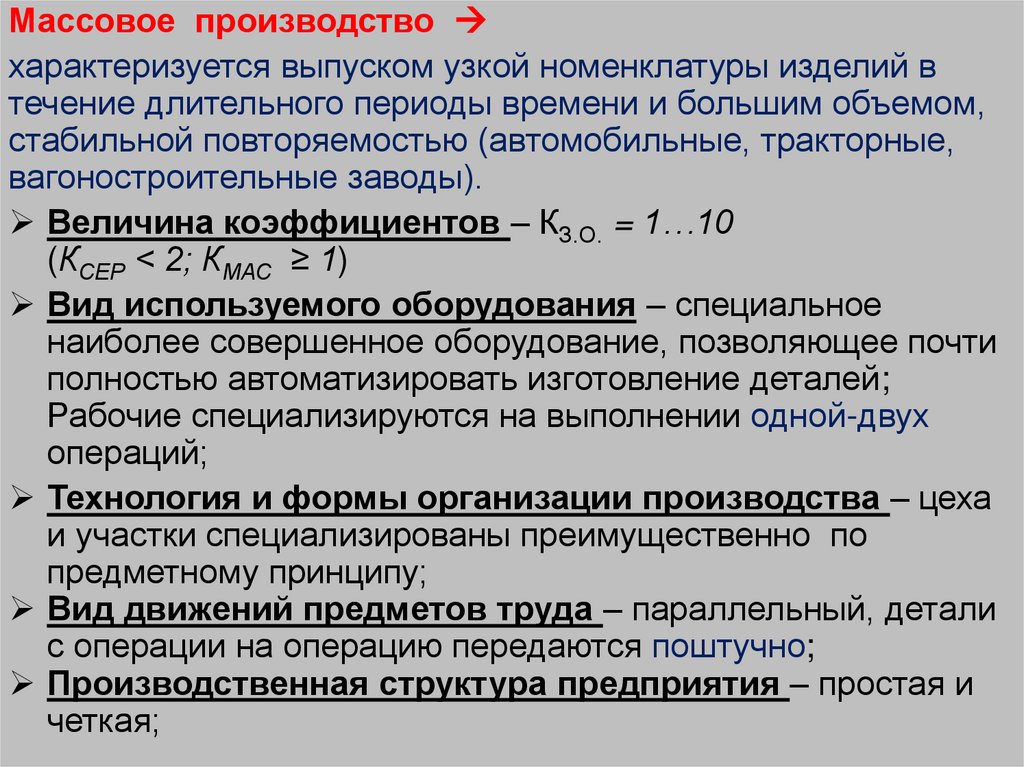
Массовое производствохарактеризуется выпуском узкой номенклатуры изделий в
течение длительного периоды времени и большим объемом,
стабильной повторяемостью (автомобильные, тракторные,
вагоностроительные заводы).
Величина коэффициентов – КЗ.О. = 1…10
(КСЕР < 2; КМАС ≥ 1)
Вид используемого оборудования – специальное
наиболее совершенное оборудование, позволяющее почти
полностью автоматизировать изготовление деталей;
Рабочие специализируются на выполнении одной-двух
операций;
Технология и формы организации производства – цеха
и участки специализированы преимущественно по
предметному принципу;
Вид движений предметов труда – параллельный, детали
с операции на операцию передаются поштучно;
Производственная структура предприятия – простая и
четкая;
23.
Массовое производствоОсуществление постоянного контроля состояния
режущего инструмента, приспособлений, оборудования –
одно из условий обеспечения непрерывности процесса
производства, без которого неизбежно нарушается
ритмичность работы на участках и в цехах;
Необходимость поддержания заданного ритма во всех
звеньях производства;
Обеспечивает наиболее полное использование
оборудования, высокий уровень производительности труда,
самую низкую себестоимость изготовления продукции.
24.
Характеристики типов производствФакторы
Номенклатура изготавливаемых
изделий
Повторяемость выпуска
продукции
Объем выпуска
Тип производства
единичное
серийное
Неограниченная
номенклатура
деталей,
изготовляемых по
заказу
Ограниченная
Широкая номенклатура
номенклатура деталей,
деталей, изготовляемых
изготовляемых в больших
партиями
количествах
Отсутствует
Периодическая
Постоянная
Малый
Средний
Устанавливается
ограниченное число
операций
Большой
Закрепление операций за
рабочими местами
Отсутствует
Применяемое оборудование
Универсальное
Применяемые инструмент и
оснастка
Квалификация рабочих
Себестоимость продукции
Универсальные
Высокая
Высокая
массовое
Одна-две операции на
станок
Универсальное
В основном специальное
+специальное (частично)
Универсальные
+специальные
Средняя
Средняя
В основном специальные
В основном низкая
Низкая
Технологическая по
Производственная
группам однородных
специализация цехов и участков
станков
Смешанная по группам
для обработки
конструктивно и
технологически
однородных деталей
Предметная - по ходу
технологического
процесса обработки
деталей
Передача предметов труда с
операции на операцию
Параллельнопоследовательная
Параллельная
Последовательная
25.
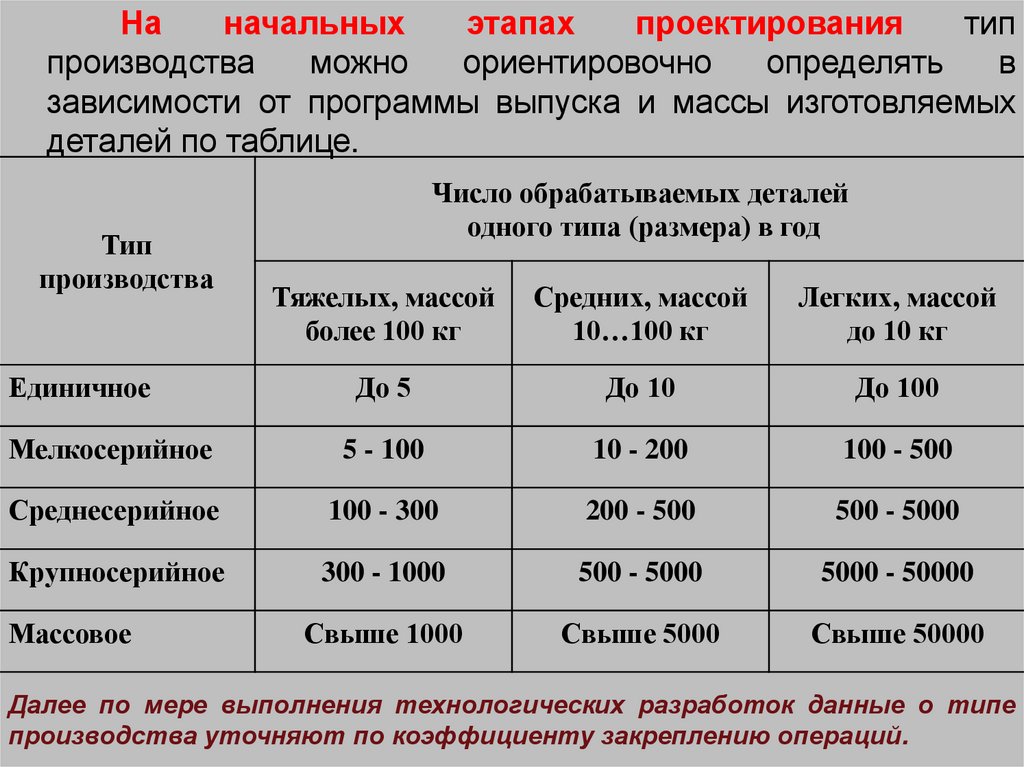
Наначальных
этапах
проектирования
тип
производства
можно
ориентировочно
определять
в
зависимости от программы выпуска и массы изготовляемых
деталей по таблице.
Тип
производства
Число обрабатываемых деталей
одного типа (размера) в год
Тяжелых, массой
более 100 кг
Средних, массой
10…100 кг
Легких, массой
до 10 кг
Единичное
До 5
До 10
До 100
Мелкосерийное
5 - 100
10 - 200
100 - 500
Среднесерийное
100 - 300
200 - 500
500 - 5000
Крупносерийное
300 - 1000
500 - 5000
5000 - 50000
Массовое
Свыше 1000
Свыше 5000
Свыше 50000
Далее по мере выполнения технологических разработок данные о типе
производства уточняют по коэффициенту закреплению операций.
26.
Формы организации производства27.
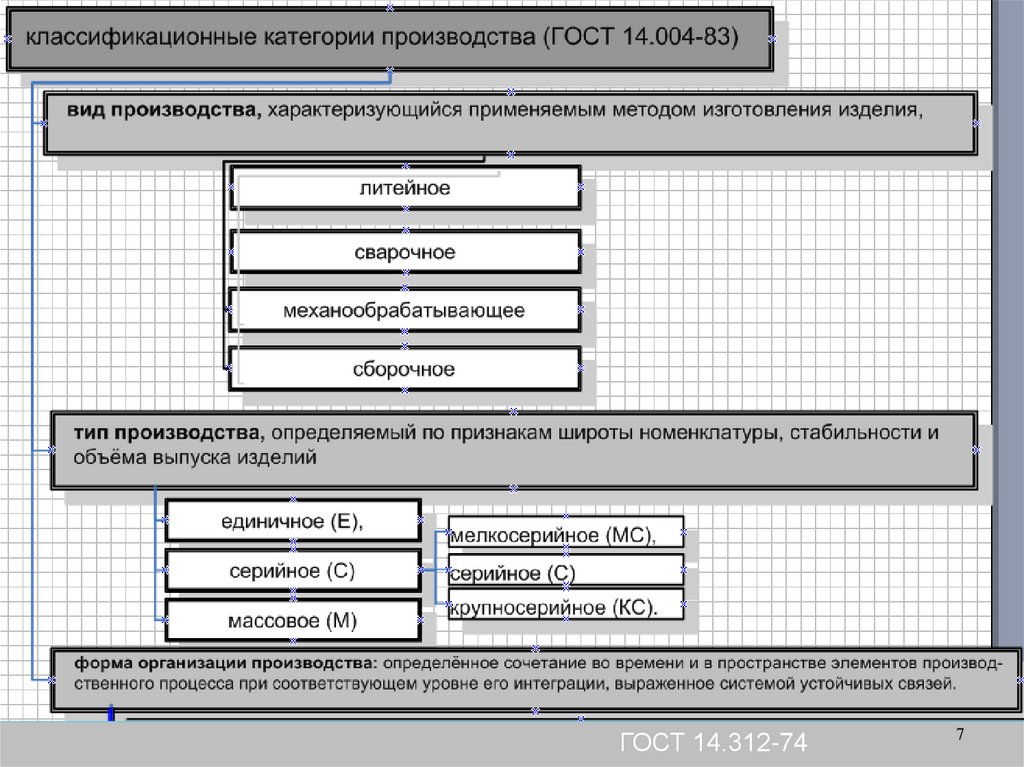
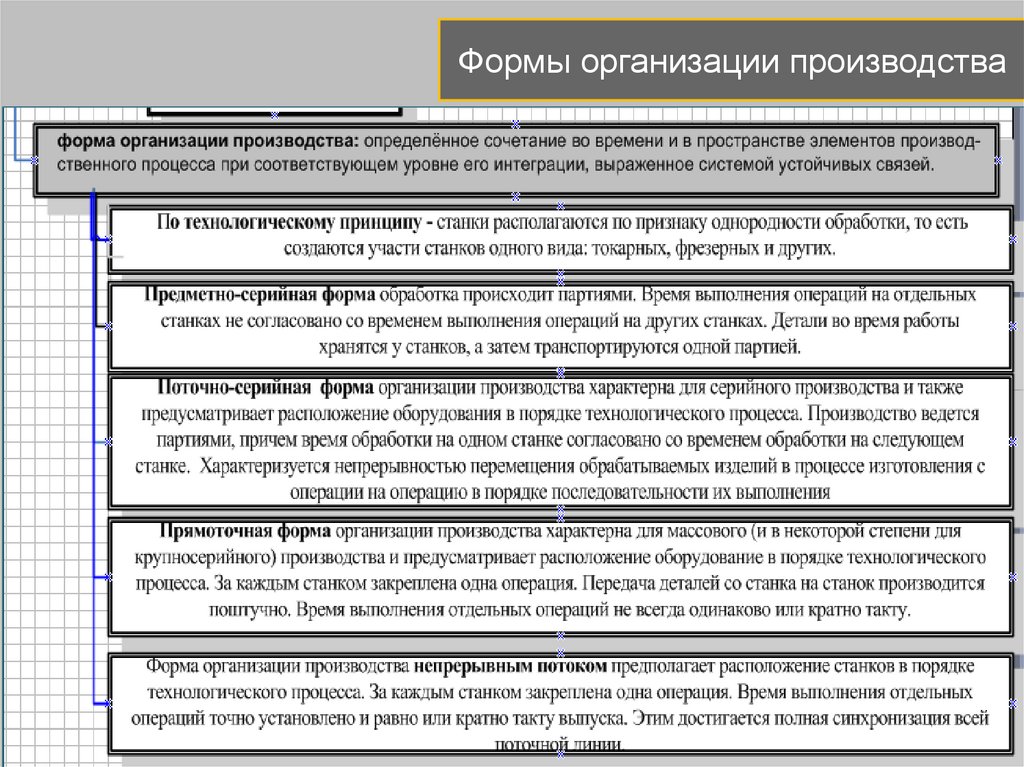
Форма организации производства – это определённоесочетание
во
времени
и
в
пространстве
элементов
производственного процесса при соответствующем уровне его
интеграции, выраженное системой устойчивых связей.
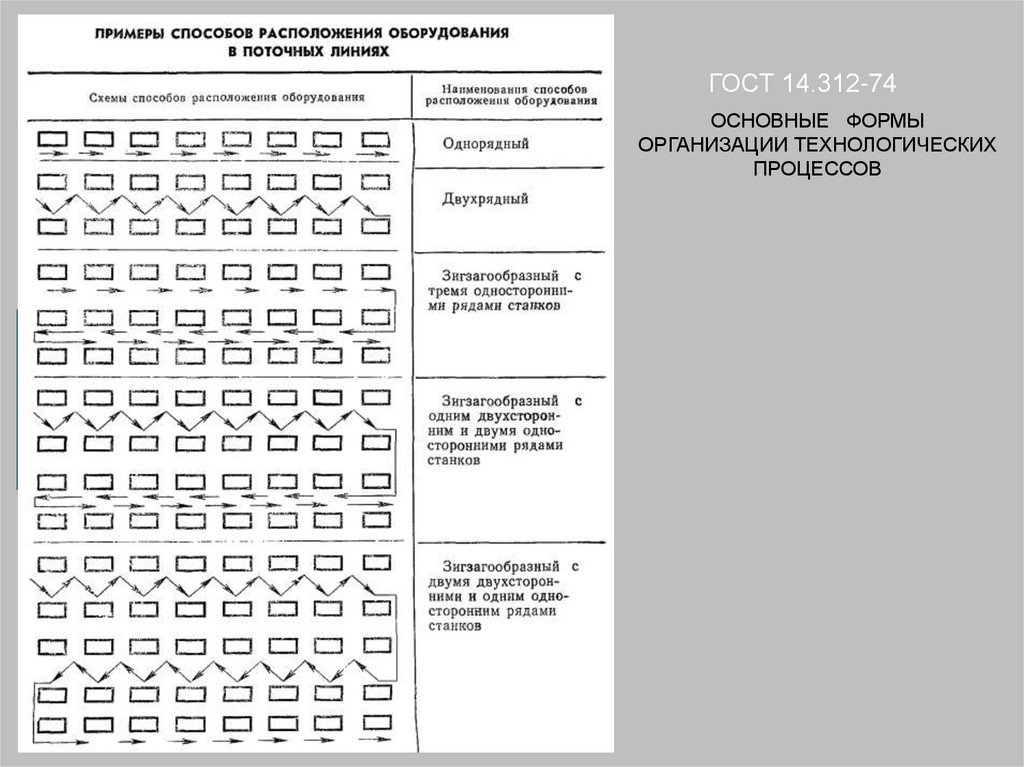
ГОСТ 14.312-74
ОСНОВНЫЕ ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Статус: Не
действует Отменен. Не нашел
практического
применения в
промышленности
(ИУС 2-1989)
28.
Формы организации производства29.
1. Технологический принцип (цеховая форма) характерендля единичного производства, но может применяться и в
серийном
производстве
для
отдельных
деталей.
Он
характеризуется тем, что станки располагаются по признаку
однородности обработки, то есть создаются участи станков
одного вида: токарных, фрезерных, сверлильных и других.
При организации производства по технологическому
принципу изделия в процессе изготовления проходят через
различные участки. Поэтому при передаче их на каждую
последующую операцию (участок) необходимо тщательно
проработать
вопросы
транспортирования,
контроля
качества
обработки,
определения
рабочих
мест
выполнения следующей операции.
для
30.
Граф грузопотоков при технологической структуре участков цеха30
31.
Сложность оперативного планирования и управлениязаключается :
в своевременной комплектации и выполнении заказов,
контроле за продвижением каждого изделия по
операциям,
обеспечении планомерной загрузки участков и рабочих
мест.
Широкая номенклатура изготовляемой продукции,
применение укрупненных норм расхода материалов
создают трудности в бесперебойном снабжении, из-за чего
на предприятиях накапливаются большие запасы
материалов.
32.
2. Предметно-серийная форма характерна для серийногопроизводства, хотя для отдельных деталей применима и в массовом
производстве. Она предусматривает расположение станков в
порядке технологического процесса.
• Обработка происходит партиями.
• Время выполнения операций на отдельных станках не согласовано
со временем выполнения операций на других станках.
• Детали во время работы хранятся у станков, а затем
транспортируются одной партией.
• Детали для следующей операции также хранятся у станков или на
специальных площадках между станками. Здесь же может
выполняться и контроль деталей.
• В результате создаются сравнительно простые связи между
рабочими местами и предпосылки для организации прямоточного
перемещения изделий в процессе их изготовления.
33.
Граф грузопотоков при реорганизации цеха на основе подетальнойспециализации участков
33
34.
3. Поточно-серийная форма организации производствахарактерна для серийного производства и также предусматривает
расположение оборудования в порядке технологического процесса.
Производство ведется партиями, причем время обработки на одном
станке согласовано со временем обработки на следующем станке.
Характеризуется непрерывностью перемещения обрабатываемых
изделий в процессе изготовления с операции на операцию в
порядке последовательности их выполнения. Переход на обработку
деталей другой партии требует незначительной технической
подготовки и переналадки станков, инструмента и приспособлений.
Нормы времени на каждую операцию должны быть примерно
одинаковы.
Поточное производство характеризуется:
специализацией рабочих мест;
расположением рабочих мест в порядке операций
технологического процесса;
выравниванием длительности операций на каждом рабочем
месте;
использованием транспортных средств между рабочими
местами.
35.
4. Форма организации производства непрерывнымпотоком предполагает расположение станков в порядке
технологического процесса. За каждым станком закреплена
одна операция. Время выполнения отдельных операций
точно установлено и равно или кратно такту выпуска.
Этим достигается полная синхронизация всей поточной
линии.
Массовое производство имеет значительные
преимущества по сравнению с единичным и серийным
типом производства. На предприятиях с массовым
производством наиболее высокая производительность
труда и низкая себестоимость выпускаемой продукции.
36.
Основной характеристикой поточной линииявляются такт выпуска, то есть интервал
времени, через который периодически
производится выпуск изделий.
ГОСТ 14.312-74
ОСНОВНЫЕ ФОРМЫ
ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
37.
5. При точечной форме организации производстваработа полностью выполняется на одном рабочем месте.
Изделие изготовляется там, где находится его
основная часть.
Примером служит сборка изделия с перемещением
рабочего вокруг него.
Организация точечного производства имеет ряд
достоинств:
обеспечивается возможность частых изменений
конструкции изделий и последовательности обработки,
изготовления изделий разнообразной номенклатуры в
количестве, определяемом потребностями производства;
снижаются затраты, связанные с изменением
расположения оборудования;
повышается гибкость производства.
38.
Классификация механических цехов похарактеру конструкции и массе изделия
39.
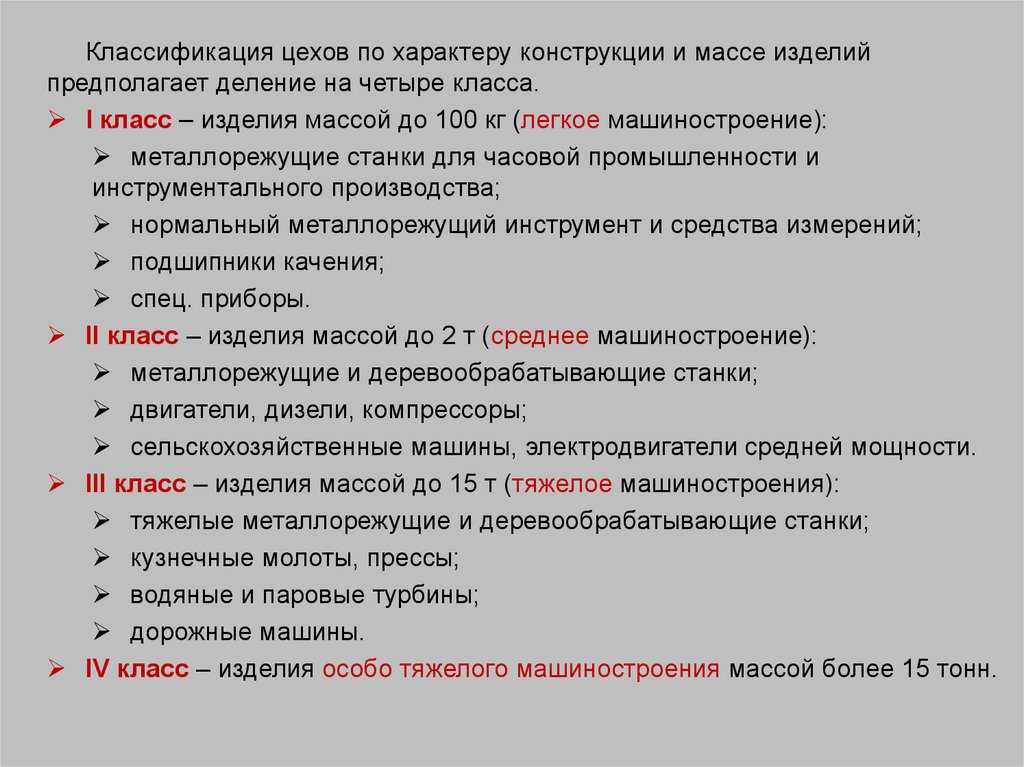
Классификация цехов по характеру конструкции и массе изделийпредполагает деление на четыре класса.
I класс – изделия массой до 100 кг (легкое машиностроение):
металлорежущие станки для часовой промышленности и
инструментального производства;
нормальный металлорежущий инструмент и средства измерений;
подшипники качения;
спец. приборы.
II класс – изделия массой до 2 т (среднее машиностроение):
металлорежущие и деревообрабатывающие станки;
двигатели, дизели, компрессоры;
сельскохозяйственные машины, электродвигатели средней мощности.
III класс – изделия массой до 15 т (тяжелое машиностроения):
тяжелые металлорежущие и деревообрабатывающие станки;
кузнечные молоты, прессы;
водяные и паровые турбины;
дорожные машины.
IV класс – изделия особо тяжелого машиностроения массой более 15 тонн.
40.
Практика41.
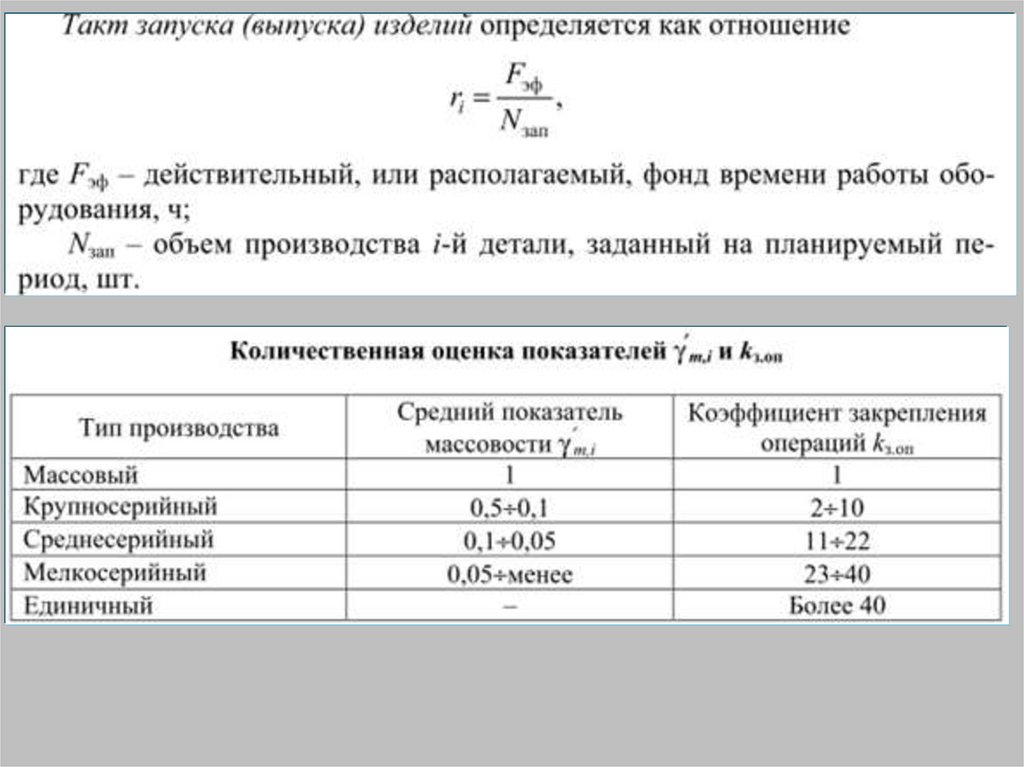
Каждый тип производства (единичный, серийный,массовый) в силу своей специфики требует определенных
методов организации производства. Тип производства
количественно оценивается двумя основными
показателями: средним показателем массовости и
коэффициентом закрепления операций. Причем на стадии
проектирования производственной системы более
обоснованно использование показателя массовости.
Коэффициент закрепления операции - это показатель,
характеризующий широту номенклатуры обрабатываемых
изделий, стабильность работы рабочих мест
подразделения в планируемом периоде.
Показатель массовости - это относительная
трудоемкость одной операции при обработке i-го изделия,
т. е. среднее количество обезличенных рабочих мест,
необходимое для выполнения этой операции.