







 Промышленность
Промышленность Строительство
СтроительствоПохожие презентации:










Особенности применения и обработки листовых пластиков в строительстве и рекламной сфере
1.
III Семинар партнеров ООО«СафПласт»
22-24 ноября 2012 г., г. Казань
Особенности применения и
обработки листовых пластиков в
строительстве и рекламной сфере
Гальченко Александр Георгиевич, ООО «ГельветикаТрейдинг», главный специалист по полимерным
материалам, кандидат химических наук
2.
Способы обработки монолитногополикарбоната и акрилового
стекла
I. Механическая
обработка
фрезерование
сверление
нарезка резьбы
распиловка
штамповка и
резка
лазерная резка
3.
Способы обработки монолитногополикарбоната и акрилового
стекла
II. Соединение
деталей и
дополнительные
операции
сварка
шлифование
механическое
соединение
опиливание
торцов
склеивание
окраска и
печать
4.
Особенности формованиямонолитного поликарбоната и
акрилового стекла
Формование монолитного поликарбоната
• Минимальный
радиус изгиба
Холодное
формование зависит от
толщины листа
Горячий
изгиб
• Оптимальная
температура 160 ̊С
Толщина
листа,
мм
Радиус
сгиба, мм
Максим.
угол
сгиба
1-2,5
2
90̊
3-4
3
90̊
5-6
5
90̊
5.
Особенности формованиямонолитного поликарбоната и
акрилового стекла
Способы термоформования
Под воздействием
с применением матриц и
механических усилий,
пуансонов
давления воздуха, вакуума
Прямое вакуумформование
Позитивное формование
Необходимая t
= 180-210 ̊C
Позитивное вакуумформование с
раздувом
Позитивное формование под
давлением
Позитивное вакуумформование
с пуансоном
6.
Вакуумформовочный станок MILLENIUM7.
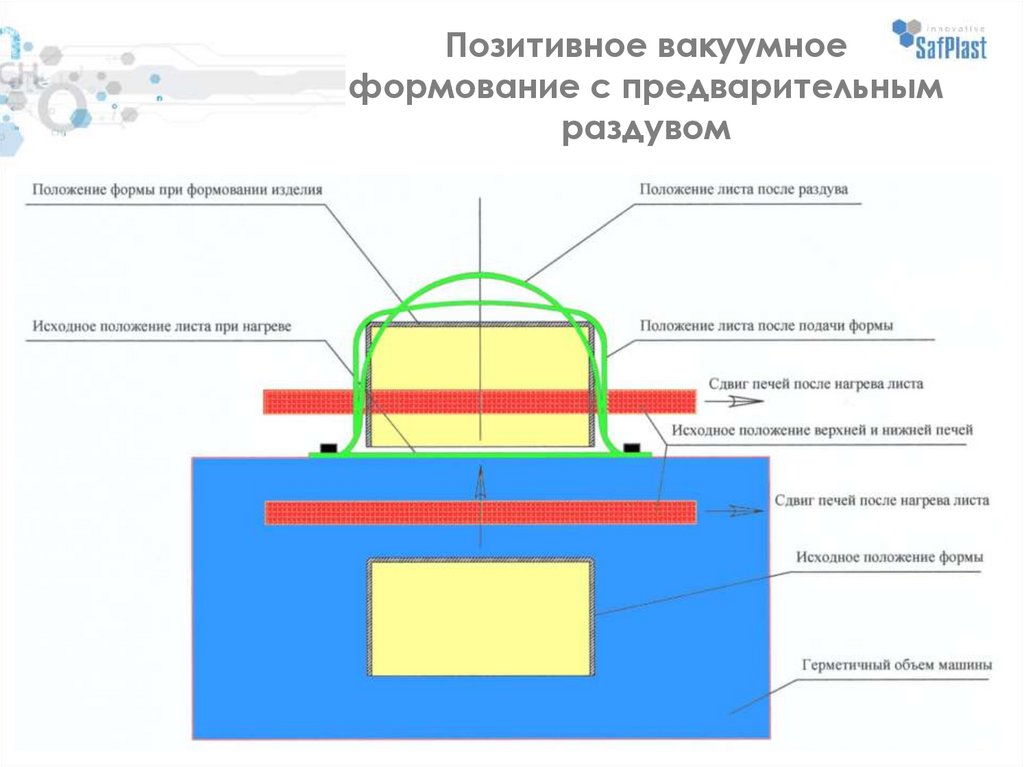
Позитивное вакуумноеформование с предварительным
раздувом
8.
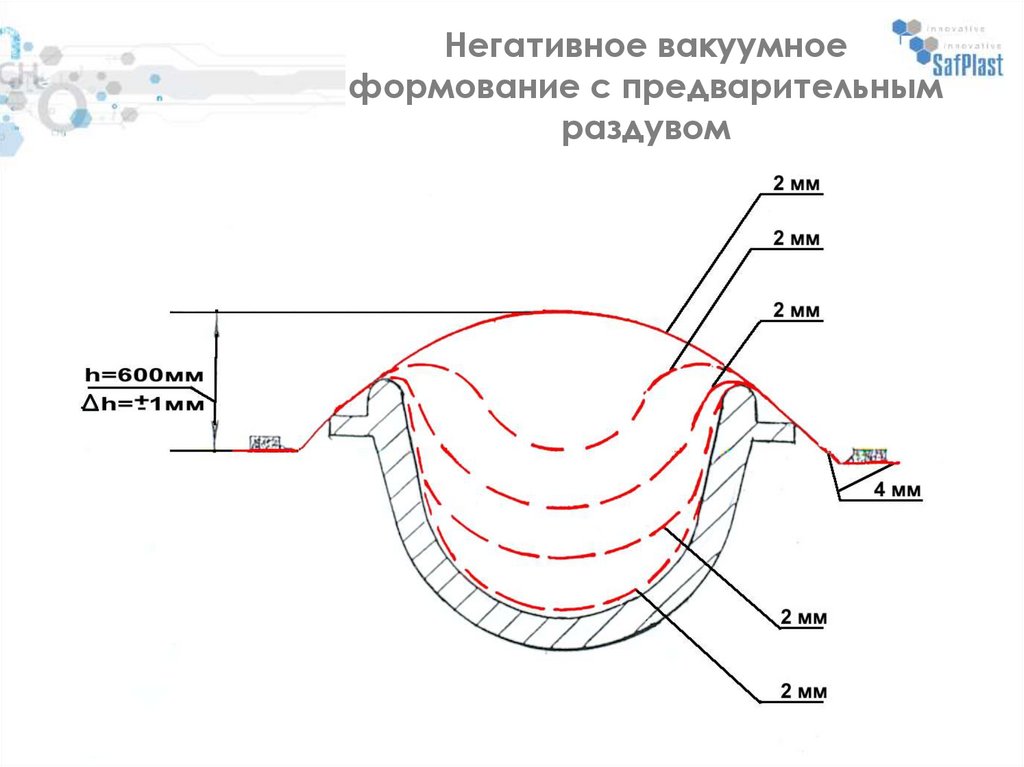
Негативное вакуумноеформование с предварительным
раздувом
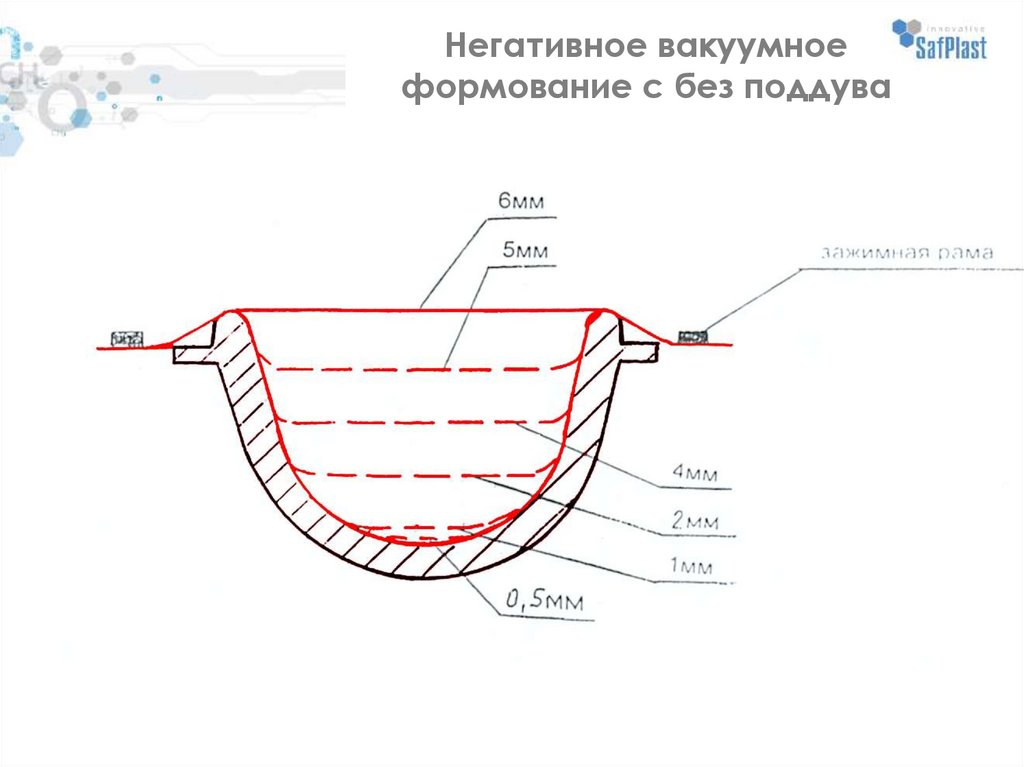
9.
Негативное вакуумноеформование с без поддува
10.
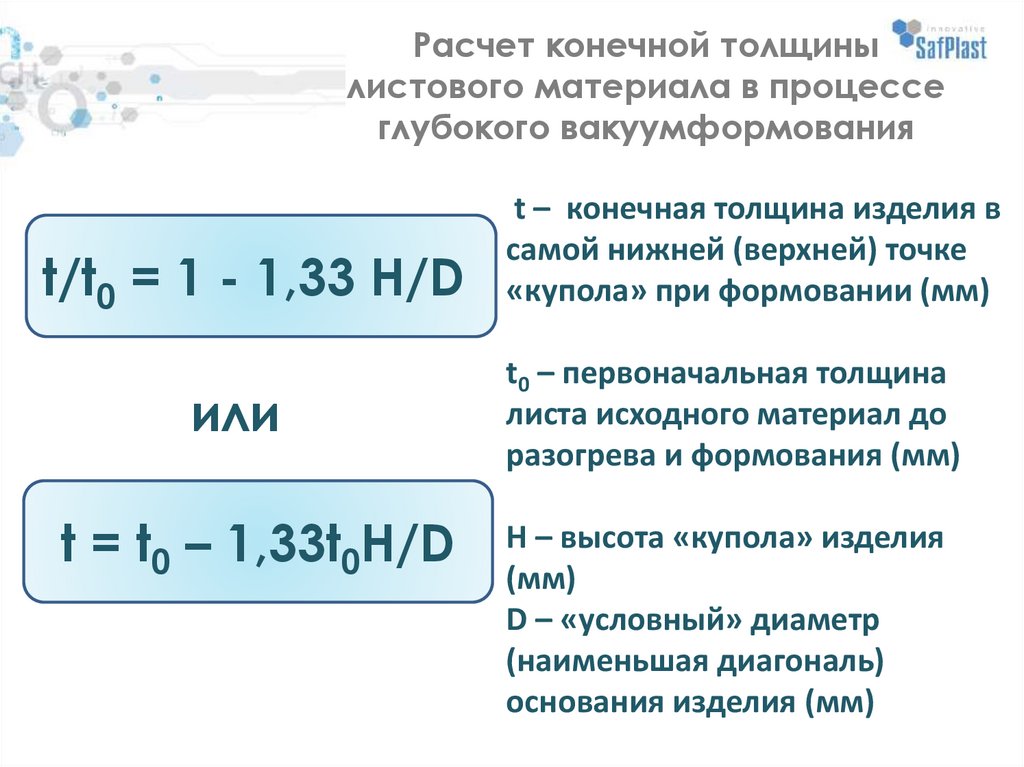
Расчет конечной толщинылистового материала в процессе
глубокого вакуумформования
t/t0 = 1 - 1,33 H/D
или
t = t0 – 1,33t0H/D
t – конечная толщина изделия в
самой нижней (верхней) точке
«купола» при формовании (мм)
t0 – первоначальная толщина
листа исходного материал до
разогрева и формования (мм)
Н – высота «купола» изделия
(мм)
D – «условный» диаметр
(наименьшая диагональ)
основания изделия (мм)
11.
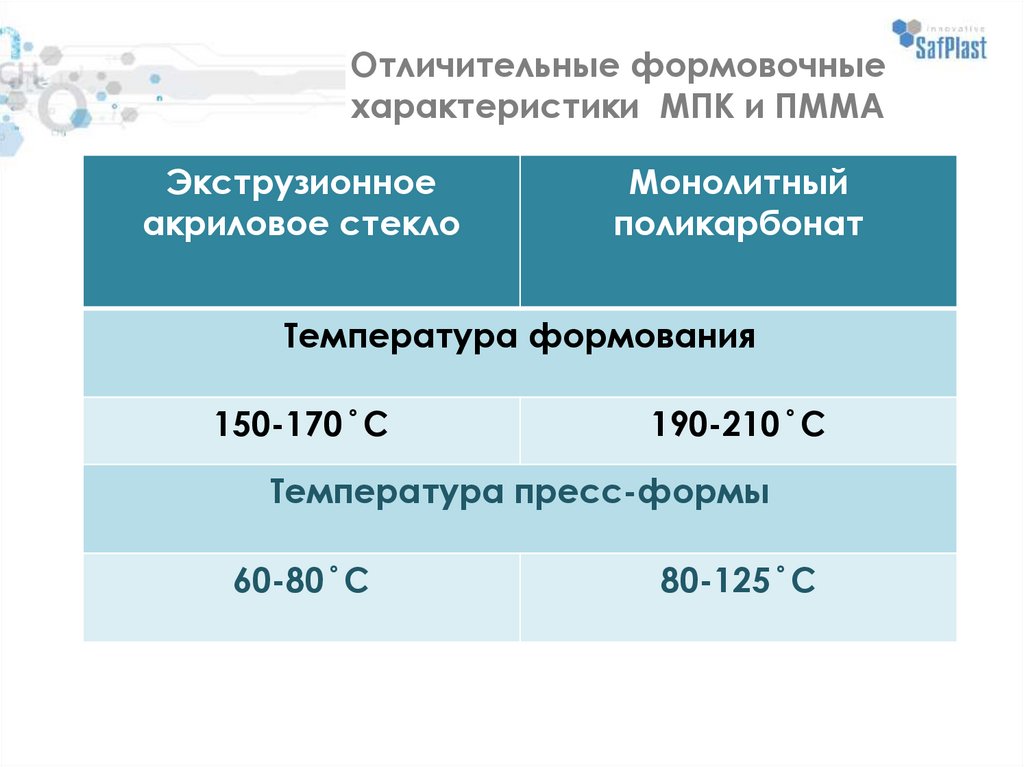
Отличительные формовочныехарактеристики МПК и ПММА
Экструзионное
акриловое стекло
Монолитный
поликарбонат
Температура формования
150-170 ̊ С
190-210 ̊ С
Температура пресс-формы
60-80 ̊ С
80-125 ̊ С
12.
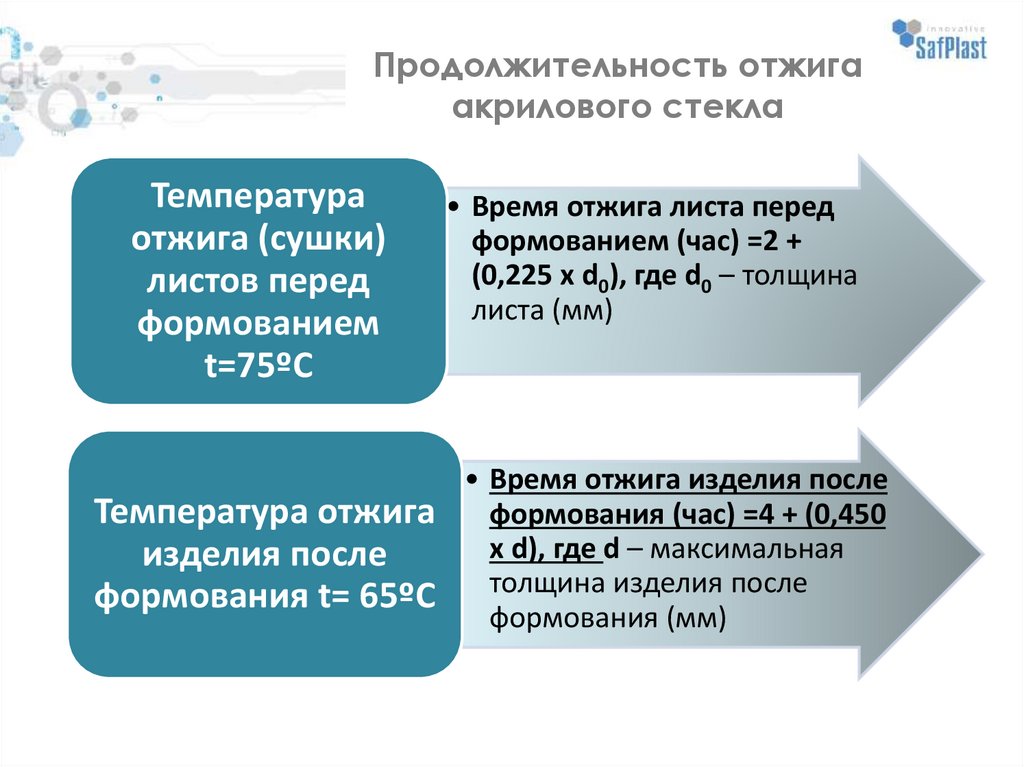
Продолжительность отжигаакрилового стекла
Температура
отжига (сушки)
листов перед
формованием
t=75ºС
Температура отжига
изделия после
формования t= 65ºС
• Время отжига листа перед
формованием (час) =2 +
(0,225 х d0), где d0 – толщина
листа (мм)
• Время отжига изделия после
формования (час) =4 + (0,450
х d), где d – максимальная
толщина изделия после
формования (мм)
13.
Продолжительность сушки листовмонолитного поликарбоната
Сушка листов монолитного поликарбоната
Толщина
листа (мм)
1
2
3
4
5
Время
сушки(час)
при 120̊ С
2
4
8
13
18 22 26 30 33
6
8
10 12
14.
Монтаж монолитного ПК.Методы остекления
Основные рабочие характеристики
монолитного поликарбоната
Очень высокая ударная
прочность
Способность к качественному
термоформованию
Возможность эксплуатации
при низких и высоких
температурах
Пожаробезопасность
15.
Методы остекления. Вертикальноеостекление с применением МПК
При внутреннем вертикальном остеклении необходимо
учитывать:
Коэффициент
линейного
термического
расширения
• Равен 0,065 мм на 1 метр
длины при изменении
температуры на 1°С
Внутренний
размер рамы
• Глубина паза рамы – 25 мм
Величина
ветровой
нагрузки
• Выбирать толщину
пластика в зависимости от
габаритного размера
листа
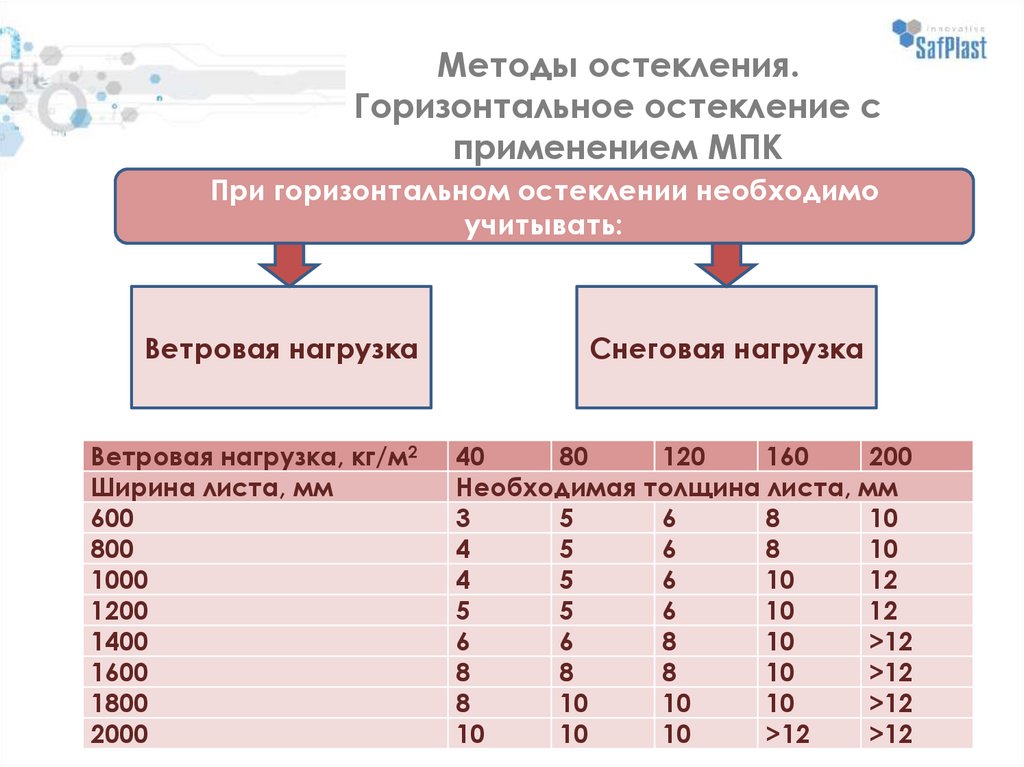
16.
Методы остекления.Горизонтальное остекление с
применением МПК
При горизонтальном остеклении необходимо
учитывать:
Ветровая нагрузка
Ветровая нагрузка, кг/м2
Ширина листа, мм
600
800
1000
1200
1400
1600
1800
2000
Снеговая нагрузка
40
80
120
160
200
Необходимая толщина листа, мм
3
5
6
8
10
4
5
6
8
10
4
5
6
10
12
5
5
6
10
12
6
6
8
10
>12
8
8
8
10
>12
8
10
10
10
>12
10
10
10
>12
>12
17.
Методы остекления.Горизонтальное остекление с
применением МПК
Длина
проле
та
(м)
60
при ширине листа
(м)
СНЕГОВАЯ Н А Г Р У З К А, кг/м2
75
96
200
при ширине листа
при ширине листа
при ширине
(м)
(м)
листа (м)
400
при ширине листа
(м)
0,5 1,0 1,5
2,0
0,5
1,0
1,5
2,0
0,5
1,0
1,5
2,0
0,
5
1,0
1,5
2,0
0,5
1,0
1,5
2,0
1,0
4
8
8
8
5
8
10
10
5
8
10
10
6
6
10
12
8
12
12
>12
2,0
4
8
8
12
5
8
10
12
5
10
12
12
6
10
12
>12
8
12
>12 >12
3,0
4
8
12
>12
5
10
12
>12
5
10
12
>12
6
12
>12 >12
8
>12 >12 >12
4,0
4
8
12
>12
5
10
12
>12
5
10
>12
>12
6
12
>12 >12
8
>12 >12 >12
5,0
4
8
12
>12
5
10
>12
>12
5
12
>12
>12
6
12
>12 >12
8
>12 >12 >12
18.
Методы остекления. Арочныеконструкции
При монтаже арочных конструкций с симметричными
дугами с холодным сгибанием необходимо учитывать:
Минимальный радиус
холодного изгиба R min
для МПК
R min = 150 x D, где
D- толщина листа,
мм
для ПММА
R min = 180 x D, где
D- толщина листа,
мм
19.
Пожаробезопасность листовыхматериалов
Основной показатель –
кислородный индекс
(КИ)
Величина КИ определяется
процентным содержанием
кислорода в окружающей
атмосфере, при котором
материал начинает
поддерживать
свечеобразное устойчивое
пламенное горение в течение
180 секунд
20.
Значения Кислородного Индексаполимерных материалов
Материал
ПММА (оргстекло)
АБС
ПЭ
ПП
САН
Полистирол
ПЭТ-Г
ПК
Сотовый ПК
ПВХ
Вспененный ПВХ
КИ,%
17,3
19,4
18,2
18,9
19,5
19,6
24,4
25,5
25,3
36,5
36,2
21.
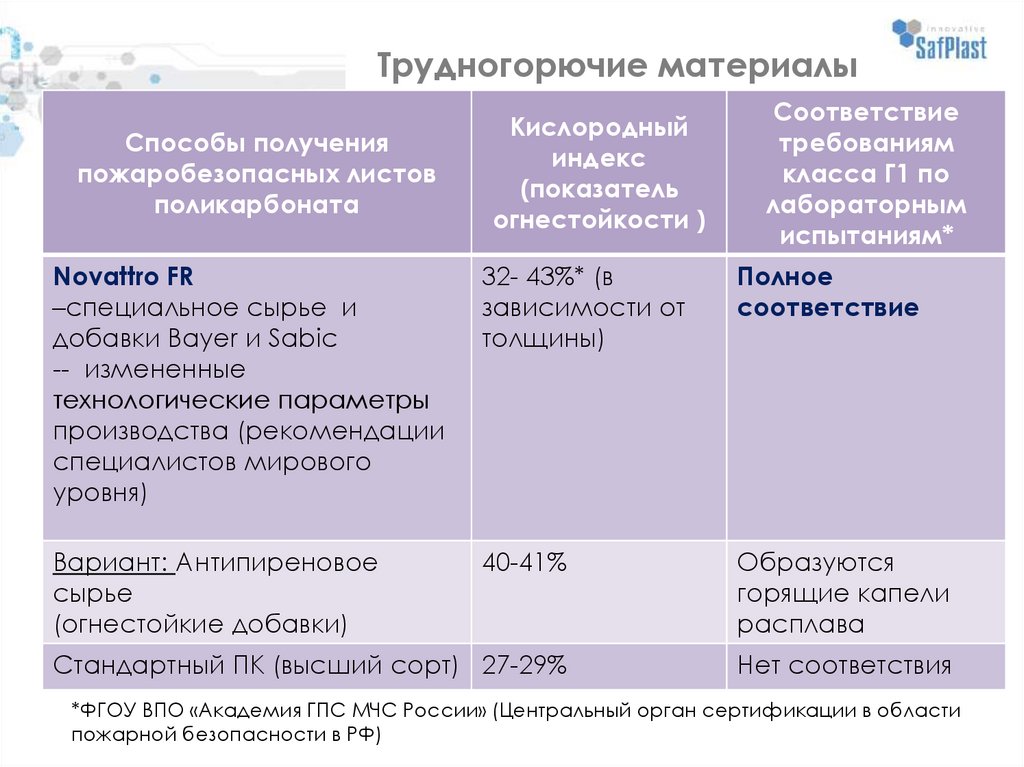
Трудногорючие материалыСпособы получения
пожаробезопасных листов
поликарбоната
Кислородный
индекс
(показатель
огнестойкости )
Соответствие
требованиям
класса Г1 по
лабораторным
испытаниям*
Novattro FR
–специальное сырье и
добавки Bayer и Sabic
-- измененные
технологические параметры
производства (рекомендации
специалистов мирового
уровня)
32- 43%* (в
зависимости от
толщины)
Полное
соответствие
Вариант: Антипиреновое
сырье
(огнестойкие добавки)
40-41%
Образуются
горящие капели
расплава
Стандартный ПК (высший сорт) 27-29%
Нет соответствия
*ФГОУ ВПО «Академия ГПС МЧС Росcии» (Центральный орган сертификации в области
пожарной безопасности в РФ)