




 Промышленность
ПромышленностьПохожие презентации:










Технологічний процес виробництва листів розмірами 15x2500x10000 мм зі сталі марки 20 у товстолистовому цеху
1.
Тема Кваліфікаційного проектуРозробити технологічний процес виробництва
листів розмірами 15x2500x10000 мм зі сталі
марки 20 у товстолистовому цеху 3600 з
підвищенням продуктивності та точності
розмірів
2.
Найменування параметрівТип клітей
Габариті клітей, мм
Розміри отвору станини, мм
Робочий валок:
Діаметр, мм
Довжина бочки, мм
Маса, т
Опорний валок:
Діаметр, мм
Довжина бочки, мм
Маса, т
Охолодження валків:
Охолоджувальна рідина
Витрата, л/хв
Тиск металу на валок, т
Швидкість прокатки, м/с
Максимальний розчин валків, мм
Максимальний крутний момент, тм
Головний привід:
Тип
Кількість, шт
Потужність, кВт
Швидкість, об/хв
Привід установок валків
Тип
Потужність, кВт
Число оборотів об/хв
Максимальна швидкість мм/с
Кількість, шт
Підшипники робочих валків
Підшипники опорних валків
Вертикальна кліть
дуо
12520x7000x12250
-
Чорнова кліть
кварто
12100x2200x5700
2200х1190
Чистова кліть
кварто
11100x2200x5700
2200х1190
900/800
1400
14,5
1130/1050
3600
39
1130/950
3600
35
-
1800/1700
3400
89
1800/1700
3400
89
Вода
4200
1100
Від 0 до 3,5
Від 1000 до 3600
2х80,355
Вода
4200
4600
Від 0 до 4,4
Від 0 до 1000
2х420
Вода
4200
4600
Від 0 до 6,0
Від 0 до 160
2х295,0
ПВ21-100-7к
2
1800
0-60-120
2П24/115 3,5
2
6920
0-40-80
2П23/116
2
8800
0-70-140
ЧАР3650 Е/1
112
470
100
2
Роликові циліндрічні
-
П-129-8к
300
0-750
54
2
Роликові циліндрічні
ПЖТ
П-129-8к
300
0-750
54
2
Роликові циліндрічні
ПЖТ
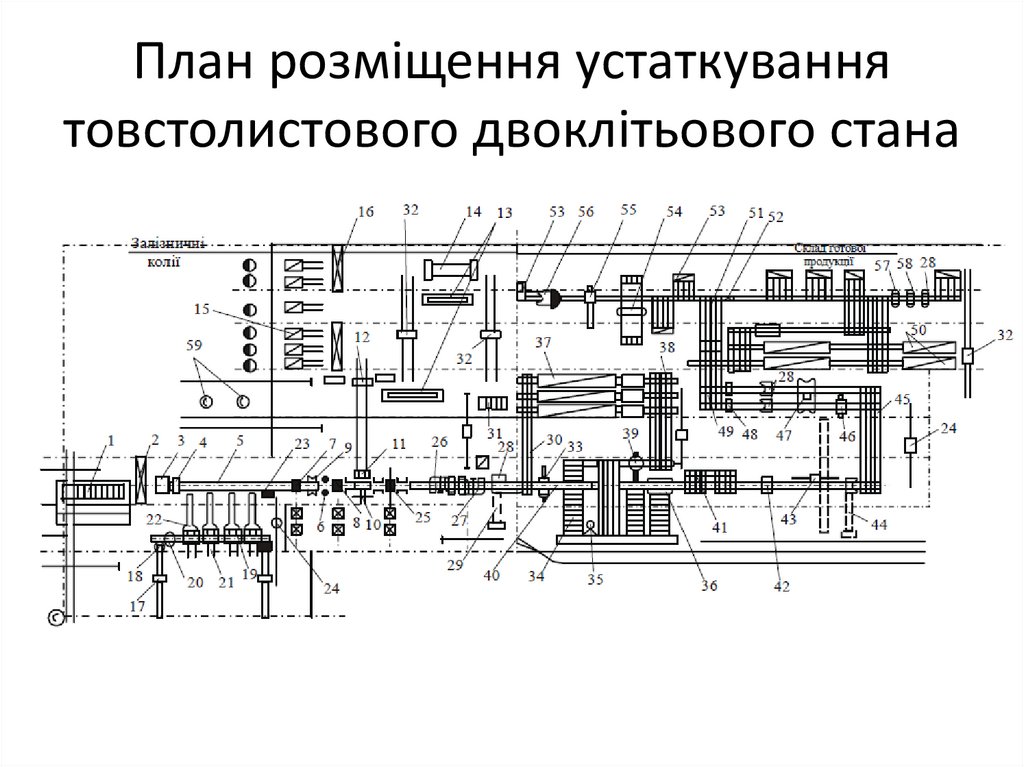
3.
План розміщення устаткуваннятовстолистового двоклітьового стана
4.
Чотиривалкова кліть (кварто)5.
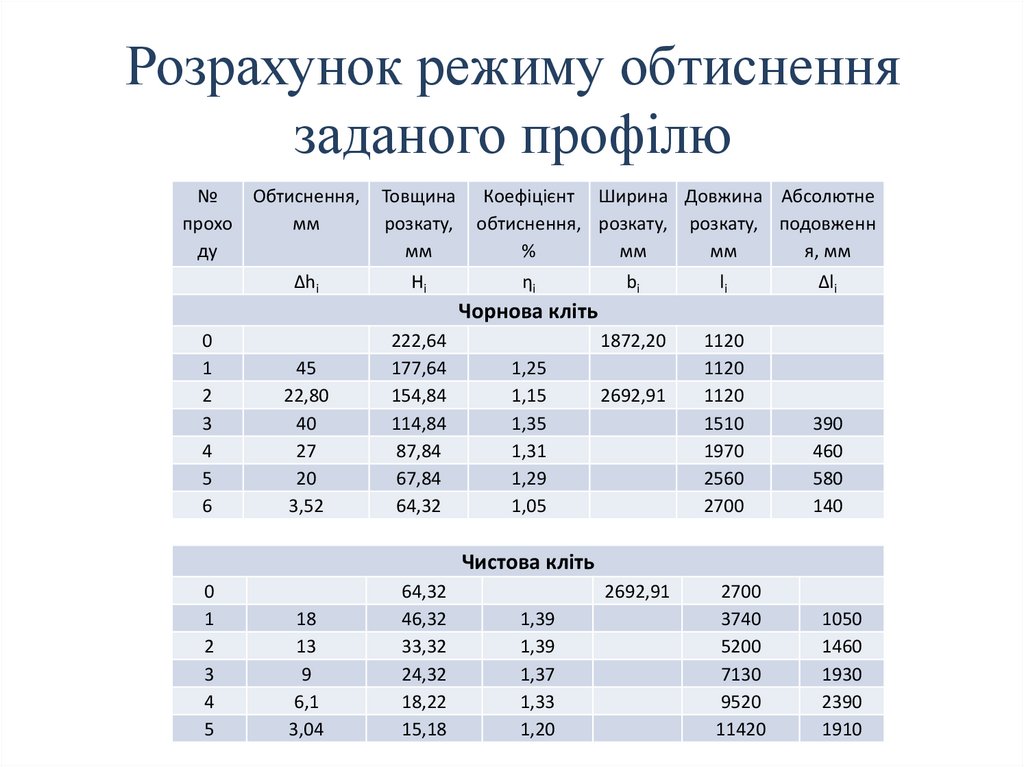
Розрахунок режиму обтисненнязаданого профілю
№
Обтиснення,
прохо
мм
ду
Δhi
Товщина
розкату,
мм
Hi
Коефіцієнт Ширина Довжина Абсолютне
обтиснення, розкату, розкату, подовженн
%
мм
мм
я, мм
ηi
bi
li
Δli
1872,20
1120
1120
1120
1510
1970
2560
2700
390
460
580
140
2700
3740
5200
7130
9520
11420
1050
1460
1930
2390
1910
Чорнова кліть
0
1
2
3
4
5
6
45
22,80
40
27
20
3,52
222,64
177,64
154,84
114,84
87,84
67,84
64,32
1,25
1,15
1,35
1,31
1,29
1,05
2692,91
Чистова кліть
0
1
2
3
4
5
18
13
9
6,1
3,04
64,32
46,32
33,32
24,32
18,22
15,18
2692,91
1,39
1,39
1,37
1,33
1,20
6.
Розрахунок енергосилових параметрівпрокатки заданого профілю
№
відносне коефіцієнт
Кут
Площа
Швидкість
Опір
Середній
Момент
прохо- обтиснен- обтиснен- захоплен контактної деформ- деформації контактний прокатки
ня
ня
-ня
поверхні
ації
тиск
ду
εі
ηі
αі
σі
Повний
момент
двигуна
рад
мм2
Fкі
Ui
с-1
Н/мм2
Н/мм2
рср і
Мпр
Мдв
кН·м
кН·м
Чорнова кліть
1
0,202
1,25
0,293
287765,1
6,57
117,06
153,23
6916,7
9595,6
2
0,128
1,15
0,208
294624,5
5,87
108,15
142,43
4923,3
6944,5
3
0,258
1,35
0,276
390239,7
8,91
127,38
182,44
6521,1
9069,5
4
0,235
1,31
0,227
320614,7
9,87
128,05
193,46
5357,6
7522,1
5
0,228
1,29
0,195
275941,2
11,11
130,13
208,29
4611,1
6529,2
6
0,052
1,05
0,082
115763,8
6,03
96,53
132,27
1934,5
2969,3
Чистова кліть
1
0,280
1,39
0,195
249003,2
15,13
140,99
252,62
4161,0
5845,7
2
0,281
1,39
0,165
211612
17,86
145,12
292,02
3536,2
5014,7
3
0,270
1,37
0,138
176071,8
20,66
148,05
334,78
2942,3
4224,8
4
0,251
1,33
0,113
144955,1
23,30
149,69
375,97
2422,3
3533,2
5
0,167
1,20
0,080
102330,6
21,95
140,46
325,63
1710,0
2585,9
7.
Хімічний склад сталі 20 відповідно до ДСТУ 7809С
Si
Mn
P
S
Cr
Cu
Ni
0.17-0.24
0.17-0.37
0.35-0.65
≤0.035
≤0.040
≤0.25
≤0.30
≤0.30
Механічні властивості сталі 20 після нормалізації
Межа плинності, Н/мм2,
не менше
Межа міцності,
Н/мм2, не менше
Мінімальне
відносне
подовження,%
Відносне звуження,%
245
410
25
55
8.
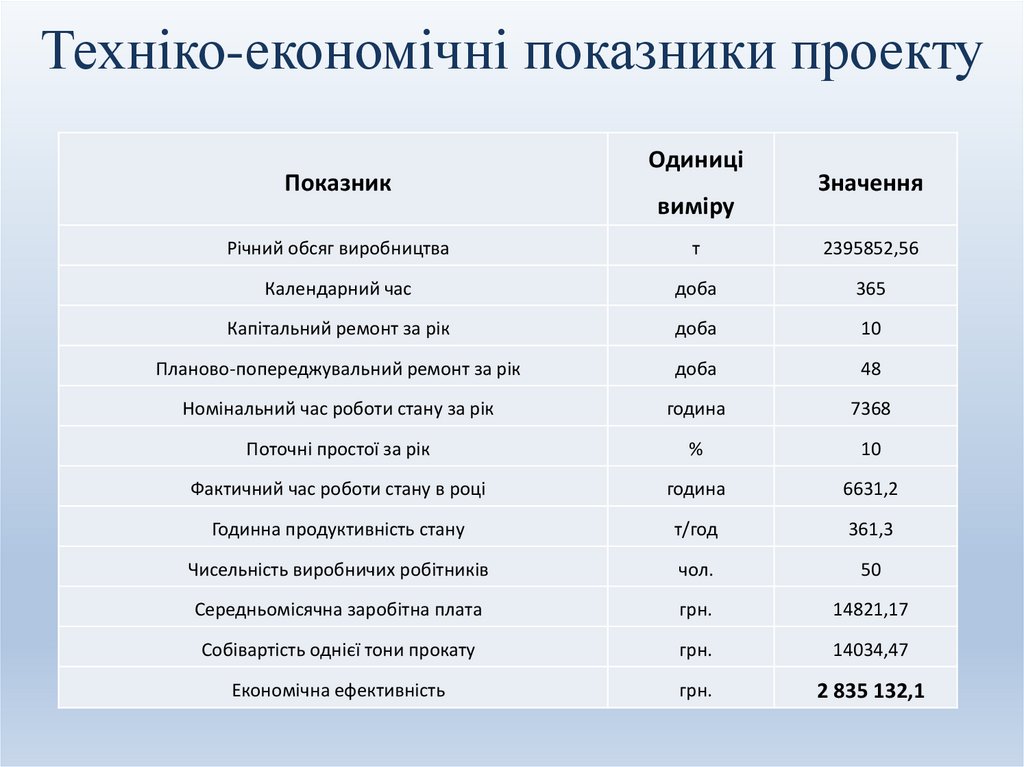
Техніко-економічні показники проектуПоказник
Одиниці
виміру
Значення
Річний обсяг виробництва
т
2395852,56
Календарний час
доба
365
Капітальний ремонт за рік
доба
10
Планово-попереджувальний ремонт за рік
доба
48
Номінальний час роботи стану за рік
година
7368
Поточні простої за рік
%
10
Фактичний час роботи стану в році
година
6631,2
Годинна продуктивність стану
т/год
361,3
Чисельність виробничих робітників
чол.
50
Середньомісячна заробітна плата
грн.
14821,17
Собівартість однієї тони прокату
грн.
14034,47
Економічна ефективність
грн.
2 835 132,1